
Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
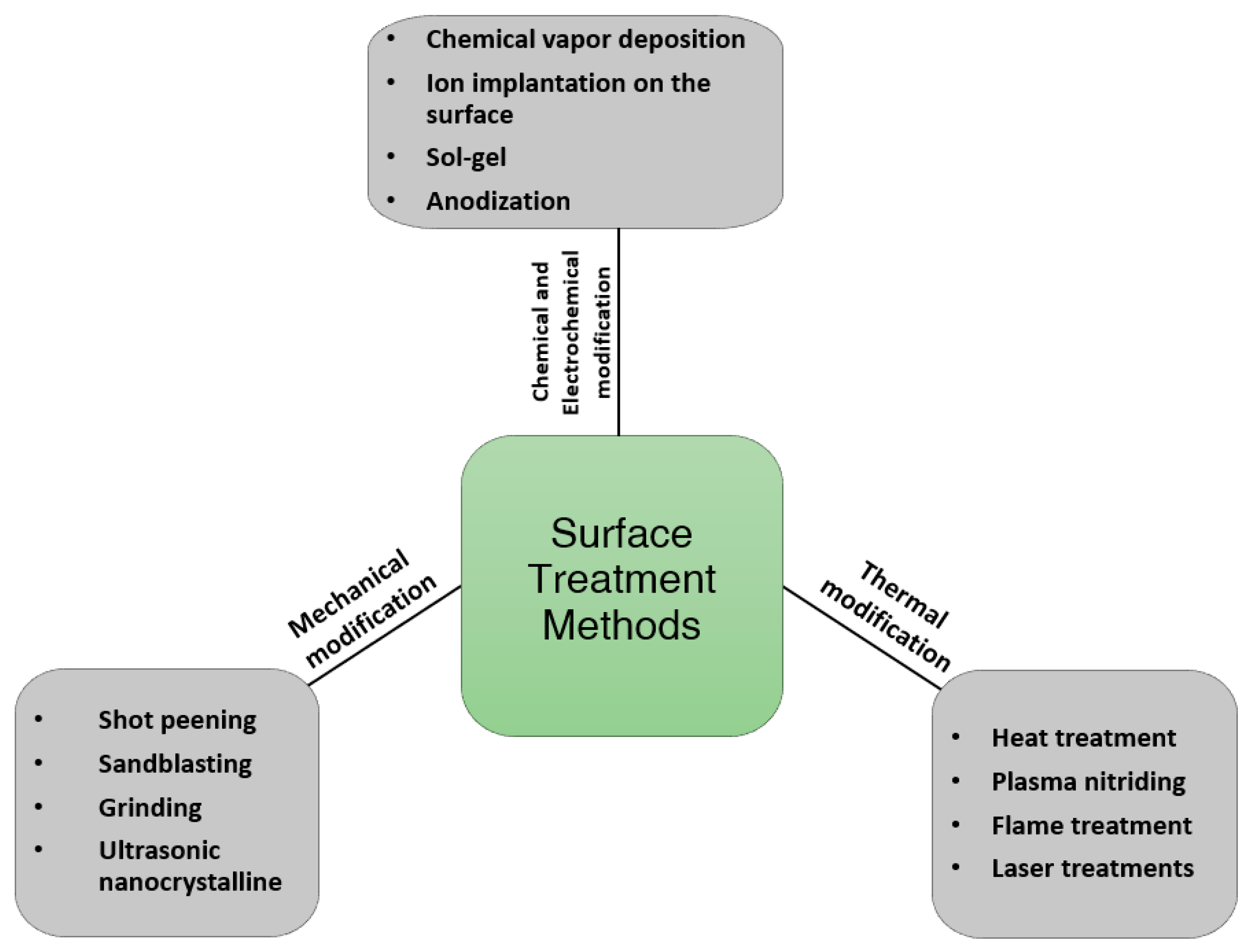
2. Surface Treatment Methods: Theoretical Background

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface Modification Method | Surface Quality | Application | Advantages | Disadvantages |
|---|---|---|---|---|
| Mechanical | Increased surface hardness, improved wear resistance [16] | Manufacturing, tooling, automotive | Simple and cost-effective, can be performed on a wide range of materials [17,18,19] | Can result in surface damage, limited control over surface morphology and composition [20] |
| Thermal | Controlled microstructure, improved wear resistance | Aerospace, automotive, biomedical [21] | Precise control over surface morphology, composition, and structure | Limited to certain material types, requires specialized equipment [22,23] |
| Chemical and electrochemical | Smooth surface finish | Corrosion protection, improved biocompatibility [24] | Good adhesion to substrate, can selectively modify surface chemistry [25] | Limited to certain material types, requires careful control of reaction conditions [26] |
2.1. Mechanical Methods
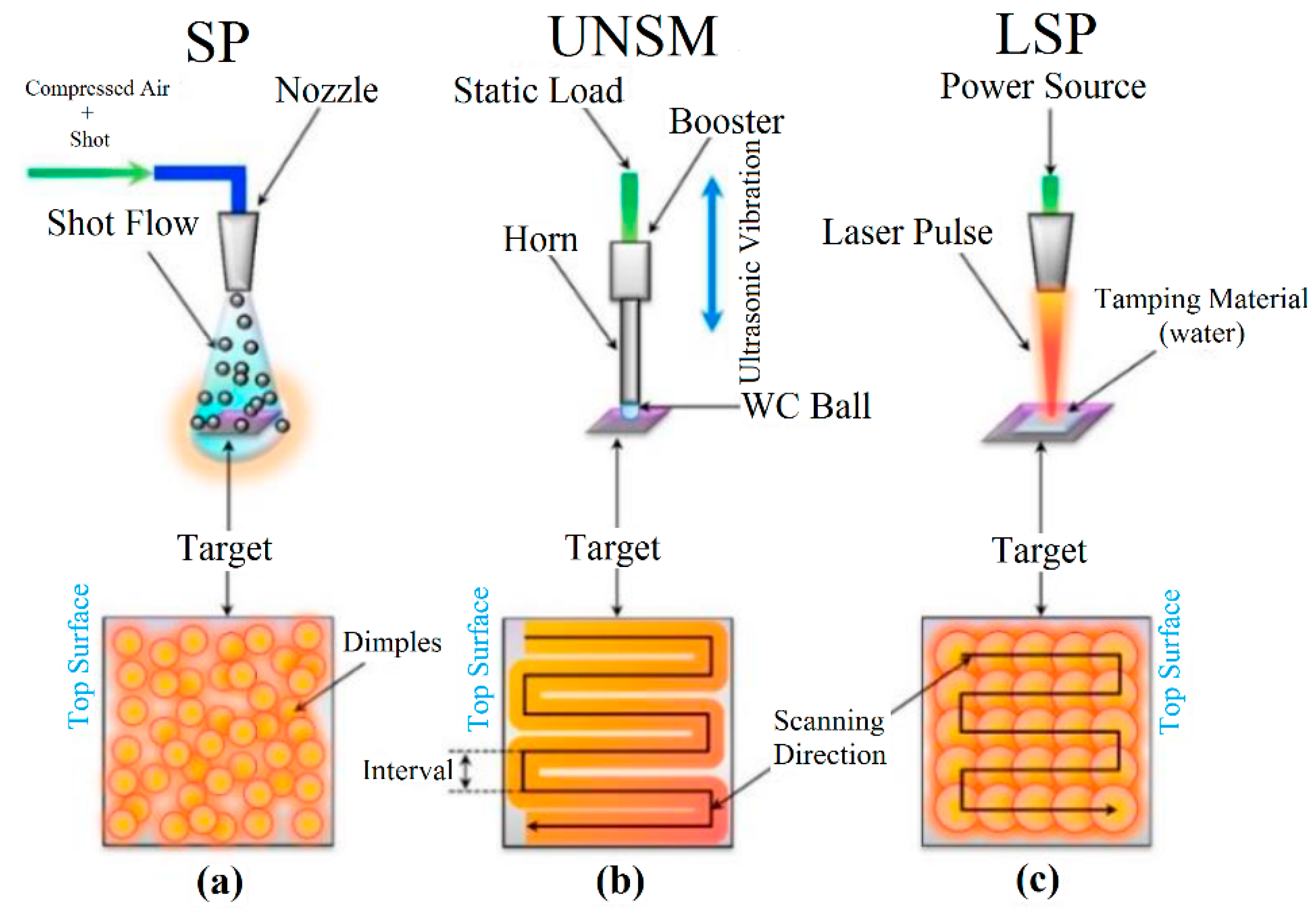
2.1.1. Shot Peening

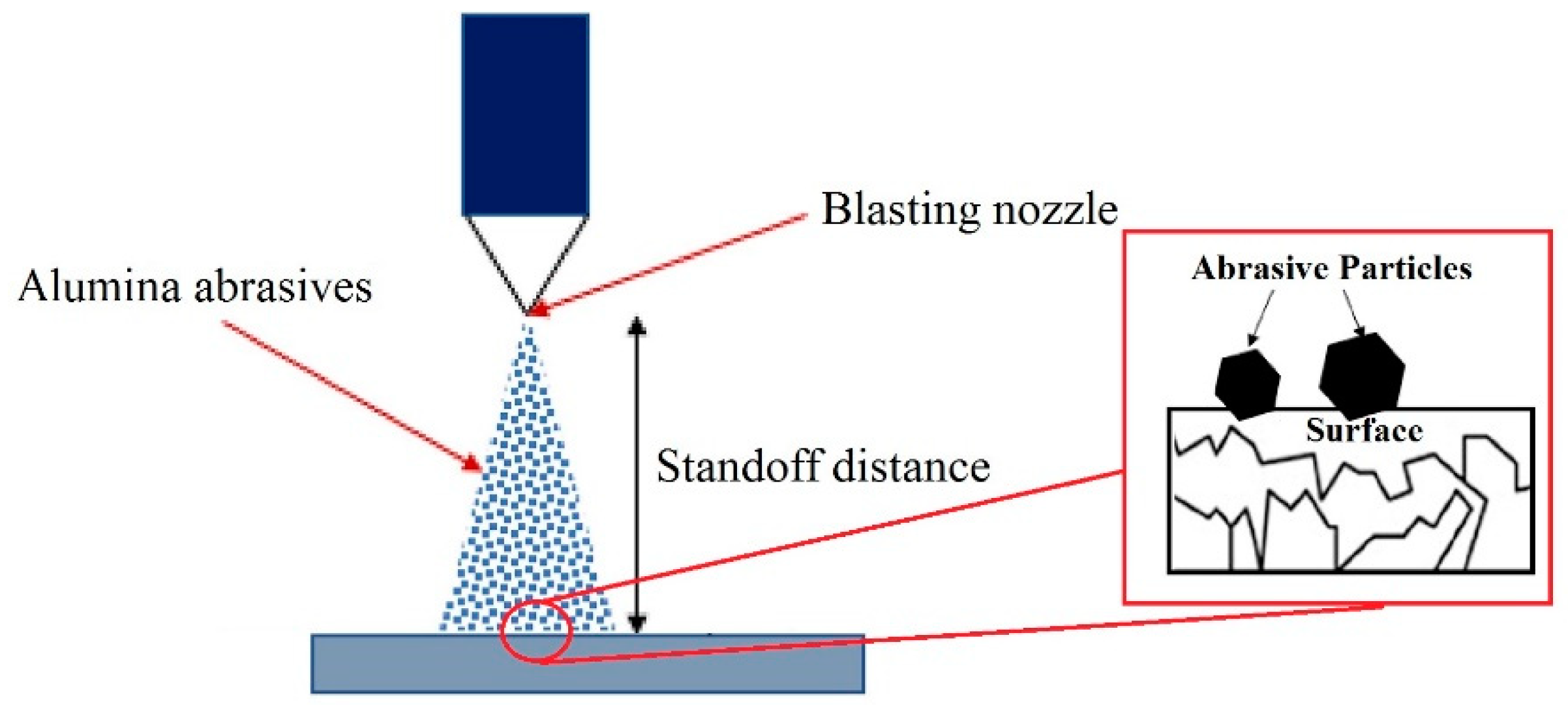
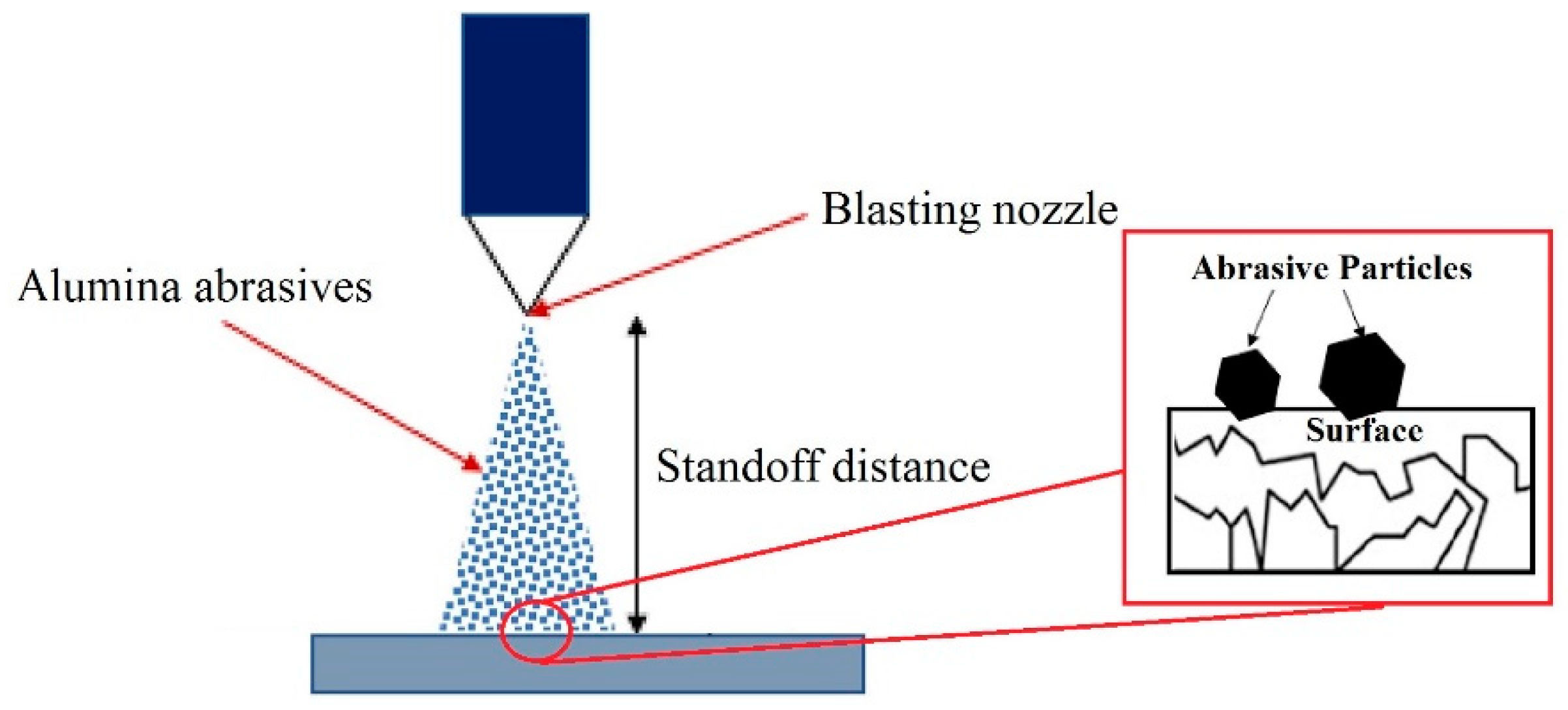
2.1.2. Sand Blasting
2.1.3. Grinding Treatment
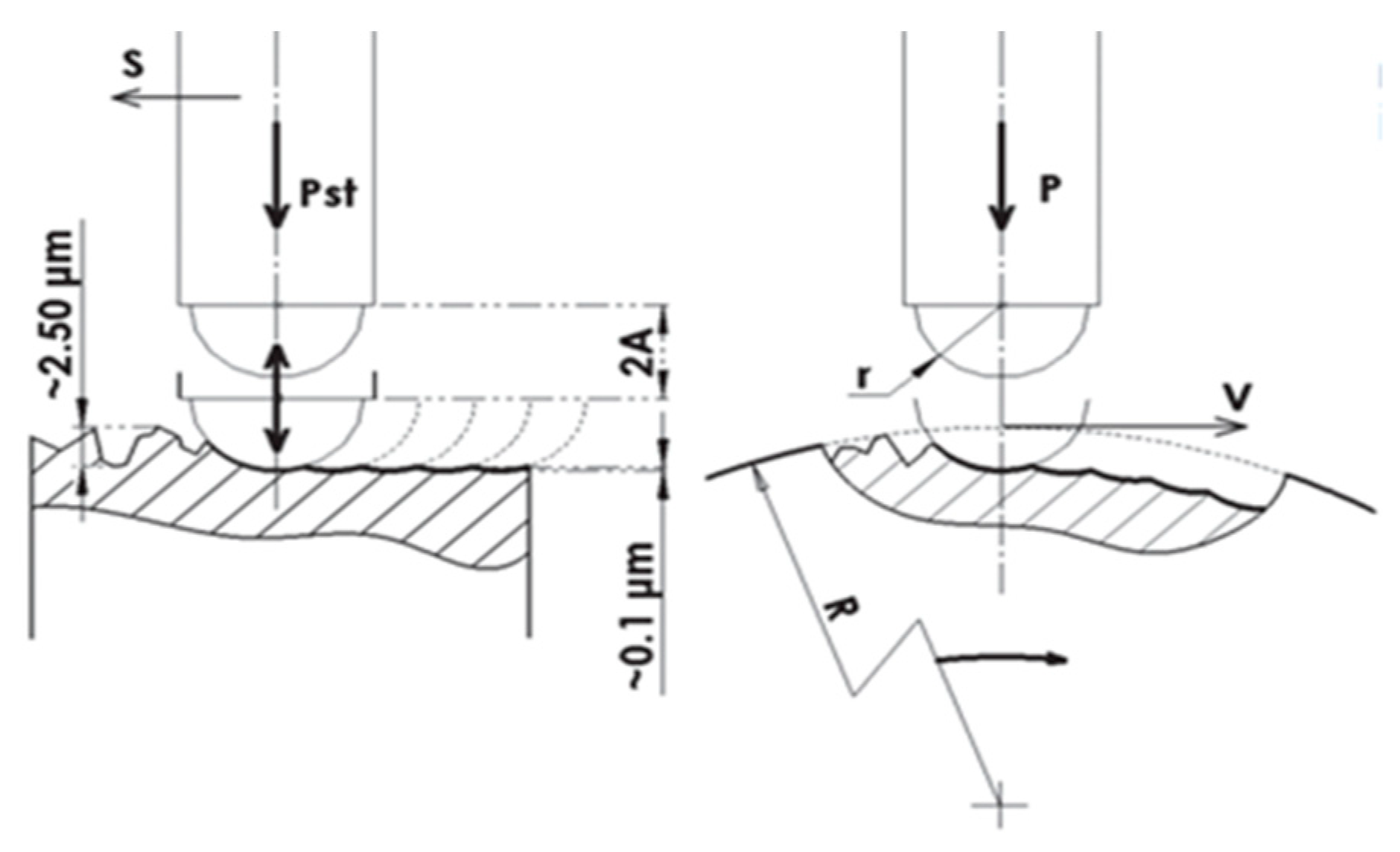
2.1.4. Ultrasonic Nanocrystalline
2.2. Thermal Methods
2.2.1. Surface Heat Treatments
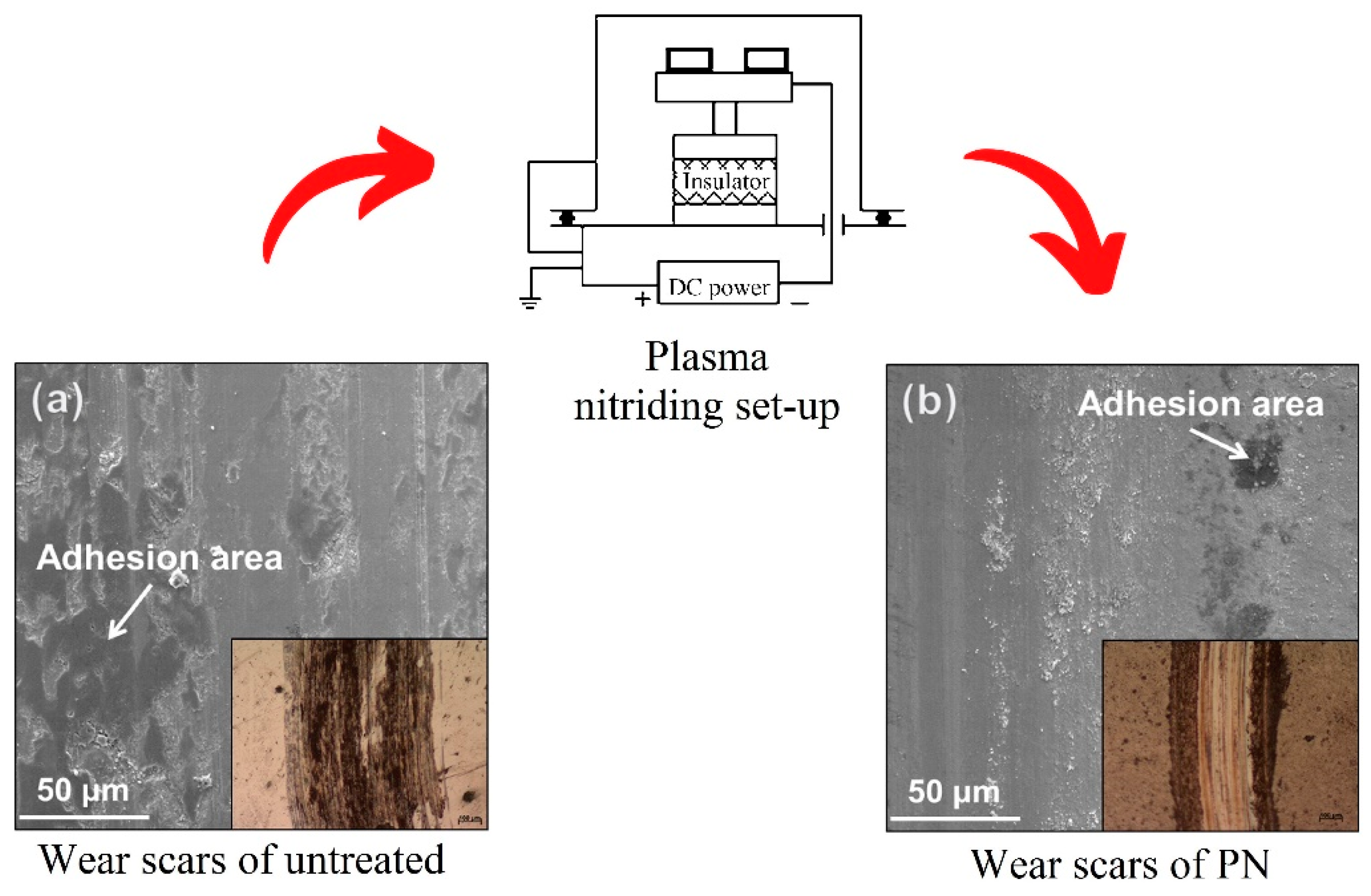
2.2.2. Plasma Nitriding
2.2.3. Flame Treatment
2.2.4. Laser Treatment
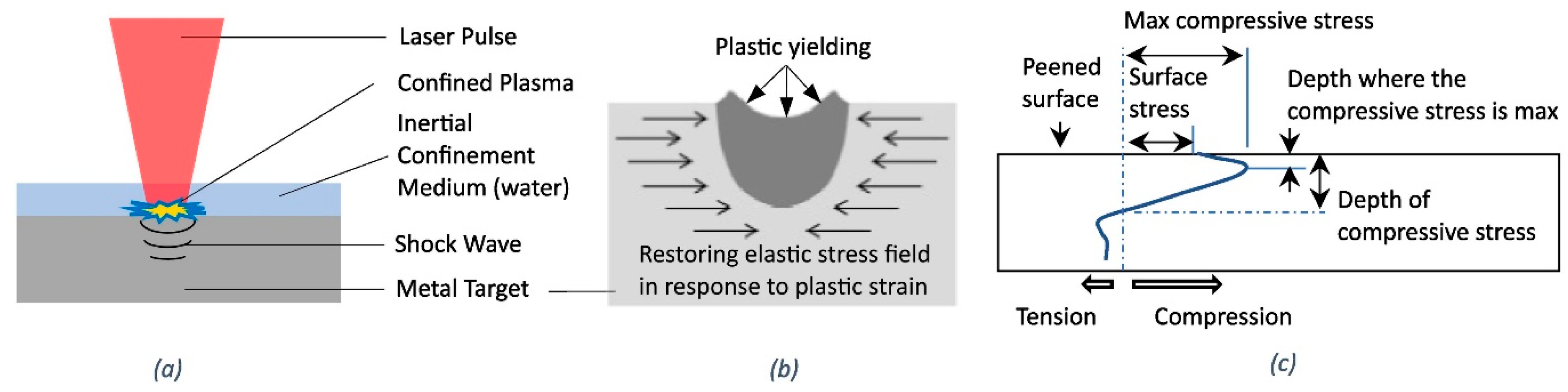
Laser Shock Peening
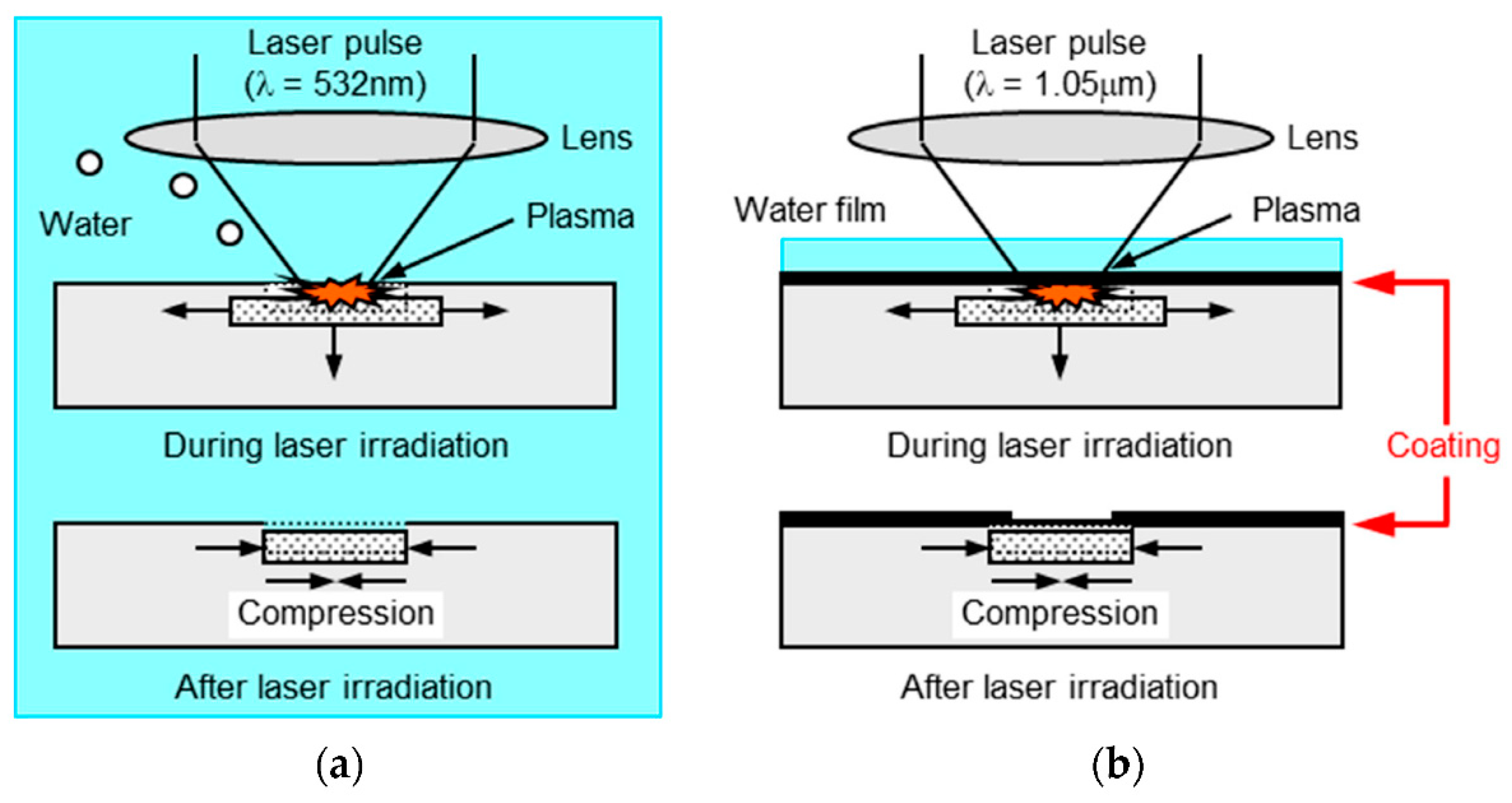
Submerged Laser Peening
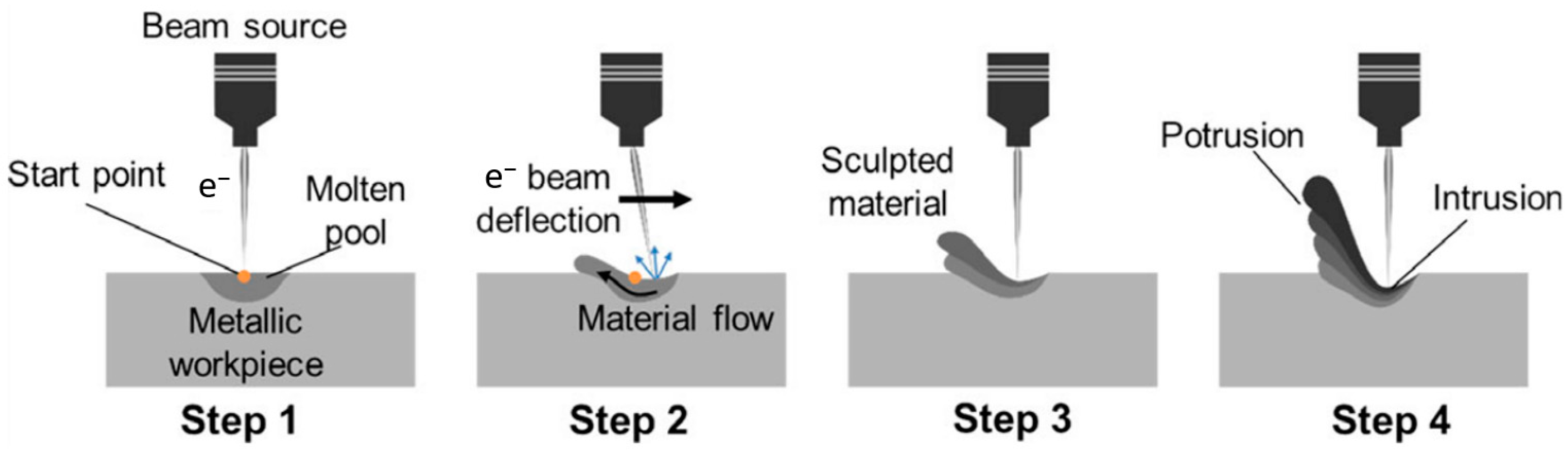
Surfi-Sculpt Processing (Three-Dimensional Laser Surface Modification)
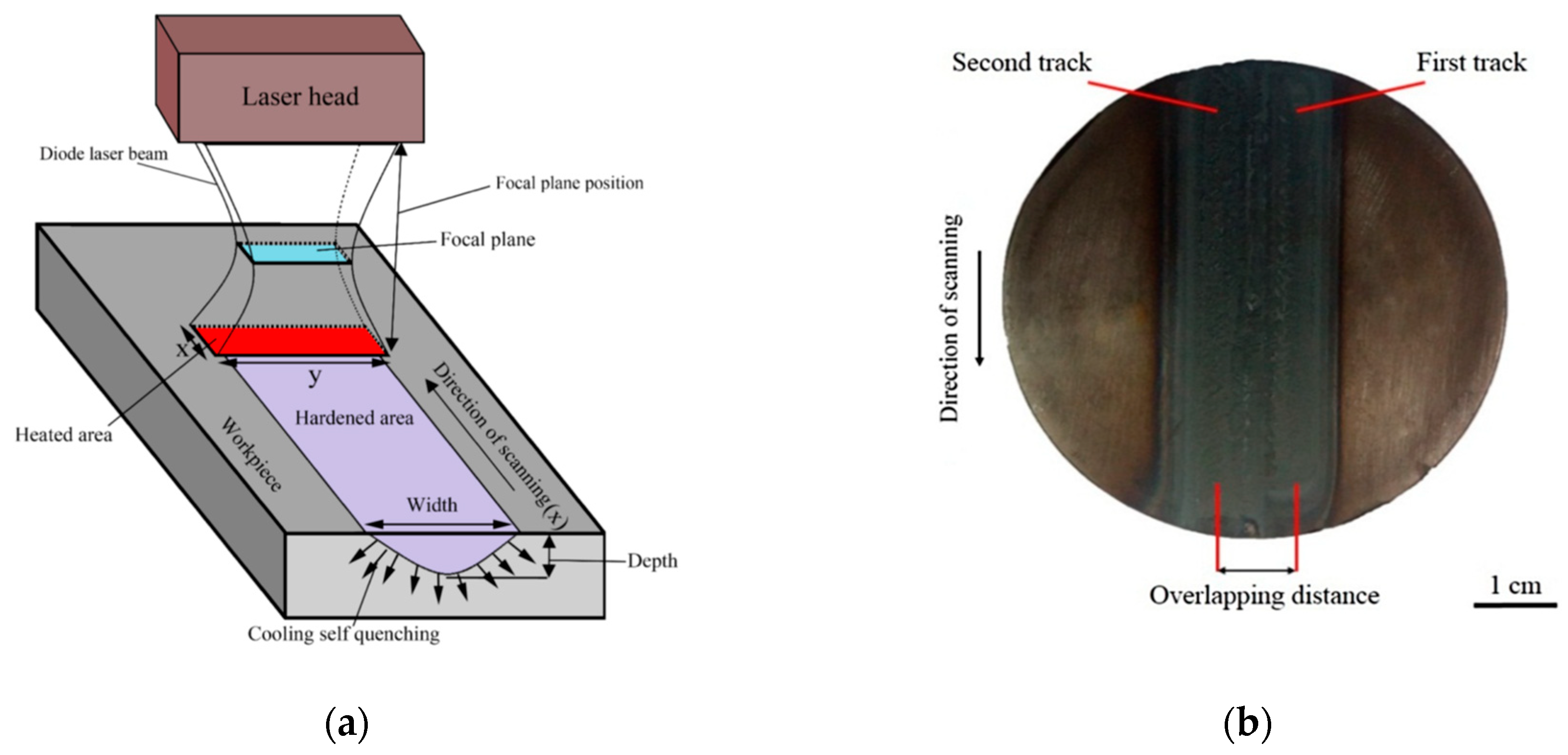
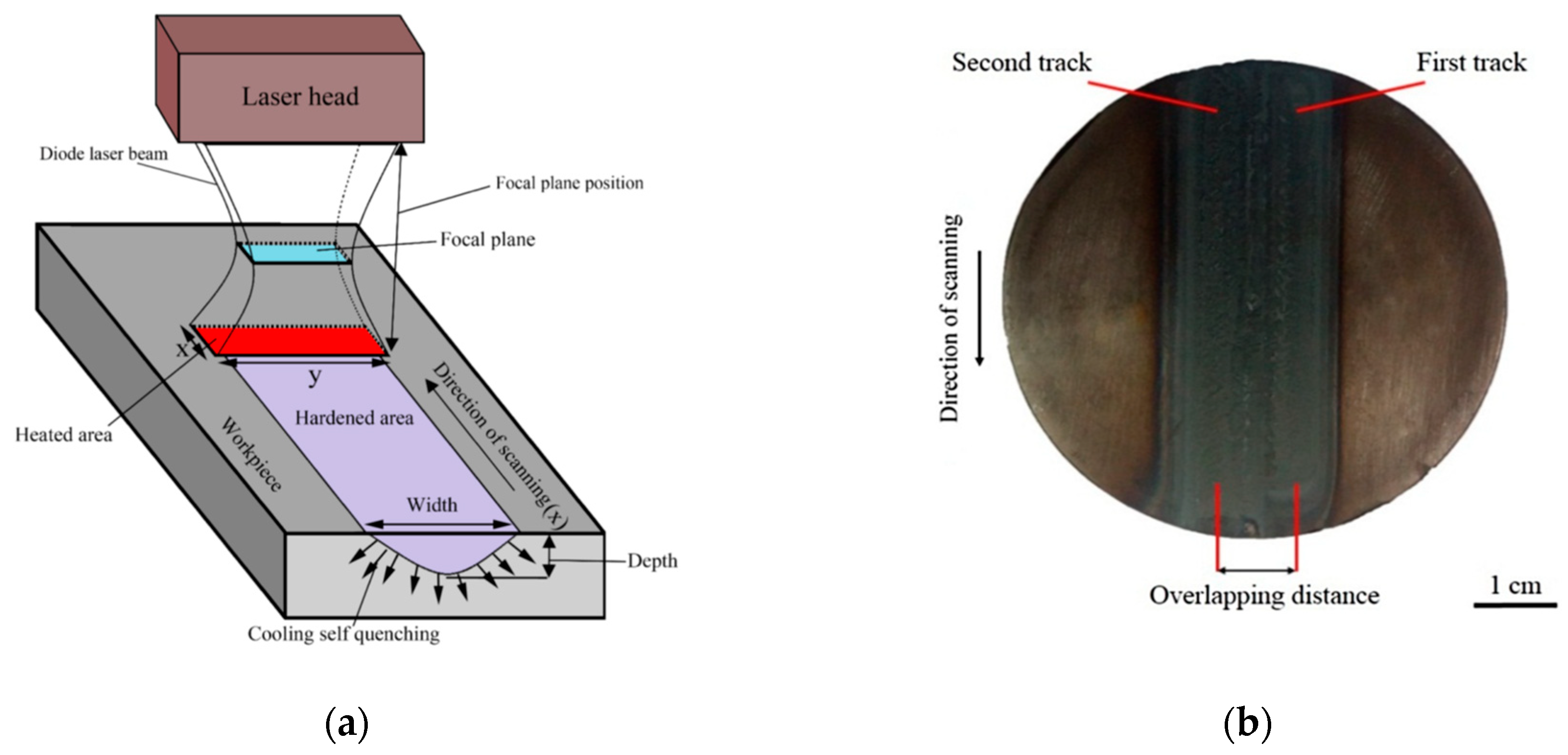
Laser Surface Hardening
Laser Surface-Structuring Process
2.3. Chemical and Electrochemical Methods
2.3.1. Chemical Vapor Deposition
2.3.2. Sol-Gel
2.3.3. Anodization
2.4. Electrochemical Methods
Ion Implantation
3. Effects of Surface Modifications on MASS Mechanical Properties
3.1. Hardness
3.2. Wear Resistance
3.3. Fatigue Strength
3.4. Corrosion Resistance
3.5. Microstructure
3.6. Residual Stresses
3.7. Correlation between Microstructure and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Raabe, D.; Sun, B.; Da Silva, A.K.; Gault, B.; Yen, H.-W.; Sedighiani, K.; Sukumar, P.T.; Filho, I.R.S.; Katnagallu, S.; Jägle, E.; et al. Current Challenges and Opportunities in Microstructure-Related Properties of Advanced High-Strength Steels. Met. Mater. Trans. A 2020, 51, 5517–5586. [Google Scholar] [CrossRef]
- Ghassemieh, E. Materials in Automotive Application, State of the Art and Prospects. New Trends Dev. Automot. Ind. 2011, 20, 365–394. [Google Scholar] [CrossRef] [Green Version]
- Sun, G.; Chen, D.; Zhu, G.; Li, Q. Lightweight hybrid materials and structures for energy absorption: A state-of-the-art review and outlook. Thin-Walled Struct. 2022, 172, 108760. [Google Scholar] [CrossRef]
- Gui, W.; Zhong, C.; Gu, J.; Ding, Y.; Wang, X.; Wu, T.; Liang, Y.; Qin, J.; Qu, Y.; Lin, J. Laser-clad Inconel 625 coatings on Q245R structure steel: Microstructure, wear and corrosion resistance. Npj Mater. Degrad. 2022, 6, 37. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Zhang, Y.; Chai, X.; Ju, X.; You, Y.; Zhang, S.; Zheng, L.; Moumni, Z.; Zhu, J.; Zhang, W. Concentration of transformation-induced plasticity in pseudoelastic NiTi shape memory alloys: Insight from austenite–martensite interface instability. Int. J. Plast. 2023, 160, 103481. [Google Scholar] [CrossRef]
- Ramnarayan, C. Surface Wear: Analysis, Treatment, and Prevention; ASM International: Novelty, OH, USA, 2001. [Google Scholar]
- Ramnarayan, C. Advanced Thermally Assisted Surface Engineering Processes; Kluwer Academic C: Boston, MA, USA, 2014. [Google Scholar]
- Thakur, S.K. Advances in Applied Surface Engineering; Research Publishing: Singapore, 2011. [Google Scholar]
- Tahraoui, H.; Belhadj, A.-E.; Triki, Z.; Boudellal, N.R.; Seder, S.; Amrane, A.; Zhang, J.; Moula, N.; Tifoura, A.; Ferhat, R.; et al. Mixed coagulant-flocculant optimization for pharmaceutical effluent pretreatment using response surface methodology and Gaussian process regression. Process. Saf. Environ. Prot. 2023, 169, 909–927. [Google Scholar] [CrossRef]
- Wang, C.; Loh, Y.M.; Cheung, C.F.; Liang, X.; Zhang, Z.; Ho, L.T. Post processing of additively manufactured 316L stainless steel by multi-jet polishing method. J. Mater. Res. Technol. 2023, 23, 530–550. [Google Scholar] [CrossRef]
- Rabiei, A.; Ghadami, F.; Malek, F. Microstructural characteristics and tribological properties of the localized laser surface treatment of AISI 420 stainless steel. Tribol. Int. 2023, 177, 107969. [Google Scholar] [CrossRef]
- Cheng, X.; Cai, P.; Zhang, L.; Chai, L. Unusual work hardening rate of a 3D gradient high purity Ti fabricated by laser surface treatment. Mater. Sci. Eng. A 2023, 862, 144417. [Google Scholar] [CrossRef]
- Caraguay, S.; Pereira, T.; Giacomelli, R.; Cunha, A.; Pereira, M.; Xavier, F. The effect of laser surface textures on the corrosion resistance of epoxy coated steel exposed to aggressive environments for offshore applications. Surf. Coat. Technol. 2022, 437, 128371. [Google Scholar] [CrossRef]
- Habibzadeh, S.; Li, L.; Shum-Tim, D.; Davis, E.C.; Omanovic, S. Electrochemical polishing as a 316L stainless steel surface treatment method: Towards the improvement of biocompatibility. Corros. Sci. 2014, 87, 89–100. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Migranov, M.S.; Melnik, Y.A.; Okunkova, A.A.; Fedorov, S.V.; Gurin, V.D.; Volosova, M.A. Application of Adaptive Materials and Coatings to Increase Cutting Tool Performance: Efficiency in the Case of Composite Powder High Speed Steel. Coatings 2021, 11, 855. [Google Scholar] [CrossRef]
- Speidel, M.O. Stress corrosion cracking of stainless steels in NaCl solutions. Met. Trans. A 1981, 12, 779–789. [Google Scholar] [CrossRef]
- Müllner, P.; Solenthaler, C.; Uggowitzer, P.; Speidel, M. On the effect of nitrogen on the dislocation structure of austenitic stainless steel. Mater. Sci. Eng. A 1993, 164, 164–169. [Google Scholar] [CrossRef]
- Liao, Z.; la Monaca, A.; Murray, J.; Speidel, A.; Ushmaev, D.; Clare, A.; Axinte, D.; M’Saoubi, R. Surface integrity in metal machining—Part I: Fundamentals of surface characteristics and formation mechanisms. Int. J. Mach. Tools Manuf. 2021, 162, 103687. [Google Scholar] [CrossRef]
- Meng, Y.; Xu, J.; Ma, L.; Jin, Z.; Prakash, B.; Ma, T.; Wang, W. A review of advances in tribology in 2020–2021. Friction 2022, 10, 1443–1595. [Google Scholar] [CrossRef]
- Thakur, A.; Kumar, A.; Kaya, S.; Marzouki, R.; Zhang, F.; Guo, L. Recent Advancements in Surface Modification, Characterization and Functionalization for Enhancing the Biocompatibility and Corrosion Resistance of Biomedical Implants. Coatings 2022, 12, 1459. [Google Scholar] [CrossRef]
- Liu, W.; Liu, S.; Wang, L. Surface Modification of Biomedical Titanium Alloy: Micromorphology, Microstructure Evolution and Biomedical Applications. Coatings 2019, 9, 249. [Google Scholar] [CrossRef] [Green Version]
- Xue, T.; Attarilar, S.; Liu, S.; Liu, J.; Song, X.; Li, L.; Zhao, B.; Tang, Y. Surface Modification Techniques of Titanium and its Alloys to Functionally Optimize Their Biomedical Properties: Thematic Review. Front. Bioeng. Biotechnol. 2020, 8, 603072. [Google Scholar] [CrossRef]
- Nouri, A.; Shirvan, A.R.; Li, Y.; Wen, C. Surface modification of additively manufactured metallic biomaterials with active antipathogenic properties. Smart Mater. Manuf. 2023, 1, 100001. [Google Scholar] [CrossRef]
- Mandracci, P.; Mussano, F.; Rivolo, P.; Carossa, S. Surface Treatments and Functional Coatings for Biocompatibility Improvement and Bacterial Adhesion Reduction in Dental Implantology. Coatings 2016, 6, 7. [Google Scholar] [CrossRef] [Green Version]
- Wei, L.; Gao, Z. Recent research advances on corrosion mechanism and protection, and novel coating materials of magnesium alloys: A review. RSC Adv. 2023, 13, 8427–8463. [Google Scholar] [CrossRef] [PubMed]
- Tao, F.; Liu, Y.; Ren, X.; Wang, J.; Zhou, Y.; Miao, Y.; Ren, F.; Wei, S.; Ma, J. Different surface modification methods and coating materials of zinc metal anode. J. Energy Chem. 2022, 66, 397–412. [Google Scholar] [CrossRef]
- Islam, M.H.; Islam, R.; Dulal, M.; Afroj, S.; Karim, N. The effect of surface treatments and graphene-based modifications on mechanical properties of natural jute fiber composites: A review. iScience 2022, 25, 103597. [Google Scholar] [CrossRef]
- Kumar, D.; Idapalapati, S.; Wang, W.; Narasimalu, S. Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials 2019, 12, 2503. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.; Idapalapati, S.; Wang, W.; Child, D.J.; Haubold, T.; Wong, C.C. Microstructure-mechanical property correlation in shot peened and vibro-peened Ni-based superalloy. J. Mater. Process. Technol. 2019, 267, 215–229. [Google Scholar] [CrossRef]
- Rudawska, A. Surface Treatment in Bonding Technology; Academic Press: Cambridge, MA, USA, 2019. [Google Scholar] [CrossRef]
- Grosdidier, T.; Novelli, M. Recent Developments in the Application of Surface Mechanical Attrition Treatments for Improved Gradient Structures: Processing Parameters and Surface Reactivity. Mater. Trans. 2019, 60, 1344–1355. [Google Scholar] [CrossRef] [Green Version]
- Roland, T.; Retraint, D.; Lu, K.; Lu, J. Enhanced mechanical behavior of a nanocrystallised stainless steel and its thermal stability. Mater. Sci. Eng. A 2007, 445–446, 281–288. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I. Ultrasonic impact peening for the surface properties’ management. J. Sound Vib. 2007, 308, 855–866. [Google Scholar] [CrossRef]
- Fargas, G.; Roa, J.; Mateo, A. Effect of shot peening on metastable austenitic stainless steels. Mater. Sci. Eng. A 2015, 641, 290–296. [Google Scholar] [CrossRef] [Green Version]
- Saunders, N.; Miodownik, A.P. (Eds.) Chapter 10—The Application of CALPHAD Methods. In CALPHAD: Calculation of Phase Diagrams; Elsevier: Pergamon, Turkey, 1998; pp. 299–408. [Google Scholar] [CrossRef]
- Świetlicki, A.; Szala, M.; Walczak, M. Effects of Shot Peening and Cavitation Peening on Properties of Surface Layer of Metallic Materials—A Short Review. Materials 2022, 15, 2476. [Google Scholar] [CrossRef] [PubMed]
- Smil, V. Creating the twentieth century: Technical innovations of 1867–1914 and their lasting impact. Choice Rev. Online 2006, 43, 232–242. [Google Scholar]
- Lee, J.; Cho, S.; Hwang, Y.; Cho, H.-J.; Lee, C.; Choi, Y.; Ku, B.-C.; Lee, H.; Lee, B.; Kim, D.; et al. Application of fullerene-added nano-oil for lubrication enhancement in friction surfaces. Tribol. Int. 2009, 42, 440–447. [Google Scholar] [CrossRef]
- Wasmuht, R. Zur Frage der Kieselsäurebestimmung in Stahl und Eisen. Angew. Chem. 1929, 42, 526–527. [Google Scholar] [CrossRef]
- Plaster, H.J. Using shot peening to multiply the life of compressor components. Int. J. Fatigue 1993, 15. [Google Scholar]
- Föppl, O.; Heydekampf, G.V. Dauerfestigkeit und Konstruktion. Met. Wiss. Tech. 1929, 8, 1087–1094. [Google Scholar]
- Thum, H.A. Wiegand, Die dauerhaltbarkeit von schraubenverbindungen und mittel zu ihrer steigerung. VDI Z. 1933, 77, 1061–1063. [Google Scholar]
- Thum, A.; Wunderlich, F. Der Einfluss von Einspann-und Kraftangriffstellen auf die Dauerhaltbarkeit der Konstruktionen. Z. VDI 1933, 77. [Google Scholar]
- Thum, A.; Ochs, H. Die Bekampfung der KorrosionsermOdung durch Druckvorspannung. Z. VDI 1932, 76, 915–916. [Google Scholar]
- Singh, A.; Ghosh, S.; Aravindan, S. Influence of dry micro abrasive blasting on the physical and mechanical characteristics of hybrid PVD-AlTiN coated tools. J. Manuf. Process. 2019, 37, 446–456. [Google Scholar] [CrossRef]
- Periyasamy, S.; Aravind, M.; Vivek, D.; Amirthagadeswaran, K. Optimization of Surface Grinding Process Parameters for Minimum Surface Roughness in AISI 1080 Using Response Surface Methodology. Adv. Mater. Res. 2014, 984–985, 118–123. [Google Scholar] [CrossRef]
- Tripathi, D.; Dandekar, M.; Jain, V. Optimization of surface grinding process parameters for aisi d2 steel Using response surface methodology. Ind. Eng. J. 2018, 10. [Google Scholar] [CrossRef] [Green Version]
- Singh, B. Investigating the Effect of Cutting Parameters on Average Surface Roughness and Material Removal Rate during Turning of Metal Matrix Composite Using Response Surface Methodology. Int. J. Recent Innov. Trends Comput. Commun. 2015, 3, 241–247. [Google Scholar] [CrossRef]
- Dangar, S. Optimization of cutting parameters for improving surface Roughness by Taguchi Parametric Optimization Technique. Int. J. Res. Eng. Technol. 2014, 3, 620–623. [Google Scholar]
- PVinay, V.; Rao, C.S. Experimental Analysis and Modelling of Grinding AISI D3 Steel. Int. J. Recent Adv. Mech. Eng. 2015, 4, 47–60. [Google Scholar]
- Zhu, K.; Vassel, A.; Brisset, F.; Lu, K.; Lu, J. Nanostructure formation mechanism of α-titanium using SMAT. Acta Mater. 2004, 52, 4101–4110. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Cho, I.S.; Amanov, A.; Ahn, D.G.; Shin, K.; Lee, C.S.; Pyoun, Y.-S.; Park, I.-G. Wear Behavior of Cu–Zn Alloy by Ultrasonic Nanocrystalline Surface Modification. J. Nanosci. Nanotechnol. 2011, 11, 6443–6447. [Google Scholar] [CrossRef]
- Amanov, A.; Pyoun, Y.-S.; Cho, I.-S.; Lee, C.-S.; Park, I.-G. The evaluation of the micro-tracks and micro-dimples on the tribological characteristics of thrust ball bearings. J. Nanosci. Nanotechnol. 2011, 11, 701–705. [Google Scholar] [CrossRef]
- Rezayat, M.; Yazdi, M.S.; Zandi, M.D.; Azami, A. Tribological and corrosion performance of electrodeposited Ni–Fe/Al2O3 coating. Results Surf. Interfaces 2022, 9, 100083. [Google Scholar] [CrossRef]
- Pyoun, Y.; Park, J.; Suh, C.; Cho, I.; Lee, C. Tribological Characteristics of Radial Journal Bearings by Ultrasonic Nanocrystal Surface Modification Technology. Int. J. Mod. Phys. B 2010, 24, 3011–3016. [Google Scholar] [CrossRef]
- Suh, C.M.; Lee, M.; Pyoun, Y.-S. Fatigue Characteristics of SKD-61 by Ultrasonic Nanocrystal Surface Modification Technology Under Static Load Variation. Int. J. Mod. Phys. B 2010, 24, 2645–2650. [Google Scholar] [CrossRef]
- Obayashi, K. Carburizing of Steels. In Encyclopedia of Materials: Metals and Alloys; Elsevier: Amsterdam, The Netherlands, 2022; pp. 162–172. [Google Scholar] [CrossRef]
- Nath, A.; Sarkar, S. Laser Transformation Hardening of Steel. In Advances in Laser Materials Processing; Elsevier: Amsterdam, The Netherlands, 2018; pp. 257–298. [Google Scholar] [CrossRef]
- Winter, K.-M.; Kalucki, J.; Koshel, D. Process technologies for thermochemical surface engineering. In Thermochemical Surface Engineering of Steels; Elsevier: Amsterdam, The Netherlands, 2015; pp. 141–206. [Google Scholar] [CrossRef]
- Borgioli, F. From Austenitic Stainless Steel to Expanded Austenite-S Phase: Formation, Characteristics and Properties of an Elusive Metastable Phase. Metals 2020, 10, 187. [Google Scholar] [CrossRef] [Green Version]
- Bell, T. Surface engineering of austenitic stainless steel. Surf. Eng. 2002, 18, 415–422. [Google Scholar] [CrossRef]
- Lebrun, J.-P.; Michel, H. Gantois, Nitruration par bombardement ionique des aciers inoxydables 18-10. Mémoires Sci. La Rev. Métallurgie 1972, 69, 727–738. [Google Scholar]
- Edenhofer, B.; Joritz, D.; Rink, M.; Voges, K. Carburizing of steels. In Thermochemical Surface Engineering of Steels; Elsevier: Amsterdam, The Netherlands, 2015; pp. 485–553. [Google Scholar] [CrossRef]
- Mann, B.S.; Arya, V. An experimental study to corelate water jet impingement erosion resistance and properties of metallic materials and coatings. Wear 2002, 253, 650–661. [Google Scholar] [CrossRef]
- Zhao, C.; Li, C.; Dong, H.; Bell, T. Study on the active screen plasma nitriding and its nitriding mechanism. Surf. Coat. Technol. 2006, 201, 2320–2325. [Google Scholar] [CrossRef]
- Yang, Y.; Zhou, X.; Dai, X.; Li, J.; Zhang, S.; Zhang, C.; Ding, J.; Zheng, J. Comparative study of plasma nitriding and plasma oxynitriding for optimal wear and corrosion resistance: Influences of gas composition. J. Mater. Res. Technol. 2021, 15, 448–459. [Google Scholar] [CrossRef]
- Rivolta, B. Flame Hardening of Steels. In Steel Heat Treating Fundamentals and Processes; ASM International: Materials Park, OH, USA, 2013; pp. 419–437. [Google Scholar] [CrossRef] [Green Version]
- Rezayat, M.; Rovira, J.J.R.; García, A.M. Phase transformation and residual stresses after laser surface modification of metastable austenitic stainless steel. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2023; p. 020005. [Google Scholar] [CrossRef]
- Le Harzic, R.; Huot, N.; Audouard, E.; Jonin, C.; Laporte, P.; Valette, S.; Fraczkiewicz, A.; Fortunier, R. Comparison of heat-affected zones due to nanosecond and femtosecond laser pulses using transmission electronic microscopy. Appl. Phys. Lett. 2002, 80, 3886–3888. [Google Scholar] [CrossRef]
- Rezayat, M.; Sani, A.A.; Noghani, M.T.; Yazdi, M.S.; Taheri, M.; Moghanian, A.; Mohammadi, M.A.; Moradi, M.; García, A.M.M.; Besharatloo, H. Effect of Lateral Laser-Cladding Process on the Corrosion Performance of Inconel 625. Metals 2023, 13, 367. [Google Scholar] [CrossRef]
- Clauer, A.; Koucky, J. Laser Shock Processing Increases the Fatigue Life of Metal Parts. Mater. Process. Rep. 1991, 6, 3–5. [Google Scholar] [CrossRef]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser surface texturing and related techniques for enhancing tribological performance of engineering materials: A review. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Yang, J.-M.; Her, Y.; Han, N.; Clauer, A. Laser shock peening on fatigue behavior of 2024-T3 Al alloy with fastener holes and stopholes. Mater. Sci. Eng. A 2001, 298, 296–299. [Google Scholar] [CrossRef]
- Lu, J.; Lu, H.; Xu, X.; Yao, J.; Cai, J.; Luo, K. High-performance integrated additive manufacturing with laser shock peening –induced microstructural evolution and improvement in mechanical properties of Ti6Al4V alloy components. Int. J. Mach. Tools Manuf. 2020, 148, 103475. [Google Scholar] [CrossRef]
- Zhang, R.; Zhou, X.; Gao, H.; Mankoci, S.; Liu, Y.; Sang, X.; Qin, H.; Hou, X.; Ren, Z.; Doll, G.L.; et al. The effects of laser shock peening on the mechanical properties and biomedical behavior of AZ31B magnesium alloy. Surf. Coat. Technol. 2018, 339, 48–56. [Google Scholar] [CrossRef]
- Kumar, G.R.; Rajyalakshmi, G.; Swaroop, S. A critical appraisal of laser peening and its impact on hydrogen embrittlement of titanium alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2371–2398. [Google Scholar] [CrossRef]
- Soyama, H. Cavitation Peening: A Review. Metals 2020, 10, 270. [Google Scholar] [CrossRef] [Green Version]
- Soyama, H. Comparison between the improvements made to the fatigue strength of stainless steel by cavitation peening, water jet peening, shot peening and laser peening. J. Mater. Process. Technol. 2019, 269, 65–78. [Google Scholar] [CrossRef]
- Soyama, H.; Chighizola, C.R.; Hill, M.R. Effect of compressive residual stress introduced by cavitation peening and shot peening on the improvement of fatigue strength of stainless steel. J. Mater. Process. Technol. 2021, 288, 116877. [Google Scholar] [CrossRef]
- Kaufman, J.; Špirit, Z.; Vasudevan, V.K.; Steiner, M.A.; Mannava, S.R.; Brajer, J.; Pína, L.; Mocek, T. Effect of Laser Shock Peening Parameters on Residual Stresses and Corrosion Fatigue of AA5083. Metals 2021, 11, 1635. [Google Scholar] [CrossRef]
- Jonušauskas, L.; Mackevičiūtė, D.; Kontenis, G.; Purlys, V. Femtosecond lasers: The ultimate tool for high-precision 3D manufacturing. Adv. Opt. Technol. 2019, 8, 241–251. [Google Scholar] [CrossRef]
- Varga, G.; Dezső, G.; Szigeti, F. Surface Roughness Improvement by Sliding Friction Burnishing of Parts Produced by Selective Laser Melting of Ti6Al4V Titanium Alloy. Machines 2022, 10, 400. [Google Scholar] [CrossRef]
- Paras; Yadav, K.; Kumar, P.; Teja, D.R.; Chakraborty, S.; Chakraborty, M.; Mohapatra, S.S.; Sahoo, A.; Chou, M.M.C.; Liang, C.-T.; et al. A Review on Low-Dimensional Nanomaterials: Nanofabrication, Characterization and Applications. Nanomaterials 2022, 13, 160. [Google Scholar] [CrossRef] [PubMed]
- Zhao, K.; Yan, G.; Li, J.; Guo, W.; Gu, J.; Li, C. The Resistance to Wear and Thermal Cracking of Laser Surface Engineered P20 Steel. Coatings 2023, 13, 97. [Google Scholar] [CrossRef]
- Babu, P.D.; Balasubramanian, K.; Buvanashekaran, G. Laser surface hardening: A review. Int. J. Surf. Sci. Eng. 2011, 5, 131. [Google Scholar] [CrossRef]
- Babu, P.D.; Buvanashekaran, G.; Balasubramanian, K.R. Experimental Studies on the Microstructure and Hardness of Laser Transformation Hardening of Low Alloy Steel. Trans. Can. Soc. Mech. Eng. 2012, 36, 241–258. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Q.; Huo, L.; Liu, J.; Bai, Z. High-efficient laser-based bionic surface structuring for enhanced surface functionalization and self-cleaning effect. Surf. Interfaces 2023, 37, 102691. [Google Scholar] [CrossRef]
- Shivakoti, I.; Kibria, G.; Cep, R.; Pradhan, B.B.; Sharma, A. Laser Surface Texturing for Biomedical Applications: A Review. Coatings 2021, 11, 124. [Google Scholar] [CrossRef]
- Arzt, E.; Quan, H.; McMeeking, R.M.; Hensel, R. Functional surface microstructures inspired by nature—From adhesion and wetting principles to sustainable new devices. Prog. Mater. Sci. 2021, 120, 100823. [Google Scholar] [CrossRef]
- Obilor, A.F.; Pacella, M.; Wilson, A.; Silberschmidt, V.V. Micro-texturing of polymer surfaces using lasers: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 103–135. [Google Scholar] [CrossRef]
- Clauer, A.H.; Lahrman, D.F. Laser Shock Processing as a Surface Enhancement Process. Key Eng. Mater. 2001, 197, 121–144. [Google Scholar] [CrossRef]
- Peyre, P.; Merrien, P.; Lieurade, R.P.; Fabbro, R. Laser induced shock waves as surface treatment for 7075-T7351 aluminum alloy. Surf. Eng. 1995, 11, 47–52. [Google Scholar] [CrossRef]
- Glaser, D.; Polese, C.; Venter, A.; Marais, D.; Plaisier, J. Evaluation of laser shock peening process parameters incorporating Almen strip deflections. Surf. Coat. Technol. 2022, 434, 128158. [Google Scholar] [CrossRef]
- Sano, Y.; Kimura, S.; Obata, M.; Sudo, A.; Kobayashi, M.; Shima, S. Application of Power Lasers to Maintenance Work in Nuclear Power Plants. Rev. Laser Eng. 2000, 28, 85–86. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.; Jiao, X.; Zhou, C.; Gao, H. Applications of Underwater Laser Peening in Nuclear Power Plant Maintenance. Energy Procedia 2012, 16, 153–158. [Google Scholar] [CrossRef] [Green Version]
- Hilton, P.; Nguyen, L. A new method of laser beam induced surface modification using the Surfi-Sculpt®® process. PICALO 2008, 2008, 61. [Google Scholar] [CrossRef] [Green Version]
- Buxton, A.L. EB surface engineering for high performance heat exchangers. In Proceedings of the First International Electron Beam Welding Conference, Chicago, IL, USA, 17–18 November 2019; Volume 1. [Google Scholar]
- Feistauer, E.E.; Dos Santos, J.F.; Amancio-Filho, S.T. A review on direct assembly of through-the-thickness reinforced metal–polymer composite hybrid structures. Polym. Eng. Sci. 2018, 59, 661–674. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.C.; Gong, S.L.; Guo, E.M.; Zhao, H.Y.; Xu, H.D. Primary Study on Electron Beam Surfi-Sculpt of Ti-6Al-4V. Adv. Mater. Res. 2011, 418–420, 772–776. [Google Scholar] [CrossRef]
- Wang, X.; Guo, E.; Gong, S.; Li, B. Realization and Experimental Analysis of Electron Beam Surfi-Sculpt on Ti-6Al-4V Alloy. Rare Met. Mater. Eng. 2014, 43, 819–822. [Google Scholar] [CrossRef] [Green Version]
- Frerichs, F.; Lu, Y.; Lübben, T.; Radel, T. Process Signature for Laser Hardening. Metals 2021, 11, 465. [Google Scholar] [CrossRef]
- Moradi, M.; KaramiMoghadam, M. High power diode laser surface hardening of AISI 4130; statistical modelling and optimization. Opt. Laser Technol. 2019, 111, 554–570. [Google Scholar] [CrossRef]
- Wang, Q.; Zhou, Y.; Wu, P.; Qu, C.; Wang, H. Effect of Laser Surface Structuring on Surface Wettability and Tribological Performance of Bulk Metallic Glass. Crystals 2022, 12, 748. [Google Scholar] [CrossRef]
- Laki, G.; Nagy, A.L.; Rohde-Brandenburger, J.; Hanula, B. A Review on Friction Reduction by Laser Textured Surfaces in Internal Combustion Engines. Tribol. Online 2022, 17, 318–334. [Google Scholar] [CrossRef]
- Ronen, A.; Etsion, I.; Kligerman, Y. Friction-Reducing Surface-Texturing in Reciprocating Automotive Components. Tribol. Trans. 2001, 44, 359–366. [Google Scholar] [CrossRef]
- Vishnoi, M.; Kumar, P.; Murtaza, Q. Surface texturing techniques to enhance tribological performance: A review. Surf. Interfaces 2021, 27, 101463. [Google Scholar] [CrossRef]
- Kouediatouka, A.N.; Ma, Q.; Liu, Q.; Mawignon, F.J.; Rafique, F.; Dong, G. Design Methodology and Application of Surface Texture: A Review. Coatings 2022, 12, 1015. [Google Scholar] [CrossRef]
- Badiceanu, M.; Anghel, S.; Mihailescu, N.; Visan, A.I.; Mihailescu, C.N.; Mihailescu, I.N. Coatings Functionalization via Laser versus Other Deposition Techniques for Medical Applications: A Comparative Review. Coatings 2022, 12, 71. [Google Scholar] [CrossRef]
- Putignano, C.; Scarati, D.; Gaudiuso, C.; Di Mundo, R.; Ancona, A.; Carbone, G. Soft matter laser micro-texturing for friction reduction: An experimental investigation. Tribol. Int. 2019, 136, 82–86. [Google Scholar] [CrossRef]
- Middleman, K.; Herbert, J.; Reid, R. Cleaning stainless steel for use in accelerators—Phase 1. Vacuum 2007, 81, 793–798. [Google Scholar] [CrossRef]
- Yazdi, M.S.; Rezayat, M.; Rovira, J.J.R. ElectroCatalytic Activity of Nickel Foam with Co, Mo, and Ni Phosphide Nanostructures. Plasma 2022, 5, 221–232. [Google Scholar] [CrossRef]
- Ashkani, O.; Tavighi, M.R.; Karamimoghadam, M.; Moradi, M.; Bodaghi, M.; Rezayat, M. Influence of Aluminum and Copper on Mechanical Properties of Biocompatible Ti-Mo Alloys: A Simulation-Based Investigation. Micromachines 2023, 14, 1081. [Google Scholar] [CrossRef]
- Rezayat, M.; Karamimoghadam, M.; Yazdi, M.S.; Moradi, M.; Bodaghi, M. Statistical analysis of experimental factors for synthesis of copper oxide and tin oxide for antibacterial applications. Int. J. Adv. Manuf. Technol. 2023, 127, 3017–3030. [Google Scholar] [CrossRef]
- Gruss, B. Cleaning and surface preparation. Met. Finish. 2010, 108, 7–13. [Google Scholar] [CrossRef]
- Rezayat, M.; Yazdi, M.S.; Noghani, M.T.; Ahmadi, R. Bactericidal Properties of Copper-Tin Nanoparticles on Escherichia coli in a Liquid Environment. Plasma 2020, 3, 153–165. [Google Scholar] [CrossRef]
- Richard, K. Einfluß des Schweißens auf die Eigenschaften austenitischer CrNi- und CrNiMo-Stähle im Chemiebetrieb. Chem. Ing. Tech. 1969, 41, 485–490. [Google Scholar] [CrossRef]
- Scully, J. Corrosion handbook for stainless steels: ISBN 91-630 2122-6. Avesta Sheffield AB 1994, 132 pp. Hardback: £20; Paperback: £15. Corros. Sci. 1994, 36, 1949–1950. [Google Scholar] [CrossRef]
- Borchert, M.; Mori, G.; Bischof, M.; Tomandl, A. Accelerated SCC Testing of Stainless Steels According to Corrosion Resistance Classes. Corros. Sci. Technol. 2015, 14, 280–287. [Google Scholar] [CrossRef]
- Nürnberger, U.; Wu, Y. Stainless steel in concrete structures and in the fastening technique. Mater. Corros. 2008, 59, 144–158. [Google Scholar] [CrossRef]
- Cañero-Nieto, J.M.; Solano-Martos, J.F.; Martín-Fernández, F. A comparative study of image processing thresholding algorithms on residual oxide scale detection in stainless steel production lines. Procedia Manuf. 2019, 41, 216–223. [Google Scholar] [CrossRef]
- Nowak, W.J. Effect of Surface Roughness on Oxidation Resistance of Stainless Steel AISI 316Ti During Exposure at High Temperature. J. Mater. Eng. Perform. 2020, 29, 8060–8069. [Google Scholar] [CrossRef]
- Sjögren, L.; Camitz, G.; Peultier, J.; Jacques, S.; Baudu, V.; Barrau, F.; Chareyre, B.; Bergquist, A.; Pourbaix, A.; Carpentiers, P. Corrosion resistance of stainless steel pipes in soil. Mater. Corros. 2010, 62, 299–309. [Google Scholar] [CrossRef]
- Westin, E.M.; Johansson, M.M.; Pettersson, R.F.A. Effect of nitrogen-containing shielding and backing gas on the pitting corrosion resistance of welded lean duplex stainless steel LDX 2101® (EN 1.4162, UNS S32101). Weld. World 2013, 57, 467–476. [Google Scholar] [CrossRef]
- Paredes, E.C.; Bautista, A.; Velasco, F.J.; Álvarez, S.M. Welded, pickled stainless steel reinforcements: Corrosion results after 9 years in mortar. Mag. Concr. Res. 2016, 68, 1099–1109. [Google Scholar] [CrossRef]
- Peultier, J.; Barrau, F.; Gagnepain, J.-C.; Soulignac, P. Duplex and Superduplex stainless steel grades for wet flue gas desulphurisation systems. Rev. Met. Paris 2008, 105, 286–295. [Google Scholar] [CrossRef]
- Aslam, R.; Mobin, M.; Zehra, S.; Aslam, J. A comprehensive review of corrosion inhibitors employed to mitigate stainless steel corrosion in different environments. J. Mol. Liq. 2022, 364, 119992. [Google Scholar] [CrossRef]
- Richaud-Minier, H.; Marchebois, H.; Gerard, P. Titanium and super stainless steel welded tubing solutions for sea water cooled heat exchangers. Mater. Technol. 2009, 24, 191–200. [Google Scholar] [CrossRef]
- Zhang, S.; Jiang, Z.; Li, H.; Zhang, B.; Chang, P.; Wu, J.; Feng, H.; Zhu, H. Catastrophic oxidation mechanism of hyper duplex stainless steel S32707 at high temperature in air. Mater. Charact. 2018, 145, 233–245. [Google Scholar] [CrossRef]
- Carlsson, J.-O.; Martin, P.M. Chemical Vapor Deposition. In Handbook of Deposition Technologies for Films and Coatings; Elsevier: Amsterdam, The Netherlands, 2010; pp. 314–363. [Google Scholar] [CrossRef]
- Dahmen, K.-H. Chemical Vapor Deposition. In Encyclopedia of Physical Science and Technology; Elsevier: Amsterdam, The Netherlands, 2003; pp. 787–808. [Google Scholar] [CrossRef]
- Klein, L.C. Optical Materials. In Encyclopedia of Modern Optics; Elsevier: Amsterdam, The Netherlands, 2005; pp. 16–21. [Google Scholar] [CrossRef]
- Wang, D.; Bierwagen, G.P. Sol–gel coatings on metals for corrosion protection. Prog. Org. Coat. 2009, 64, 327–338. [Google Scholar] [CrossRef]
- Minagar, S.; Berndt, C.C.; Wang, J.; Ivanova, E.; Wen, C. A review of the application of anodization for the fabrication of nanotubes on metal implant surfaces. Acta Biomater. 2012, 8, 2875–2888. [Google Scholar] [CrossRef]
- Nancharaiah, Y.; Mohan, S.V.; Lens, P. Metals removal and recovery in bioelectrochemical systems: A review. Bioresour. Technol. 2015, 195, 102–114. [Google Scholar] [CrossRef]
- Koelmel, J.; Prasad, M.; Velvizhi, G.; Butti, S.; Mohan, S.V. Metalliferous Waste in India and Knowledge Explosion in Metal Recovery Techniques and Processes for the Prevention of Pollution. Environ. Mater. Waste 2016, 339–390. [Google Scholar] [CrossRef]
- Beaunier, L.; Keddam, M.; Pillier, F.; Beaunier, P. Phase Transformation in Molybdenum Surface Implanted Stainless Steel: Microstructural Corrosion Characteristics. Mater. Sci. Forum 1993, 126–128, 507–510. [Google Scholar] [CrossRef]
- Ives, M.; Akano, U.; Lu, Y.; Ruijin, G.; Srivastava, S. Corrosion behaviour of molybdenum-implanted stainless steel. Corros. Sci. 1990, 31, 367–376. [Google Scholar] [CrossRef]
- Fewell, M.; Mitchell, D.; Priest, J.; Short, K.; Collins, G. The nature of expanded austenite. Surf. Coat. Technol. 2000, 131, 300–306. [Google Scholar] [CrossRef]
- Blawert, C.; Kalvelage, H.; Mordike, B.; Collins, G.; Short, K.; Jirásková, Y.; Schneeweiss, O. Nitrogen and carbon expanded austenite produced by PI3. Surf. Coat. Technol. 2001, 136, 181–187. [Google Scholar] [CrossRef]
- Huang, X.; Zhu, W.; Chen, K.; Narayan, R.L.; Ramamurty, U.; Zhou, L.; He, W. Twin and dislocation induced grain subdivision and strengthening in laser shock peened Ti. Int. J. Plast. 2022, 159, 103476. [Google Scholar] [CrossRef]
- Kumar, P.; Jayaraj, R.; Zhu, Z.; Narayan, R.; Ramamurty, U. Role of metastable austenite in the fatigue resistance of 304L stainless steel produced by laser-based powder bed fusion. Mater. Sci. Eng. A 2022, 837, 142744. [Google Scholar] [CrossRef]
- Warren, A.; Guo, Y.; Chen, S. Massive parallel laser shock peening: Simulation, analysis, and validation. Int. J. Fatigue 2008, 30, 188–197. [Google Scholar] [CrossRef]
- Zhang, C.; Dong, Y.; Ye, C. Recent Developments and Novel Applications of Laser Shock Peening: A Review. Adv. Eng. Mater. 2021, 23, 2001216. [Google Scholar] [CrossRef]
- Nath, A.K.; Gupta, A.; Benny, F. Theoretical and experimental study on laser surface hardening by repetitive laser pulses. Surf. Coat. Technol. 2012, 206, 2602–2615. [Google Scholar] [CrossRef]
- Bailey, N.S.; Tan, W.; Shin, Y.C. Predictive modeling and experimental results for residual stresses in laser hardening of AISI 4140 steel by a high power diode laser. Surf. Coat. Technol. 2009, 203, 2003–2012. [Google Scholar] [CrossRef]
- Sarkar, S.; Gopinath, M.; Chakraborty, S.S.; Syed, B.; Nath, A.K. Analysis of temperature and surface hardening of low carbon thin steel sheets using Yb-fiber laser. Surf. Coat. Technol. 2016, 302, 344–358. [Google Scholar] [CrossRef]
- Gopi, R.; Saravanan, I.; Devaraju, A.; Loganathan, G.B. Investigation of shot peening process on stainless steel and its effects for tribological applications. Mater. Today Proc. 2020, 22, 580–584. [Google Scholar] [CrossRef]
- Rai, P.K.; Pandey, V.; Chattopadhyay, K.; Singhal, L.K.; Singh, V. Effect of Ultrasonic Shot Peening on Microstructure and Mechanical Properties of High-Nitrogen Austenitic Stainless Steel. J. Mater. Eng. Perform. 2014, 23, 4055–4064. [Google Scholar] [CrossRef]
- Rajan, S.S.; Manivasagam, G.; Ranganathan, M.; Swaroop, S. Influence of laser peening without coating on microstructure and fatigue limit of Ti-15V-3Al-3Cr-3Sn. Opt. Laser Technol. 2019, 111, 481–488. [Google Scholar] [CrossRef]
- Praveenkumar, K.; Swaroop, S.; Manivasagam, G. Effect of multiple laser peening on microstructural, fatigue and fretting-wear behaviour of austenitic stainless steel. Surf. Coat. Technol. 2022, 443, 128611. [Google Scholar] [CrossRef]
- Kalainathan, S.; Sathyajith, S.; Swaroop, S. Effect of laser shot peening without coating on the surface properties and corrosion behavior of 316L steel. Opt. Lasers Eng. 2012, 50, 1740–1745. [Google Scholar] [CrossRef]
- Earl, C.; Hilton, P.; O’neill, B. Parameter Influence on Surfi-Sculpt Processing Efficiency. Phys. Procedia 2012, 39, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Moradi, M.; Arabi, H.; Moghadam, M.K.; Benyounis, K.Y. Enhancement of surface hardness and metallurgical properties of AISI 410 by laser hardening process; diode and Nd:YAG lasers. Optik 2019, 188, 277–286. [Google Scholar] [CrossRef]
- Cao, B.; Iwamoto, T.; Bhattacharjee, P. An experimental study on strain-induced martensitic transformation behavior in SUS304 austenitic stainless steel during higher strain rate deformation by continuous evaluation of relative magnetic permeability. Mater. Sci. Eng. A 2020, 8, 138927. [Google Scholar] [CrossRef]
- Kim, Y.H.; Kim, K.Y.; Lee, Y.D. Nitrogen-Alloyed, Metastable Austenitic Stainless Steel for Automotive Structural Applications. Mater. Manuf. Process. 2004, 19, 51–59. [Google Scholar] [CrossRef]
- Panov, D.; Pertsev, A.; Smirnov, A.; Khotinov, V.; Simonov, Y. Metastable Austenitic Steel Structure and Mechanical Properties Evolution in the Process of Cold Radial Forging. Materials 2019, 12, 2058. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Panov, D.; Chernichenko, R.; Naumov, S.; Pertcev, A.; Stepanov, N.; Zherebtsov, S.; Salishchev, G. Excellent strength-toughness synergy in metastable austenitic stainless steel due to gradient structure formation. Mater. Lett. 2021, 303, 130585. [Google Scholar] [CrossRef]
- Kołodziejczak, P.; Bober, M.; Chmielewski, T. Wear Resistance Comparison Research of High-Alloy Protective Coatings for Power Industry Prepared by Means of CMT Cladding. Appl. Sci. 2022, 12, 4568. [Google Scholar] [CrossRef]
- Zhou, F.; Jiang, W.; Du, Y.; Xiao, C. A Comprehensive Numerical Approach for Analyzing the Residual Stresses in AISI 301LN Stainless Steel Induced by Shot Peening. Materials 2019, 12, 3338. [Google Scholar] [CrossRef] [Green Version]
- Roshith, P. The influence of compressive residual stress on metallurgical and mechanical properties of materials exposed to shot peening: A review. Can. Met. Q. 2023, 1–41. [Google Scholar] [CrossRef]
- John, M.; Kalvala, P.R.; Misra, M.; Menezes, P.L. Peening Techniques for Surface Modification: Processes, Properties, and Applications. Materials 2021, 14, 3841. [Google Scholar] [CrossRef]
- Lu, G.; Wang, D.; Gao, S.; Li, H.; Ji, Z.; Yao, C. Will the laser shock-induced residual stress hole inevitably occur? J. Mater. Res. Technol. 2022, 18, 3626–3630. [Google Scholar] [CrossRef]
- Feng, A.; Zhao, J.; Lin, J.; Pan, X.; Wang, C.; Lu, Z. Effect of Laser Quenching-Shock Peening Strengthening on the Microstructure and Mechanical Properties of Cr12MoV Steel. Materials 2022, 15, 6693. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; Brabazon, D. Methodology of laser processing for precise control of surface micro-topology. Surf. Coat. Technol. 2016, 307, 702–712. [Google Scholar] [CrossRef] [Green Version]
- Obeidi, M.A.; McCarthy, E.; Kailas, L.; Brabazon, D. Laser surface texturing of stainless steel 316L cylindrical pins for interference fit applications. J. Mater. Process. Technol. 2018, 252, 58–68. [Google Scholar] [CrossRef] [Green Version]
- Martelo, D.; Mateo, A. Chapetti Fatigue crack growth of a metastable austenitic stainless steel. Int. J. Fatigue 2015, 80, 406–416. [Google Scholar] [CrossRef]
- Smaga, M.; Boemke, A.; Daniel, T.; Skorupski, R.; Sorich, A.; Beck, T. Fatigue Behavior of Metastable Austenitic Stainless Steels in LCF, HCF and VHCF Regimes at Ambient and Elevated Temperatures. Metals 2019, 9, 704. [Google Scholar] [CrossRef] [Green Version]
- Ling, X.; Ma, G. Effect of Ultrasonic Impact Treatment on the Stress Corrosion Cracking of 304 Stainless Steel Welded Joints. J. Press. Vessel. Technol. 2009, 131, 051502. [Google Scholar] [CrossRef]
- Khurshid, M.; Leitner, M.; Barsoum, Z.; Schneider, C. Residual stress state induced by high frequency mechanical impact treatment in different steel grades—Numerical and experimental study. Int. J. Mech. Sci. 2017, 123, 34–42. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I.; Scholtes, B. Residual Stress State and Cyclic Deformation Behaviour of Deep Rolled and Laser-Shock Peened AISI 304 Stainless Steel at Elevated Temperatures. Mater. Sci. Forum 2005, 490–491, 376–383. [Google Scholar] [CrossRef]
- Velu, R.; Kumar, A.V.; Balan, A.; Mazumder, J. Laser aided metal additive manufacturing and postprocessing. In Addit Manuf; Elsevier: Amsterdam, The Netherlands, 2021; pp. 427–456. [Google Scholar] [CrossRef]
- Tsay, L.; Liu, Y.; Lin, D.-Y.; Young, M. The use of laser surface-annealed treatment to retard fatigue crack growth of austenitic stainless steel. Mater. Sci. Eng. A 2004, 384, 177–183. [Google Scholar] [CrossRef]
- Pantelis, D.; Bouyiouri, E.; Kouloumbi, N.; Vassiliou, P.; Koutsomichalis, A. Wear and corrosion resistance of laser surface hardened structural steel. Surf. Coat. Technol. 2002, 161, 125–134. [Google Scholar] [CrossRef]
- Martin, M.L.; Fenske, J.A.; Liu, G.S.; Sofronis, P.; Robertson, I.M. On the formation and nature of quasi-cleavage fracture surfaces in hydrogen embrittled steels. Acta Mater. 2011, 59, 1601–1606. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, J.; Tian, Y. A Review on Macroscopic and Microstructural Features of Metallic Coating Created by Pulsed Laser Material Deposition. Micromachines 2022, 13, 659. [Google Scholar] [CrossRef] [PubMed]
- Kurelo, B.C.S.; de Souza, G.B.; Serbena, F.C.; de Oliveira, W.R.; Marino, C.E.; Taminato, L.A. Performance of nitrogen ion-implanted supermartensitic stainless steel in chlorine- and hydrogen-rich environments. Surf. Coat. Technol. 2018, 351, 29–41. [Google Scholar] [CrossRef]
- Kulka, M.; Panfil, D.; Michalski, J.; Wach, P. The effects of laser surface modification on the microstructure and properties of gas-nitrided 42CrMo4 steel. Opt. Laser Technol. 2016, 82, 203–219. [Google Scholar] [CrossRef]
- Orellana, L.M.; Pérez, F.; Gómez, C. The effect of nitrogen ion implantation on the corrosion behaviour of stainless steels in chloride media. Surf. Coat. Technol. 2005, 200, 1609–1615. [Google Scholar] [CrossRef]
- Borowski, T. Enhancing the Corrosion Resistance of Austenitic Steel Using Active Screen Plasma Nitriding and Nitrocarburising. Materials 2021, 14, 3320. [Google Scholar] [CrossRef]
- Chan, W.K. Laser Surface Melting (LSM) of Stainless Steels for Mitigating Intergranular Corrosion (IGC). In Woodhead Publishing Series in Metals and Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2012; pp. 79–108. [Google Scholar]
- Chu, J.; Rigsbee, J.; Banaś, G.; Elsayed-Ali, H. Laser-shock processing effects on surface microstructure and mechanical properties of low carbon steel. Mater. Sci. Eng. A 1999, 260, 260–268. [Google Scholar] [CrossRef]
- John, M.; Kuruveri, U.B.; Menezes, P.L. Laser Cladding-Based Surface Modification of Carbon Steel and High-Alloy Steel for Extreme Condition Applications. Coatings 2022, 12, 1444. [Google Scholar] [CrossRef]
- John, M.; Ralls, A.M.; Kuruveri, U.B.; Menezes, P.L. Tribological, Corrosion, and Microstructural Features of Laser-Shock-Peened Steels. Metals 2023, 13, 397. [Google Scholar] [CrossRef]
- Walkowicz, J. On the mechanisms of diode plasma nitriding in N2–H2 mixtures under DC-pulsed substrate biasing. Surf. Coat. Technol. 2003, 174–175, 1211–1219. [Google Scholar] [CrossRef]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Okayasu, M.; Tomida, S. Phase transformation system of austenitic stainless steels obtained by permanent compressive strain. Mater. Sci. Eng. A 2017, 684, 712–725. [Google Scholar] [CrossRef]
- Shen, Y.F.; Li, X.X.; Sun, X.; Wang, Y.D.; Zuo, L. Twinning and martensite in a 304 austenitic stainless steel. Mater. Sci. Eng. A 2012, 552, 514–522. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Antunes, A.E.B.; Antunes, L.M.D.; Sampaio, M. Comportamento plástico do aço inoxidável austenítico em baixa temperature. Rev. Bras. Apl. Vácuo 2014, 30, 18. [Google Scholar]
- Fisher, J.; Turnbull, D. Influence of stress on martensite nucleation. Acta Met. 1953, 1, 310–314. [Google Scholar] [CrossRef]
- Papula, S.; Talonen, J.; Hänninen, H. Effect of Residual Stress and Strain-Induced α′-Martensite on Delayed Cracking of Metastable Austenitic Stainless Steels. Met. Mater. Trans. A 2013, 45, 1238–1246. [Google Scholar] [CrossRef]
- Rezayat, M.; Ramos, F.; Roa, J.; Mateo, A. Laser Surface Modification for Enhancing Mechanical Properties of Metastable Stainless Steel 301LN. In Proceedings of the 11th EEIGM International Conference on Advanced Materials Research, Barcelona, Spain, 12 June 2022. [Google Scholar]
- Alves, J.M.; Brandao, L.P.; Paula, A.D.S. Determination of phases and residual stresses after martensitic transformation induced by rolling in 304L stainless steel. Matéria 2019, 24. [Google Scholar] [CrossRef] [Green Version]
- Simson, T.; Emmel, A.; Dwars, A.; Böhm, J. Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit. Manuf. 2017, 17, 183–189. [Google Scholar] [CrossRef]
- Radziejewska, J. Zastosowanie nanosekundowych impulsów laserowych do oceny naprężeń własnych cienkich warstw. Przegląd Spaw.—Weld. Technol. Rev. 2017, 90, 46–49. [Google Scholar] [CrossRef] [Green Version]
- Pal, T.K. Controlled Shot Peening and its Effect on Fatigue and Stress Corrosion Cracking of Welded Joints. Indian Weld. J. 1994, 27, 19. [Google Scholar] [CrossRef]
- Sharma, P.; Roy, H. Pitting corrosion failure of an AISI stainless steel pointer rod. Eng. Fail. Anal. 2014, 44, 400–407. [Google Scholar] [CrossRef]
- Bagherifard, S.; Slawik, S.; Fernández-Pariente, I.; Pauly, C.; Mücklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Bonnici, L.; Buhagiar, J.; Cassar, G.; Vella, K.A.; Chen, J.; Zhang, X.; Huang, Z.; Zammit, A. Additively Manufactured 316L Stainless Steel Subjected to a Duplex Peening-PVD Coating Treatment. Materials 2023, 16, 663. [Google Scholar] [CrossRef]
- Kang, C.-Y.; Chen, T.-C.; Tsay, L.-W. Effects of Micro-Shot Peening on the Stress Corrosion Cracking of Austenitic Stainless Steel Welds. Metals 2022, 13, 69. [Google Scholar] [CrossRef]
- Bobzin, K.; Kalscheuer, C.; Carlet, M.; Hoffmann, D.C.; Bergs, T.; Uhlmann, L. Low-Temperature Physical Vapor Deposition TiAlCrSiN Coated High-Speed Steel: Comparison Between Shot-Peened and Polished Substrate Condition. Adv. Eng. Mater. 2022, 24, 2200099. [Google Scholar] [CrossRef]
- Jothi, S.; Muraliraja, R.; Tamilarasan, T.R.; Udayakumar, S.; Selvakumar, A. Electroless Composite Coatings. In Electroless Nickel Plating; Taylor & Francis: Oxfordshire, UK, 2019; pp. 359–409. [Google Scholar] [CrossRef]
| Laser Surface Modification Methods | Surface Quality | Applications | Advantages | Disadvantages |
|---|---|---|---|---|
| Laser shock peening | Improved fatigue resistance, reduced stress corrosion cracking [73,74,75] | Aerospace, automotive, medical, and nuclear industries [76] | Improved surface properties, deeper layer of compressive residual stress [77] | Limited to small areas, expensive [78] |
| Submerged laser peening | Improved fatigue resistance, reduced stress corrosion cracking [79,80] | Aerospace, automotive, medical, and nuclear industries | Reduced thermal damage to surface, deeper layer of compressive residual stress [81] | Limited to submerged surfaces, requires specialized equipment [82] |
| Surfi-Sculpt processing (three-dimensional laser surface modification) | Improved surface texture and roughness, increased hydrophobicity, enhanced biocompatibility [83] | Medical implants, aerospace components, and other high-performance materials [84] | High precision and accuracy, can create complex shapes and patterns [85] | Limited to small areas, expensive [86] |
| Laser surface hardening (LSH) | Increased surface hardness, wear resistance, and corrosion resistance [87,88] | Manufacturing, automotive, and aerospace industries | Precise control of hardened area and depth, improved part longevity Popoola | Limited to ferrous materials, potential for distortion or cracking |
| Laser surface-structuring process | Improved surface texture, enhanced adhesion, increased hydrophobicity [89] | Medical devices, electronics, and other high-performance materials [90] | High precision and accuracy, can create complex patterns and textures [91] | Limited to small areas, potential for material damage or surface roughening [92] |
| Grade | International Steel Number | Steel Name | ASTM | Chemical Composition, Average % | DIN | SS | Pickle Ability | Reference | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Cr | Ni | Mo | Others | ||||||||
| 1 | 1.4301 | 304 | 4301 | 0.04 | 18.1 | 8.3 | – | – | 1.4301 | 2333 | 1 | [120] |
| 1.4401 | 316 | 4401 | 0.02 | 17.2 | 10.2 | 2.1 | – | 1.4401 | 2347 | 2 | [121] | |
| 1.4404 | 316L | 4404 | 0.02 | 17.2 | 10.2 | 2.1 | – | 1.4404 | 2348 | 2 | [122] | |
| 1.4571 | 316Ti | 4571 | 0.04 | 16.8 | 10.9 | 2.1 | Ti | 1.4571 | 2350 | 2 | [123] | |
| 1.4436 | 316 | 4436 | 0.02 | 16.9 | 10.7 | 2.6 | – | 1.4436 | 2343 | 2 | [124] | |
| 2 | 1.4362 | S32304 | SAF2304™ | 0.02 | 23 | 4.8 | 0.3 | – | 1.4362 | 2327 | 3 | [125] |
| 1.4462 | S32205 | 2205 | 0.02 | 22 | 5.7 | 3.1 | – | 1.4462 | 2377 | 3 | [126] | |
| 1.4439 | S31726 | 4439 | 0.02 | 17.8 | 12.7 | 4.1 | – | 1.4439 | – | 3 | [127] | |
| 1.4539 | N08904 | 904L | 0.01 | 20 | 25 | 4.3 | 1.5 Cu | 1.4539 | 2562 | 3 | [128] | |
| 3 | 1.4410 | S32750 | SAF2507™ | 0.02 | 25 | 7 | 4 | – | – | 2328 | 4 | [125] |
| 1.4547 | S31254 | 254 SMO® | 0.01 | 20 | 18 | 6.1 | Cu | – | 2378 | 4 | [129] | |
| 1.4652 | S32654 | 654 SMO® | 0.01 | 24 | 22 | 7.3 Cu | 3.5 Mn | – | – | 4 | [130] | |
| Surface Modification Technique | Increase in Hardness (%) | References |
|---|---|---|
| Shot peening | 5–15 | [148,149] |
| Ultrasonic shot peening | 10–30 | [150] |
| Laser shock peening | 20–40 | [151,152] |
| Submerged laser peening | 20–40 | [81,153] |
| Surfi-Sculpt processing | 50–100 | [154] |
| Laser surface hardening | 20–30 | [155] |
| Laser surface-structuring | 10–20 | [89,105] |
| Surface Modification Technique | Wear Rate Reduction (%) |
|---|---|
| Shot peening | 10–40 |
| Ultrasonic shot peening | 10–50 |
| Laser shock peening | 30–70 |
| Submerged laser peening | 40–80 |
| Surface hardening | 20–40 |
| Plasma nitriding | 30–70 |
| Ion implantation | 20–50 |
| Electropolishing | 10–20 |
| Surface Modification Technique | Cycles to Failure Improvement (%) |
|---|---|
| Shot peening | 10–30 |
| Ultrasonic shot peening | 20–50 |
| Laser shock peening | 50–100 |
| Submerged laser peening | 70–150 |
| Ultrasonic impact treatment | 50–100 |
| Surface hardening (LSH) | 10–30 |
| Surface Modification Technique | Corrosion Resistance Effect | References |
|---|---|---|
| Ion implantation (Nitrogen) | Highly resistant to corrosion | [180] |
| Plasma nitriding | Forms a nitrogen-enriched layer on the surface that is highly resistant to corrosion | [181] |
| Laser surface cladding | Forms a protective layer on the material’s surface that can improve its corrosion resistance | [72] |
| Laser surface melting | Forms a protective layer on the material’s surface that can improve its corrosion resistance | [182,183] |
| Surface Modification Technique | Effect on Microstructure | Final Microstructure | References |
|---|---|---|---|
| Laser peening | Induces dislocations and grain refinement | Nanocrystalline grains with higher density of grain boundaries | [183] |
| Shot peening | Induces plastic deformation and dislocation formation | Strain hardened material with increased dislocation density | [184] |
| Plasma nitriding | Forms nitrogen-enriched layer on surface | Alters microstructure leading to improved mechanical properties | [186] |
| Ion implantation | Modifies surface layer with implanted ions | Alters microstructure leading to improved mechanical properties | [180] |
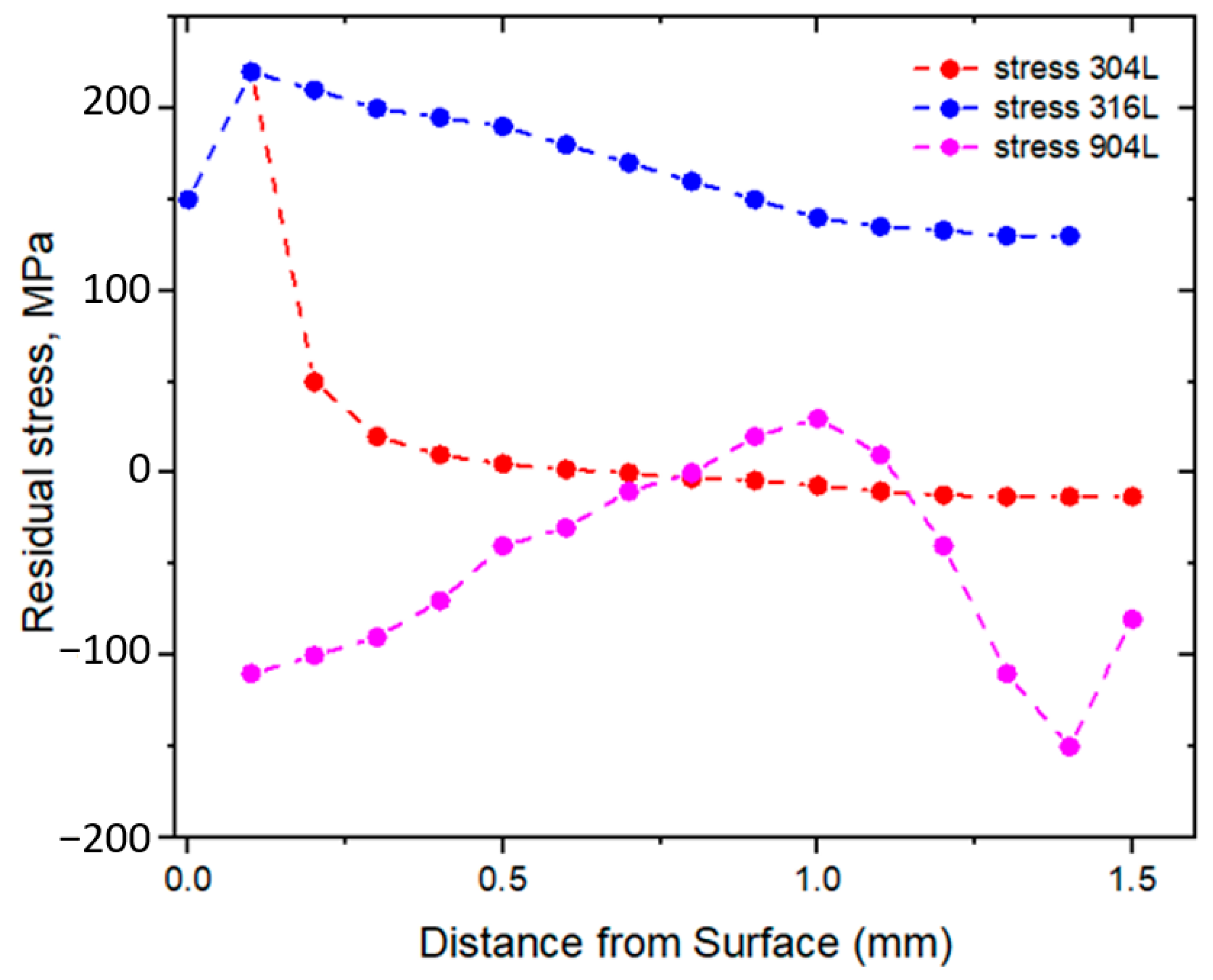
| Steels Type | Sample Thickness (mm) | The Energy Density (J/mm3) | Depth of Stresses (μm) | Residual Stresses (MPa) |
|---|---|---|---|---|
| AISI 304L | 6.37 | 71 | 20 | 220 |
| AISI 316L | 20 | 190 | ||
| AISI 904L | 55 | 110 |
| Surface Modification Techniques | Effects on Mechanical Properties |
|---|---|
| Shot peening and PVD coating | Increased hardness-improved wear resistance-improved fatigue strength-improved corrosion resistance |
| Laser peening and plasma nitriding | Increased strength-improved wear resistance-improved corrosion resistance-improved fatigue strength |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rezayat, M.; Karamimoghadam, M.; Moradi, M.; Casalino, G.; Roa Rovira, J.J.; Mateo, A. Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals 2023, 13, 1268. https://doi.org/10.3390/met13071268
Rezayat M, Karamimoghadam M, Moradi M, Casalino G, Roa Rovira JJ, Mateo A. Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals. 2023; 13(7):1268. https://doi.org/10.3390/met13071268
Chicago/Turabian StyleRezayat, Mohammad, Mojtaba Karamimoghadam, Mahmoud Moradi, Giuseppe Casalino, Joan Josep Roa Rovira, and Antonio Mateo. 2023. "Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels" Metals 13, no. 7: 1268. https://doi.org/10.3390/met13071268
APA StyleRezayat, M., Karamimoghadam, M., Moradi, M., Casalino, G., Roa Rovira, J. J., & Mateo, A. (2023). Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals, 13(7), 1268. https://doi.org/10.3390/met13071268