
Microstructure and Mechanical Properties of Friction Stir Welded DP1180 Steel Plates
 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
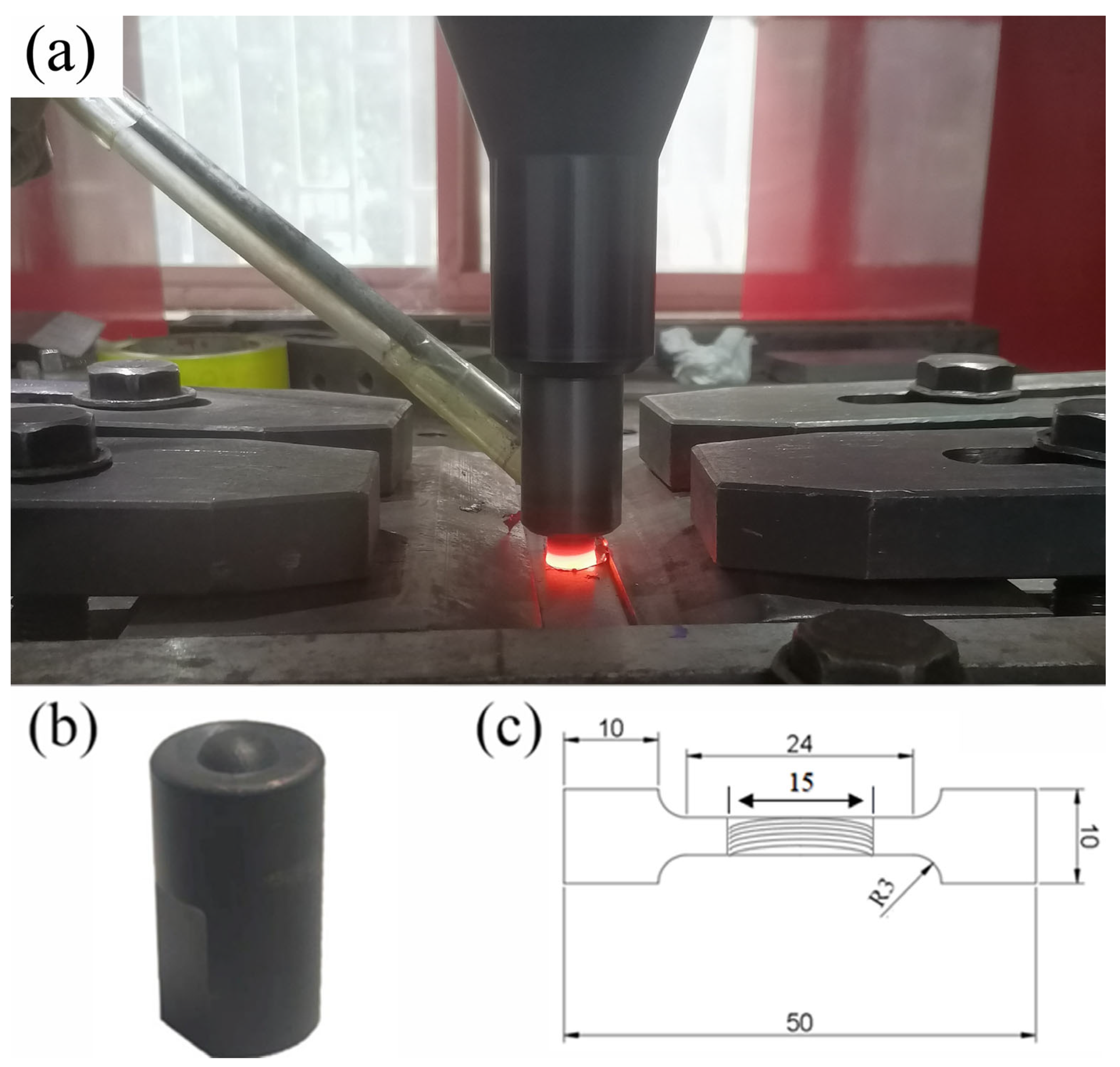
2.1. Material and Method
2.2. Microstructure Characterizations
2.3. Mechanical Properties
3. Results and Discussion
3.1. The Surface Appearance of the Joints
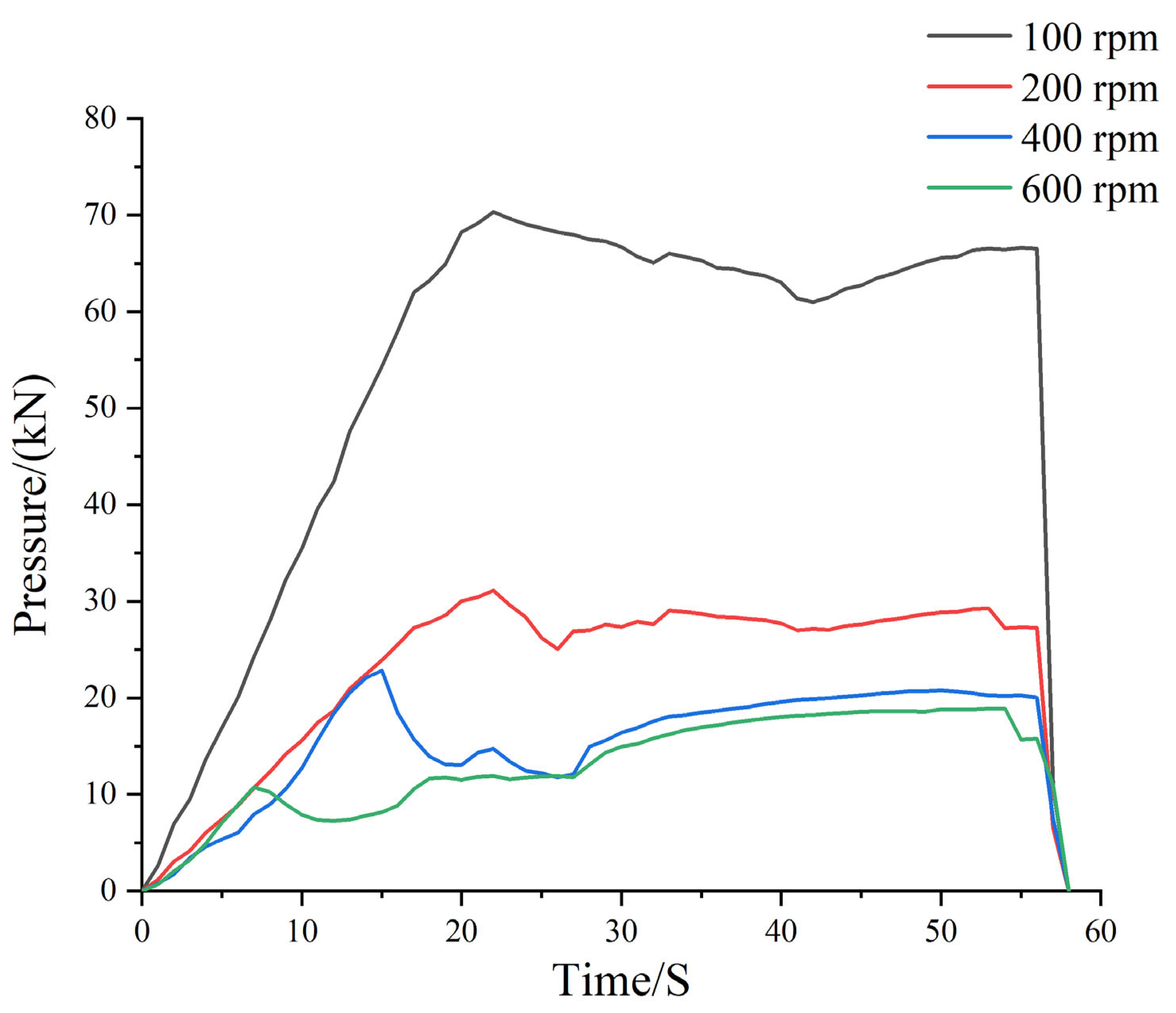
3.2. The Axis Force
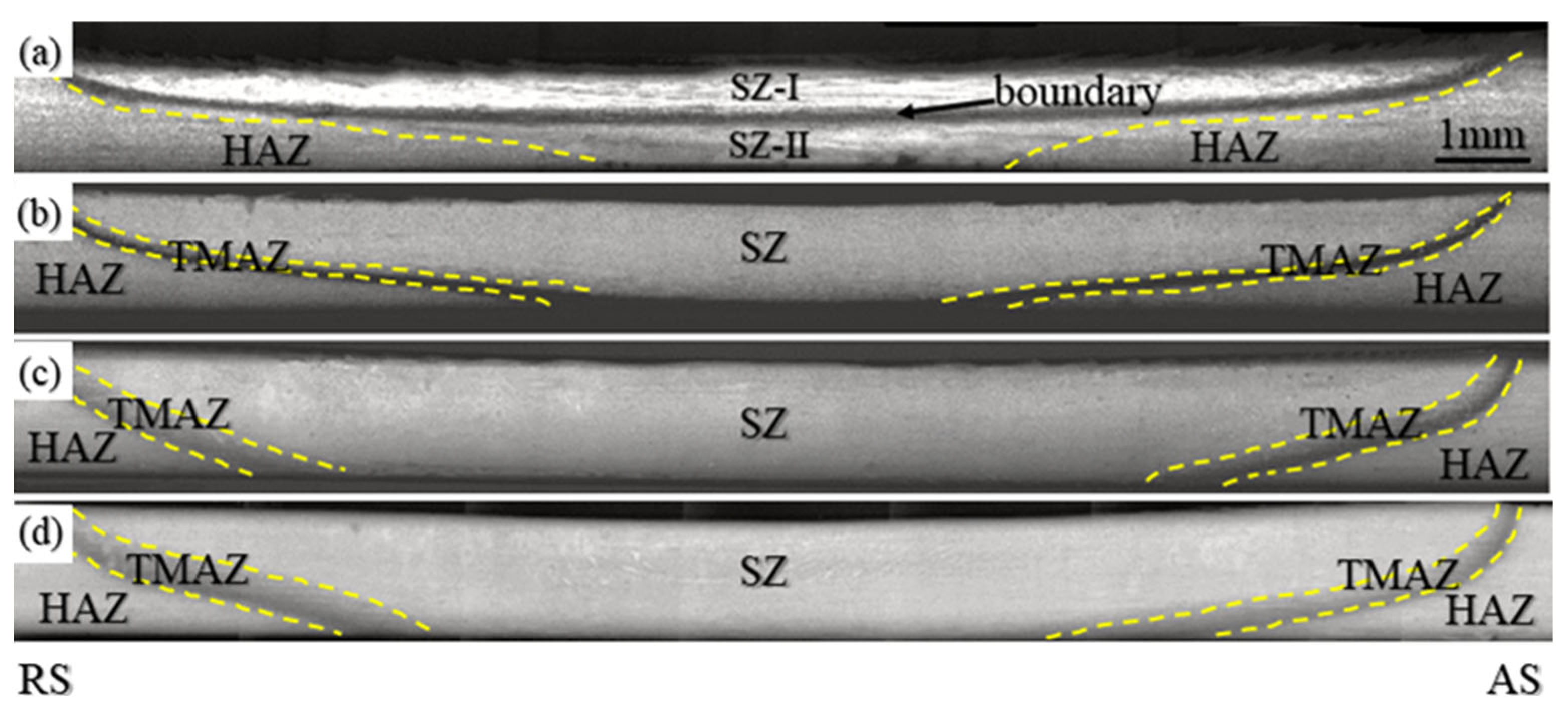
3.3. Macrographs of Joints
3.4. Microstructure
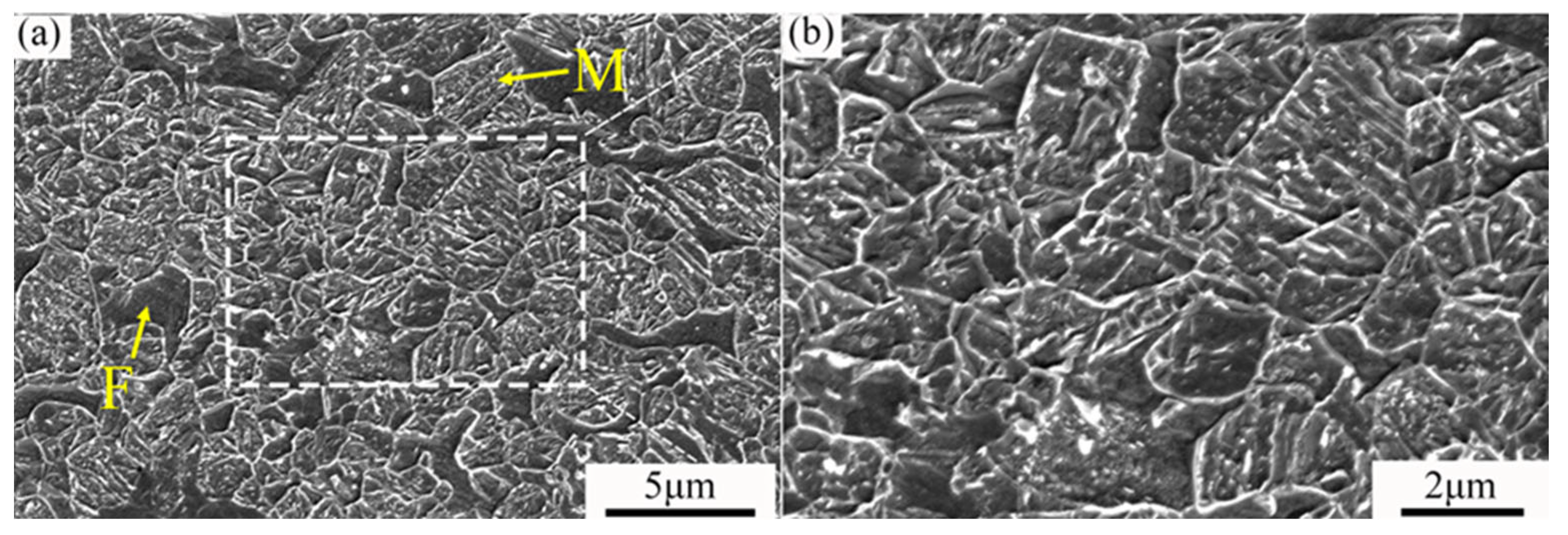
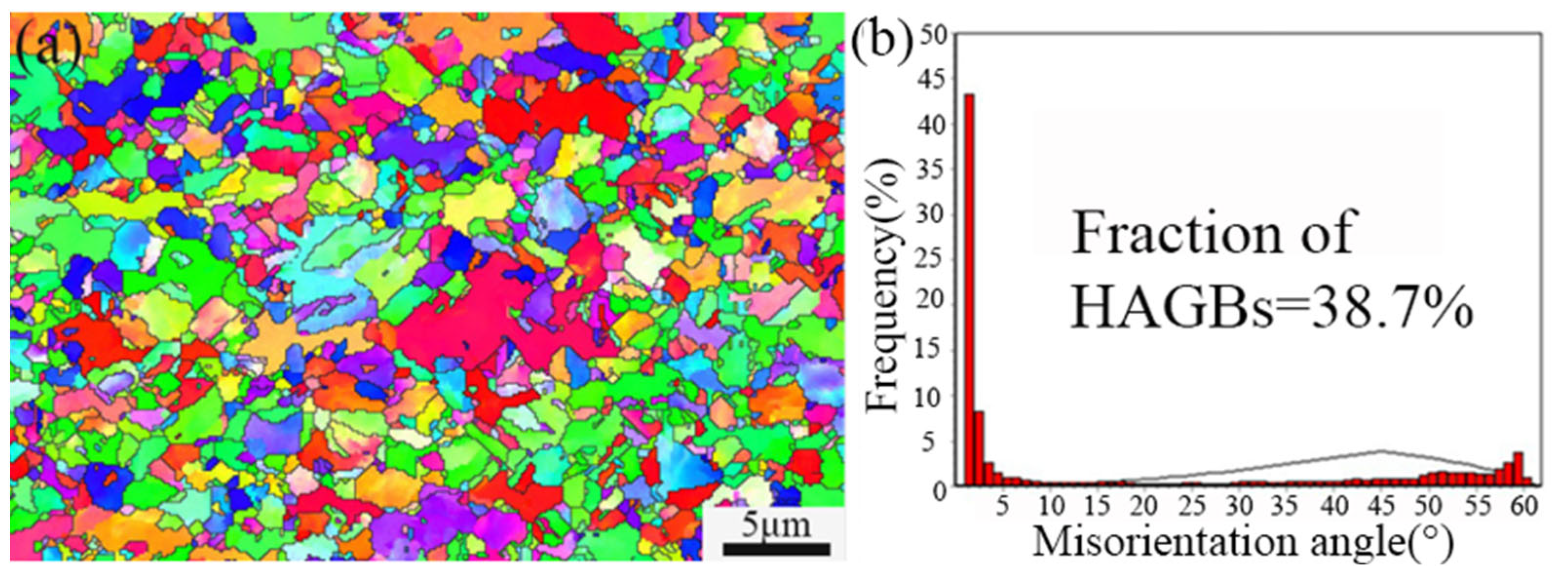
3.4.1. Base Material
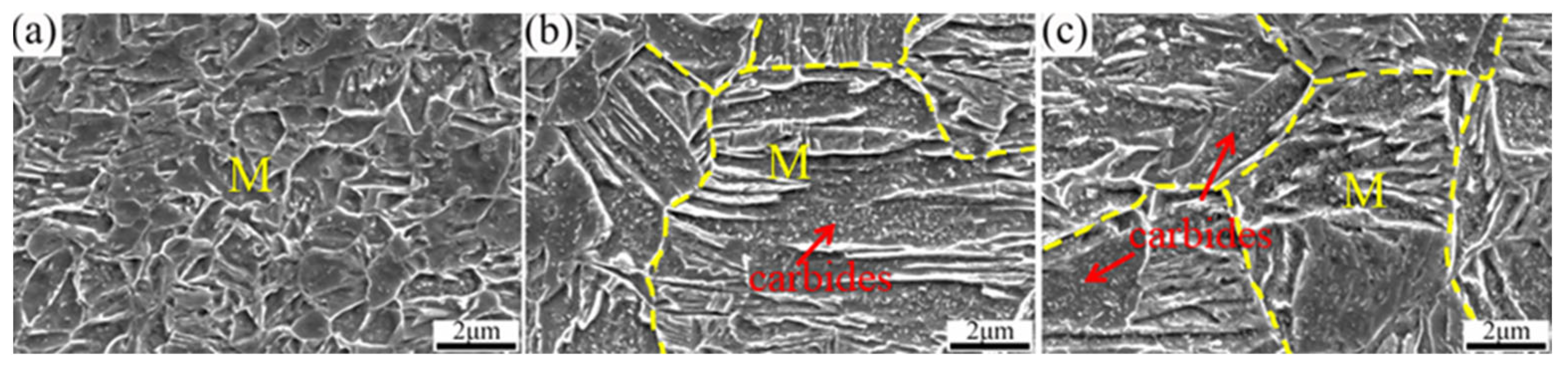
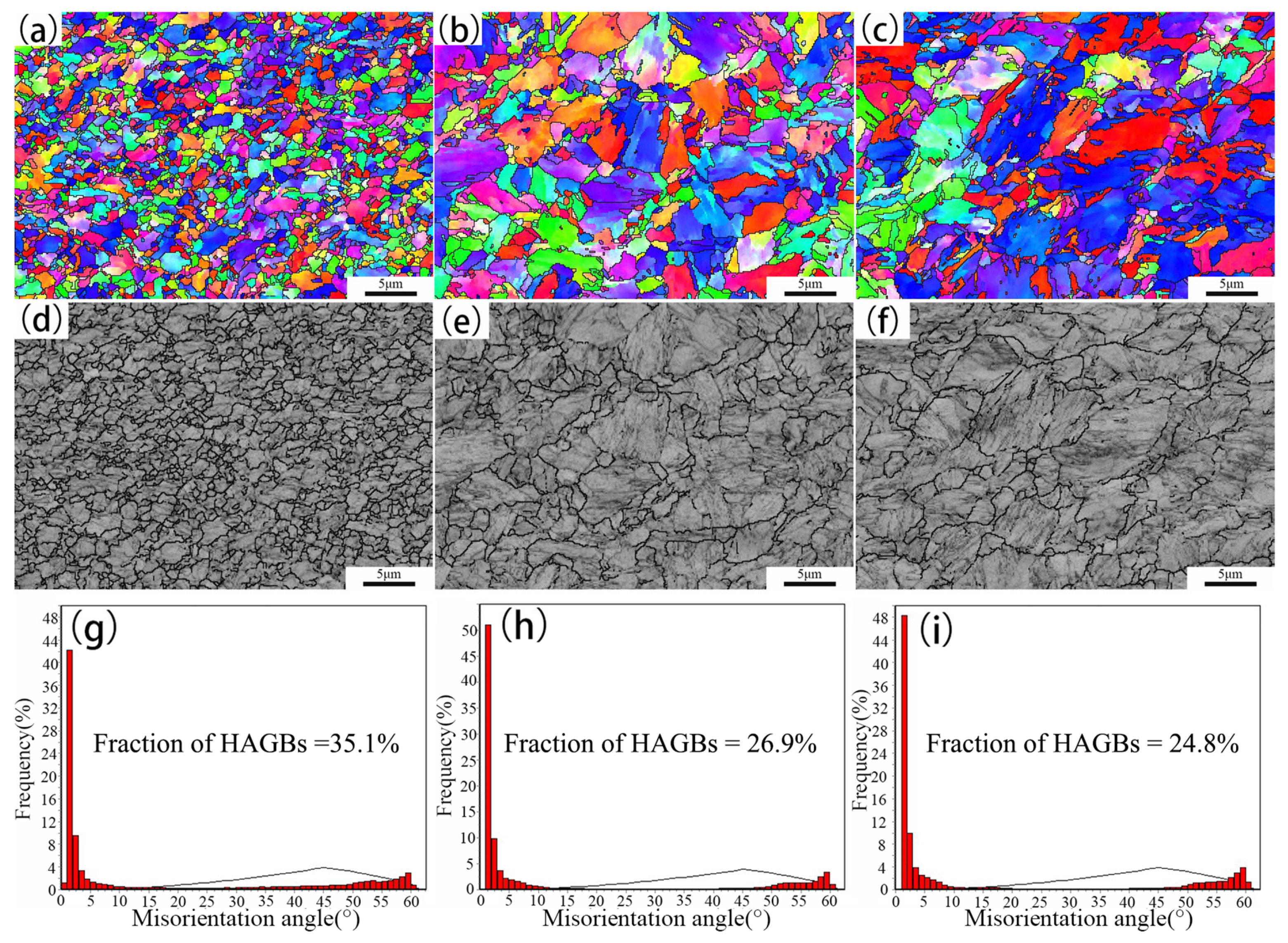
3.4.2. Stir Zone
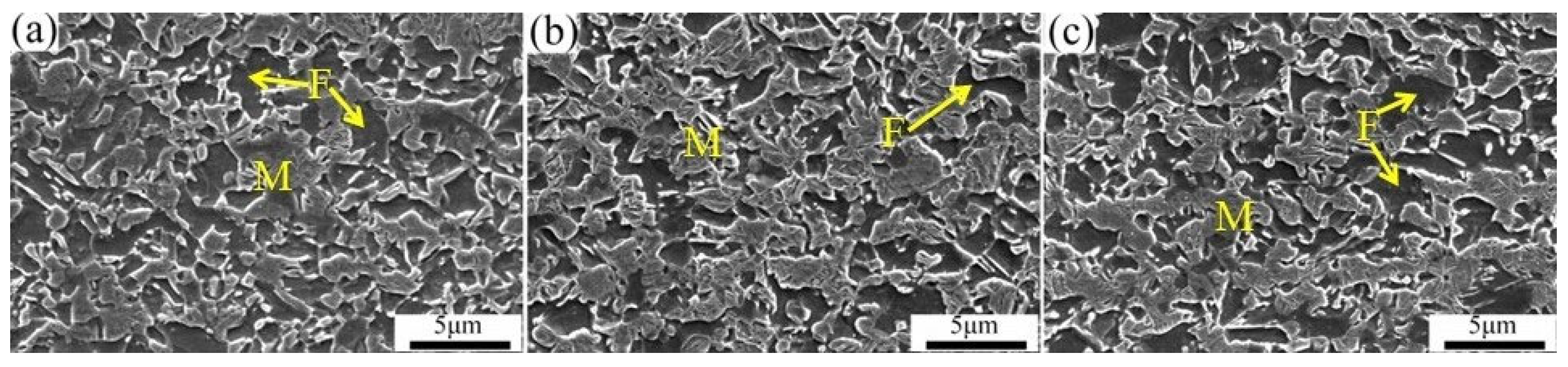
3.4.3. Thermo-Mechanically Affect Zone
3.4.4. Heat Affected Zone
3.5. Mechanical Properties
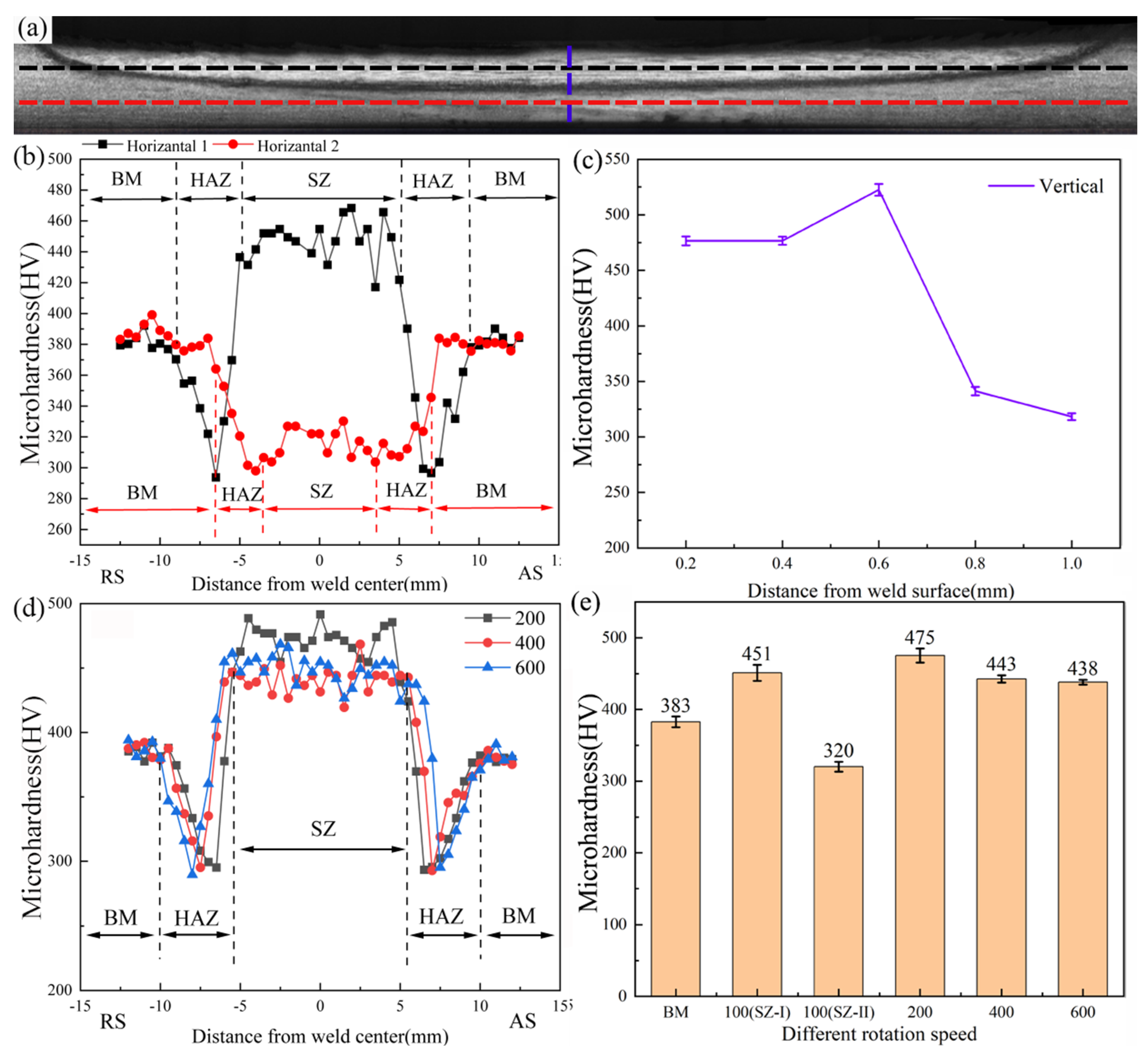
3.5.1. Microhardness
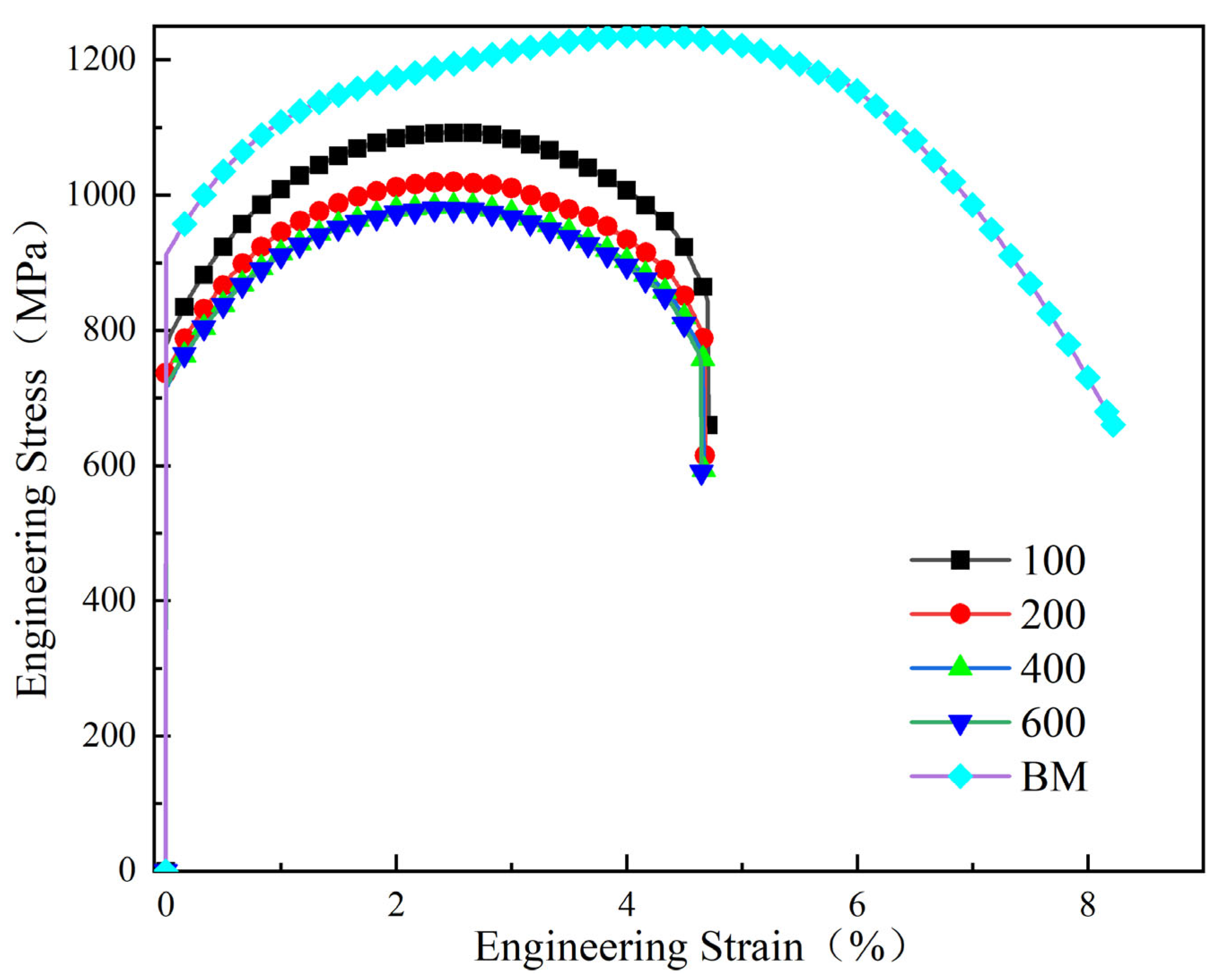
3.5.2. Tensile Strength
4. Conclusions
- When welded at 100 rpm, a black boundary was formed in SZ and divided the SZ in two parts. Due to the low heat input, ultrafine grains were formed in SZ-Ⅰ and SZ-Ⅱ. The peak temperature of SZ was exceeded Ac3 when the rotation speed over 200 rpm.
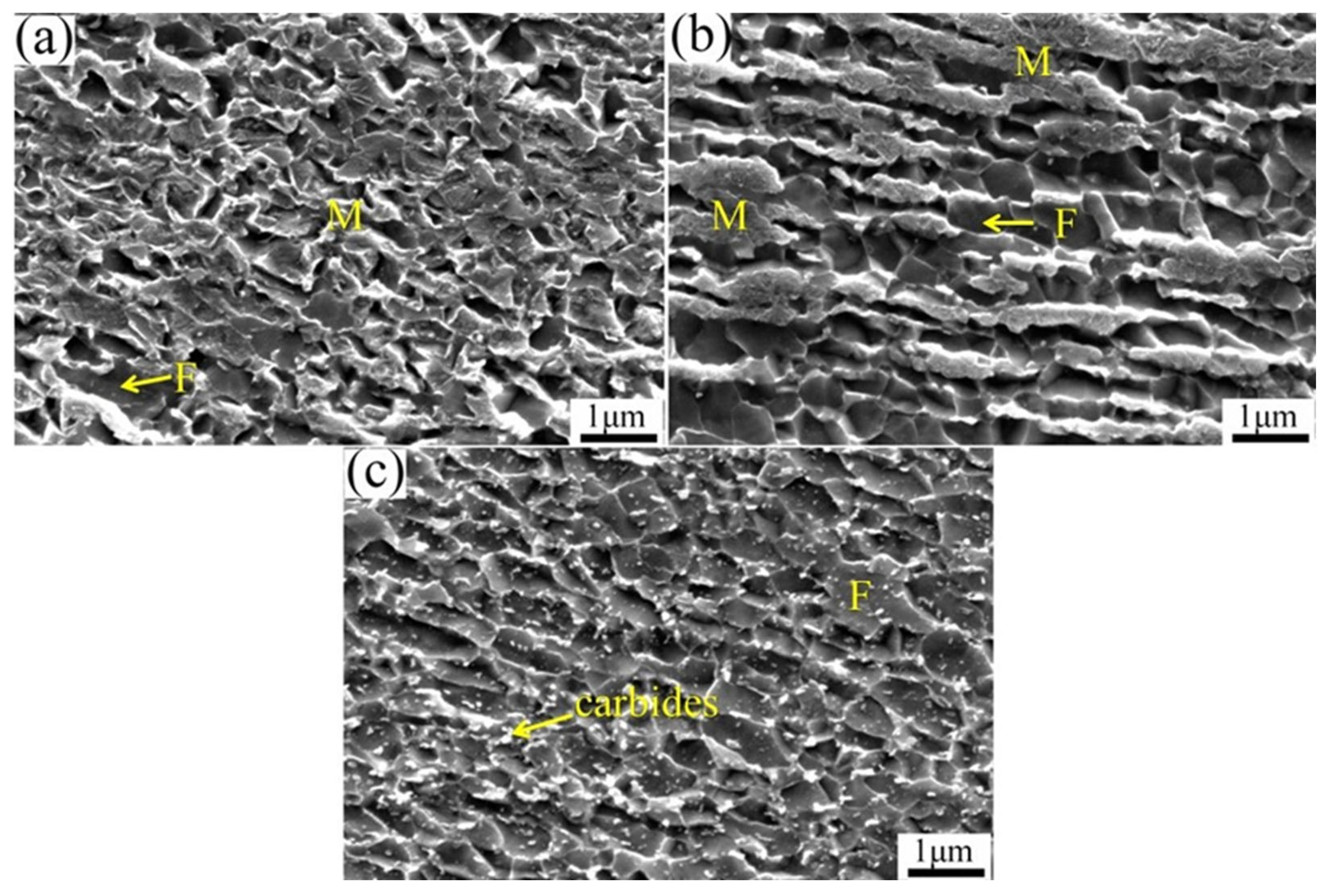
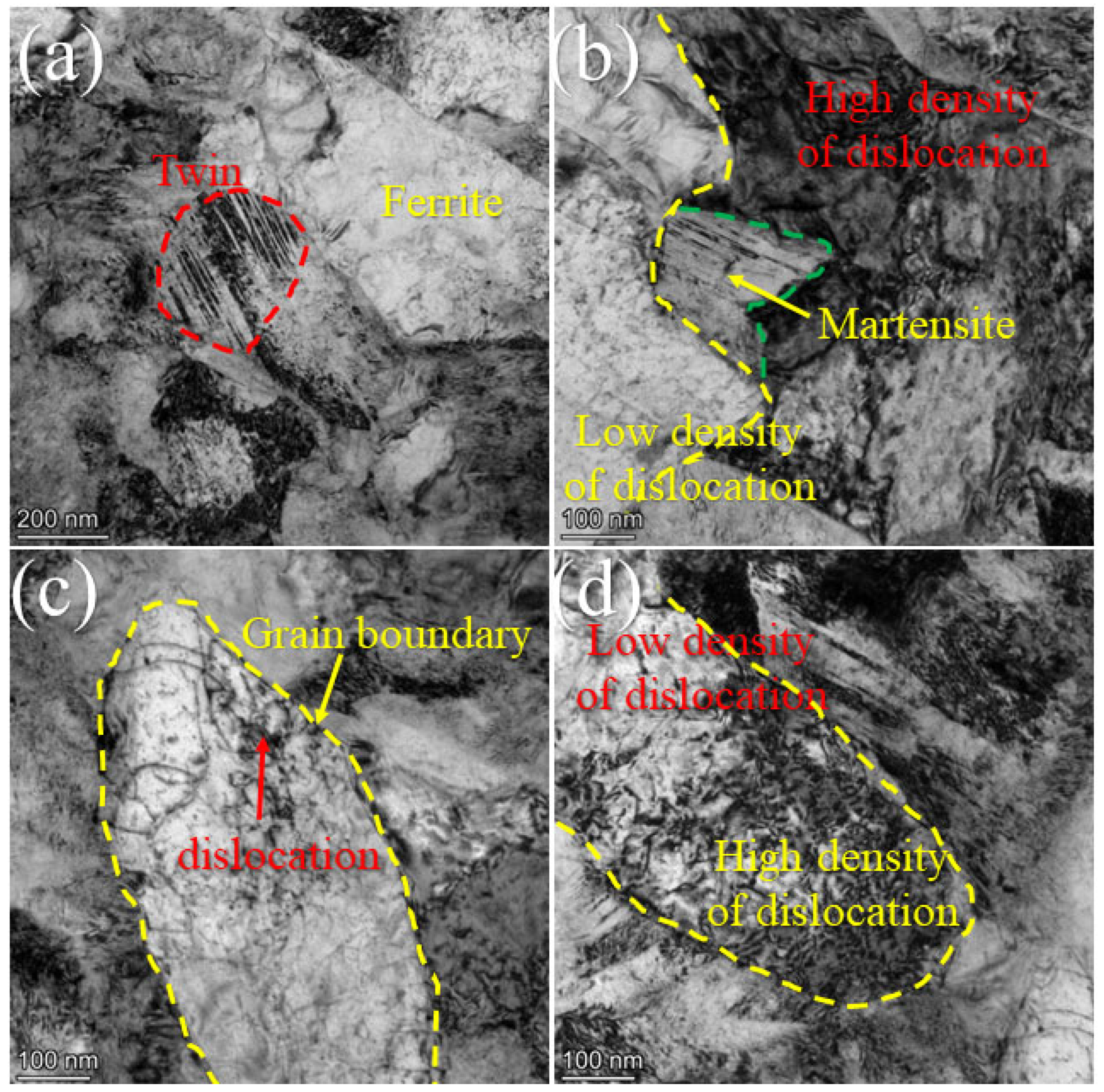
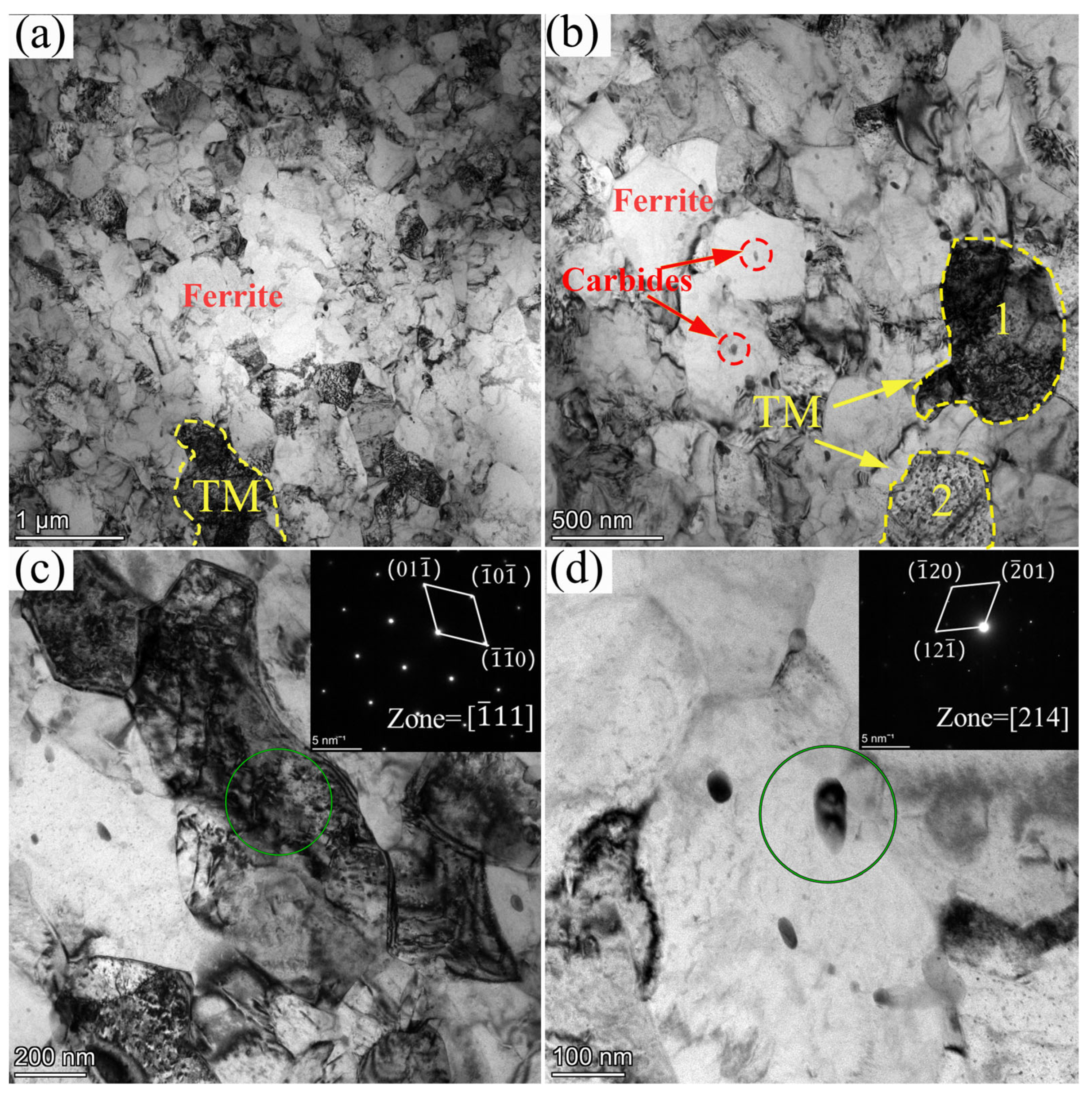
- The TMAZ of all joints was composed of martensite and ferrite, while the tempered martensite occurred in HAZ.
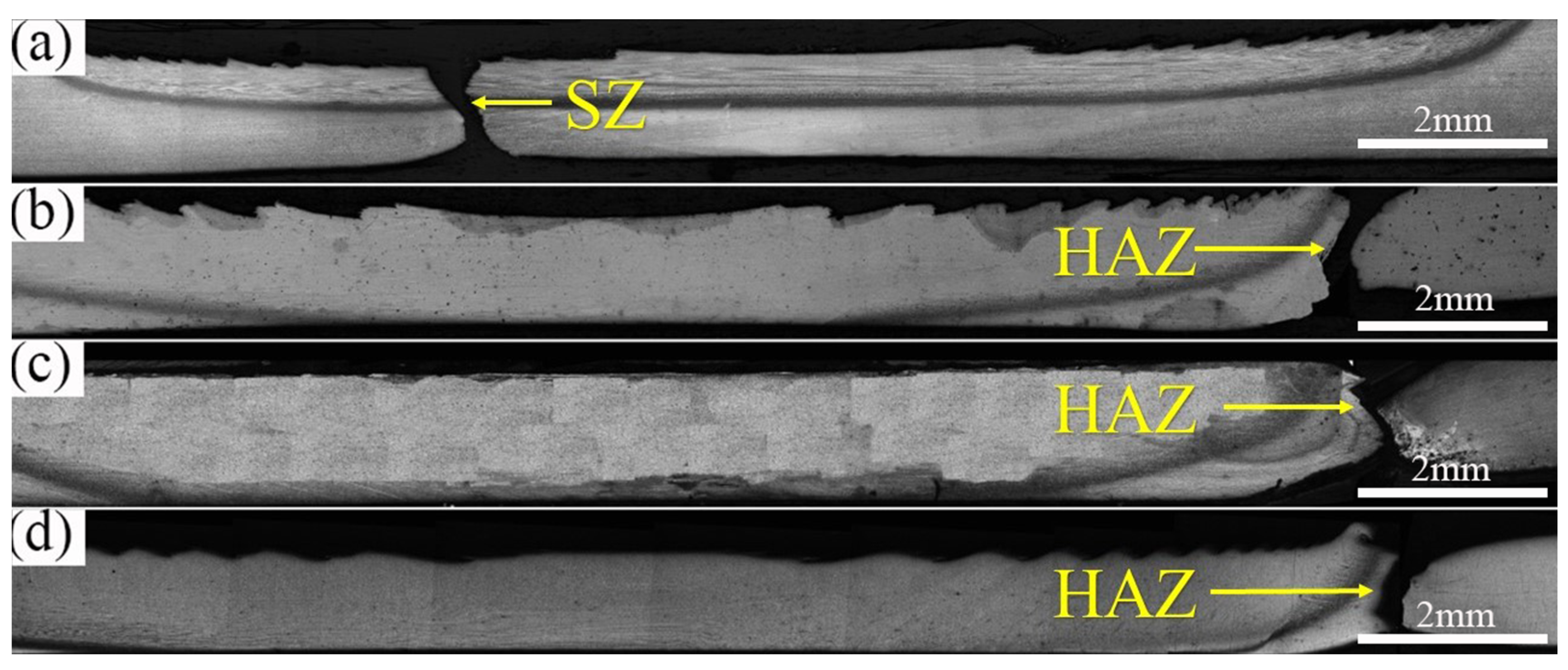
- All of the joints had the highest microhardness in SZ, while HAZ had the lowest microhardness. With increasing the rotation speed from 100 to 600 rpm, the UTS decreased from 1094 MPa to 981 MPa, and the plastic elongation of all joints was slightly decreased. The 100 rpm joint was fractured in SZ, while other joints fractured in HAZ.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, J.; Jiang, Z. Thermomechanical processing of advanced high strength steel. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Rashid, M.S. Dual phase steels. Annu. Rev. Mater. Res. 1981, 11, 245–266. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H.; Deng, Y.; Misra, R.D.K. Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite-ferrite dual phase steel. Mater. Sci. Eng. A 2015, 627, 230–240. [Google Scholar] [CrossRef]
- Andersson, J. Welding Metallurgy and Weldability of Superalloys. Metals 2020, 10, 143. [Google Scholar] [CrossRef] [Green Version]
- Fu, Z.H.; Yang, B.J.; Shan, M.L.; Li, T.; Zhu, Z.Y.; Ma, C.P.; Zhang, X.; Gou, G.Q.; Wang, Z.R.; Gao, W. Hydrogen embrittlement behavior of SUS301L-MT stainless steel laser-arc hybrid welded joint localized zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- He, H.; Farnoosh, F.; Volpp, J.; Robertson, S.M.; Vuorinen, E. Microstructure and Mechanical Properties of Laser-Welded DP Steels Used in the Automotive Industry. Materials 2021, 14, 456. [Google Scholar] [CrossRef]
- Alves, P.H.O.M.; Lima, M.S.F.; Raabe, D.; Sandim, H.R.Z. Laser beam welding of dual-phase DP1000 steel. J. Mater. Process. Technol. 2018, 252, 498–510. [Google Scholar] [CrossRef]
- Miles, M.P.; Pew, J.; Nelson, T.W.; Li, M. Comparison of formability of friction stir welded and laser welded dual phase 590 steel sheets. Sci. Technol. Weld. Join. 2006, 11, 384–388. [Google Scholar] [CrossRef]
- Fang, J.X.; Wang, J.X.; Wang, Y.J.; He, H.T.; Zhang, D.B.; Cao, Y. Microstructure evolution and deformation behavior during stretching of a compositionally inhomogeneous TWIP-TRIP cantor-like alloy by laser powder deposition. Mater. Sci. Eng. A 2022, 847, 143319. [Google Scholar] [CrossRef]
- Aktarera, S.M.; Küçükömeroğlub, T.; Davut, K. Friction stir processing of dual phase steel: Microstructural evolution and mechanical properties. Mater. Charact. 2019, 15, 109787. [Google Scholar] [CrossRef]
- Mahdi, M.; Amir, H.K.; Massoud, G.; Leo, A.I.K. Friction stir welding of advanced high strength dual phase steel: Microstructure, mechanical properties and fracture behavior. Mater. Sci. Eng. A 2020, 76, 138490. [Google Scholar]
- Xie, G.M.; Cui, H.B.; Luo, Z.A.; Yu, W.; Ma, J.; Wang, G.D. Effect of Rotation Rate on Microstructure and Mechanical Properties of Friction Stir Spot Welded DP780 Steel. J. Mater. Sci. Technol. 2016, 32, 326–332. [Google Scholar] [CrossRef]
- Wang, Z.W.; Xie, G.M.; Wang, D.; Zhang, H.; Ni, D.R.; Xue, P.; Xiao, B.L.; Ma, Z.Y. Microstructural Evolution and Mechanical Behavior of Friction-Stir-Welded DP1180 Advanced Ultrahigh Strength Steel. Acta Metall. Sin. Engl. Lett. 2020, 33, 58–66. [Google Scholar] [CrossRef] [Green Version]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Trzaska, J.; Dobrzański, L.A. Modelling of CCT diagrams for engineering and constructional steels. J. Mater. Process. Technol. 2008, 192, 504–510. [Google Scholar] [CrossRef]
- Ramesh, R.; Dinaharan, I.; Kumar, R.; Akinlabi, E.T.T. Microstructure and mechanical characterization of friction stir welded high strength low alloy steels. Mater. Sci. Eng. A 2017, 687, 39–46. [Google Scholar] [CrossRef]
- Crăcănel, M.O.; Niţu, E.L.; Iordache, D.M. Characteristics of steels joints obtained by the FSW process-a brief review. Key Eng. Mater. 2021, 890, 120–137. [Google Scholar] [CrossRef]
- Kim, Y.G.; Kim, J.S.; Kim, I.J. Effect of process parameters on optimum welding condition of DP590 steel by friction stir welding. J. Mech. Sci. Technol. 2014, 28, 5143–5148. [Google Scholar] [CrossRef]
- Gladys, P.M.; Hugo, L.F.; Patricia, Z.R.; Argelia, M.P.; Felipe, A.R.V. Microstructural Development in a TRIP-780 Steel Joined by Friction Stir Welding (FSW): Quantitative Evaluations and Comparisons with EBSD Predictions. Soldag. Insp. 2016, 2, 146–155. [Google Scholar]
- Avinish, T.; Pardeep, P.; Saurav, S.; Pankaj, B. CFD Modelling of Temperature Distribution and Material Flow Investigation During FSW of DH36 Shipbuilding Grade Steel. Trans. Indian Inst. Met. 2020, 7, 2291–2307. [Google Scholar]
- Cho, J.H.; Boyce, D.E.; Dawson, P.R. Modeling strain hardening and texture evolution in friction stir welding of stainless steel. Mater. Sci. Eng. A-Struct. 2005, 39, 146–163. [Google Scholar] [CrossRef]
- Sun, Y.F.; Fujii, H.; Satoa, Y.; Morisada, Y. Friction stir spot welding of SPCC low carbon steel plates at extremely low welding temperature. J. Mater. Sci. Technol. 2019, 35, 733–741. [Google Scholar] [CrossRef]
- Lobodyuk, V.A.; Meshkov, Y.Y. Peculiarities of the crystal structure of the Martensite in Carbon Steels. Metallofiz. Nov. Tekh. 2021, 4, 1031–1043. [Google Scholar] [CrossRef]
- Yamamoto, H.; Nishiura, T.; Nishibata, H.; Yonemura, M.; Fujiwara, K.; Kawano, K.; Ito, K. Surface Microstructure Modifications of Low Carbon Steel Welds Produced by Low-Heat-Input Friction Stir Processing. Mater. Trans. 2020, 61, 1613–1619. [Google Scholar] [CrossRef]
- Sorger, G.; Sarikka, T.; Vilaca, P.; Santos, T.G. Effect of processing temperatures on the properties of a high-strength steel welded by FSW. Weld. World 2018, 62, 1173–1185. [Google Scholar] [CrossRef] [Green Version]
- Di Martino, S.F.; Thewlis, G. Transformation Characteristics of Ferrite/Carbide Aggregate in Continuously Cooled, Low Carbon-Manganese Steels. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 579–594. [Google Scholar] [CrossRef]
- Sackl, S.; Clemens, H.; Primig, S. Investigation of the Self Tempering Effect of Martensite by Means of Atom Probe Tomography. Prakt. Metallogr. Pract. Metallogr. 2015, 52, 374–383. [Google Scholar] [CrossRef]
- Iqbal, Z.; Bazoune, A.; Al-Badour, F.; Shuaib, A.; Merah, N. Effect of Tool Rotational Speed on Friction Stir Welding of ASTM A516-70 Steel Using W-25%Re Alloy Tool. Arab. J. Sci. Eng. 2019, 44, 1233–1242. [Google Scholar] [CrossRef]
- Furuhara, T.; Kobayashi, K.; Maki, T. Control of cementite precipitation in lath martensite by rapid heating and tempering. ISIJ Int. 2005, 44, 1937–1944. [Google Scholar] [CrossRef]
- Long, S.-L.; Liang, Y.-L.; Jiang, Y.; Liang, Y.; Yang, M.; Yi, Y.-L. Effect of quenching temperature on martensite multi-level microstructures and properties of strength and toughness in 20CrNi2Mo steel. Mater. Sci. Eng. A 2016, 44, 38–47. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Sietsma, J.; Santofimia, M.J. The role of the austenite grain size in the martensitic transformation in low carbon steels. Mater. Des. 2019, 167, 107625. [Google Scholar] [CrossRef]
- Fan, Z.J.; Shen, Y.Z.; Xu, Z.Q.; Zhu, P.C.; Liu, H.; Ma, Y.F.; Guan, W.Q. Evolution of Precipitate Phases in Ferritic and Martensitic Steel P92 During Normalizing and Tempering. JOM 2022, 74, 3578–3594. [Google Scholar] [CrossRef]
- Ahmadi, M.; Pahlavani, M.; Rahmatabadi, D.; Marzbanrad, J.; Hashemi, R.; Afkar, A. An Exhaustive Evaluation of Fracture Toughness, Microstructure, and Mechanical Characteristics of Friction Stir Welded Al6061 Alloy and Parameter Model Fitting Using Response Surface Methodology. J. Mater. Eng. Perform. 2022, 31, 3418–3436. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.; Robson, J.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Zhao, X.; Yang, Z.; Zheng, C.; Zhang, F.; Long, X. In situ observation of bainitic transformation behavior in medium carbon bainitic steel. J. Mater. Res. Technol. 2022, 21, 330–338. [Google Scholar] [CrossRef]
- Morsdorf, L.; Emelina, E.; Gault, B.; Herbig, M.; Tasan, C. Carbon redistribution in quenched and tempered lath martensite. Acta Mater. 2021, 205, 116521. [Google Scholar] [CrossRef]
- Hernandez, V.B.; Nayak, S.S.; Zhou, Y. Tempering of martensite in dual-phase steels and its effects on softening behavior. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 3115–3129. [Google Scholar] [CrossRef]
- Mine, Y.; Hirashita, K.; Takashima, H.; Matsuda, M.; Takashima, K. Micro-tension behaviour of lath martensite structures of carbon steel. Mater. Sci. Eng. A 2013, 560, 535–544. [Google Scholar] [CrossRef]
- Galindo-Nava, E.; Rivera-Díaz-Del-Castillo, P. A model for the microstructure behaviour and strength evolution in lath martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef] [Green Version]
- Ragab, M.; Liu, H.; Ahmed, M.M.; Yang, G.J.; Lou, Z.J.; Mehboob, G. Microstructure evolution during friction stir welding of 1Cr11Ni2W2MoV martensitic stainless steel at different tool rotation rates. Mater. Charact. 2021, 182, 111561. [Google Scholar] [CrossRef]
- Gaddam, S.; Haridas, R.S.; Tammana, D.; Sanabria, C.; Lammi, C.J.; Berman, D.; Mishra, R.S. Double-sided friction stir welding of Nitronic-40 stainless steel for application in tokamak devices. J. Mater. Sci. Technol. 2023, 159, 170–183. [Google Scholar] [CrossRef]
- Aminzadeh, A.; Parvizi, A.; Safdarian, R.; Rahmatabadi, D. Comparison between laser beam and gas tungsten arc tailored welded blanks via deep drawing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 673–688. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Cu | Al | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.18 | 0.60 | 2.4 | 0.02 | 0.01 | 0.02 | 0.05 | 0.005 | 0.01 | Bal. |
| Tool Rotation Speed (rpm) | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Plastic Elongation (%) | Failure Location |
|---|---|---|---|---|
| BM | 1236 ± 10 | 964 | 8.22 | - |
| 100 | 1094 ± 10 | 845 | 4.71 | SZ |
| 200 | 1020 ± 8 | 806 | 4.68 | HAZ |
| 400 | 985 ± 6 | 733 | 4.67 | HAZ |
| 600 | 981 ± 5 | 733 | 4.65 | HAZ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, C.; Li, S.; Wang, B.; Wang, N.; Zhang, Q.; Sun, Y.; Wang, L.; Guan, S. Microstructure and Mechanical Properties of Friction Stir Welded DP1180 Steel Plates. Metals 2023, 13, 1164. https://doi.org/10.3390/met13071164
Zhao C, Li S, Wang B, Wang N, Zhang Q, Sun Y, Wang L, Guan S. Microstructure and Mechanical Properties of Friction Stir Welded DP1180 Steel Plates. Metals. 2023; 13(7):1164. https://doi.org/10.3390/met13071164
Chicago/Turabian StyleZhao, Chen, Shuai Li, Binbin Wang, Naiqian Wang, Qi Zhang, Yufeng Sun, Liguo Wang, and Shaokang Guan. 2023. "Microstructure and Mechanical Properties of Friction Stir Welded DP1180 Steel Plates" Metals 13, no. 7: 1164. https://doi.org/10.3390/met13071164