

Process Setup and Boundaries of Wire Electron Beam Additive Manufacturing of High-Strength Aluminum Bronze



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Experimental Procedure and Process Parameters
2.2.1. Tests on Energy Input
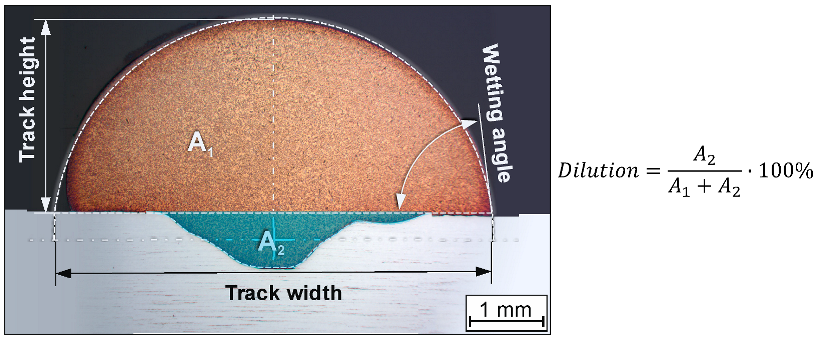
2.2.2. Tests on Welding Speed and Dilution
2.2.3. Test on Scalability
2.2.4. Hardness Profile Measurements and Microstructure
2.2.5. Tensile Testing
3. Results and Discussion
3.1. Tests on Energy Input
3.2. Tests on Welding Speed and Dilution
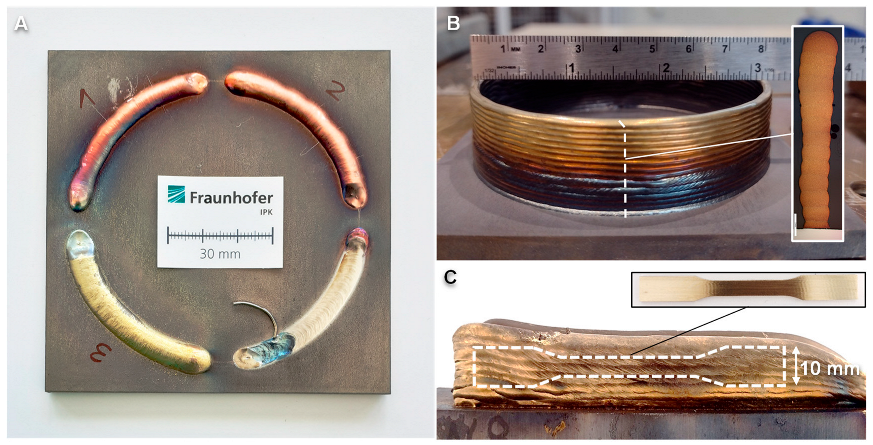
3.3. Test on Scalability
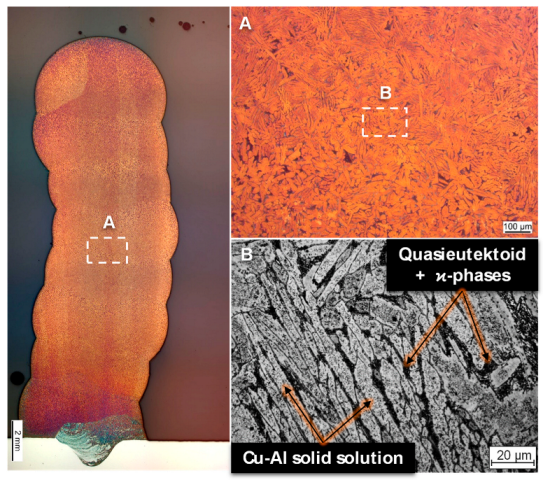
3.4. Microstructure
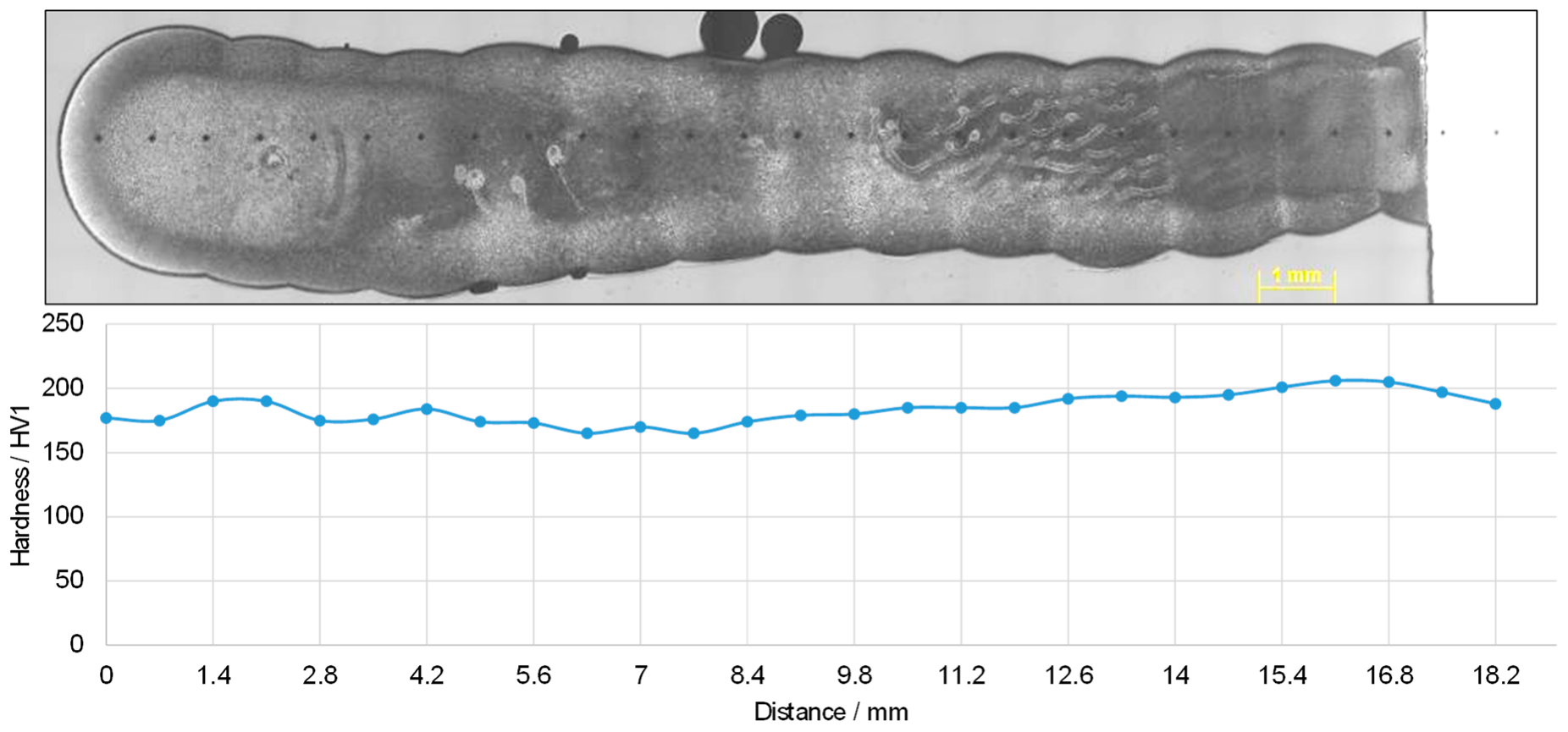
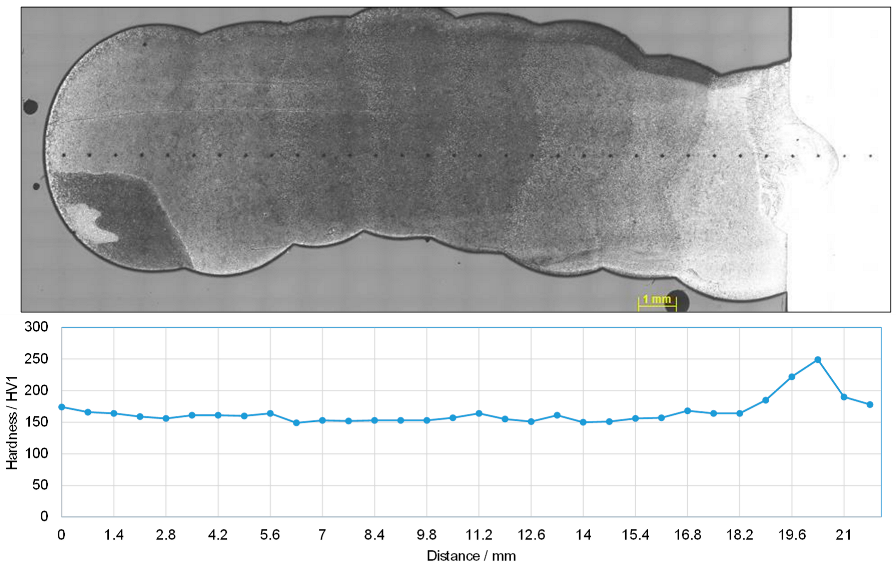
3.5. Hardness Profile Measurements
3.6. Tensile Testing
4. Conclusions
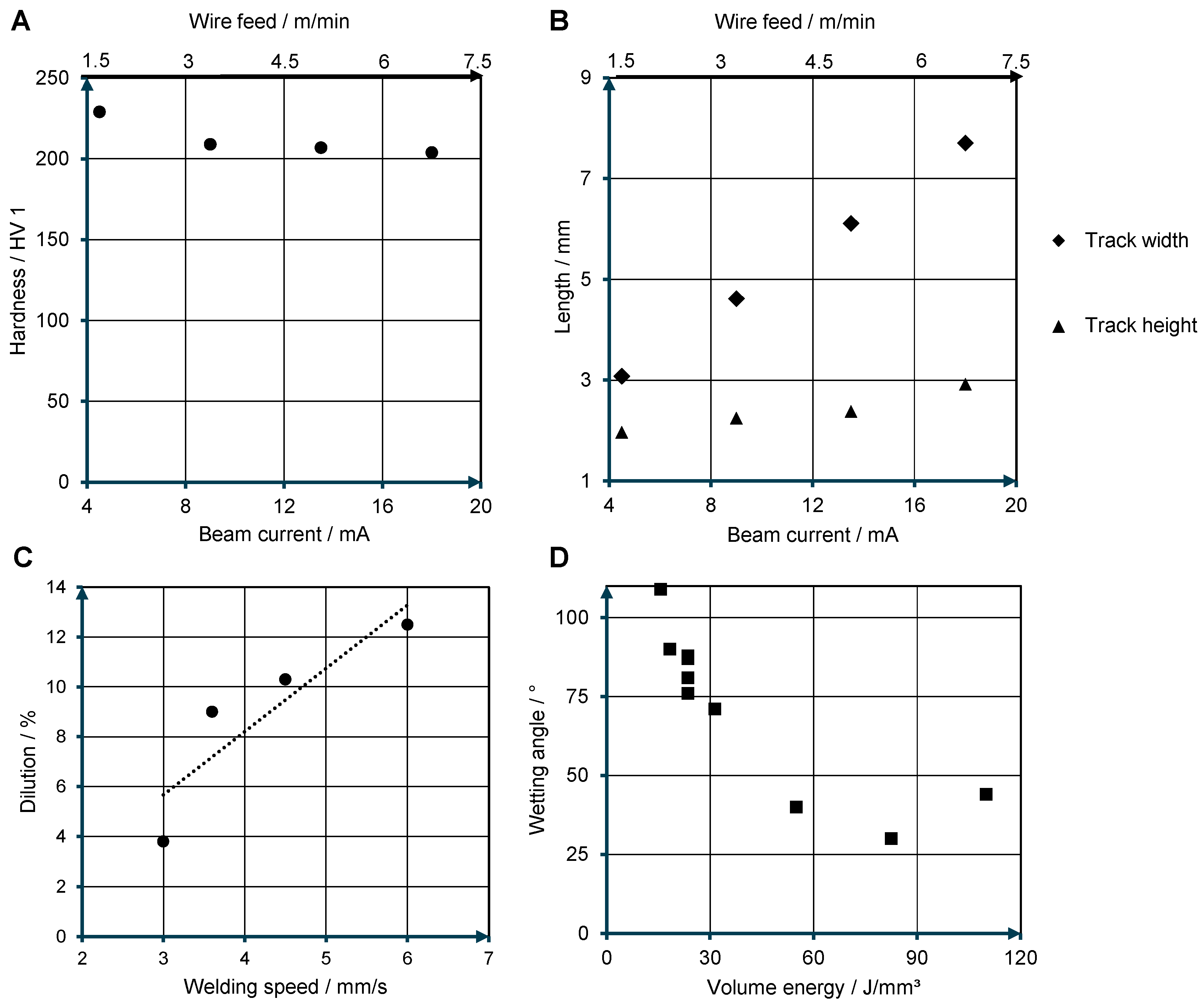
- It was found that the dilution is increased at constant volume energy by increasing the welding speed, but the values with a maximum dilution < 12% are not problematic for the parameters investigated.
- The wetting angle decreases sharply with increasing volume energy, resulting in track geometries unsuitable for additive manufacturing. A consideration of the volumetric energy proved to be effective in controlling the process. The stable process range was between 18 J/mm3 and 32 J/mm3 for CuAl8Ni6.
- The scalability of the process was found to be good by varying the beam current and wire feed in steps. However, when increasing the deposition rate, the change in the seam profile must be considered since the track width increases much faster than the track height.
- The results of the hardness measurements confirm the constant volumetric energy approach used for scaling the process. Despite increasing the application rate by a factor of four, there are no noticeable changes in hardness within the manufactured tracks. Even the additively manufactured cylinders show an approximately uniform hardness profile along the height.
- The mechanical properties of the additive manufactured test samples show good agreement with the material specification. For the alloy CuAl8Ni6, even higher tensile strengths of approx. 690 MPa could be realized compared to the specified value at the same elongation at fracture with around 18%.
- Overall, the DED-EB is shown to be suitable for processing high-strength aluminum bronze with good component quality. Within the stable process range investigated, track widths of 2.6 mm and 8.4 mm and track heights between 1.4 mm and 2.9 mm could be achieved in a single track using welding wire of diameter 1.0 mm. The deposition rates achieved range from 0.6 kg/h to 2.5 kg/h, depending on the parameter settings.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Constantin, L.; Wu, Z.; Li, N.; Fan, L.; Silvain, J.-F.; Lu, Y.F. Laser 3D printing of complex copper structures. Addit. Manuf. 2020, 35, 101268. [Google Scholar] [CrossRef]
- Yang, P.; Guo, X.; He, D.; Shao, W.; Tan, Z.; Fu, H.; Zhou, Z.; Zhang, X. Microstructure Twinning and Mechanical Properties of Laser Melted Cu-10Sn Alloy for High Strength and Plasticity. J. Mater. Eng. Perform. 2021, 31, 2624–2632. [Google Scholar] [CrossRef]
- Mayer, G.; Zähr, J.; Füssel, U. Schweißen von Kupfer und Kupferlegierungen; Deutsches Kupferinstitut: Dusseldorf, Germany, 2009. [Google Scholar]
- Prasad, H.S.; Brueckner, F.; Volpp, J.; Kaplan, A.F.H. Laser metal deposition of copper on diverse metals using green laser sources. Int. J. Adv. Manuf. Technol. 2020, 107, 1559–1568. [Google Scholar] [CrossRef] [Green Version]
- Hori, E.; Sato, Y.; Shibata, T.; Tojo, K.; Tsukamoto, M. Development of SLM process using 200 W blue diode laser for pure copper additive manufacturing of high density structure. J. Laser Appl. 2021, 33, 012008. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, X.; Li, J.; Zhu, J.; Zhang, M. A comparative study of Cu–15Ni–8Sn alloy prepared by L-DED and L-PBF: Microstructure and properties. Mater. Sci. Eng. A 2022, 840, 142934. [Google Scholar] [CrossRef]
- Yao, C.-L.; Kang, H.-S.; Lee, K.-Y.; Zhai, J.-G.; Shim, D.-S. A study on mechanical properties of CuNi2SiCr layered on nickel–aluminum bronze via directed energy deposition. J. Mater. Res. Technol. 2022, 18, 5337–5361. [Google Scholar] [CrossRef]
- Deutsches Kupferinstitut. Kupfer-Aluminium-Legierungen; Deutsches Kupferinstitut: Dusseldorf, Germany, 2010. [Google Scholar]
- Wang, Y.; Chen, X.; Konovalov, S.; Su, C.; Siddiquee, A.N.; Gangil, N. In-situ wire-feed additive manufacturing of Cu-Al alloy by addition of silicon. Appl. Surf. Sci. 2019, 487, 1366–1375. [Google Scholar] [CrossRef]
- Chen, W.; Chen, Y.; Zhang, T.; Wen, T.; Feng, X.; Yin, L. Effects of Location on the Microstructure and Mechanical Properties of Cu-8Al-2Ni-2Fe-2Mn Alloy Produced Through Wire Arc Additive Manufacturing. J. Mater. Eng. Perform. 2020, 29, 4733–4744. [Google Scholar] [CrossRef]
- Guo, C.; Kang, T.; Wu, S.; Ying, M.; Liu, W.M.; Chen, F. Microstructure, mechanical, and corrosion resistance of copper nickel alloy fabricated by wire-arc additive manufacturing. MRS Commun. 2021, 11, 910–916. [Google Scholar] [CrossRef]
- Wang, Y.; Konovalov, S.; Chen, X.; Ivanov, Y.; Jayalakshmi, S.; Singh, R.A. Research on Cu-6.6%Al-3.2%Si Alloy by Dual Wire Arc Additive Manufacturing. J. Mater. Eng. Perform. 2021, 30, 1694–1702. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Osmanlic, F.; Körner, C. Herausforderungen bei der Additiven Fertigung von Reinkupfer mit dem selektivem Elektronenstrahlschmelzen. Metall 2017, 71, 459–462. [Google Scholar]
- Sharabian, E.; Leary, M.; Fraser, D.; Gulizia, S. Electron beam powder bed fusion of copper components: A review of mechanical properties and research opportunities. Int. J. Adv. Manuf. Technol. 2022, 122, 513–532. [Google Scholar] [CrossRef]
- Megahed, S.; Fischer, F.; Nell, M.; Forsmark, J.; Leonardi, F.; Zhu, L.; Hameyer, K.; Schleifenbaum, J.H. Manufacturing of Pure Copper with Electron Beam Melting and the Effect of Thermal and Abrasive Post-Processing on Microstructure and Electric Conductivity. Materials 2022, 16, 73. [Google Scholar] [CrossRef]
- Kalashnikov, K.N.; Rubtsov, V.E.; Savchenko, N.L.; Kalashnikova, T.A.; Osipovich, K.S.; Eliseev, A.A.; Chumaevskii, A.V. The effect of wire feed geometry on electron beam freeform 3D printing of complex-shaped samples from Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 3147–3156. [Google Scholar] [CrossRef]
- Fuchs, J.; Schneider, C.; Enzinger, N. Wire-based additive manufacturing using an electron beam as heat source. Weld. World 2018, 62, 267–275. [Google Scholar] [CrossRef] [Green Version]
- Pixner, F.; Warchomicka, F.; Peter, P.; Steuwer, A.; Colliander, M.H.; Pederson, R.; Enzinger, N. Wire-Based Additive Manufacturing of Ti-6Al-4V Using Electron Beam Technique. Materials 2020, 13, 3310. [Google Scholar] [CrossRef] [PubMed]
- Gurianov, D.A.; Fortuna, S.V. Wire-feed electron beam additive manufacturing of nickel-based superalloy: Process stability and structure features. AIP Conf. Proc. 2020, 2310, 020120. [Google Scholar] [CrossRef]
- Baufeld, B.; Schönfelder, S.; Löwer, T. Wire Electron Beam Additive Manufacturing at pro-beam. In Proceedings of the International Electron Beam Welding Conference, Online, 9–10 March 2021; pp. 93–99. [Google Scholar]
- Baufeld, B. Wire Electron Beam Additive Manufacturing of Copper. J. Phys. Conf. Ser. 2022, 2443, 012001. [Google Scholar] [CrossRef]
- Khoroshko, E.; Filippov, A.; Tarasov, S.; Shamarin, N.; Kolubaev, E.; Moskvichev, E.; Lychagin, D. Study of the Structure and Mechanical Properties of Aluminum Bronze Printed by Electron Beam Additive Manufacturing. Met. Work. Mater. Sci. 2020, 22, 118–129. [Google Scholar] [CrossRef]
- Zykova, A.P.; Panfilov, A.O.; Chumaevskii, A.V.; Vorontsov, A.V.; Nikonov, S.Y.; Moskvichev, E.N.; Gurianov, D.A.; Savchenko, N.L.; Tarasov, S.Y.; Kolubaev, E.A. Formation of Microstructure and Mechanical Characteristics in Electron Beam Additive Manufacturing of Aluminum Bronze with an In-Situ Adjustment of the Heat Input. Russ. Phys. J. 2022, 65, 811–817. [Google Scholar] [CrossRef]
- Osipovich, K.; Kalashnikov, K.; Chumaevskii, A.; Gurianov, D.; Kalashnikova, T.; Vorontsov, A.; Zykova, A.; Utyaganova, V.; Panfilov, A.; Nikolaeva, A.; et al. Wire-Feed Electron Beam Additive Manufacturing: A Review. Metals 2023, 13, 279. [Google Scholar] [CrossRef]
- Copper Development Association Inc. Aluminum Bronzes—Overview. 2002. Available online: https://www.copper.org/resources/properties/microstructure/al_bronzes.html (accessed on 10 March 2023).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate Material: X2CrNiMo17-12-2 (1.4404) | |||||||
|---|---|---|---|---|---|---|---|
| Element | Fe | Cr | Ni | Mo | Mn | Si | C |
| Amount/Ma% | Bal. | 17.41 | 10.1 | 1.97 | 1.58 | 0.36 | 0.03 |
| Welding Wire: CuAl8Ni6 | |||||||
| Element | Fe | Cu | Ni | Al | Mn | ||
| Amount/Ma% | 3.5 | Bal. | 4.5 | 9.0 | 1.3 | ||
| Sample No. | Beam Current/mA | Welding Speed/mm/s | Wire Feed/m/min | Volume Energy/J/mm3 | Experimental Purpose |
|---|---|---|---|---|---|
| 1 | 9 | 4 | 3.5 | 23.6 | Tests on energy input |
| 2 | 12 | 4 | 6 | 18.3 | |
| 3 | 12 | 4 | 1 | 110 | |
| 4 | 6 | 4 | 6 | 9.2 | |
| 5 | 9 | 4 | 6 | 13.8 | |
| 6 | 12 | 4 | 3.5 | 31.4 | |
| 7 | 6 | 4 | 3.5 | 15.7 | |
| 8 | 9 | 4 | 1 | 82.5 | |
| 9 | 6 | 4 | 1 | 55 | |
| 10 | 9 | 3 | 3.5 | 23.6 | Tests on welding speed and dilution |
| 11 | 9 | 3.6 | 3.5 | 23.6 | |
| 12 | 9 | 4.5 | 3.5 | 23.6 | |
| 13 | 9 | 6 | 3.5 | 23.6 | |
| 14 | 4.5 | 6 | 1.75 | 23.6 | Test on scalability |
| 15 | 9 | 6 | 3.5 | 23.6 | |
| 16 | 13.5 | 6 | 5.25 | 23.6 | |
| 17 | 18 | 6 | 7 | 23.6 | |
| Z1 | 4.5 | 6 | 1.75 | 23.6 | Hardness profile measurements |
| Z2 | 18 | 6 | 7 | 23.6 | |
| W1; W2; W3 | 13.5 | 6 | 5.25 | 23.6 | Tensile testing |
| Sample No. | Yield Strength/MPa | Tensile Strength/MPa | Elongation at Fracture/% |
|---|---|---|---|
| W1 | 382 | 710 | 21 |
| W2 | 344 | 694 | 19.8 |
| W3 | 379 | 675 | 12.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raute, J.; Biegler, M.; Rethmeier, M. Process Setup and Boundaries of Wire Electron Beam Additive Manufacturing of High-Strength Aluminum Bronze. Metals 2023, 13, 1416. https://doi.org/10.3390/met13081416
Raute J, Biegler M, Rethmeier M. Process Setup and Boundaries of Wire Electron Beam Additive Manufacturing of High-Strength Aluminum Bronze. Metals. 2023; 13(8):1416. https://doi.org/10.3390/met13081416
Chicago/Turabian StyleRaute, Julius, Max Biegler, and Michael Rethmeier. 2023. "Process Setup and Boundaries of Wire Electron Beam Additive Manufacturing of High-Strength Aluminum Bronze" Metals 13, no. 8: 1416. https://doi.org/10.3390/met13081416