
Numerical Simulation of the Mechanical Properties and Fracture of SiCp/6061Al Composite Materials Based on Microstructure

Abstract
:1. Introduction
2. Materials and Methods
3. The Plastic Constitutive Equation of 6061Al
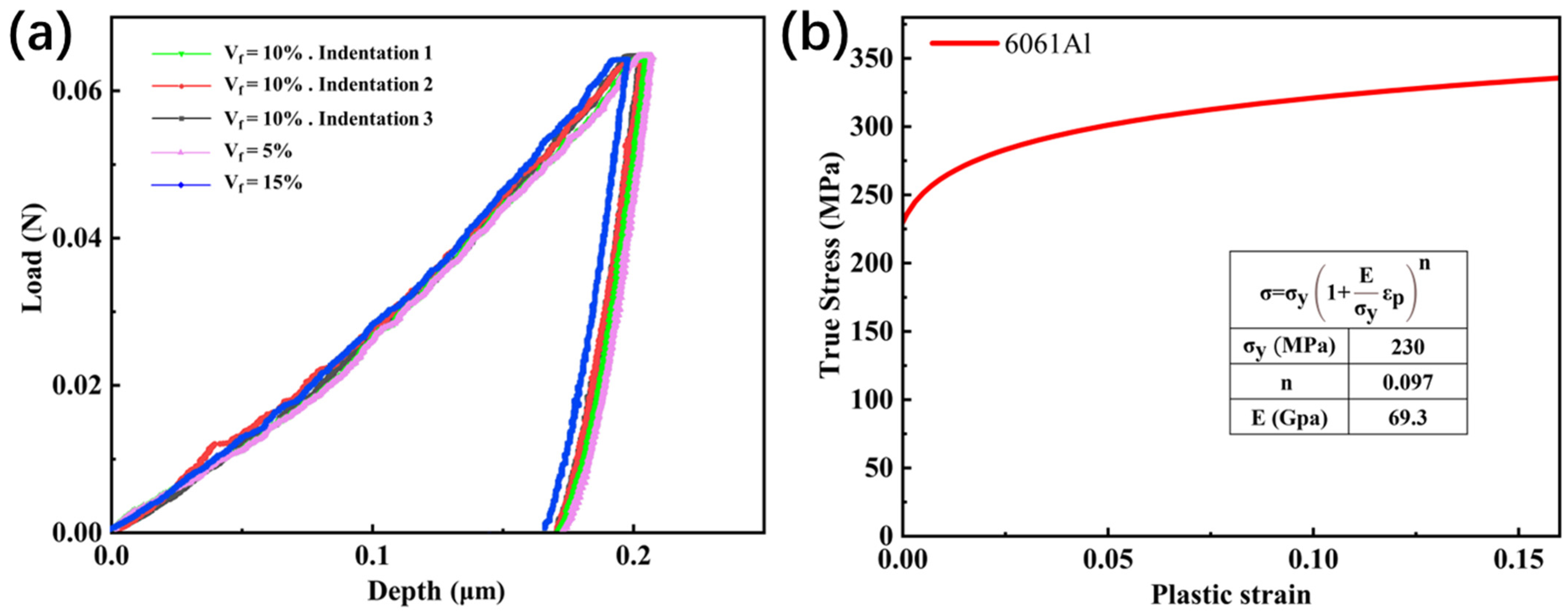
3.1. Constitutive Model of 6061Al Matrix
3.2. Finite Element Experimental Verification
4. RVE Finite Element Model Based on the Microstructure
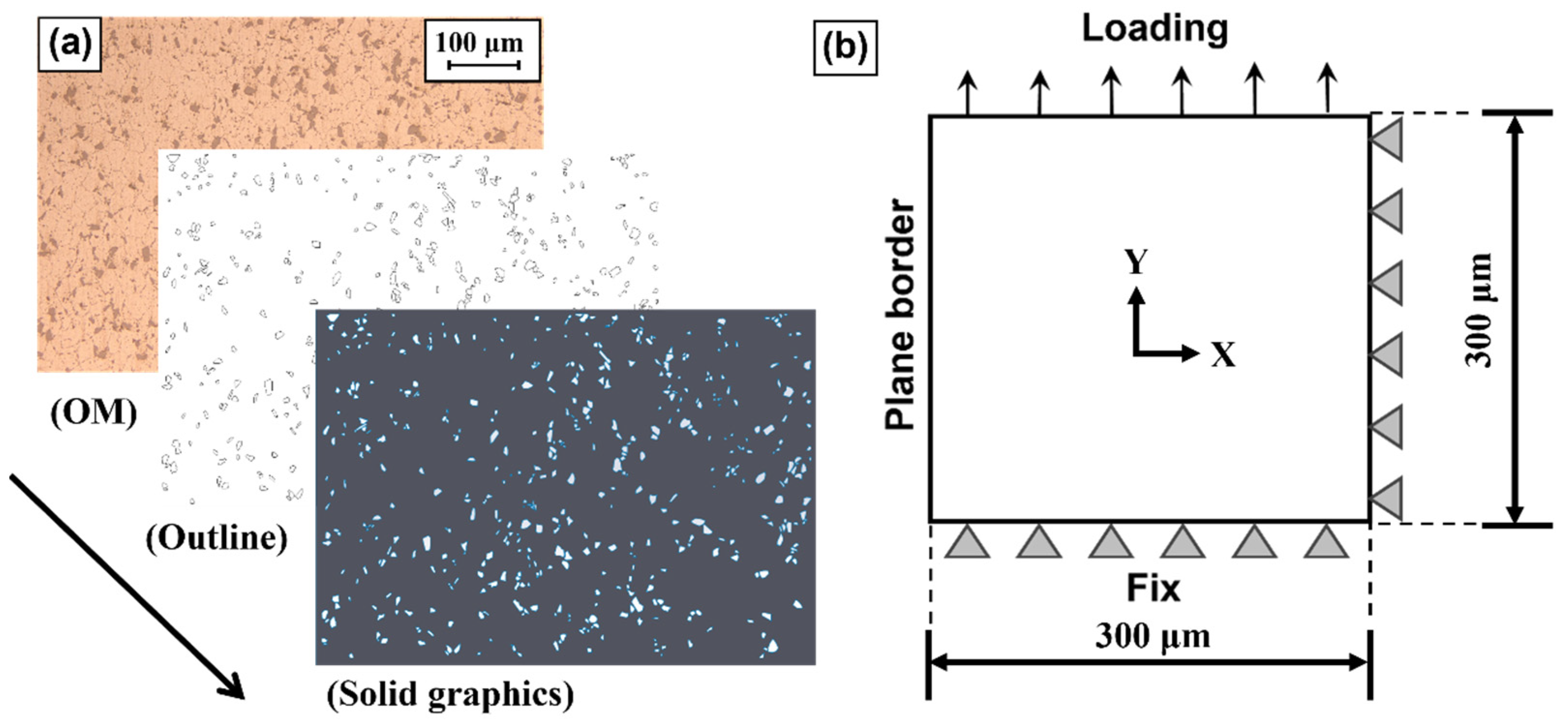
4.1. RVE Geometric Model and Boundary Conditions
4.2. 6061Al Matrix Material Model
4.3. SiC Reinforcement Material Model
4.4. Tensile-Cracking Constitutive Model of the Interface
5. Results and Discussion
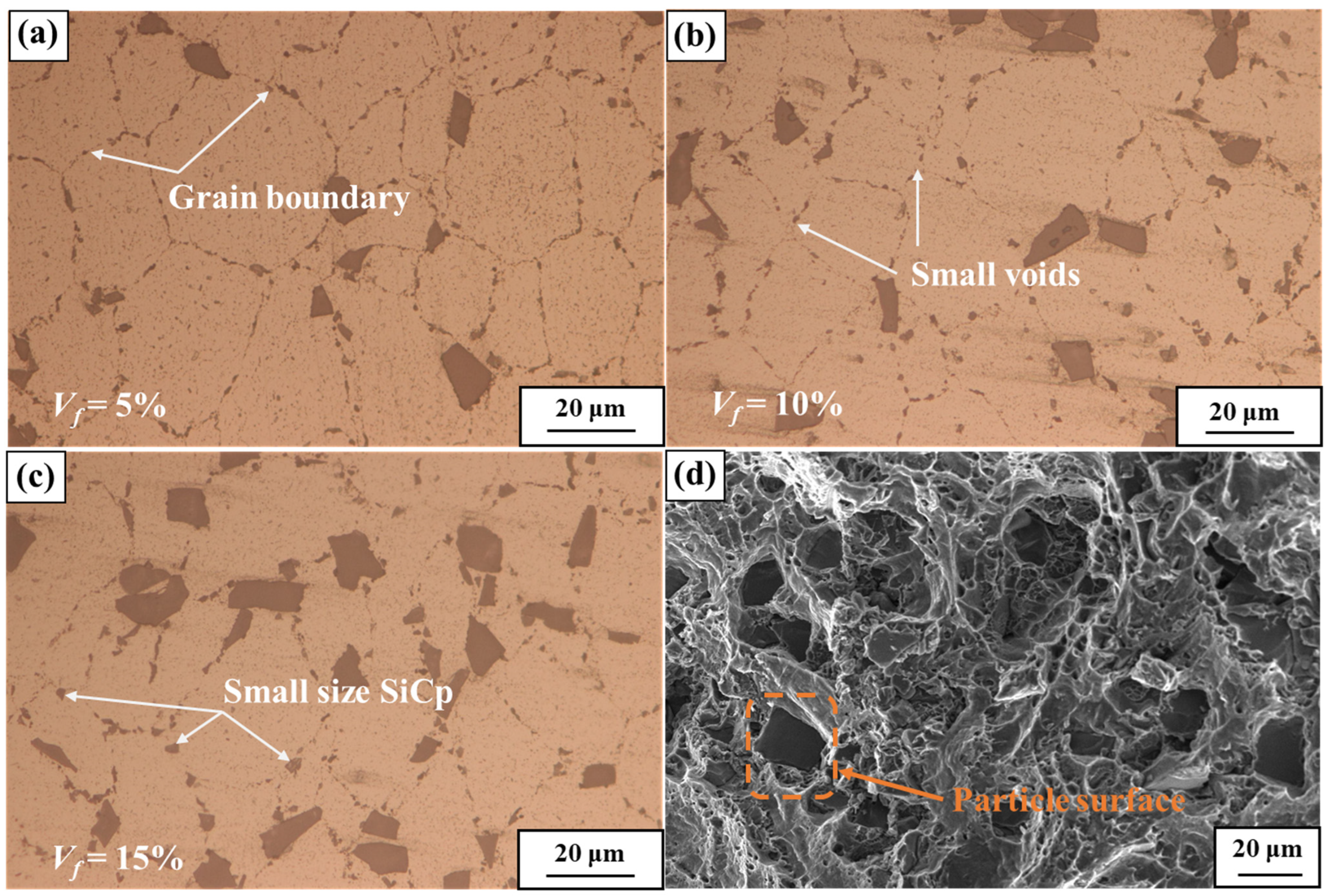
5.1. Microstructure Analysis of the SiCp/6061Al Composites
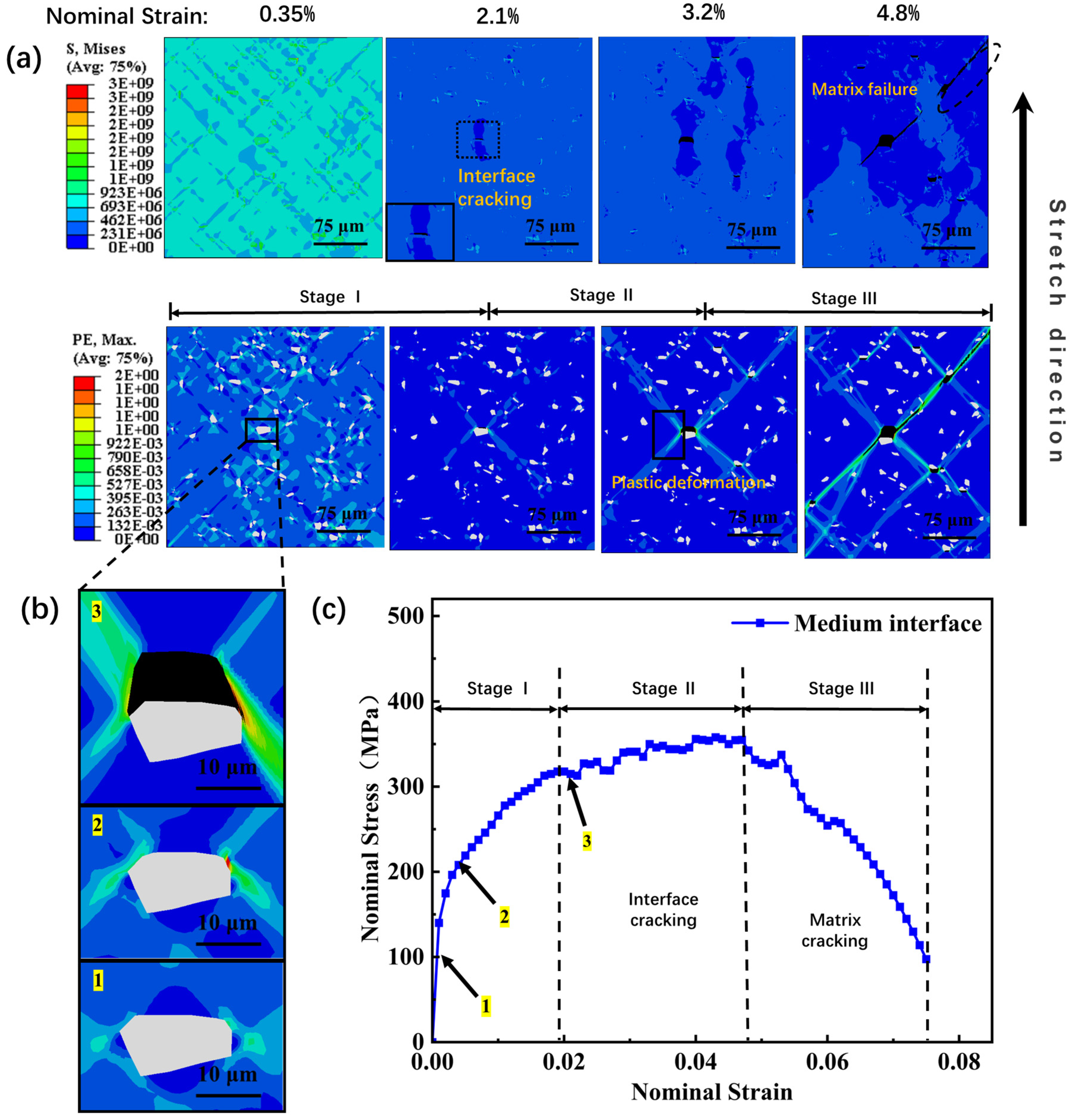
5.2. Effect of the Interfacial Strength on the Stress–Strain Law of the Composites
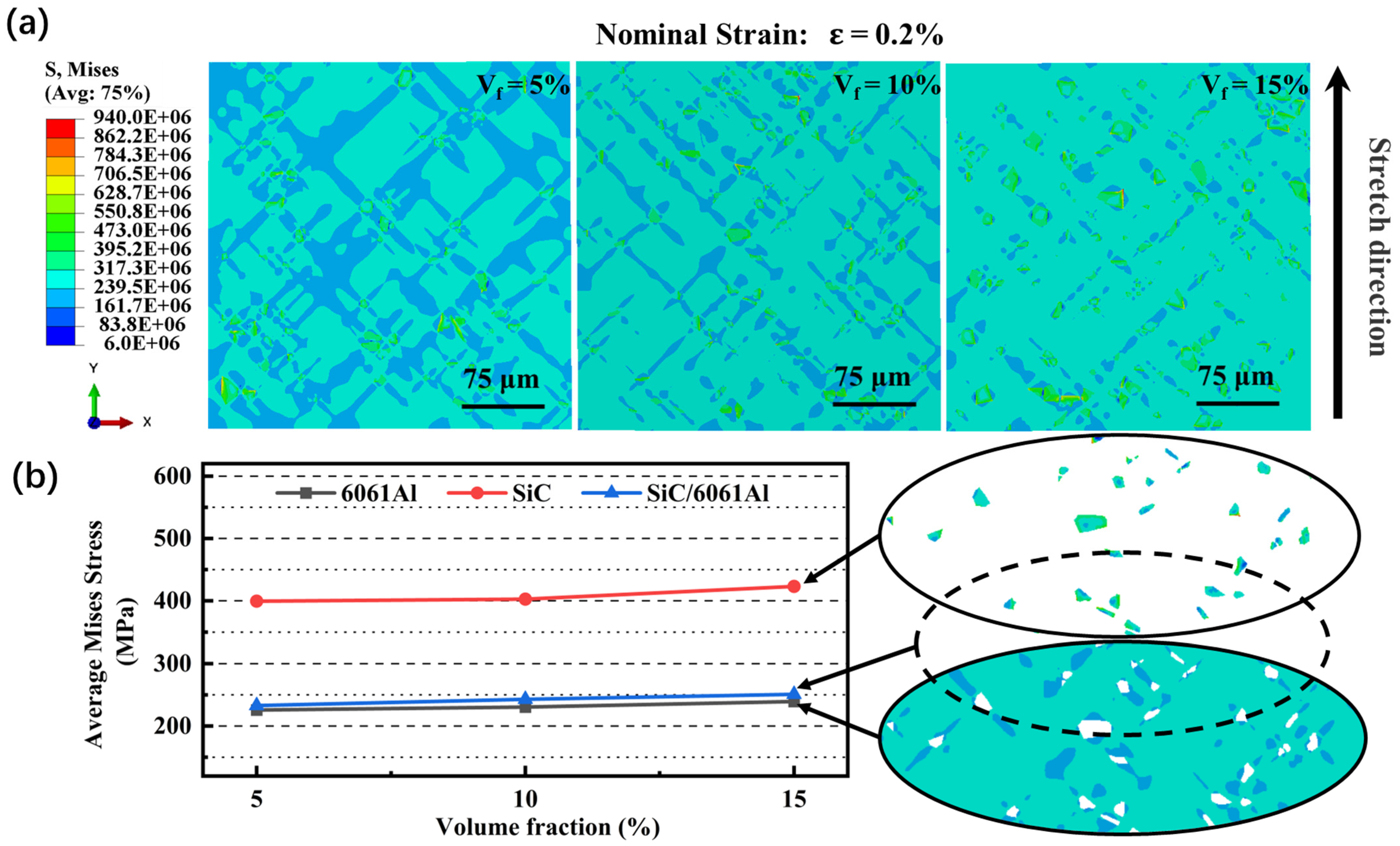
5.3. Effect of the Particle Volume Fraction on the Tensile Properties of the Composites
6. Summary
- (1)
- The results of the nanoindentation test show that the yield strength of the 6061Al matrix with a 10% volume fraction of SiCp increased about 31 MPa. Based on Dao’s inverse analysis algorithm, the plastic constitutive equation of 6061Al matrix was established as follows:
- (2)
- The deformation and fracture mechanism of the SiCp/6061Al composites under tensile load was revealed. The first stage was uniform deformation. The Mises stress and plastic strain distribution of the matrix part in the model were relatively uniform. In the second stage, damage failure began to appear in the interface between the SiCp-reinforced phase and the 6061Al matrix. In the third stage, the 6061Al matrix bore most of the load near the failure interface, resulting in a significant increase in the plastic strain value, the first damage occurred, and the damage increased further and developed into a crack.
- (3)
- With the increase in the interface strength, the occurrence of the interface failure was delayed during the tensile deformation, and the corresponding fracture strain also increased. The overall mechanical properties of the SiCp/6061Al composites were significantly improved by increasing the interfacial strength of the composites.
- (4)
- The yield strength of the SiCp/6061Al composites increased with the increase in the SiCp volume fraction, and the fracture strain rate decreased. The average equivalent stress of the SiC component in the SiCp/6061Al composites under a yield state reached about 400 MPa. The average equivalent stress of the 6061AL component was about 230 MPa. The average equivalent stress of the composite material as a whole was around 250 MPa, and the bearing effect of the particle-reinforced phase was obvious.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pazhouhanfar, Y.; Eghbali, B. Microstructural characterization and mechanical properties of TiB2 reinforced Al6061 matrix composites produced using stir casting process. Mater. Sci. Eng. A 2018, 710, 172–180. [Google Scholar] [CrossRef]
- Kaczmar, J.W.; Pietrzak, K.; Włosiński, W. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Hruby, P.; Singh, S.S.; Williams, J.J.; Xiao, X.; De Carlo, F.; Chawla, N. Fatigue crack growth in SiC particle reinforced Al alloy matrix composites at high and low R-ratios by in situ X-ray synchrotron tomography. Int. J. Fatigue 2014, 68, 136–143. [Google Scholar] [CrossRef]
- Peng, P.; Gao, M.; Guo, E.; Kang, H.; Xie, H.; Chen, Z.; Wang, T. Deformation behavior and damage in B4Cp/6061Al composites: An actual 3D microstructure-based modeling. Mater. Sci. Eng. A 2020, 781, 139169. [Google Scholar] [CrossRef]
- Sharifi, H.; Ostovan, K.; Tayebi, M.; Rajaee, A. Dry sliding wear behavior of open-cell Al-Mg/Al2O3 and Al-Mg/SiC-Al2O3 composite preforms produced by a pressureless infiltration technique. Tribol. Int. 2017, 116, 244–255. [Google Scholar] [CrossRef]
- Hong, Y.; Liu, J.Q.; Wu, Y.C. The interface reaction of SiC/Al composites by spark plasma sintering. J. Alloys Compd. 2023, 949, 169895. [Google Scholar] [CrossRef]
- Gao, L.; Liu, C.; Liu, J.J.; Yang, T. Effect of subsurface damage on tensile behavior and fracture mechanism of SiCp/Al composites: Experimental analysis and RVE modeling. Eng. Fail. Anal. 2023, 147, 107162. [Google Scholar] [CrossRef]
- Zhang, J.F.; Zhang, X.X.; Wang, Q.Z.; Xiao, B.L.; Ma, Z.Y. Simulations of deformation and damage processes of SiCp/Al composites during tension. J. Mater. Sci. Technol. 2018, 34, 627–634. [Google Scholar] [CrossRef]
- Li, K.J.; Liao, Y.L.; Zhou, Y.M.; Zhang, F.L.; Liu, J.W.; Wu, S.X.; Tang, H.Q.; Pan, X.Y. Study on grinding of SiCp/Al composites by micro-textured monolayer brazed diamond wheel. Int. J. Adv. Manuf. Technol. 2023, 126, 4607–4615. [Google Scholar] [CrossRef]
- Zhou, D.; Cheng, D.F.; Hu, X.Y.; Niu, J.T.; Qiu, D.C. Process and Mechanism of Sealing 65 vol.% SiCp/ZL102 Composite and DM305 Electronic Glass with Borosilicate Glass. Metals 2023, 13, 817. [Google Scholar] [CrossRef]
- Chawla, N.; Chawla, K.K. Microstructure-based modeling of the deformation behavior of particle reinforced metal matrix composites. J. Mater. Sci. 2006, 41, 913–925. [Google Scholar] [CrossRef]
- Suh, Y.S.; Joshi, S.P.; Ramesh, K.T. An enhanced continuum model for size-dependent strengthening and failure of particle-reinforced composites. Acta Mater. 2009, 57, 5848–5861. [Google Scholar] [CrossRef]
- Suh, Y.S.; Song, S.; Park, M.S. Length-scale-dependent strengthening of particle-reinforced metal matrix composites with strain gradient plasticity. J. Mech. Sci. Technol. 2013, 27, 1071–1079. [Google Scholar] [CrossRef]
- Su, Y.; Ouyang, Q.; Zhang, W.; Li, Z.; Guo, Q.; Fan, G.; Zhang, D. Composite structure modeling and mechanical behavior of particle reinforced metal matrix composites. Mater. Sci. Eng. A 2014, 597, 359–369. [Google Scholar] [CrossRef]
- Ganesh, V.V.; Chawla, N. Effect of particle orientation anisotropy on the tensile behavior of metal matrix composites: Experiments and microstructure-based simulation. Mater. Sci. Eng. A 2005, 391, 342–353. [Google Scholar] [CrossRef]
- Chawla, N.; Jones, J.W.; Andres, C.; Allison, J.E. Effect of SiC volume fraction and particle size on the fatigue resistance of a 2080 Al/SiCpcomposite. Metall. Mater. Trans. A 1998, 29, 2843–2854. [Google Scholar] [CrossRef]
- Chawla, N.; Andres, C.; Jones, J.W.; Allison, J.E. Cyclic Stress-Strain Behavior of Particle Reinforced Metal Matrix Composites. Scr. Mater. 1998, 38, 1595–1600. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel Nanoparticle-Reinforced Metal Matrix Composites with Enhanced Mechanical Properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Sahoo, B.P.; Das, D.; Chaubey, A.K. Strengthening mechanisms and modelling of mechanical properties of submicron-TiB2 particulate reinforced Al 7075 metal matrix composites. Mater. Sci. Eng. A 2021, 825, 141873. [Google Scholar] [CrossRef]
- Mirza, F.A.; Chen, D.L. A Unified Model for the Prediction of Yield Strength in Particulate-Reinforced Metal Matrix Nanocomposites. Materials 2015, 8, 5138–5153. [Google Scholar] [CrossRef]
- Ma, S.; Zhang, X.; Chen, T.; Wang, X. Microstructure-based numerical simulation of the mechanical properties and fracture of a Ti-Al3Ti core-shell structured particulate reinforced A356 composite. Mater. Des. 2020, 191, 107723. [Google Scholar] [CrossRef]
- Tran, H.S.; Bouffioux, C.; Dedry, O.; Rojas-Ulloa, C.; Duchêne, L.; Mertens, A.; Habraken, A.M. Identification of a soft matrix-hard inclusion material by indentation. Int. J. Mech. Sci. 2022, 235, 107723. [Google Scholar] [CrossRef]
- Dao, M.; Chollacoop, N.; Van Vliet, K.J.; Venkatesh, T.A.; Suresh, S. Computational modeling of the forward and reverse problems in instrumented sharp indentation. Acta Mater. 2001, 49, 3899–3918. [Google Scholar] [CrossRef]
- Holmquist, T.J.; Templeton, D.W.; Bishnoi, K.D. Constitutive modeling of aluminum nitride for large strain, high-strain rate, and high-pressure applications. Int. J. Impact Eng. 2001, 25, 211–231. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A Constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High Temperatures. In Proceedings of the Seventh International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Munro, R.G. Material Properties of a Sintered α-SiC. J. Phys. Chem. Ref. Data 1997, 26, 1195–1203. [Google Scholar] [CrossRef]
- Camanho, P.P.; Turon, A.; Costa, J. 17-Delamination propagation under cyclic loading. In Delamination Behaviour of Composites; Sridharan, S., Ed.; Woodhead Publishing: Sawston, UK, 2008; pp. 485–513. [Google Scholar] [CrossRef]
- Chandra, N.; Li, H.; Shet, C.; Ghonem, H. Some issues in the application of cohesive zone models for metal–ceramic interfaces. Int. J. Solids Struct. 2002, 39, 2827–2855. [Google Scholar] [CrossRef]
- Gao, M.; Guo, E.; Chen, Z.; Kang, H.; Wang, T. Revealing the role of micropore defects in tensile deformation of a B4Cp/Al composite using an actual three-dimensional model. J. Mater. Res. Technol. 2023, 22, 3146–3155. [Google Scholar] [CrossRef]
- Xu, Q.; Lu, Z.X. An elastic-plastic cohesive zone model for metal-ceramic interfaces at finite deformations. Int. J. Plast. 2013, 41, 147–164. [Google Scholar] [CrossRef]
- Xu, Q.; Qu, S.X. Irreversible deformation of metal matrix composites: A study via the mechanism-based cohesive zone model. Mech. Mater. 2015, 89, 72–84. [Google Scholar] [CrossRef]
- Wang, Z.J.; Wang, Z.Y.; Liu, Y.; Cai, C.C.; Xiong, B.W.; Wang, Z.T.; Xu, Z.F.; Yu, H. Simulation and experimental study of mechanical and fracture behavior of 2.5D woven C-fiber/aluminum composites under warp directional tension loading. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 383–396. [Google Scholar] [CrossRef]
- Wang, Z.J.; Wang, Z.Y.; Xiong, B.W.; Cai, C.C.; Xu, Z.F.; Yu, H. Micromechanics analysis on the microscopic damage mechanism and mechanical behavior of graphite fiber-reinforced aluminum composites under transverse tension loading. J. Alloys Compd. 2020, 815, 152459. [Google Scholar] [CrossRef]
- Lloyd, D.J. Aspects of fracture in particulate reinforced metal matrix composites. Acta Metall. Mater. 1991, 39, 59–71. [Google Scholar] [CrossRef]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]
- Tursun, G.; Weber, U.; Soppa, E.; Schmauder, S. The influence of transition phases on the damage behaviour of an Al/10vol.%SiC composite. Comput. Mater. Sci. 2006, 37, 119–133. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | C (GPa) | hr/hm | Pave (GPa) | hm (μm) |
|---|---|---|---|---|
| 10% SiCp/6061 matrix | 16.03 | 0.939 | 1.02 | 0.19 |
| Phase | (GPa) | (MPa) | E (GPa) | n | (MPa) |
|---|---|---|---|---|---|
| 10% SiCp/6061 matrix | 72.18 | 290 | 69.3 | 0.097 | 230 |
| Interface | Normal Strength (MPa) | Tangential Strength (MPa) | Critical Fracture Energy (J/m2) |
|---|---|---|---|
| Weak | 300 | 300 | 60 |
| Medium | 400 | 400 | 80 |
| Strong | 500 | 500 | 100 |
| Interface | Interface Failure Stage (Initial Strain Value/%) | Matrix Damage Stage (Initial Strain Value/%) | Breaking Strain (%) |
|---|---|---|---|
| Weak | 1.9% | 3.9% | 6.8% |
| Medium | 2.1% | 4.8% | 7.5% |
| Strong | 2.5% | 8.9% | 14% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Ji, G.; Xue, Y.; Liu, Y. Numerical Simulation of the Mechanical Properties and Fracture of SiCp/6061Al Composite Materials Based on Microstructure. Metals 2023, 13, 1016. https://doi.org/10.3390/met13061016
Wang H, Ji G, Xue Y, Liu Y. Numerical Simulation of the Mechanical Properties and Fracture of SiCp/6061Al Composite Materials Based on Microstructure. Metals. 2023; 13(6):1016. https://doi.org/10.3390/met13061016
Chicago/Turabian StyleWang, Hengye, Guoliang Ji, Yongheng Xue, and Yandong Liu. 2023. "Numerical Simulation of the Mechanical Properties and Fracture of SiCp/6061Al Composite Materials Based on Microstructure" Metals 13, no. 6: 1016. https://doi.org/10.3390/met13061016