1. Introduction
The Ti-6Al-4V alloy, which accounts for more than 50% of the world production of all titanium grades, is widely used in the marine, aerospace and automotive industries. Its main advantage is a unique combination of a low relative density with great strength, impact toughness, as well as crack and corrosion resistance [
1]. In turn, disadvantages of the Ti-6Al-4V alloy are an inclination to hydrogen embrittlement, as well as a low wear resistance and a susceptibility to scuffing upon friction under load [
2,
3].
In order to improve wear resistance of the Ti-6Al-4V alloy, many surface modification methods have been developed, such as surface plastic deformation [
4,
5,
6], laser and magnetron deposition of coatings [
7,
8], surface nitriding or oxidation [
9,
10,
11], as well as electrospark alloying [
12,
13,
14]. In particular, ultrasonic impact treatment (UIT), based on surface plastic deformation with a solid striker oscillating at an ultrasonic frequency, enables to reduce both friction coefficient of the Ti-6Al-4V alloy and its wear rate due to the formation of a nanocrystalline structure and compressive residual stresses in the surface layer. However, wear resistance increases insignificantly in this case, since the depth of modified layer undergoing surface severe plastic deformation reaches only several tens of microns and its hardness enhances by 1–2 GPa [
6]. Moreover, the effect of UIT may vary with materials and processing parameters since the UIT enable to change the main wear mechanism. For example, the main wear mechanism of Ti-6Al-4V changed from delamination-based oxidation wear to adhesive wear with the increase of ultrasonic surface rolling processing [
15], According to [
6], the improved wear resistance of Ti-6Al-4V alloy was attributed not only to the increased hardness and compressive residual stress, but also to the modified lubrication mechanism.
A greater improvement of wear resistance of the Ti-6Al-4V alloy is observed after its nitriding and oxidation [
9,
10,
11]. Nevertheless, such treatment procedures are performed at elevated temperatures, which can adversely affect the microstructure of the bulk material. In addition, their durations are long enough. Finally, in the electrospark alloying process, coatings are formed on the Ti-6Al-4V alloy surface, which are characterized by high hardness levels, low friction coefficients, and great adhesion to the substrates [
12,
13,
14,
16]. A drawback of the electrospark alloying method is the presence of pores and cracks in the formed coatings [
17].
One of the promising techniques for improving wear resistance of the Ti-6Al-4V alloy is a method based on a combination of ultrasonic impact treatment with electrospark alloying [
18,
19,
20,
21]. As a result of ultrasonic impact electrospark treatment (UIET), continuous hard coatings are formed on the Ti-6Al-4V alloy surface, uniform in thickness and consisting of small drops of the striker (anode) material. By its varying, it is possible to deposit hard coatings that include titanium carbide [
19], titanium oxynitrides and iron oxides [
20], as well as Ti-Al intermetallic compounds [
21]. It is of interest to investigate the possibility of using a WC-Co striker, which enables to form a coating on the Ti-6Al-4V surface, consisting of titanium and tungsten carbides with cobalt as a binder. Titanium-tungsten alloys possess increased hardness, as well as resistance to corrosion and high temperature oxidation, so they are widely used in the manufacture of cutting tools.
Nowadays, it is generally accepted that additive manufacturing is the most advanced and promising method for the fabrication of various parts, including those from hard-to-machine titanium alloys [
22]. In [
23,
24], the authors of the current research have showed that UIET significantly changes the microstructure and phase composition of 3D printed Ti-6Al-4V samples and their welded joints. By using a striker from the 52,100 high-carbon chromium steel, their surface layers have been alloyed with iron. In addition, a subsurface nanocrystalline layer with a microstructure consisting of the β phase and the Ti
4Fe intermetallic compounds has been observed, while the α + β microstructure has been refined deeper in the bulk metal [
23]. A WC-Co hard alloy striker has enabled to deposit a hard coating on the Ti-6Al-4V surface, consisting of intermetallic phases of the Ti-Co and Ti-Co-Al systems. Also, a volume fraction of the residual β phase has increased in the hardened surface layer [
24].
An important role in the electrospark alloying processes is played by the gaseous interelectrode medium [
17]. In such procedures, inert gases (argon, helium or their mixtures) are used to protect hardened surfaces from oxidation and sticking. In addition, the presence of an inert gas affects the electric discharge parameters, in particular, reduces dimensions of molten metal droplets, which are transferred to the treated surface under the electric field action. Consequently, a coating with a more uniform structure is formed. However, no details of the relationship between these parameters have been reported so far. For fulfilling the knowledge gap, this paper presents the results of a study of the effect of the gaseous interelectrode medium on the microstructure, as well as both mechanical and tribological properties of coatings formed on 3D printed Ti-6Al-4V alloy samples during UIET procedures.
2. Materials and Methods
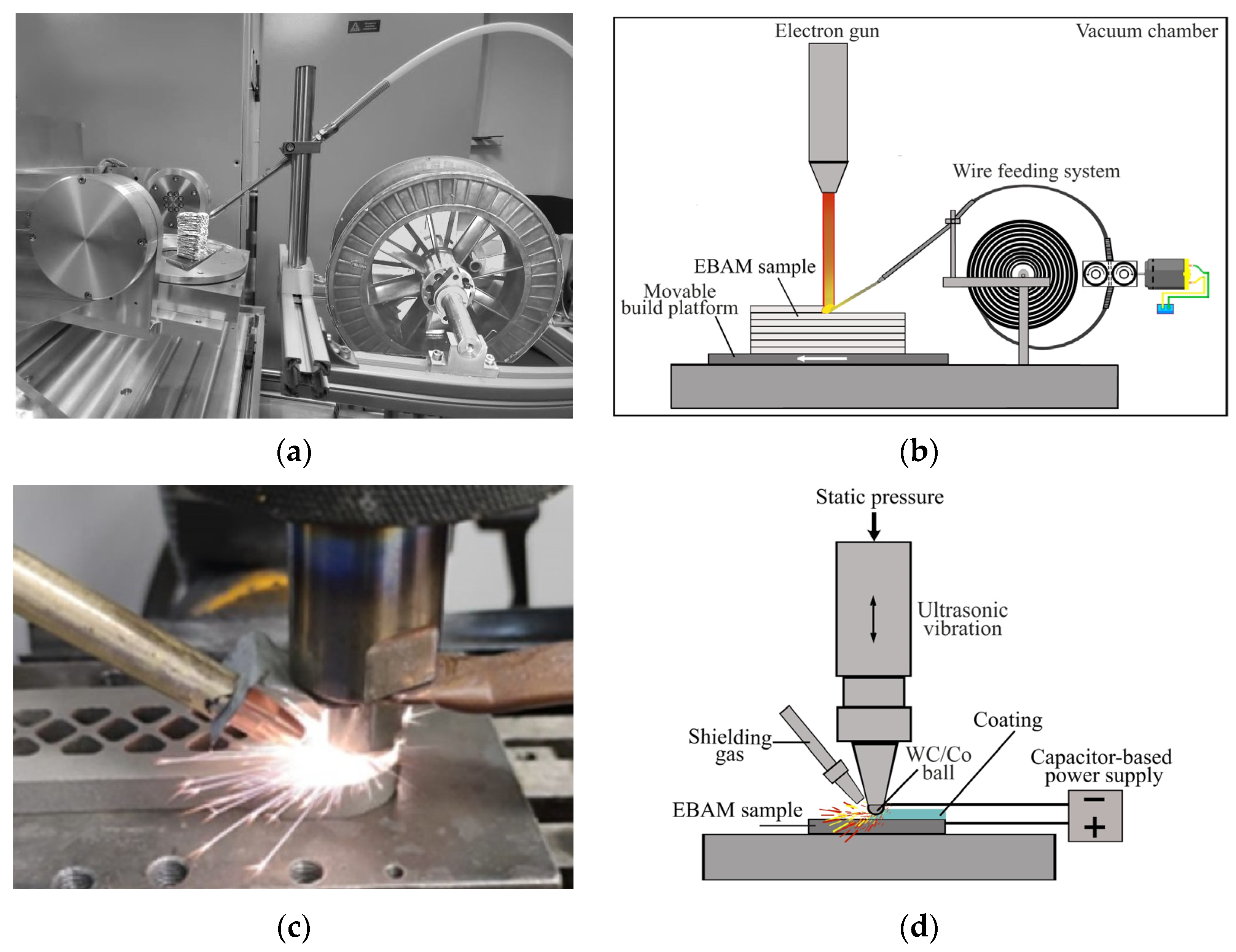
Rectangular bars with dimensions of 25 × 25 × 70 mm (length × width × height hereinafter in the text) were built from the (Grade 5) Ti-6Al-4V alloy feedstock (
Table 1) using a wire-feed electron beam additive manufacturing (EBAM) setup (
Figure 1a,b), developed in ISPMS SB RAS (Tomsk, Russia). Its thermo-cathode electron gun was operated at an accelerating voltage of 30 kV. The distance between the gun and a wrought titanium baseplate (150 × 150 × 10 mm) was 300 mm. The wire with a diameter of 1.6 mm was front-fed at a feed rate of 2 m/min and an angle of 35° to the baseplate. 22 layers were deposited, each 3.2 mm thick. The first three layers were formed at a beam current of 22 mA, followed by its decreasing down to 18 mA. 3D printing of the samples was performed by the build platform movement relative to the electron beam according to the meander scanning strategy at a speed of 4 mm/s. The hatch spacing between successive beads in the same layer was ~3 mm. After depositing each layer, the build platform was lowered by 3 mm. After the fabrication the 3D printed bars, 25 × 2 × 70 mm samples were cut out from them with a ‘Dk7720 CNC EDM Wire Cutting Machine’ (Taizhou Terui CNC Machine Co., Ltd., Taizhou, China). The chemical composition of the as-built EBAM Ti-6Al-4V samples is given in
Table 1 as well. According to
Table 1, the samples are characterized by the decreased amount of aluminum. It is well-documented that the evaporation of the volatile elements (most likely Al) is attributed to EBAM process [
25,
26].
Some EBAM Ti-6Al-4V samples were subjected to the UIT or UIET procedures. Initially, the samples had been ground and polished with SiC abrasive papers, as well as cleaned ultrasonically to remove the recast layer formed during electrical discharge machining. The UIT procedure was carried out using a WC-6%Co spherical striker 10 mm in diameter, rigidly fixed to the tip of an ultrasonic horn oscillating at a frequency of 22 kHz. An oscillation amplitude and an impact load of the striker were 40 μm and 200 N, respectively. The UIT procedure was performed in a row-by-row manner, so that the striker moved along the plate, similar to a typewriter, at a speed of 2 mm/s. The EBAM Ti-6Al-4V sample surface was repeatedly treated in five passes. An image of a self-developed UIT device was shown in [
27]. It worth noting that the processing parameters were the same as in the previous work [
27,
28]. This make it possible to compare the surface finish, microstructure and phase composition of pure titanium, as-cast and EBAM-fabricated Ti-6Al-4V titanium alloys subjected to UIT.
The UIET procedure was conducted as follows. The EBAM Ti-6Al-4V sample and the WC-6%Co striker were connected to the positive and negative poles of a capacitor-based power supply, respectively (
Figure 1c,d). Due to the striker oscillation, an electric discharge periodically occurred at the breakdown distance causing the material transfer from the eroded WC-6%Co striker to the EBAM Ti-6Al-4V sample. The following UIET parameters were preset: an output voltage of 40–80 V, a pulse current amplitude of 500 A, a pulse duration of 30 μs, and a frequency of 300 Hz. Both shielding conditions, in air and in argon 99.99% purity, were applied to protect the treated area of the EBAM Ti-6Al-4V samples from contamination with atmospheric gases.
After the UIT and UIET procedures, the surface morphology of the EBAM Ti-6Al-4V samples were investigated using a ‘New View 6200 3D’ optical profiler (Zygo Corp., Middlefield, CT, USA). An ‘Axiovert 40 Mat’ optical microscope (OM; Carl Zeiss, Göttingen, Germany) and an ‘Apreo 2 S’ scanning electron microscope (SEM; Thermo Fisher Scientific, Waltham, MA, USA) equipped with a ‘Pegasus’ integrated energy dispersive X-ray spectrometry (EDS)/electron backscatter diffraction (EBSD) system (Oxford Instruments, High Wycombe, UK) were employed for the microstructural characterization of the samples using both plan view and cross section geometries. For the EBSD analysis, the samples had been subjected to mechanical grinding and polishing followed by etching with Kroll’s reagent. The EBSD characterization was performed with a tungsten cathode at an accelerating voltage of 20 kV. Data acquisition was performed with a step size of 0.02–0.50 μm.
The phase composition of the EBAM Ti-6Al-4V samples were investigated with a ‘Shimadzu XRD-7000’ X-ray difractometer (XRD; Shimadzu Corporation, Kyoto, Japan) using CuK radiation at a wavelength of 1.5406 Å in the Bragg–Brentano geometry from 30 to 80° with a scan speed of 1.2 grad/min.
Vickers microhardness distributions were measured on cross-sections of the EBAM Ti-6Al-4V samples with a ‘PMT-3’ tester (LOMO, St. Peterburg, Russia) at a load of 50 g and a holding duration of 10 s. Five repeated tests were performed on every local investigated area. The Young’s modulus values were assessed using a ‘NanoTest’ system (Micro Materials Ltd., Wrexham, UK) in the load control mode with a Berkovich diamond tip at a maximum load of 50 mN.
Dry sliding friction tests were carried out according to the ‘pin-on-disk’ scheme at a load of 5 N (the calculated contact pressure Pmax was 31.8 MPa) and a sliding speed of 25 mm/s. A ‘CSEM CH-2000’ tribometer (CSEM Company, Neuchâtel, Switzerland) was applied in accordance with ASTM G99. A ball 6 mm in diameter from the 100Cr6 hardened bearing steel were used as a counterpart. Testing distances varied from 0.1 up to 6.0 km, while a tribological track radius was 16 mm. Friction coefficients were continuously recorded with an on-line data acquisition system attached to the tester.
Prior to the tribological tests, to remove a surface roughness of cut pieces proceed by EDM Wire Cutting Machine, the as-built EBAM Ti-6Al-4V sample had been wet-ground with SiC abrasive papers at progressive grades followed by polishing using a diamond paste. After polishing, the samples were thoroughly cleaned with ethyl alcohol in an ultrasonic bath for 15 min and dried in hot air then. The EBAM Ti-6Al-4V samples subjected to both UIT and UIET procedures had not been pretreated. The wear mechanism of the EBAM Ti-6Al-4V samples was investigated through observation of the wear track surfaces with a ‘Carl Zeiss EVO 50’ SEM (Carl Zeiss, Oberkochen, Germany). Wear volume losses were measured using a ‘KLA-Tencor Alpha-Step IQ’ stylus profilometer (KLA Instruments, Milpitas, CA, USA).
4. Discussion
In the UIET procedures, spark discharges occurred periodically between the WC-6%Co striker and the EBAM Ti-6Al-4V samples, which quickly heated adjacent zones on both surfaces up to their melting points. In this case, the molten WC-Co material was transferred from the striker into the interelectrode space and the sample surface. During the process of separation from the striker (anode), transferred drops had time to heat up to high temperatures, boil and explode. At the same time, the melt splashed out of craters, formed on the sample (cathode) surface under the action of plasma pressure from the cathode spot during a spark discharge. Typically, the melt displacement process had been accompanied by the formation of microjets that had disintegrated into microdroplets [
32], which were observed on the coating surface. The striker impacts into the molten surface layer on the sample not only promoted the liquid metal displacement from the craters, but also caused hydrodynamic mixing of both (WC-6%Co and Ti-6Al-4V) materials. In addition, the repeated UIET action provided additional forging of the solidified coatings, increasing their density and uniformity.
In the UIET process in air, both molten materials had actively adsorbed atmospheric gases. As a result, the complex composite coating based on the three-phase WC-TiC-Co alloy had been formed on the sample surface, which included elements from the processing tool, the substrate and the interelectrode medium, as well as some compounds formed via reactions between these chemicals at high temperatures. In particular, the W and WC
1–x phases had been formed as a result of decarburization of tungsten carbide particles upon their interaction with titanium [
33]. In turn, the formation of the FCC β-(W, Ti)C
1–x solid solution was caused by the incorporation of tungsten into the titanium carbide lattice [
34]. According to the EDS data, the oxygen content in the coating formed during the UIET process in air was 7.7 wt.%, which also indicated that the molten metal had actively reacted with the environment. Most likely, the adsorption of gas molecules was the reason for the formation of pores at the interface between individual coating layers resulting from the multi-pass UIET procedure.
The presence of argon in the interelectrode space had protected the EBAM Ti-6Al-4V sample surface from the contamination with oxygen from air. In the coating formed by the UIET procedure in argon, oxygen was not observed and the number of pores decreased. In addition, due to the higher ionization ability of argon, the conductivity between the sample and the striker had increased, rising the number of spark discharge pulses. A decrease in the breakdown voltage in argon compared to that in air [
35] had caused an increase in spark discharge energies, which had contributed to a more intense melting of both the WC-6%Co striker and the Ti-6Al-4V sample. As a result, the coating thickness was twice as large after the UIET procedure in argon than that in air.
Due to the higher titanium content, the coating based on the three-phase WC-TiC-Co alloy. mainly consisting of coarse β-(W, Ti)C1–x grains, are formed on the EBAM Ti-6Al-4V sample surface after the UIET procedure in argon, while finer ones from both tungsten and titanium-tungsten carbides, as well as titanium oxide were observed after the same process in air. Obviously, the dimensions of the carbide grains in the coatings had been controlled by the degree of their wetting by the WC-Co melt. Thus, the perfect wettability of tungsten carbide with liquid cobalt had provided the fine-grained structure of the coating formed in air. At the same time, the titanium-tungsten carbide grains were more prone to the secondary recrystallization process, providing the formation of the coarse-grained structure of the coating formed in argon.
It was due to the intense liquid metal spattering from craters on the EBAM Ti-6Al-4V sample surface that a great number of solidified titanium droplets containing large W2C particles had been formed in the coating during the UIET process in argon. The microstructure of such droplets consisted of misoriented colonies of the α/α′-Ti laths separated by the β phase interlayers. According to the data of X-ray diffraction analysis, the volume fraction of the β-Ti phase reached 18.7% in the coating formed during the UIET process in argon. Such a high β phase content was obviously associated with the presence of cobalt in the titanium droplets, which was a β-stabilizing element.
The gaseous interelectrode medium had a significant effect not only on the thickness of the coatings formed during both UIET procedures, but also on their microhardness. It could be assumed that the presence of the oxide phases along with the W
2C and (W, Ti)C
1–x carbides was the main reason for the higher microhardness of the coating formed by the UIET procedure in air. In this case, the presence of oxygen was confirmed by the high c/a ratio of the α-Ti phase (
Table 4), which acted as a metal binder. On the contrary, the coating formed in argon was characterized not only by the greater volume fractions of the α-Ti and β-Ti phase, but also by lower microdistortions of the α-Ti crystal lattice caused by the presence of interstitial atoms. This assumption was based on the fact that the c/a ratios of the α-Ti phase were similar in the coatings formed in argon and in the as-built EBAM Ti-6Al-4V sample. As a consequence, microhardness of the coating formed in the UIET process in argon was lower.
The initial moment of the contact interaction between the counterpart and the EBAM Ti-6Al-4V sample could be described in terms of the Hertz problem for the contact of a ball and an elastic half-space. In this case, the a contact spot radius depended on the reduced elastic modulus of the counterpart–sample system and its relative curvature as follows [
36]:
where
Fn was the normal compressive load;
was the reduced elastic modulus of the counterpart-sample system (
E1,
E2 and
υ1,
υ2 were Young’s moduli and Poisson’s ratios of the counterpart and the sample, respectively);
was its relative curvature (
R1 and
R2 were the curvature radii of the counterpart and the sample, respectively). Since the EBAM Ti-6Al-4V sample surface was considered to be macroscopically flat, that was, its curvature was zero, then
R in Formula (1) was equal to the counterpart radius. In this case, the average compressive stress in the indentation region of the counterpart in the EBAM Ti-6Al-4V sample was calculated as follows [
36]:
According to the nanoindentation data, the elastic modulus values of the as-built EBAM Ti-6Al-4V sample, as well as the ones subjected to UIT and UIET, were 130, 135 and 194 GPa, respectively. The calculation results made it possible to conclude that the level of average compressive stresses was 275 MPa for the as-built EBAM Ti-6Al-4V sample, while they were 280 and 330 MPa at the contact area during the UIT and UIET processes, respectively. Upon both procedures, in the indentation center at a depth of ~0.14R (where R was the counterpart radius) [
37], the
σmax maximum compressive stresses were 3/2 times higher than their
σaυ average level [
36], remaining significantly below the yield point of the Ti-6Al-4V alloy.
After applying a tangential force to the counterpart, causing it to move along the EBAM Ti-6Al-4V sample surface, the combination of normal and tangential loads led to the accumulation of contact fatigue damage [
37] in the treated surface layer, as well as to the formation of a frictional transfer layer on the counterpart surface due to the intense adhesive interaction. In general, wear of all studied EBAM Ti-6Al-4V samples was the result of a complex combination of its different mechanisms (abrasive, adhesive and fatigue), developed under the influence of many factors. Thus, the high wear rates of both as-built EBAM Ti-6Al-4V sample and the one after the UIT procedure were caused by the stronger effect of the abrasive mechanism compared to the others. The formation and detachment of debris particles were associated with the rotational-shear nature of plastic flow in the sample surface layers. The development of rotational deformation modes occurred due to the moments of tangential forces oriented parallel to the sliding direction and the gradient of internal friction stresses in the coating [
38]. This caused the rotation of local fragments of the surface layer, which, in combination with the high friction coefficients, contributed to the intensive formation of debris particles.
The analysis of the SEM images of the wear tracks (
Figure 15) enabled to conclude that the material transfer from the EBAM Ti-6Al-4V sample surface subjected to UIT to the counterpart was uneven. During the tribological test, the material accumulated predominantly in the front of the counterpart, i.e., debris particles were collected by the counterpart in the process of its movement in the area of compressive stresses. Then, the debris particles were crushed, smeared and fixed on the counterpart (
Figure 15b,c), forming a transfer layer. After its formation, the chemical compositions of the sliding surface layers became similar, which caused rising the molecular component of the friction force and an increase in the role of the adhesive interaction between the counterpart and the sample. Due to high contact stresses and the similar chemical compositions of the sliding surfaces, microcontact sticking of their local areas could occur. In the process of relative movement of the sliding surfaces relative to each other, the transfer layer was fractured and re-formed many times, causing the friction coefficient deviation.
The refinement and bending of the α/α′-Ti laths, a high dislocation density inside the martensitic laths, and the great crystal lattice distortions due to the presence of interstitial atoms caused the increase in the microhardness values of the EBAM Ti-6Al-4V sample subjected to UIT, but led to the simultaneous slight reducing its wear resistance. It is generally accepted that the tribological behavior of metal and its alloys including Ti-6Al-4V titanium alloy is governed by the structure refinement. However, the numerical, experimental and simulations results have shown that the anticipated correlation between hardness and wear is limited because of various complicating factors that influence the wear behavior [
39]. In particular, no qualitative differences in surface topography were observed among the worn surfaces of the course-grained and ultra fine grained Ti after wear [
39]. On the other hand, despite the higher microhardness of ultra fine grained titanium, the total amount of fretting wear in this state is twice that for course-grained titanium due to the high density of high energy non-equilibrium grain boundaries [
40]. According to [
40], the grain boundaries are a source of defects and places of destruction, and their multiple intersections lead to increased wear. Most likely, the increase in the wear rate of the hardened surface layer of the EBAM Ti-6Al-4V sample subjected to UIT was associated with the presence of hard debris particles formed by plastic deformation of hardened surface layer. Moreover, it can be expected a more intense formation of debris particles due to the initiation and propagation of surface microcracks on the sample during the tribological test. According to the Zener-Straw model [
41], interfacial boundaries and dislocation clusters were the cause of a high concentration of shear stresses. When the maximum shear stress reached a critical value, two dislocations located at the top of such a cluster, resulting in the formation of a microcrack nucleus, into which other dislocations spontaneously flew, causing its propagation.
In our previous work [
29] the microstructure, deformation and fracture mechanisms of the wire-feed EBAM Ti-6Al-4V samples subjected to UIT followed by uniaxial tension was studied. The experimental observation and molecular dynamic simulation evidenced that, since dislocation sliding in the ultrasonically treated surface layer of the wire-feed EBAM Ti-6Al-4V samples was hindered, the non-crystallographic shear bands nucleated in the underlying layers propagated in the ultrasonically treated surface layer. It can be expected that during the wear of the samples, numerous shear bands are formed beneath the wearing surface along the sliding direction and, in addition, cracks were initiated along the shear bands [
39]. Similar simultaneous increase in hardness and decrease in wear resistance of aluminum-based alloys after processing by equal channel angular pressing due to the lack of a strain hardening capability was observed in Ref. [
42].
The absence of a grooved relief on the wear track surfaces of the hard coatings formed in both UIET procedures indicated their predominant fatigue damage in the tribological tests. The fatigue wear process was typically connected with repeated stress cycles in the contact area, namely, the development of compressive and tensile stresses in front and behind the moving counterpart, respectively. Depending on the ratio of the normal and tangential components of the contact forces, as well as the structure of the material and its physical and mechanical properties, a primary microcrack could initiate both on the surface and in the subsurface layer. In the first case, depressions on the coating rough surface acted as crack nuclei. Moreover, the longer was the crack nucleus length (the cavity depth), the higher was the stress concentration at its tip. In the second case, pores, inclusions, as well as the interface between the coating and the substrate served as the crack initiation spots.
In the performed experiments, the coating on the EBAM Ti-6Al-4V sample, formed via the UIET process in air, demonstrated the maximum wear resistance. First of all, the reason was its very high microhardness due to the presence of small WC, W
2C, (W, Ti)C and TiO
2 inclusions. In this case, the propagation of a fatigue crack along the boundaries of fine carbide and oxide phases was accompanied by its branching, which resulted in the relaxation of stresses at its tip. Another key factor determining the improved wear resistance of the coating was the relatively low strength of the interface between its individual layers due to the presence of pores. In the tribological test, fatigue cracks, initiating on the developed coating surface, propagated deeper to the nearest interface, deviating along it then. As a result of the adhesive interaction with the counterpart, these fragments were pulled out and transferred along the direction of its movement. The path deflection for the propagating fatigue crack contributed to the gradual increase in the material volume loss. As followed from
Figure 13, each individual coating layer was removed at the sliding distance of 1 km.
Microhardness of the coating formed on the EBAM Ti-6Al-4V sample in the UIET process in argon was significantly lower. The reason was the presence of larger WC and β-(W, Ti)C phase particles, as well as solidified droplets, consisting of both α-Ti laths and β-Ti interlayers. As a result, the noticeable increase in the material volume loss began already at the sliding distance of 2 km. Moreover, this coating was quickly worn out, as it consisted of large (Ti, W)C grains separated by cobalt and small tungsten carbide inclusions. Obviously, in the absence of pores at the interfaces between individual layers, a fatigue crack, initiating on the surface, easily propagated through the (Ti, W)C grains deep into the brittle coating. Upon reaching the ductile substrate, the crack deviated along the coating/substrate interface, pulling out coating fragments. Their fracture led to the formation of hard debris particles in the contact area, which had an intense abrasive effect on the substrate. Along with this, pulling out large fragments of the coating caused a decrease in the area of its contact with the counterpart, and, consequently, an increase in the contact pressure on the sample. The combined action of all these factors resulted in rapid abrasion of the coating.
Finally it should be note that the higher wear rate is not always correlated with higher friction coefficient. The friction coefficient is a tribosystem property and not materials related. Therefore the normal load and sliding velocity only govern the friction coefficient, while for the wear behavior it necessary to consider surface roughness, hardness, adhesion, wear debris temperature, normal load and also sliding velocity. Despite the high friction coefficient, the extremely high hardness is the main reason for the better wear resistance of the EBAM Ti-6Al-4V samples subjected to UIET in air and argon. It is interesting to mention at this point that high velocity oxygen fuel spray process enable to produce WC-(nano WC-Co) coatings composed of micro-sized WC strengthening phase and nano WC strengthened cobalt matrix [
43]. A similar simultaneous increase in friction coefficient and wear resistance of the WC-(nano WC-Co) coatings was observed.


 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}