

Multi-Response Optimization of Additively Manufactured Ti6Al4V Component Using Grey Relational Analysis Coupled with Entropy Weights

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Details
2.2. Milling Options and Measurements Setups
2.3. Grey Relational Analysis (GRA) with Entropy Weights
- represents the differences between a sequence of normal (). Furthermore, a sequence of references () is denoted by the symbolization , where is the sequence of standard and the sequence between the sequence of reference and the normalized sequence , i.e., = ||is the absolute value of the difference between and .
- = (k) and = (k), where i =1, 2,…, m and k = 1, 2, …, n.
- ε: distinguishing coefficient, ε [0, 1].
3. Results and Discussion
3.1. ANOVA Analysis
3.2. Grey Relational Analysis (GRA) with Entropy Weights Analysis
4. Conclusions
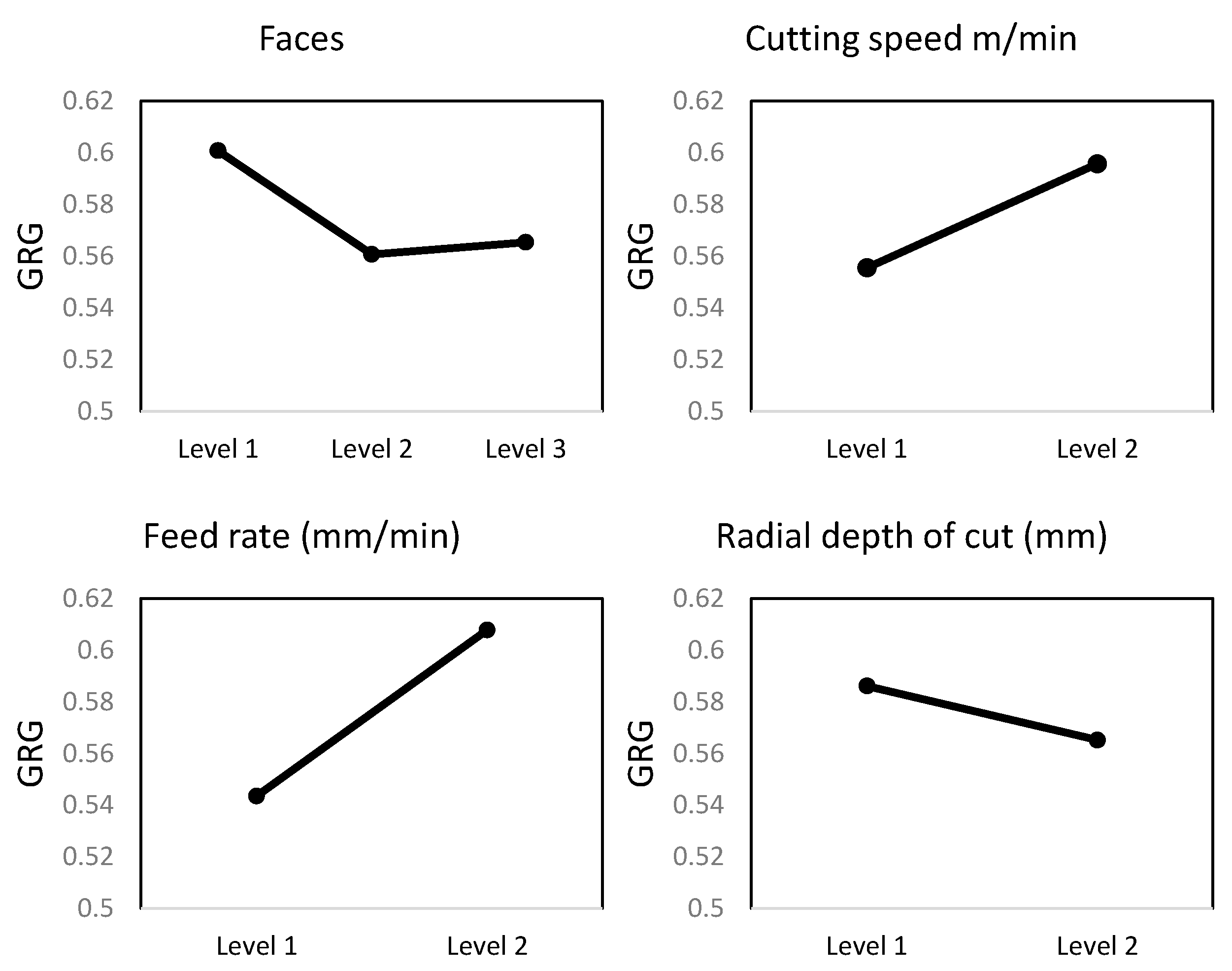
- Feed rate is the most important component when assessing surface roughness and cutting force regarding the milling process for the Ti6Al4V EBM part.
- Cutting speed is the second factor that affects the surface roughness and cutting force for the milling performance of the Ti6Al4V EBM part.
- The selection of the direction of layer orientation in the EBM part has a significant effect during the milling process to achieve minimum surface roughness and cutting force.
- The radial depth of cut is the lowest effect factor during the milling process for the Ti6Al4V EBM part.
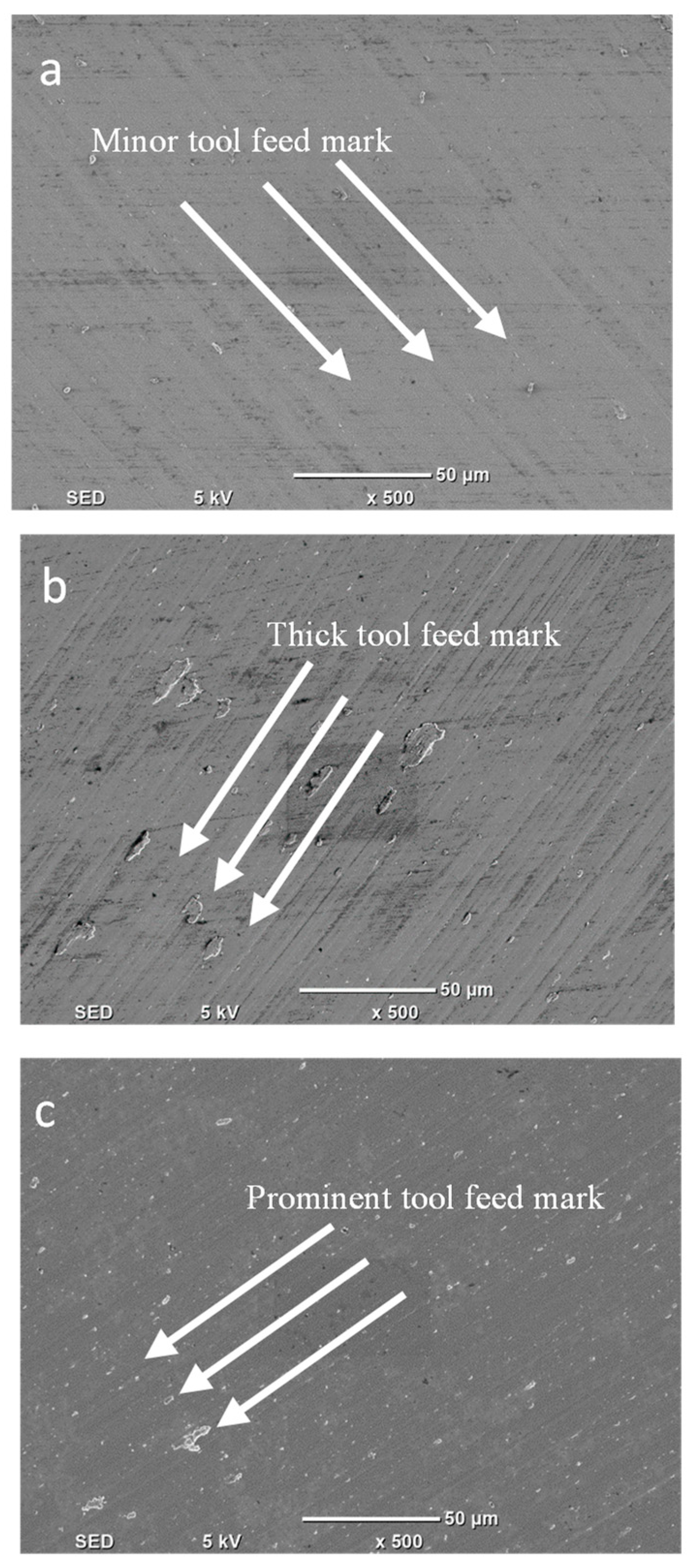
- The study also concludes that the part orientation effect is likely one of the most important factors governing the surface roughness and surface morphology of the machined EBM Ti6Al4V component.
- The multi-response optimization (GRA-Entropy) shows that the optimal machining efficiency of a Ti6Al4V EBM component can be achieved if the component is machined in direction 1 at a feed rate of 60 mm/min, a cutting speed of 80 m/min, and a radial depth of cut of 2.4 mm.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 9 | Input Parameters | Responses | ||||||
|---|---|---|---|---|---|---|---|---|
| Faces | V (m/min) | f (mm/min) | Rd (mm) | Sa (μm) | Fr (N) | Ff (N) | Fa (N) | |
| 1 | C | 50 | 30 | 2.4 | 0.145 | 147.1 | 73.02 | 177.3 |
| 2 | B | 50 | 30 | 2.4 | 0.193 | 102.8 | 99.63 | 173.2 |
| 3 | A | 50 | 30 | 2.4 | 0.147 | 90.04 | 88.6 | 171.5 |
| 4 | A | 50 | 30 | 2.4 | 0.148 | 114.1 | 78 | 170 |
| 5 | A | 80 | 30 | 4.8 | 0.114 | 31.68 | 85.46 | 154.6 |
| 6 | A | 80 | 30 | 4.8 | 0.116 | 41.66 | 82.59 | 152.6 |
| 7 | B | 50 | 60 | 2.4 | 0.142 | 6.21 | 46.12 | 152.6 |
| 8 | C | 50 | 30 | 2.4 | 0.144 | 139.3 | 60.23 | 149.1 |
| 9 | B | 50 | 60 | 4.8 | 0.156 | 65.78 | 72.51 | 138.7 |
| 10 | A | 80 | 60 | 4.8 | 0.146 | 20.03 | 74.06 | 137.9 |
| 11 | C | 80 | 60 | 4.8 | 0.127 | 65.65 | 54.63 | 126.1 |
| 12 | B | 80 | 30 | 4.8 | 0.136 | 49.29 | 80.35 | 123.5 |
| 13 | C | 50 | 30 | 4.8 | 0.177 | 56.11 | 55.17 | 119.7 |
| 14 | B | 80 | 60 | 4.8 | 0.157 | 20.71 | 61.41 | 119.4 |
| 15 | B | 80 | 30 | 4.8 | 0.137 | 9.75 | 77.08 | 118.3 |
| 16 | B | 80 | 30 | 2.4 | 0.175 | 64.2 | 49.17 | 117.9 |
| 17 | B | 80 | 60 | 2.4 | 0.159 | 64.2 | 49.17 | 117.9 |
| 18 | B | 50 | 60 | 2.4 | 0.131 | 9.07 | 48.81 | 117.6 |
| 19 | C | 50 | 30 | 4.8 | 0.186 | 49.7 | 55.07 | 117.2 |
| 20 | C | 80 | 30 | 2.4 | 0.178 | 65.95 | 48.88 | 109.2 |
| 21 | C | 50 | 60 | 4.8 | 0.179 | 61.02 | 45.88 | 106.6 |
| 22 | C | 50 | 60 | 4.8 | 0.182 | 58.09 | 45.18 | 106.4 |
| 23 | C | 80 | 30 | 4.8 | 0.152 | 47.22 | 48.9 | 104.4 |
| 24 | C | 80 | 60 | 4.8 | 0.14 | 7.916 | 45.1 | 103.9 |
| 25 | B | 50 | 60 | 4.8 | 0.154 | 58.64 | 50.47 | 103.8 |
| 26 | B | 50 | 30 | 4.8 | 0.154 | 21.41 | 45.55 | 102.4 |
| 27 | A | 50 | 30 | 4.8 | 0.173 | 34.23 | 53.66 | 102.3 |
| 28 | B | 50 | 30 | 2.4 | 0.189 | 60.07 | 50.63 | 102 |
| 29 | A | 50 | 60 | 4.8 | 0.157 | 11.22 | 52.14 | 101.2 |
| 30 | A | 50 | 60 | 4.8 | 0.165 | 15.07 | 50.53 | 99.89 |
| 31 | A | 50 | 30 | 4.8 | 0.165 | 29.55 | 46.04 | 94.71 |
| 32 | C | 80 | 60 | 2.4 | 0.152 | 54.25 | 67.95 | 88.59 |
| 33 | A | 80 | 60 | 2.4 | 0.164 | 50.5 | 53.77 | 76.64 |
| 34 | B | 50 | 30 | 4.8 | 0.146 | 38.76 | 41.43 | 74.52 |
| 35 | C | 80 | 60 | 2.4 | 0.154 | 35.9 | 57.44 | 74.49 |
| 36 | C | 80 | 30 | 4.8 | 0.151 | 41.23 | 39.11 | 73.74 |
| 37 | A | 50 | 60 | 2.4 | 0.135 | 11.72 | 14.84 | 72.74 |
| 38 | A | 50 | 60 | 2.4 | 0.132 | 22.38 | 27.66 | 71.54 |
| 39 | B | 80 | 60 | 2.4 | 0.16 | 49.21 | 36.93 | 71.49 |
| 40 | A | 80 | 60 | 4.8 | 0.136 | 44.01 | 26.2 | 67.06 |
| 41 | A | 80 | 30 | 2.4 | 0.127 | 75.45 | 39.58 | 61.4 |
| 42 | A | 80 | 60 | 2.4 | 0.161 | 29.58 | 40.61 | 50.86 |
| 43 | B | 80 | 30 | 2.4 | 0.165 | 13.33 | 21.93 | 46.41 |
| 44 | A | 80 | 30 | 2.4 | 0.127 | 24.6 | 27.19 | 43.66 |
| 45 | B | 80 | 60 | 4.8 | 0.157 | 37.62 | 19.27 | 43.14 |
| 46 | C | 80 | 30 | 2.4 | 0.175 | 56.98 | 16.39 | 36.98 |
| 47 | C | 50 | 60 | 2.4 | 0.191 | 6.755 | 6.378 | 32.22 |
| 48 | C | 50 | 60 | 2.4 | 0.188 | 4.895 | 11.07 | 31.37 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 20 | 0.01748 | 0.01748 | 0.000874 | 17.02 | 0 |
| Face | 2 | 0.003046 | 0.003046 | 0.001523 | 29.67 | 0 |
| V | 1 | 0.002023 | 0.002023 | 0.002023 | 39.4 | 0 |
| f | 1 | 0.000001 | 0.000001 | 0.000001 | 0.02 | 0.898 |
| Rd | 1 | 0.000295 | 0.000295 | 0.000295 | 5.74 | 0.024 |
| Face*V | 2 | 0.000713 | 0.000713 | 0.000356 | 6.94 | 0.004 |
| Face*f | 2 | 0.000762 | 0.000762 | 0.000381 | 7.42 | 0.003 |
| Face*Rd | 2 | 0.000708 | 0.000708 | 0.000354 | 6.9 | 0.004 |
| V*f | 1 | 0.000269 | 0.000269 | 0.000269 | 5.24 | 0.03 |
| V*Rd | 1 | 0.002367 | 0.002367 | 0.002367 | 46.11 | 0 |
| f*Rd | 1 | 0.00019 | 0.00019 | 0.00019 | 3.71 | 0.065 |
| Face*V*f | 2 | 0.004162 | 0.004162 | 0.002081 | 40.54 | 0 |
| Face*V*Rd | 2 | 0.000677 | 0.000677 | 0.000338 | 6.59 | 0.005 |
| Face*f*Rd | 2 | 0.002267 | 0.002267 | 0.001134 | 22.08 | 0 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 11 | 38,179.4 | 38,179.4 | 3470.86 | 10.61 | 0 |
| Face | 2 | 2411.9 | 2411.9 | 1205.93 | 3.69 | 0.035 |
| V | 1 | 946.8 | 946.8 | 946.76 | 2.89 | 0.098 |
| f | 1 | 7354.6 | 7354.6 | 7354.61 | 22.48 | 0 |
| Rd | 1 | 3045.6 | 3045.6 | 3045.64 | 9.31 | 0.004 |
| Face*f | 2 | 2268.3 | 2268.3 | 1134.17 | 3.47 | 0.042 |
| V*f | 1 | 5432.2 | 5432.2 | 5432.17 | 16.6 | 0 |
| V*Rd | 1 | 47.1 | 47.1 | 47.13 | 0.14 | 0.707 |
| f*Rd | 1 | 8125 | 8125 | 8125.04 | 24.83 | 0 |
| V*f*Rd | 1 | 8547.9 | 8547.9 | 8547.91 | 26.12 | 0 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 15 | 14,204 | 14,204 | 946.93 | 4.58 | 0 |
| Face | 2 | 556.7 | 556.7 | 278.37 | 1.35 | 0.274 |
| V | 1 | 5 | 5 | 4.98 | 0.02 | 0.878 |
| f | 1 | 1944.4 | 1944.4 | 1944.39 | 9.41 | 0.004 |
| Rd | 1 | 782.8 | 782.8 | 782.77 | 3.79 | 0.06 |
| Face*V | 2 | 282.6 | 282.6 | 141.31 | 0.68 | 0.512 |
| Face*f | 2 | 341.6 | 341.6 | 170.82 | 0.83 | 0.447 |
| V*f | 1 | 1253.6 | 1253.6 | 1253.56 | 6.07 | 0.019 |
| V*Rd | 1 | 649 | 649 | 649.03 | 3.14 | 0.086 |
| f*Rd | 1 | 131.7 | 131.7 | 131.68 | 0.64 | 0.431 |
| Face*V*f | 2 | 1941 | 1941 | 970.49 | 4.7 | 0.016 |
| V*f*Rd | 1 | 6315.6 | 6315.6 | 6315.62 | 30.56 | 0 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 15 | 43,930.1 | 43,930.1 | 2928.7 | 3.42 | 0.002 |
| Face | 2 | 860.6 | 860.6 | 430.3 | 0.5 | 0.61 |
| V | 1 | 4572 | 4572 | 4572 | 5.33 | 0.028 |
| f | 1 | 4894.9 | 4894.9 | 4894.9 | 5.71 | 0.023 |
| Rd | 1 | 1578.9 | 1578.9 | 1578.9 | 1.84 | 0.184 |
| Face*V | 2 | 250 | 250 | 125 | 0.15 | 0.865 |
| Face*f | 2 | 2738.6 | 2738.6 | 1369.3 | 1.6 | 0.218 |
| V*f | 1 | 2616.1 | 2616.1 | 2616.1 | 3.05 | 0.09 |
| V*Rd | 1 | 7079.6 | 7079.6 | 7079.6 | 8.26 | 0.007 |
| f*Rd | 1 | 2088 | 2088 | 2088 | 2.44 | 0.128 |
| Face*V*f | 2 | 6908.4 | 6908.4 | 3454.2 | 4.03 | 0.027 |
| V*f*Rd | 1 | 10,343.1 | 10,343.1 | 10,343.1 | 12.07 | 0.001 |
| Run | Sa (μm) | Fr (N) | Ff (N) | Fa (N) |
|---|---|---|---|---|
| 1 | 0.5734 | 0.2320 | 0.2319 | 0.0503 |
| 2 | 0.3622 | 0.8267 | 0.5747 | 0.5659 |
| 3 | 0.7381 | 0.9520 | 0.9092 | 0.7165 |
| 4 | 0.3580 | 0.9284 | 0.5265 | 0.5305 |
| 5 | 0.8353 | 0.5039 | 0.6440 | 0.7942 |
| 6 | 0.9747 | 0.7415 | 0.1827 | 0.1692 |
| 7 | 0.3749 | 0.6794 | 0.4918 | 0.6898 |
| 8 | 0.5945 | 0.8936 | 0.2742 | 0.2702 |
| 9 | 0.0602 | 0.6121 | 0.5255 | 0.5157 |
| 10 | 0.5987 | 0.7619 | 0.6242 | 0.7043 |
| 11 | 0.6494 | 0.9908 | 0.5738 | 0.1696 |
| 12 | 0.4720 | 0.5719 | 0.2908 | 0.2647 |
| 13 | 0.2270 | 0.5830 | 0.5412 | 0.4074 |
| 14 | 0.7297 | 0.6879 | 0.2068 | 0.3689 |
| 15 | 0.4298 | 0.5830 | 0.5412 | 0.4074 |
| 16 | 0.4636 | 0.8888 | 0.4098 | 0.3967 |
| 17 | 0.6241 | 0.0551 | 0.4226 | 0.1933 |
| 18 | 0.2017 | 0.6399 | 0.4768 | 0.3946 |
| 19 | 0.0285 | 0.9869 | 1.0000 | 0.9941 |
| 20 | 0.1806 | 0.6054 | 0.5764 | 0.4848 |
| 21 | 0.1890 | 0.5707 | 0.5443 | 0.4666 |
| 22 | 0.5396 | 0.7445 | 0.6490 | 0.7096 |
| 23 | 0.5227 | 0.6530 | 0.3398 | 0.6079 |
| 24 | 0.8353 | 0.5729 | 0.4826 | 0.3506 |
| 25 | 0.5861 | 0.4013 | 0.1183 | 0.0394 |
| 26 | 0.2608 | 0.7938 | 0.4930 | 0.5137 |
| 27 | 0.7761 | 0.8771 | 0.7718 | 0.7247 |
| 28 | 0.4593 | 0.9555 | 0.5092 | 0.5218 |
| 29 | 0.8437 | 0.8615 | 0.7768 | 0.9158 |
| 30 | 1.0000 | 0.8117 | 0.1519 | 0.1554 |
| 31 | 0.4129 | 0.8264 | 0.6329 | 0.8664 |
| 32 | 0.7254 | 0.7250 | 0.7875 | 0.7554 |
| 33 | 0.0000 | 0.3113 | 0.0000 | 0.0284 |
| 34 | 0.5016 | 0.8839 | 0.5800 | 0.5131 |
| 35 | 0.7888 | 0.9706 | 0.5450 | 0.4090 |
| 36 | 0.4974 | 0.6222 | 0.5271 | 0.5039 |
| 37 | 0.3622 | 0.9407 | 0.8333 | 0.8969 |
| 38 | 0.7170 | 0.9659 | 0.2418 | 0.4046 |
| 39 | 0.4213 | 0.6884 | 0.6724 | 0.7250 |
| 40 | 0.4551 | 0.7699 | 0.8617 | 0.9193 |
| 41 | 0.6177 | 0.0000 | 0.2854 | 0.0000 |
| 42 | 0.0919 | 0.6850 | 0.4778 | 0.4120 |
| 43 | 0.0665 | 1.0000 | 0.9497 | 1.0000 |
| 44 | 0.1426 | 0.6260 | 0.5839 | 0.4860 |
| 45 | 0.2270 | 0.6338 | 0.8926 | 0.9616 |
| 46 | 0.5269 | 0.7024 | 0.5440 | 0.4997 |
| 47 | 0.5016 | 0.7820 | 0.4525 | 0.7045 |
| 48 | 0.6748 | 0.9788 | 0.5848 | 0.5032 |
| Run | Sa (μm) | Fr (N) | Ff (N) | Fa (N) |
|---|---|---|---|---|
| 1 | 0.4266 | 0.7680 | 0.7681 | 0.9497 |
| 2 | 0.6378 | 0.1733 | 0.4253 | 0.4341 |
| 3 | 0.2619 | 0.0480 | 0.0908 | 0.2835 |
| 4 | 0.6420 | 0.0716 | 0.4735 | 0.4695 |
| 5 | 0.1647 | 0.4961 | 0.3560 | 0.2058 |
| 6 | 0.0253 | 0.2585 | 0.8173 | 0.8308 |
| 7 | 0.6251 | 0.3206 | 0.5082 | 0.3102 |
| 8 | 0.4055 | 0.1064 | 0.7258 | 0.7298 |
| 9 | 0.9398 | 0.3879 | 0.4745 | 0.4843 |
| 10 | 0.4013 | 0.2381 | 0.3758 | 0.2957 |
| 11 | 0.3506 | 0.0092 | 0.4262 | 0.8304 |
| 12 | 0.5280 | 0.4281 | 0.7092 | 0.7353 |
| 13 | 0.7730 | 0.4170 | 0.4588 | 0.5926 |
| 14 | 0.2703 | 0.3121 | 0.7932 | 0.6311 |
| 15 | 0.5702 | 0.4170 | 0.4588 | 0.5926 |
| 16 | 0.5364 | 0.1112 | 0.5902 | 0.6033 |
| 17 | 0.3759 | 0.9449 | 0.5774 | 0.8067 |
| 18 | 0.7983 | 0.3601 | 0.5232 | 0.6054 |
| 19 | 0.9715 | 0.0131 | 0.0000 | 0.0059 |
| 20 | 0.8194 | 0.3946 | 0.4236 | 0.5152 |
| 21 | 0.8110 | 0.4293 | 0.4557 | 0.5334 |
| 22 | 0.4604 | 0.2555 | 0.3510 | 0.2904 |
| 23 | 0.4773 | 0.3470 | 0.6602 | 0.3921 |
| 24 | 0.1647 | 0.4271 | 0.5174 | 0.6494 |
| 25 | 0.4139 | 0.5987 | 0.8817 | 0.9606 |
| 26 | 0.7392 | 0.2062 | 0.5070 | 0.4863 |
| 27 | 0.2239 | 0.1229 | 0.2282 | 0.2753 |
| 28 | 0.5407 | 0.0445 | 0.4908 | 0.4782 |
| 29 | 0.1563 | 0.1385 | 0.2232 | 0.0842 |
| 30 | 0.0000 | 0.1883 | 0.8481 | 0.8446 |
| 31 | 0.5871 | 0.1736 | 0.3671 | 0.1336 |
| 32 | 0.2746 | 0.2750 | 0.2125 | 0.2446 |
| 33 | 1.0000 | 0.6887 | 1.0000 | 0.9716 |
| 34 | 0.4984 | 0.1161 | 0.4200 | 0.4869 |
| 35 | 0.2112 | 0.0294 | 0.4550 | 0.5910 |
| 36 | 0.5026 | 0.3778 | 0.4729 | 0.4961 |
| 37 | 0.6378 | 0.0593 | 0.1667 | 0.1031 |
| 38 | 0.2830 | 0.0341 | 0.7582 | 0.5954 |
| 39 | 0.5787 | 0.3116 | 0.3276 | 0.2750 |
| 40 | 0.5449 | 0.2301 | 0.1383 | 0.0807 |
| 41 | 0.3823 | 1.0000 | 0.7146 | 1.0000 |
| 42 | 0.9081 | 0.3150 | 0.5222 | 0.5880 |
| 43 | 0.9335 | 0.0000 | 0.0503 | 0.0000 |
| 44 | 0.8574 | 0.3740 | 0.4161 | 0.5140 |
| 45 | 0.7730 | 0.3662 | 0.1074 | 0.0384 |
| 46 | 0.4731 | 0.2976 | 0.4560 | 0.5003 |
| 47 | 0.4984 | 0.2180 | 0.5475 | 0.2955 |
| 48 | 0.3252 | 0.0212 | 0.4152 | 0.4968 |
| Run | Sa (μm) | Fr (N) | Ff (N) | Fa (N) |
|---|---|---|---|---|
| 1 | 0.5396 | 0.3943 | 0.3943 | 0.3449 |
| 2 | 0.4394 | 0.7426 | 0.5404 | 0.5353 |
| 3 | 0.6563 | 0.9124 | 0.8463 | 0.6382 |
| 4 | 0.4378 | 0.8748 | 0.5136 | 0.5157 |
| 5 | 0.7522 | 0.5020 | 0.5841 | 0.7084 |
| 6 | 0.9518 | 0.6592 | 0.3796 | 0.3757 |
| 7 | 0.4444 | 0.6093 | 0.4959 | 0.6171 |
| 8 | 0.5522 | 0.8245 | 0.4079 | 0.4066 |
| 9 | 0.3473 | 0.5631 | 0.5131 | 0.5080 |
| 10 | 0.5548 | 0.6774 | 0.5709 | 0.6284 |
| 11 | 0.5878 | 0.9818 | 0.5399 | 0.3758 |
| 12 | 0.4864 | 0.5387 | 0.4135 | 0.4047 |
| 13 | 0.3928 | 0.5453 | 0.5215 | 0.4576 |
| 14 | 0.6491 | 0.6157 | 0.3866 | 0.4421 |
| 15 | 0.4672 | 0.5453 | 0.5215 | 0.4576 |
| 16 | 0.4824 | 0.8181 | 0.4586 | 0.4532 |
| 17 | 0.5708 | 0.3460 | 0.4641 | 0.3826 |
| 18 | 0.3851 | 0.5813 | 0.4886 | 0.4523 |
| 19 | 0.3398 | 0.9745 | 1.0000 | 0.9884 |
| 20 | 0.3790 | 0.5589 | 0.5413 | 0.4925 |
| 21 | 0.3814 | 0.5381 | 0.5232 | 0.4838 |
| 22 | 0.5206 | 0.6618 | 0.5876 | 0.6326 |
| 23 | 0.5116 | 0.5903 | 0.4309 | 0.5605 |
| 24 | 0.7522 | 0.5393 | 0.4915 | 0.4350 |
| 25 | 0.5471 | 0.4551 | 0.3619 | 0.3423 |
| 26 | 0.4035 | 0.7080 | 0.4965 | 0.5069 |
| 27 | 0.6907 | 0.8026 | 0.6866 | 0.6449 |
| 28 | 0.4805 | 0.9183 | 0.5047 | 0.5111 |
| 29 | 0.7619 | 0.7830 | 0.6913 | 0.8558 |
| 30 | 1.0000 | 0.7264 | 0.3709 | 0.3719 |
| 31 | 0.4599 | 0.7423 | 0.5766 | 0.7892 |
| 32 | 0.6455 | 0.6452 | 0.7017 | 0.6715 |
| 33 | 0.3333 | 0.4206 | 0.3333 | 0.3398 |
| 34 | 0.5008 | 0.8115 | 0.5435 | 0.5066 |
| 35 | 0.7030 | 0.9445 | 0.5236 | 0.4583 |
| 36 | 0.4987 | 0.5696 | 0.5139 | 0.5020 |
| 37 | 0.4394 | 0.8940 | 0.7499 | 0.8291 |
| 38 | 0.6386 | 0.9361 | 0.3974 | 0.4564 |
| 39 | 0.4635 | 0.6161 | 0.6042 | 0.6452 |
| 40 | 0.4785 | 0.6848 | 0.7833 | 0.8611 |
| 41 | 0.5667 | 0.3333 | 0.4117 | 0.3333 |
| 42 | 0.3551 | 0.6135 | 0.4892 | 0.4595 |
| 43 | 0.3488 | 1.0000 | 0.9085 | 1.0000 |
| 44 | 0.3683 | 0.5721 | 0.5458 | 0.4931 |
| 45 | 0.3928 | 0.5772 | 0.8232 | 0.9286 |
| 46 | 0.5138 | 0.6269 | 0.5230 | 0.4999 |
| 47 | 0.5008 | 0.6964 | 0.4773 | 0.6285 |
| 48 | 0.6059 | 0.9592 | 0.5463 | 0.5016 |
| Run | GRG | Rank |
|---|---|---|
| 1 | 0.41828 | 46 |
| 2 | 0.56443 | 25 |
| 3 | 0.7633 | 4 |
| 4 | 0.58548 | 22 |
| 5 | 0.63666 | 13 |
| 6 | 0.59156 | 20 |
| 7 | 0.54167 | 29 |
| 8 | 0.54778 | 28 |
| 9 | 0.48285 | 38 |
| 10 | 0.60786 | 16 |
| 11 | 0.62134 | 14 |
| 12 | 0.46084 | 43 |
| 13 | 0.47928 | 41 |
| 14 | 0.52336 | 32 |
| 15 | 0.49788 | 35 |
| 16 | 0.55309 | 27 |
| 17 | 0.44089 | 44 |
| 18 | 0.47686 | 42 |
| 19 | 0.82568 | 1 |
| 20 | 0.49293 | 37 |
| 21 | 0.48161 | 39 |
| 22 | 0.60066 | 19 |
| 23 | 0.52333 | 33 |
| 24 | 0.55448 | 26 |
| 25 | 0.4266 | 45 |
| 26 | 0.52873 | 31 |
| 27 | 0.70624 | 6 |
| 28 | 0.60364 | 18 |
| 29 | 0.77301 | 3 |
| 30 | 0.61729 | 15 |
| 31 | 0.64201 | 12 |
| 32 | 0.66599 | 9 |
| 33 | 0.35677 | 48 |
| 34 | 0.59059 | 21 |
| 35 | 0.65736 | 10 |
| 36 | 0.52104 | 34 |
| 37 | 0.7281 | 5 |
| 38 | 0.60712 | 17 |
| 39 | 0.58224 | 23 |
| 40 | 0.70195 | 7 |
| 41 | 0.41126 | 47 |
| 42 | 0.47932 | 40 |
| 43 | 0.81433 | 2 |
| 44 | 0.49482 | 36 |
| 45 | 0.68045 | 8 |
| 46 | 0.54089 | 30 |
| 47 | 0.57576 | 24 |
| 48 | 0.65326 | 11 |
| Parameters | Level 1 | Level 2 | Level 3 | Max-Min |
|---|---|---|---|---|
| Faces | 0.600793 | 0.56073 | 0.565408 | 0.040062 |
| Cutting speed m/min | 0.555477 | 0.59581 | - | 0.040334 |
| Feed rate (mm/min) | 0.543518 | 0.60777 | - | 0.064251 |
| Radial depth of cut (mm) | 0.586122 | 0.56517 | - | 0.020956 |
References
- Ghio, E.; Cerri, E. Additive Manufacturing of AlSi10Mg and Ti6Al4V Lightweight Alloys via Laser Powder Bed Fusion: A Review of Heat Treatments Effects. Materials 2022, 15, 2047. [Google Scholar] [CrossRef] [PubMed]
- Torino, P.D.I. Characterization of Powder and Its Bulk Ti-6Al-V Samples Produced by Electron Beam Melting Process. Master’s Thesis, Polytechnic University, Bari, Italy, 2019. [Google Scholar]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and Mechanical Behavior of Ti-6Al-4V Produced by Rapid-Layer Manufacturing, for Biomedical Applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Özel, T.; Thepsonthi, T.; Ulutan, D.; Kaftanoglu, B. Experiments and Finite Element Simulations on Micro-Milling of Ti–6Al–4V Alloy with Uncoated and CBN Coated Micro-Tools. CIRP Ann.-Manuf. Technol. 2013, 60, 85–88. [Google Scholar] [CrossRef]
- Gong, X.; Zeng, D.; Groeneveld-Meijer, W.; Manogharan, G. Additive Manufacturing: A Machine Learning Model of Process-Structure-Property Linkages for Machining Behavior of Ti-6Al-4V. Mater. Sci. Addit. Manuf. 2022, 1, 6. [Google Scholar] [CrossRef]
- Grierson, D.; Rennie, A.E.W.; Quayle, S.D. Machine Learning for Additive Manufacturing. Encyclopedia 2021, 1, 576–588. [Google Scholar] [CrossRef]
- Oyelola, O.; Crawforth, P.; M’Saoubi, R.; Clare, A.T. Machining of Additively Manufactured Parts: Implications for Surface Integrity. Procedia CIRP 2016, 45, 119–122. [Google Scholar] [CrossRef]
- Qin, J.; Hu, F.; Liu, Y.; Witherell, P.; Wang, C.C.L.; Rosen, D.W.; Simpson, T.W.; Lu, Y.; Tang, Q. Research and Application of Machine Learning for Additive Manufacturing. Addit. Manuf. 2022, 52, 102691. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L.; Fuh, J.Y.H.; Wang, H. A Review of Post-Processing Technologies in Additive Manufacturing. J. Manuf. Mater. Process. 2021, 5, 38. [Google Scholar] [CrossRef]
- Iquebal, A.S.; Shrestha, S.; Wang, Z.; Manogharan, G.P.; Bukkapatnam, S. Influence of Milling and Non-Traditional Machining on Surface Properties of Ti6Al4V EBM Components. In Proceedings of the 2016 Industrial and Systems Engineering Research Conference, ISERC 2016, Anaheim, CA, USA, 21–24 May 2016; pp. 1120–1125. [Google Scholar]
- Gong, X.; Manogharan, G. Machining Behavior and Material Properties in Additive Manufacturing Ti-6AL-4V Parts. In Proceedings of the ASME 2020 15th International Manufacturing Science and Engineering Conference, Online, 3 September 2020; Volume 1. [Google Scholar] [CrossRef]
- Hojati, F.; Daneshi, A.; Soltani, B.; Azarhoushang, B.; Biermann, D. Study on Machinability of Additively Manufactured and Conventional Titanium Alloys in Micro-Milling Process. Precis. Eng. 2020, 62, 1–9. [Google Scholar] [CrossRef]
- Bonaiti, G.; Parenti, P.; Annoni, M.; Kapoor, S. Micro-Milling Machinability of DED Additive Titanium Ti-6Al-4V. Procedia Manuf. 2017, 10, 497–509. [Google Scholar] [CrossRef]
- Rysava, Z.; Bruschi, S. Comparison between EBM and DMLS Ti6Al4V Machinability Characteristics under Dry Micro-Milling Conditions. Mater. Sci. Forum 2016, 836–837, 177–184. [Google Scholar] [CrossRef]
- Çevik, Z.A.; Özsoy, K.; Erçetin, A. The Effect of Machining Processes on the Physical and Surface Morphology of Ti6al4v Specimens Produced through Powder Bed Fusion Additive Manufacturing. Int. J. 3D Print. Technol. Digit. Ind. 2021, 5, 187–194. [Google Scholar] [CrossRef]
- Yadav, S.P.; Pawade, R.S. Manufacturing Methods Induced Property Variations in Ti6Al4V Using High-Speed Machining and Additive Manufacturing (AM). Metals 2023, 13, 287. [Google Scholar] [CrossRef]
- Sartori, S.; Moro, L.; Ghiotti, A.; Bruschi, S. On the Tool Wear Mechanisms in Dry and Cryogenic Turning Additive Manufactured Titanium Alloys. Tribol. Int. 2017, 105, 264–273. [Google Scholar] [CrossRef]
- Anwar, S.; Ahmed, N.; Abdo, B.M.; Pervaiz, S.; Chowdhury, M.A.K.; Alahmari, A.M. Electron Beam Melting of Gamma Titanium Aluminide and Investigating the Effect of EBM Layer Orientation on Milling Performance. Int. J. Adv. Manuf. Technol. 2018, 96, 3093–3107. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; Nasr, M.M. On the Effect of Electron Beam Melted Ti6Al4V Part Orientations during Milling. Metals 2020, 10, 1172. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; Alqahtani, K.N.; Nasr, M.M.; Kaid, H.; Ameen, W. CNC Turning of an Additively Manufactured Complex Profile Ti6Al4V Component Considering the Effect of Layer Orientations. Processes 2023, 11, 1031. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; Nasr, M.M.; AlFaify, A. On the Influence of Heat Treatment in Suppressing the Layer Orientation Effect in Finishing of Electron Beam Melted Ti6Al4V. Int. J. Adv. Manuf. Technol. 2022, 118, 3035–3048. [Google Scholar] [CrossRef]
- Dabwan, A.; Anwar, S.; Al-Samhan, A.M.; AlFaify, A.; Nasr, M.M. Investigations on the Effect of Layers’ Thickness and Orientations in the Machining of Additively Manufactured Stainless Steel 316L. Materials 2021, 14, 1797. [Google Scholar] [CrossRef]
- Cozzolino, E.; Franchitti, S.; Borrelli, R.; Pirozzi, C.; Astarita, A. Energy Consumption Assessment in Manufacturing Ti6Al4V Electron Beam Melted Parts Post-Processed by Machining. Int. J. Adv. Manuf. Technol. 2023, 125, 1289–1303. [Google Scholar] [CrossRef]
- Cozzolino, E.; Astarita, A. Energy Saving in Milling of Electron Beam–Melted Ti6Al4V Parts: Influence of Process Parameters. Int. J. Adv. Manuf. Technol. 2023, 127, 179–194. [Google Scholar] [CrossRef]
- Tran, Q.P.; Nguyen, V.N.; Huang, S.C. Drilling Process on CFRP: Multi-Criteria Decision-Making with Entropy Weight Using Grey-Topsis Method. Appl. Sci. 2020, 10, 7207. [Google Scholar] [CrossRef]
- Wang, D.; Li, S.; Xie, C. Crashworthiness Optimisation and Lightweight for Front-End Safety Parts of Automobile Body Using a Hybrid Optimisation Method. Int. J. Crashworthiness 2021, 27, 1193–1204. [Google Scholar] [CrossRef]
- Haq, A.N.; Marimuthu, P.; Jeyapaul, R. Multi Response Optimization of Machining Parameters of Drilling Al/SiC Metal Matrix Composite Using Grey Relational Analysis in the Taguchi Method. Int. J. Adv. Manuf. Technol. 2008, 37, 250–255. [Google Scholar] [CrossRef]
- Dabwan, A.; Ragab, A.E.; Saleh, M.A.; Ghaleb, A.M.; Ramadan, M.Z.; Mian, S.H.; Khalaf, T.M. Multiobjective Optimization of Process Variables in Single-Point Incremental Forming Using Grey Relational Analysis Coupled with Entropy Weights. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 2056–2070. [Google Scholar] [CrossRef]
- Yu-Lai, S.; Wen-Tao, Z.; Guoling, L.; Yuan, T.; Shan, T. Optimal Design of Large Mode Area All-Solid-Fiber Using a Gray Relational Optimization Technique. Optik 2021, 242, 167188. [Google Scholar] [CrossRef]
- Chen, H.; Lu, C.; Liu, Z.; Shen, C.; Sun, M. Multi-Response Optimisation of Automotive Door Using Grey Relational Analysis with Entropy Weights. Materials 2022, 15, 5339. [Google Scholar] [CrossRef]
- Ameen, W.; Al-Ahmari, A.; Mohammed, M.K. Self-Supporting Overhang Structures Produced by Additive Manufacturing through Electron Beam Melting. Int. J. Adv. Manuf. Technol. 2019, 104, 2215–2232. [Google Scholar] [CrossRef]
- Umer, U.; Ameen, W.; Abidi, M.H.; Moiduddin, K.; Alkhalefah, H.; Alkahtani, M.; Al-Ahmari, A. Modeling the Effect of Different Support Structures in Electron Beam Melting of Titanium Alloy Using Finite Element Models. Metals 2019, 9, 806. [Google Scholar] [CrossRef] [Green Version]
- Ameen, W.; Al-Ahmari, A.; Mohammed, M.K.; Abdulhameed, O.; Umer, U.; Moiduddin, K. Design, Finite Element Analysis (FEA), and Fabrication of Custom Titanium Alloy Cranial Implant Using Electron Beam Melting Additive Manufacturing. Adv. Prod. Eng. Manag. 2018, 13, 267–278. [Google Scholar] [CrossRef] [Green Version]
- Biffi, C.A.; Fiocchi, J.; Ferrario, E.; Fornaci, A.; Riccio, M.; Romeo, M.; Tuissi, A. Effects of the Scanning Strategy on the Microstructure and Mechanical Properties of a TiAl6V4 Alloy Produced by Electron Beam Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2020, 107, 4913–4924. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y.B. A Comprehensive Experimental Study on Surface Integrity by End Milling Ti-6Al-4V. J. Mater. Process. Technol. 2009, 209, 4036–4042. [Google Scholar] [CrossRef]
- Liu, H.; Wu, C.H.; Chen, R.D. Effects of Cutting Parameters on the Surface Roughness of Ti6Al4V Titanium Alloys in Side Milling; Trans Tech Publications, Ltd.: Zurich, Switzerland, 2011. [Google Scholar]
- Oosthuizen, G.A.; Nunco, K.; Conradie, P.J.T.; Dimitrov, D.M. The Effect of Cutting Parameters on Surface Integrity in Milling TI6AL4V. S. Afr. J. Ind. Eng. 2016, 27, 115–123. [Google Scholar] [CrossRef] [Green Version]
- Rao, R.; Yadava, V. Multi-Objective Optimization of Nd:YAG Laser Cutting of Thin Superalloy Sheet Using Grey Relational Analysis with Entropy Measurement. Opt. Laser Technol. 2009, 41, 922–930. [Google Scholar] [CrossRef]
- Wei, G. Grey Relational Analysis Model for Dynamic Hybrid Multiple Attribute Decision Making. Knowl.-Based Syst. 2011, 24, 672–679. [Google Scholar] [CrossRef]
- Ertuğrul, İ.; Öztaş, T.; Özçil, A.; Öztaş, G. Grey Relational Analysis Approach in Academic Performance Comparison of University a Case Study of Turkish Universities. Eur. Sci. J. 2016, 12, 1857–7881. [Google Scholar]
- Shah, A.; Azmi, A.; Khalil, A. Grey Relational Analyses for Multi-Objective Optimization of Turning S45C Carbon Steel. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 2nd International Manufacturing Engineering Conference and 3rd Asia-Pacific Conference on Manufacturing Systems (iMEC-APCOMS 2015), Kuala Lumpur, Malaysia, 12–14 November 2015; IOP Publishing: Bristol, UK, 2023. [Google Scholar]
- Soorya Prakash, K.; Gopal, P.M.; Karthik, S. Multi-Objective Optimization Using Taguchi Based Grey Relational Analysis in Turning of Rock Dust Reinforced Aluminum MMC. Measurement 2020, 157, 107664. [Google Scholar] [CrossRef]
- Lotfi, F.H.; Fallahnejad, R. Imprecise Shannon’s Entropy and Multi Attribute Decision Making. Entropy 2010, 12, 53–62. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Wang, K.; Liu, L.; Xin, J.; Yang, H.; Gao, C. Application of the Entropy Weight and TOPSIS Method in Safety Evaluation of Coal Mines. Procedia Eng. 2011, 26, 2085–2091. [Google Scholar] [CrossRef] [Green Version]
- Dabwan, A.; Anwar, S.; Al-samhan, A. Effects of Milling Process Parameters on Cutting Forces and Surface Roughness When Finishing Ti6al4v Produced by Electron Beam Melting. Int. J. Mech. Mater. Eng. 2020, 14, 324–328. [Google Scholar]
- Liu, S.; Lin, Y. Introduction to Grey Systems Theory. In Understanding Complex Systems; Springer: Berlin/Heidelberg, Germany, 2010; Volume 68, pp. 1–399. [Google Scholar] [CrossRef]







| Elements | Aluminum | Vanadium | Carbon | Iron | Oxygen | Titanium |
|---|---|---|---|---|---|---|
| Percentage (wt.%) | 6.04 | 4.05 | 0.013 | 0.0107 | 0.13 | Balanced |
| EBM Parameters | Values |
|---|---|
| Solidus temperature | 1878 K |
| Focus offset | 3 mA |
| Acceleration voltage | 60 kV |
| Preheat temperature | 750 °C |
| Powder layer thickness | 0.05 mm |
| Scan speed | 4530 mm/s |
| Electron beam diameter | 200 μm |
| Liquidus temperature | 1928 K |
| Line offset | 0.1 Mm |
| Beam current | 15 mA |
| Process Parameters | Values |
|---|---|
| Tool feed direction, (TFD) | Direction 1, Direction 2, Direction 3 |
| Cutting speed, (V) m/min | 50, 80 |
| Radial depth of cut, (Rd) mm | 2.4, 4.8 |
| Depth of cut, (d) mm | 0.4 |
| Feed rate, (f) mm/min | 30, 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alqahtani, K.N.; Dabwan, A.; Abualsauod, E.H.; Anwar, S.; Al-Samhan, A.M.; Kaid, H. Multi-Response Optimization of Additively Manufactured Ti6Al4V Component Using Grey Relational Analysis Coupled with Entropy Weights. Metals 2023, 13, 1130. https://doi.org/10.3390/met13061130
Alqahtani KN, Dabwan A, Abualsauod EH, Anwar S, Al-Samhan AM, Kaid H. Multi-Response Optimization of Additively Manufactured Ti6Al4V Component Using Grey Relational Analysis Coupled with Entropy Weights. Metals. 2023; 13(6):1130. https://doi.org/10.3390/met13061130
Chicago/Turabian StyleAlqahtani, Khaled N., Abdulmajeed Dabwan, Emad Hashiem Abualsauod, Saqib Anwar, Ali M. Al-Samhan, and Husam Kaid. 2023. "Multi-Response Optimization of Additively Manufactured Ti6Al4V Component Using Grey Relational Analysis Coupled with Entropy Weights" Metals 13, no. 6: 1130. https://doi.org/10.3390/met13061130
APA StyleAlqahtani, K. N., Dabwan, A., Abualsauod, E. H., Anwar, S., Al-Samhan, A. M., & Kaid, H. (2023). Multi-Response Optimization of Additively Manufactured Ti6Al4V Component Using Grey Relational Analysis Coupled with Entropy Weights. Metals, 13(6), 1130. https://doi.org/10.3390/met13061130