
Quantifying Co-Deformation Effects in Metallic Laminates by Loading–Unloading–Reloading Tensile Tests



Abstract
:1. Introduction
2. Materials and Methods
2.1. Laminated Metallic Composites and Monolithic Materials: Processing and Overview
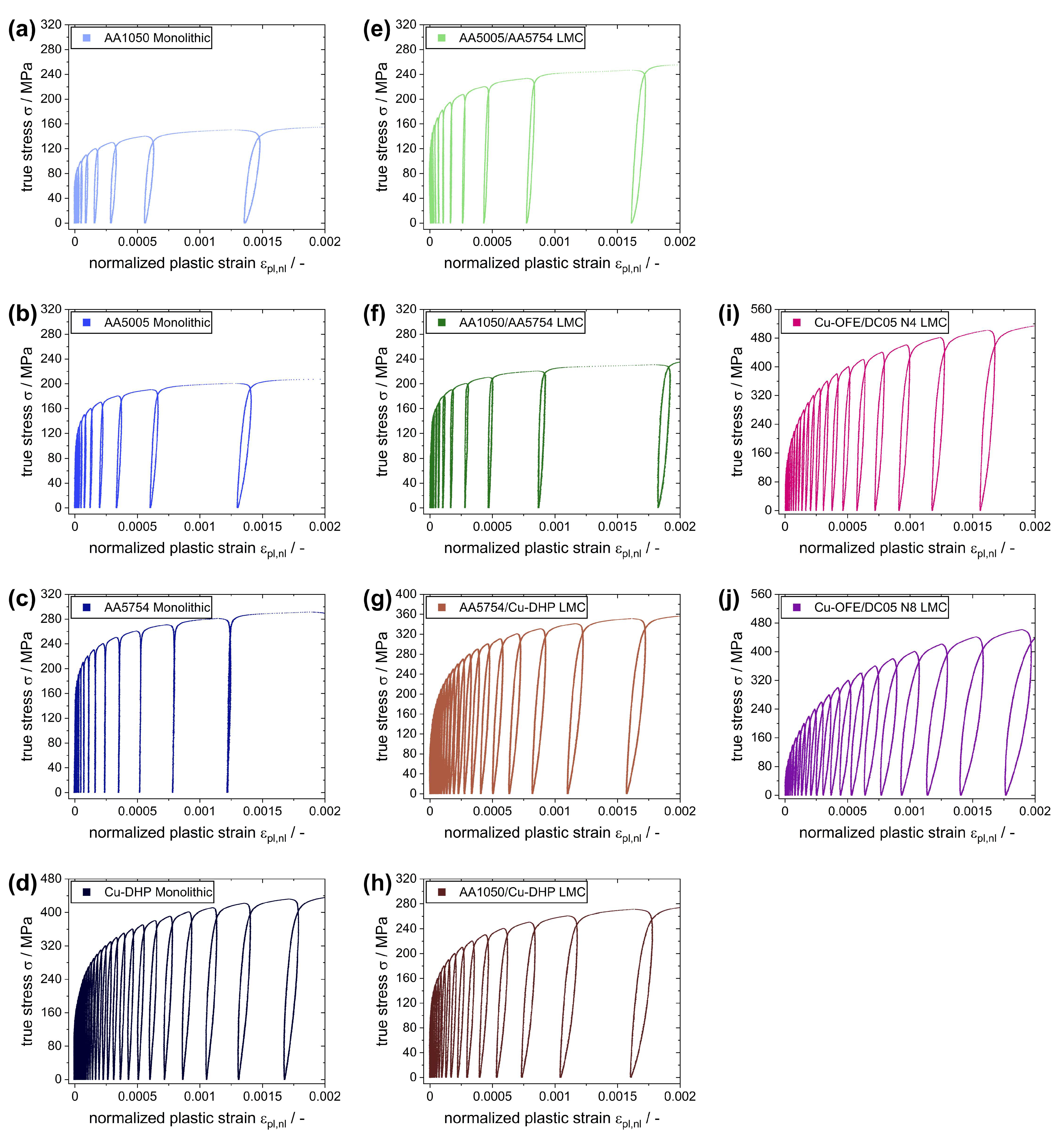
2.2. Cyclic Loading–Unloading–Reloading (LUR) Tensile Tests
2.3. Non-Linear Elastic Behavior, Inelastic Back Strain and Micro Yield Strength
2.4. Finite Element Analysis (FEA) of the Residual Plastic Strain Distribution
3. Results
3.1. Evaluation of Mechanical Microyielding Behavior and Properties of Metallic Laminates
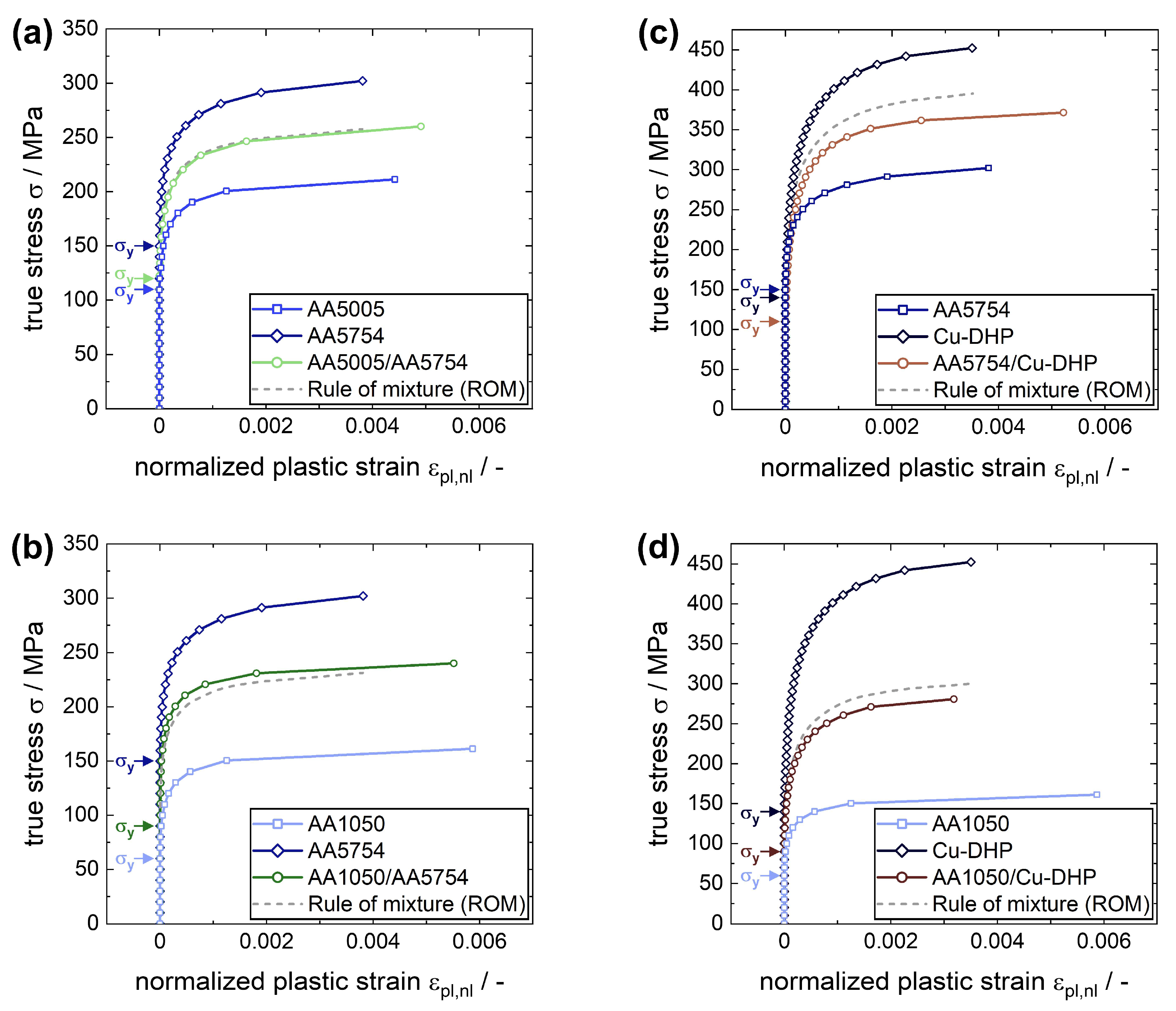
3.2. Evaluation of Inelastic Back Strain (IBS) in Metallic Laminates
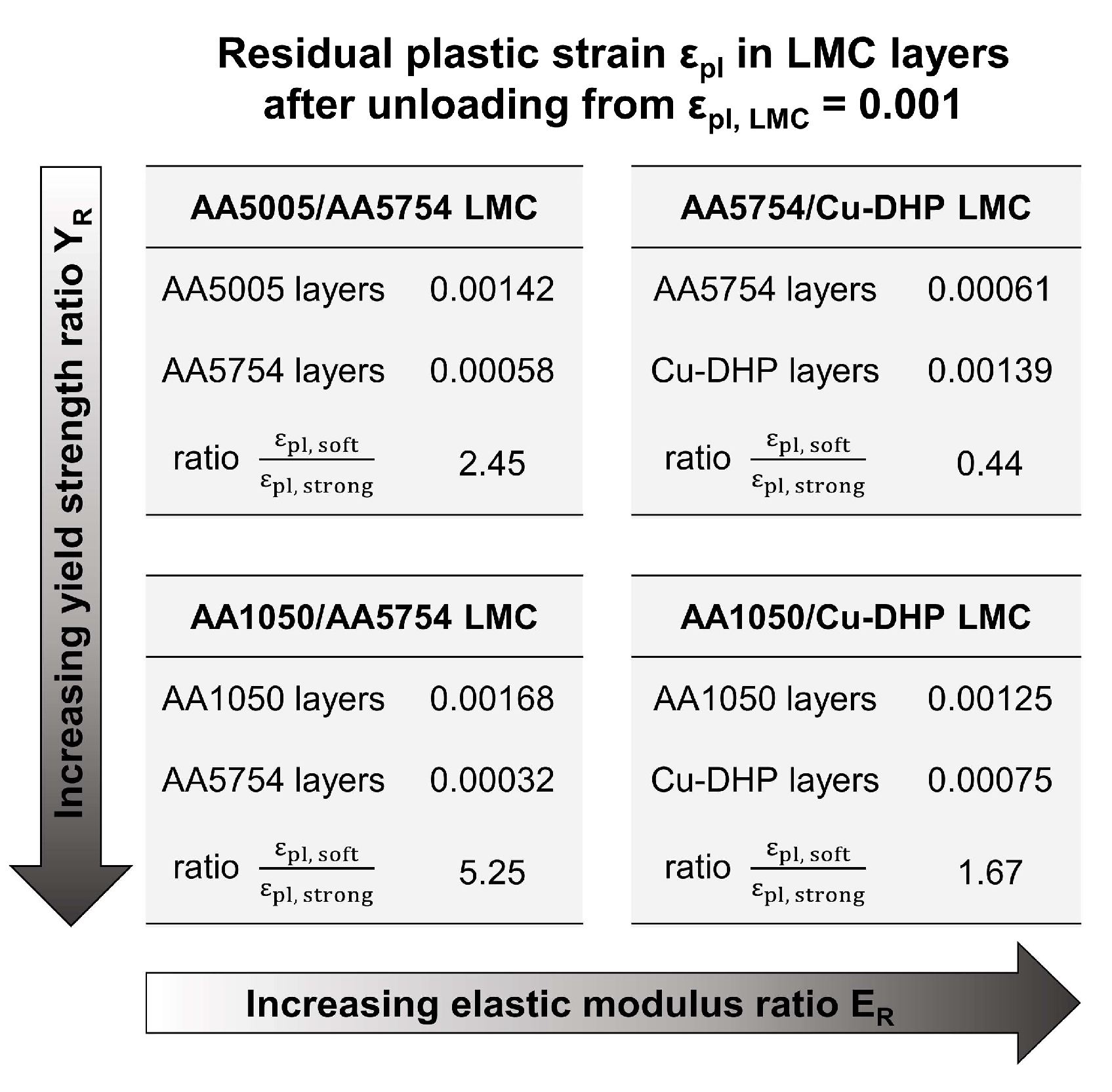
3.3. Evaluation of the Residual Plastic Strain Distribution in Metallic Laminates
4. Discussion
5. Conclusions
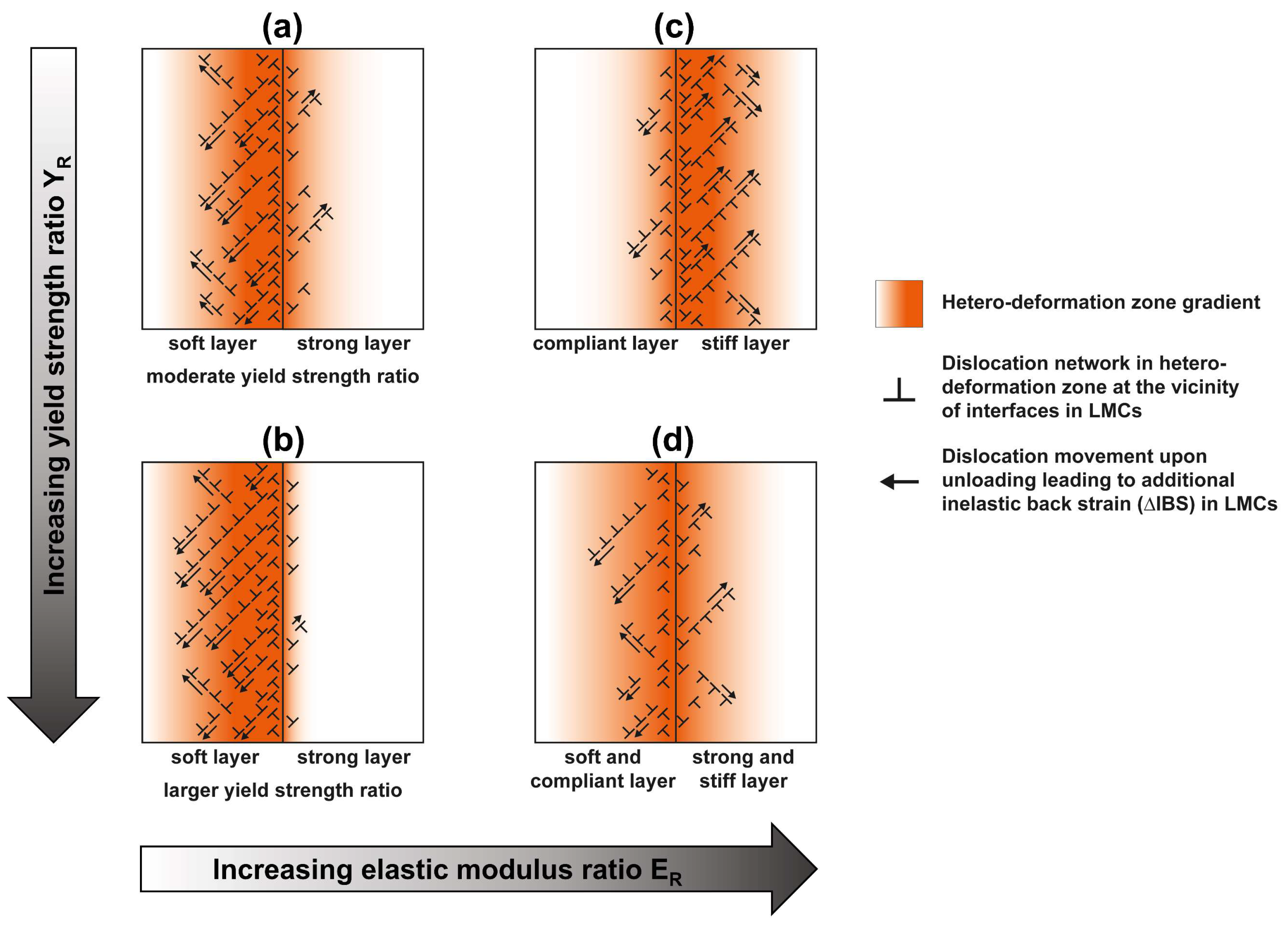
- Additional amounts of inelastic back strain (∆IBS) were determined upon unloading for all laminate systems compared to linear rule of mixture (ROM) references based on their respective monolithic materials. This is caused by the back flow of dislocations piled up at the interfaces to compensate for the necessary co-deformation of adjacent layers, forming the so-called hetero-deformation zone.
- The ∆IBS was found to be increased for higher yield strength ratios (YR) between constituents in metallic laminates. FEA analysis shows that the plastic deformation is concentrated primarily in the softer layer and the localization increases for higher YR. These findings indicate that the hetero-deformation zone is concentrated primarily in the near interface regions of the softer layers in heterogeneous Al/Al-laminates.
- The ∆IBS was measured to be increased further for metallic laminates exhibiting a difference in elastic moduli of constituents (ratio ER). This results from a more complex co-deformation behavior at the vicinity of interfaces due to additional stress shielding of the compliant layer upon loading. As shown by FEA analysis, the plastic strain is concentrated predominantly in the stiffer layers for metallic laminates with increasing ER, whereas the plastic strain is distributed more evenly among both constituents for laminates with YR + ER. These conclusions can be transferred to the spatial distribution of the hetero-deformation zone in Al/Cu-laminates.
- Increasing the interface density ρIF in metallic laminates leads to significantly higher ∆IBS. While the size of the hetero-deformation zone at the interfaces stays constant, the layer thickness is significantly reduced in laminate systems with high ρIF as these two properties are connected inversely. In this case, the deformation behavior of the layers is influenced increasingly by the characteristics of the hetero-deformation zone. Consequently, co-deformation effects are significantly pronounced for metallic laminates with high ρIF compared to laminate systems with low ρIF.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhu, Y.; Wu, X. Heterostructured materials. Prog. Mater. Sci. 2023, 131, 101019. [Google Scholar] [CrossRef]
- Zhu, Y. Introduction to Heterostructured Materials: A Fast Emerging Field. Metall. Mater. Trans. A 2021, 52, 4715–4726. [Google Scholar] [CrossRef]
- Zhu, Y.; Ameyama, K.; Anderson, P.M.; Beyerlein, I.J.; Gao, H.; Kim, H.S.; Lavernia, E.; Mathaudhu, S.; Mughrabi, H.; Ritchie, R.O.; et al. Heterostructured materials: Superior properties from hetero-zone interaction. Mater. Res. Lett. 2021, 9, 1–31. [Google Scholar] [CrossRef]
- Misra, A.; Göken, M.; Mara, N.A.; Beyerlein, I.J. Hierarchical and heterogeneous multiphase metallic nanomaterials and laminates. MRS Bull. 2021, 46, 236–243. [Google Scholar] [CrossRef]
- Kümmel, F.; Diepold, B.; Sauer, K.F.; Schunk, C.; Prakash, A.; Höppel, H.W.; Göken, M. High Lightweight Potential of Ultrafine-Grained Aluminum/Steel Laminated Metal Composites Produced by Accumulative Roll Bonding. Adv. Eng. Mater. 2019, 21, 1800286. [Google Scholar] [CrossRef]
- Embury, D.; Bouaziz, O. Steel-Based Composites: Driving Forces and Classifications. Annu. Rev. Mater. Res. 2010, 40, 213–241. [Google Scholar] [CrossRef]
- Ma, E.; Zhu, T. Towards strength–ductility synergy through the design of heterogeneous nanostructures in metals. Mater. Today 2017, 20, 323–331. [Google Scholar] [CrossRef]
- Li, X.; Lou, L.; Song, W.; Huang, G.; Hou, F.; Zhang, Q.; Zhang, H.-T.; Xiao, J.; Wen, B.; Zhang, X. Novel Bimorphological Anisotropic Bulk Nanocomposite Materials with High Energy Products. Adv. Mater. 2017, 29, 1606430. [Google Scholar] [CrossRef]
- Huang, G.; Li, X.; Lou, L.; Hua, Y.; Zhu, G.; Li, M.; Zhang, H.-T.; Xiao, J.; Wen, B.; Yue, M.; et al. Engineering Bulk, Layered, Multicomponent Nanostructures with High Energy Density. Small 2018, 14, 1800619. [Google Scholar] [CrossRef]
- Sawangrat, C.; Kato, S.; Orlov, D.; Ameyama, K. Harmonic-structured copper: Performance and proof of fabrication concept based on severe plastic deformation of powders. J. Mater. Sci. 2014, 49, 6579–6585. [Google Scholar] [CrossRef]
- Ameyama, K.; Cazes, F.; Couque, H.; Dirras, G.; Kikuchi, S.; Li, J.; Mompiou, F.; Mondal, K.; Orlov, D.; Sharma, B.; et al. Harmonic structure, a promising microstructure design. Mater. Res. Lett. 2022, 10, 440–471. [Google Scholar] [CrossRef]
- Park, H.K.; Kim, Y.; Jung, J.; Lee, H.H.; Park, J.M.; Ameyama, K.; Kim, H.S. Efficient design of harmonic structure using an integrated hetero-deformation induced hardening model and machine learning algorithm. Acta Mater. 2023, 244, 118583. [Google Scholar] [CrossRef]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef] [PubMed]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing Extraordinary Intrinsic Tensile Plasticity in Gradient Nano-Grained Copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef]
- Höppel, H.W.; Westermeyer, M.; Kümmel, F.; Göken, M. The Role of Interfaces on the Deformation Mechanisms in Bimodal Al Laminates Produced by Accumulative Roll Bonding. Adv. Eng. Mater. 2020, 22, 2000145. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Pohl, P.M.; Kümmel, F.; Schunk, C.; Serrano-Munoz, I.; Markötter, H.; Göken, M.; Höppel, H.W. About the Role of Interfaces on the Fatigue Crack Propagation in Laminated Metallic Composites. Materials 2021, 14, 2564. [Google Scholar] [CrossRef]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Mara, N.A.; Carpenter, J.S.; Nizolek, T.; Mook, W.M.; Wynn, T.A.; McCabe, R.J.; Mayeur, J.R.; Kang, K.; Zheng, S.; et al. Interface-driven microstructure development and ultra high strength of bulk nanostructured Cu-Nb multilayers fabricated by severe plastic deformation. J. Mater. Res. 2013, 28, 1799–1812. [Google Scholar] [CrossRef]
- Skelton, R.P.; Maier, H.J.; Christ, H.-J. The Bauschinger effect, Masing model and the Ramberg–Osgood relation for cyclic deformation in metals. Mater. Sci. Eng. A 1997, 238, 377–390. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
- Huang, C.X.; Wang, Y.F.; Ma, X.L.; Yin, S.; Höppel, H.W.; Göken, M.; Wu, X.L.; Gao, H.J.; Zhu, Y.T. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Jiang, S.; Lin Peng, R.; Zhao, X.; Zuo, L.; Jia, N. Deformation incompatibility enables hetero-deformation induced strengthening in Ti/Nb laminates. Mater. Res. Lett. 2023, 11, 126–133. [Google Scholar] [CrossRef]
- Mughrabi, H.; Höppel, H.W.; Kautz, M. Fatigue and microstructure of ultrafine-grained metals produced by severe plastic deformation. Scr. Mater. 2004, 51, 807–812. [Google Scholar] [CrossRef]
- Mughrabi, H.; Höppel, H.W.; Kautz, M.; Valiev, R.Z. Annealing treatments to enhance thermal and mechanical stability of ultrafine-grained metals produced by severe plastic deformation. Z. Met. 2003, 94, 1079–1083. [Google Scholar] [CrossRef]
- Höppel, H.W.; Xu, C.; Kautz, M.; Barta-Schreiber, N.; Langdon, T.G.; Mughrabi, H. Cyclic Deformation Behaviour and Possibilities for Enhancing the Fatigue Properties of Ultrafine-Grained Metals. In Nanomaterials by Severe Plastic Deformation; Wiley-VCH Verlag GmbH & Co. KGaA: Baden, Germany, 2005; pp. 677–683. [Google Scholar]
- Li, L.; Van Petegem, S.; Van Swygenhoven, H.; Anderson, P.M. Slip-induced intergranular stress redistribution in nanocrystalline Ni. Acta Mater. 2012, 60, 7001–7010. [Google Scholar] [CrossRef]
- Wang, Y.F.; Huang, C.X.; Fang, X.T.; Höppel, H.W.; Göken, M.; Zhu, Y.T. Hetero-deformation induced (HDI) hardening does not increase linearly with strain gradient. Scr. Mater. 2020, 174, 19–23. [Google Scholar] [CrossRef]
- Kittel, C. Introduction to Solid State Physics, 8th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; ISBN 047141526X. [Google Scholar]
- Sommer, C.; Christ, H.-J.; Mughrabi, H. Non-linear elastic behaviour of the roller bearing steel SAE 52100 during cyclic loading. Acta Metall. Mater. 1991, 39, 1177–1187. [Google Scholar] [CrossRef]
- Schunk, C.; Nitschky, M.; Höppel, H.W.; Göken, M. Superior Mechanical Properties of Aluminum-Titanium Laminates in Terms of Local Hardness and Strength. Adv. Eng. Mater. 2019, 21, 1800546. [Google Scholar] [CrossRef]
- Hoppel, H.W.; Zhou, Z.M.; Mughrabi, H.; Valiev, R.Z. Microstructural study of the parameters governing coarsening and cyclic softening in fatigued ultrafinegrained copper. Philos. Mag. A Phys. Condens. Matter Struct. Defects Mech. Prop. 2002, 82, 1781–1794. [Google Scholar] [CrossRef]
- Wang, J.T.; Zhang, Y.; Liu, J.Q. Continuous Recrystallization Phenomenon in High Purity Copper during Equal Channel Angular Pressing up to High Strain at Room Temperature. Mater. Sci. Forum 2008, 584–586, 929–937. [Google Scholar] [CrossRef]
- Ryen, Ø.; Holmedal, B.; Nijs, O.; Nes, E.; Sjölander, E.; Ekström, H.-E. Strengthening mechanisms in solid solution aluminum alloys. Metall. Mater. Trans. A 2006, 37, 1999–2006. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical Composition (wt.-%) 1 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Fe | Cu | Mg | Si | Mn | Ti | C | P | Others | |
| AA1050 | 99.4 | 0.35 | - | - | 0.15 | - | - | - | - | 0.10 |
| AA5005 | 98.5 | 0.25 | - | 0.99 | 0.12 | - | - | - | - | 0.14 |
| AA5754 | 95.9 | 0.40 | - | 2.91 | 0.35 | 0.31 | - | - | - | 0.13 |
| Cu-DHP | - | - | 99.92 | - | - | - | - | - | 0.03 | 0.05 |
| Cu-OFE | - | - | 99.99 | - | - | - | - | - | - | 0.01 |
| DC05 | - | 99.7 | - | - | - | 0.10 | 0.07 | 0.01 | - | 0.12 |
| ARB-Processed Monolithic Materials & LMCs | Mechanical Properties | ||||
|---|---|---|---|---|---|
| Micro Yield Strength σY/MPa | Yield Strength σY0.2/MPa | Elastic Modulus E/GPa | (Micro) Yield Strength Ratio YR 1 | Elastic Modulus Ratio ER 1 | |
| AA1050 | 63 | 154 | 69 | - | - |
| AA5005 | 110 | 207 | 70 | - | - |
| AA5754 | 147 | 290 | 71 | - | - |
| Cu-DHP | 141 | 433 | 138 | - | - |
| AA5005/AA5754 | 118 | 256 | 69 | 1.3 | 1.0 |
| AA1050/AA5754 | 83 | 233 | 69 | 2.3 | 1.0 |
| AA5754/Cu-DHP | 109 | 355 | 111 | 1.0 | 1.9 |
| AA1050/Cu-DHP | 85 | 273 | 102 | 2.3 | 2.0 |
| Cu-OFE/DC05 N4 | 88 | 516 | 172 | - 2 | - 2 |
| Cu-OFE/DC05 N8 | 59 | 469 | 171 | - 2 | - 2 |
| Laminated Metallic Composites | Inelastic Back Strain IBS at εpl, nl = 0.001 and 0.005 | |||||
|---|---|---|---|---|---|---|
| IBSLMC × 104 | IBSROM × 104 | ∆IBS × 104 | ||||
| 0.001 | 0.005 | 0.001 | 0.005 | 0.001 | 0.005 | |
| AA5005/AA5754 | 0.68 | 1.89 1 | 0.58 | 1.65 | 0.10 | 0.24 |
| AA1050/AA5754 | 0.71 | 1.98 | 0.58 | 1.57 | 0.13 | 0.41 |
| AA5754/Cu-DHP | 1.09 | 2.37 | 0.72 | 1.67 | 0.37 | 0.70 |
| AA1050/Cu-DHP | 1.06 | 2.54 | 0.86 | 1.94 | 0.20 | 0.60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pohl, P.M.; Kuglstatter, M.; Göken, M.; Höppel, H.W. Quantifying Co-Deformation Effects in Metallic Laminates by Loading–Unloading–Reloading Tensile Tests. Metals 2023, 13, 1049. https://doi.org/10.3390/met13061049
Pohl PM, Kuglstatter M, Göken M, Höppel HW. Quantifying Co-Deformation Effects in Metallic Laminates by Loading–Unloading–Reloading Tensile Tests. Metals. 2023; 13(6):1049. https://doi.org/10.3390/met13061049
Chicago/Turabian StylePohl, Philip Manuel, Moritz Kuglstatter, Mathias Göken, and Heinz Werner Höppel. 2023. "Quantifying Co-Deformation Effects in Metallic Laminates by Loading–Unloading–Reloading Tensile Tests" Metals 13, no. 6: 1049. https://doi.org/10.3390/met13061049
APA StylePohl, P. M., Kuglstatter, M., Göken, M., & Höppel, H. W. (2023). Quantifying Co-Deformation Effects in Metallic Laminates by Loading–Unloading–Reloading Tensile Tests. Metals, 13(6), 1049. https://doi.org/10.3390/met13061049