
Selective Laser Melting of Al-Cu-Mn-Mg Alloys: Processing and Mechanical Properties

Abstract
:1. Introduction
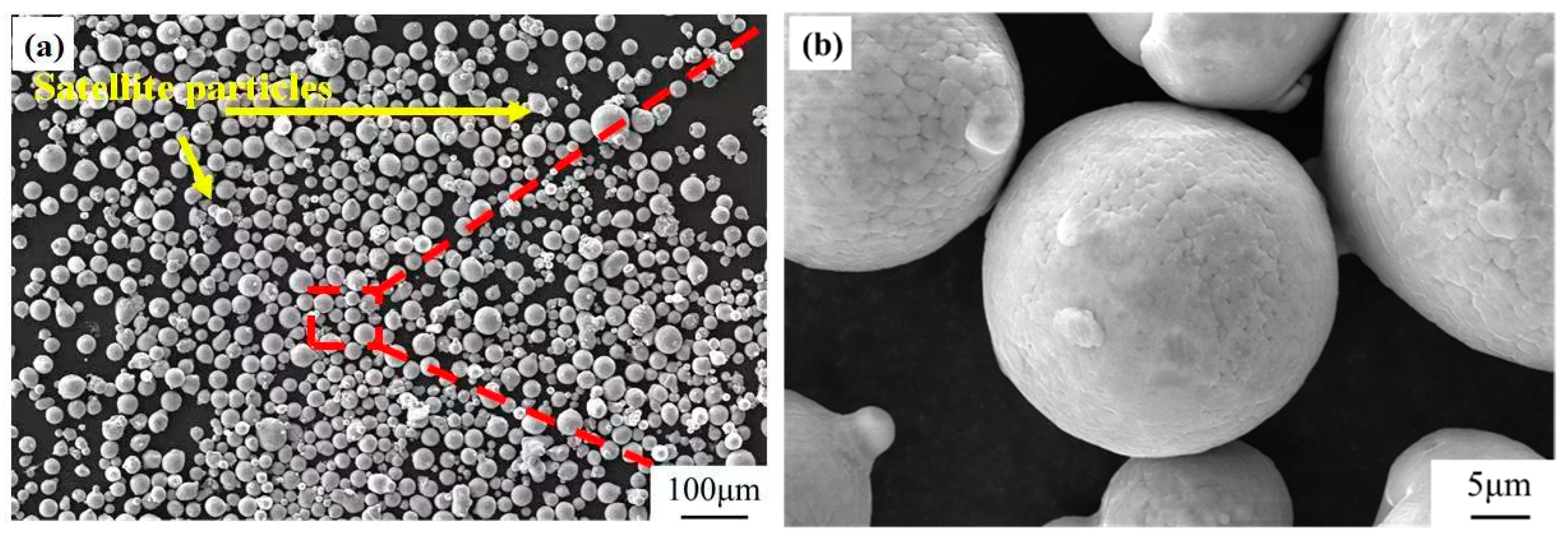
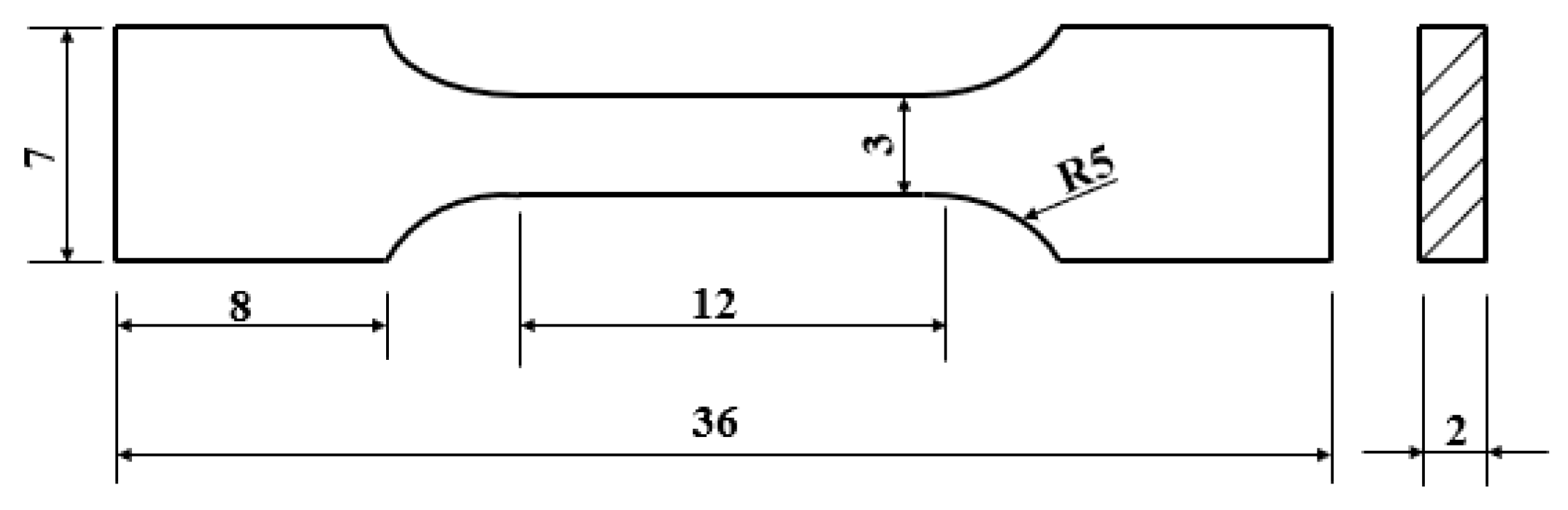
2. Experimental Methods
3. Results and Discussion
3.1. Orthogonal Experiment Results and Analysis
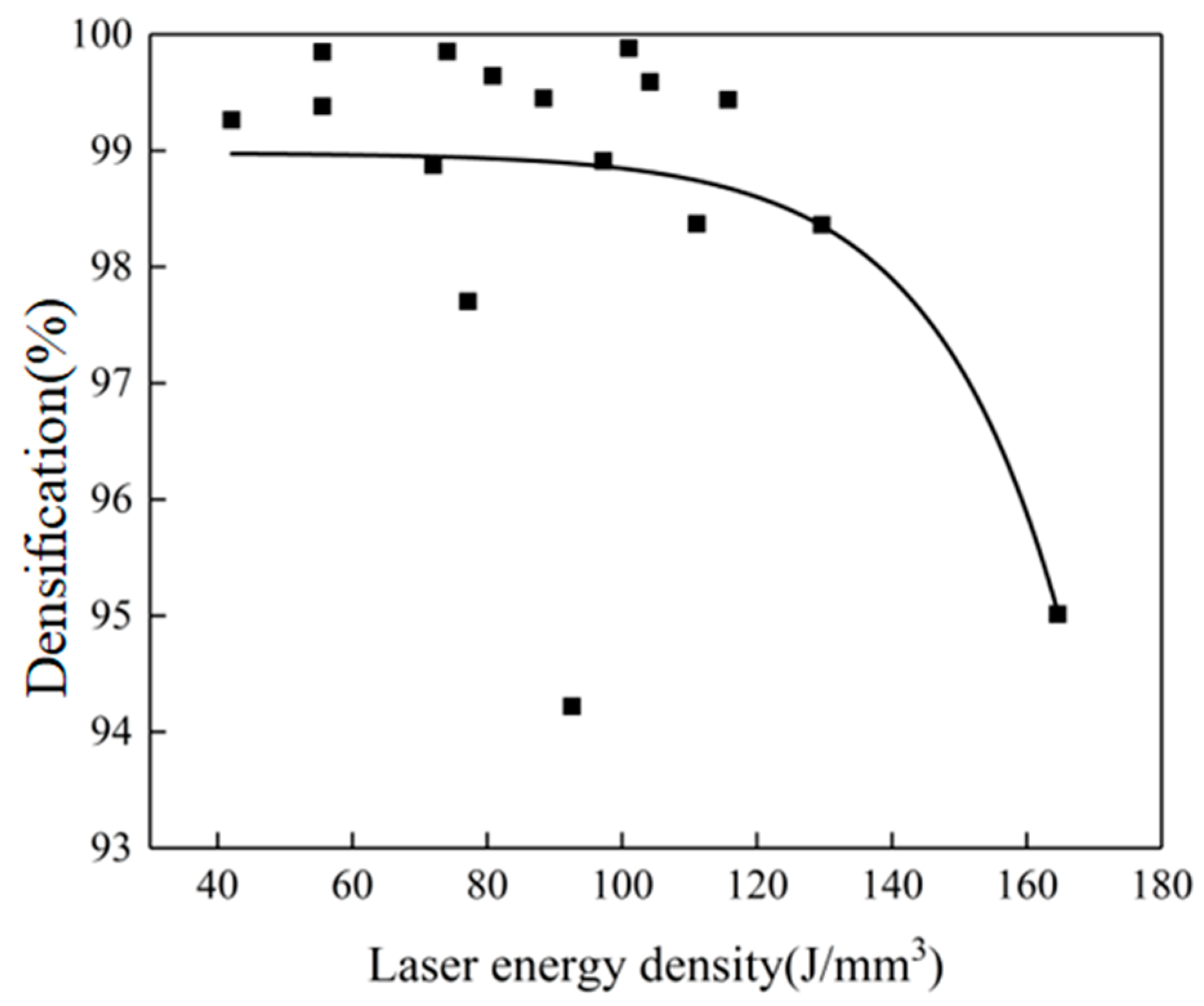
3.2. Effect of SLM Processing Parameters on Densification and Defects
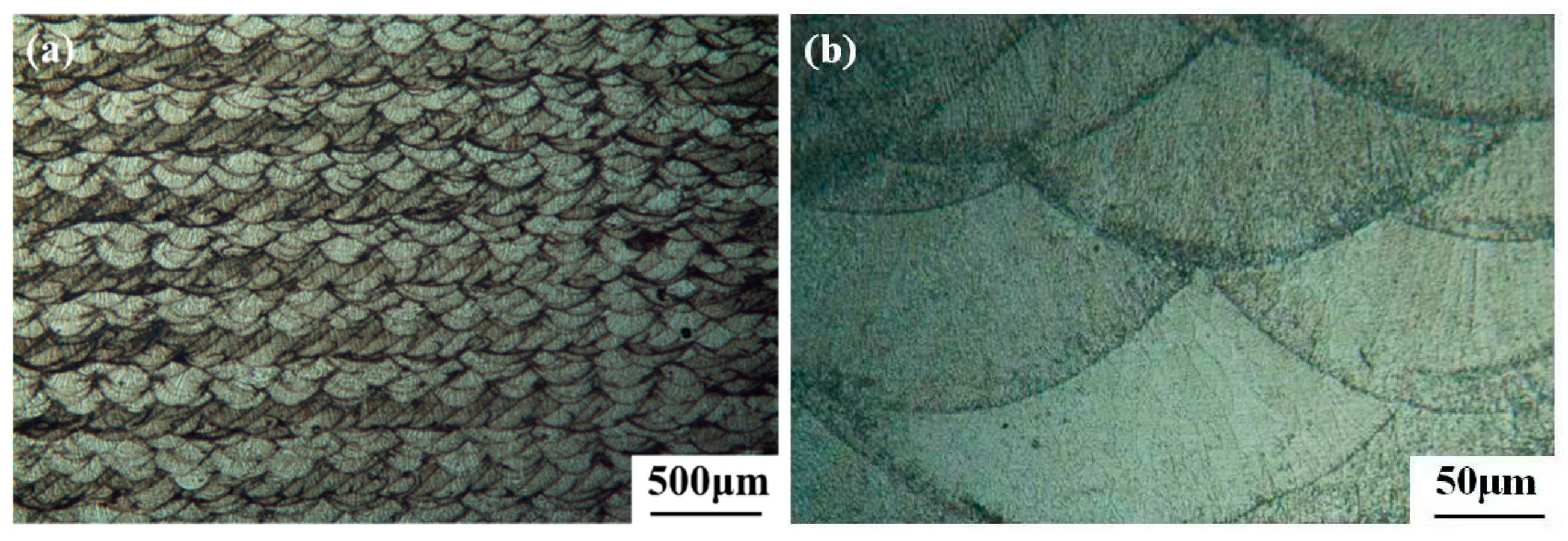
3.3. Microstructure Analysis
3.4. Mechanical Performance
4. Conclusions and Future Work
- (1)
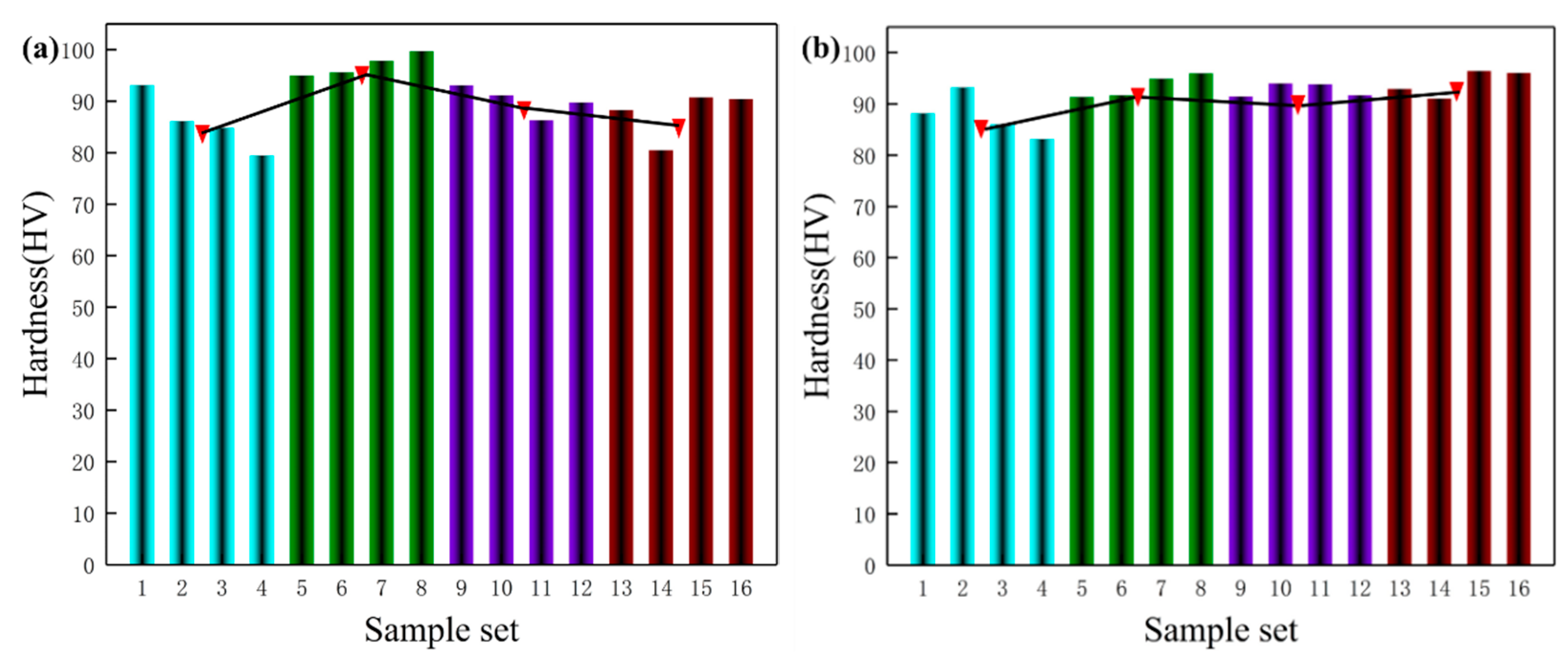
- The laser power and scanning speed were the main factors affecting the densification and hardness. The specimen No. 8 (300 W, 1100 mm/s, 0.09 mm) possessed the highest densification of 99.88% and the greatest hardness of 99.66 HV. The fabricating process window was 300–350 W for laser power, 1000–1100 mm/s for scanning speed, and 0.12–0.15 mm for hatch spacing.
- (2)
- The main defect patterns in the specimens were pores and fractures. The laser power was the most critical parameter for the defect patterns in specimens.
- (3)
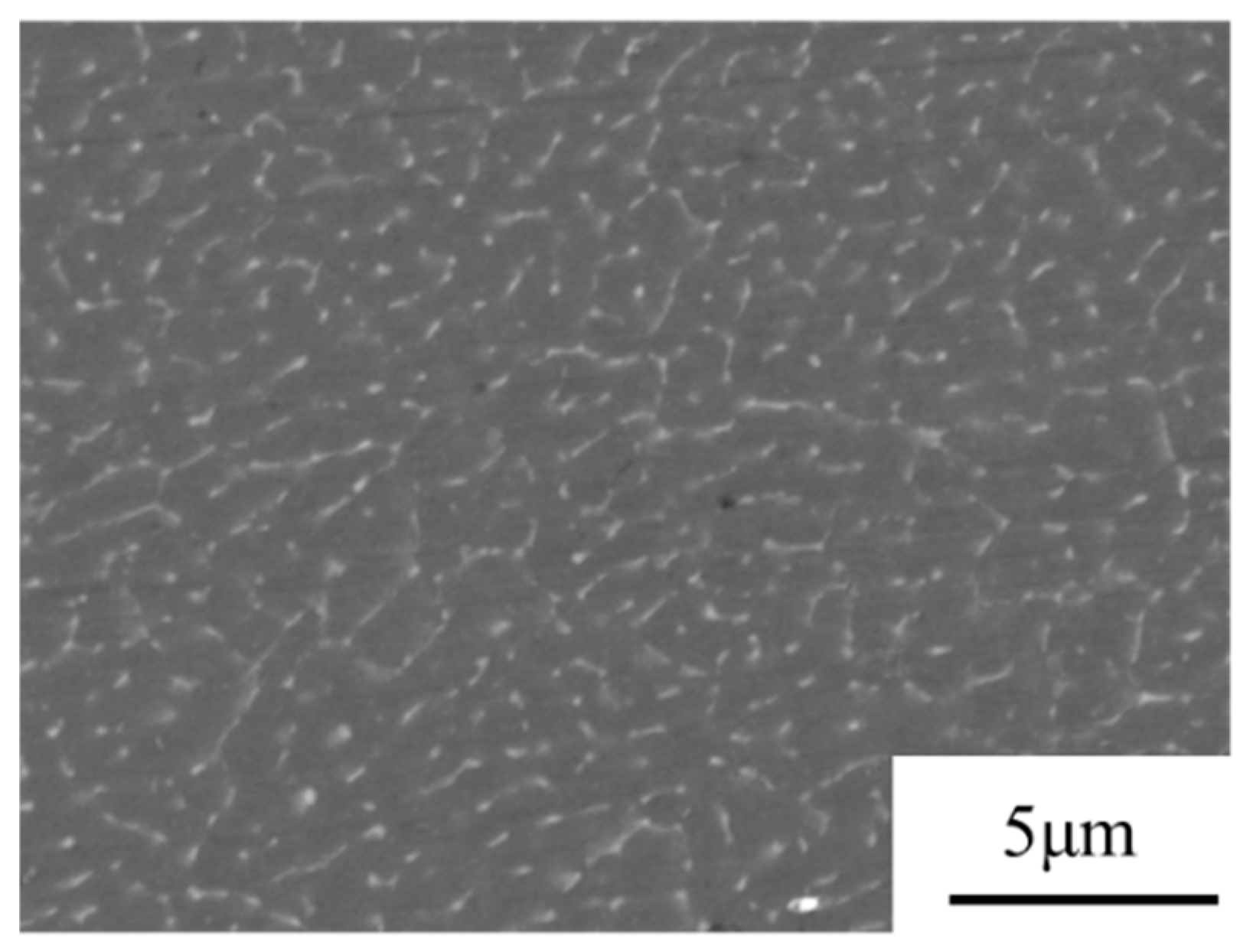
- The side-section microstructure of the SLMed specimen presented a typical stacking distribution of molten pools with fine equiaxial grains at the edge of the molten pool and columnar grains in the inner part of the molten pool. The rod-shaped and granular Al2Cu precipitates were found in the SLMed alloy.
- (4)
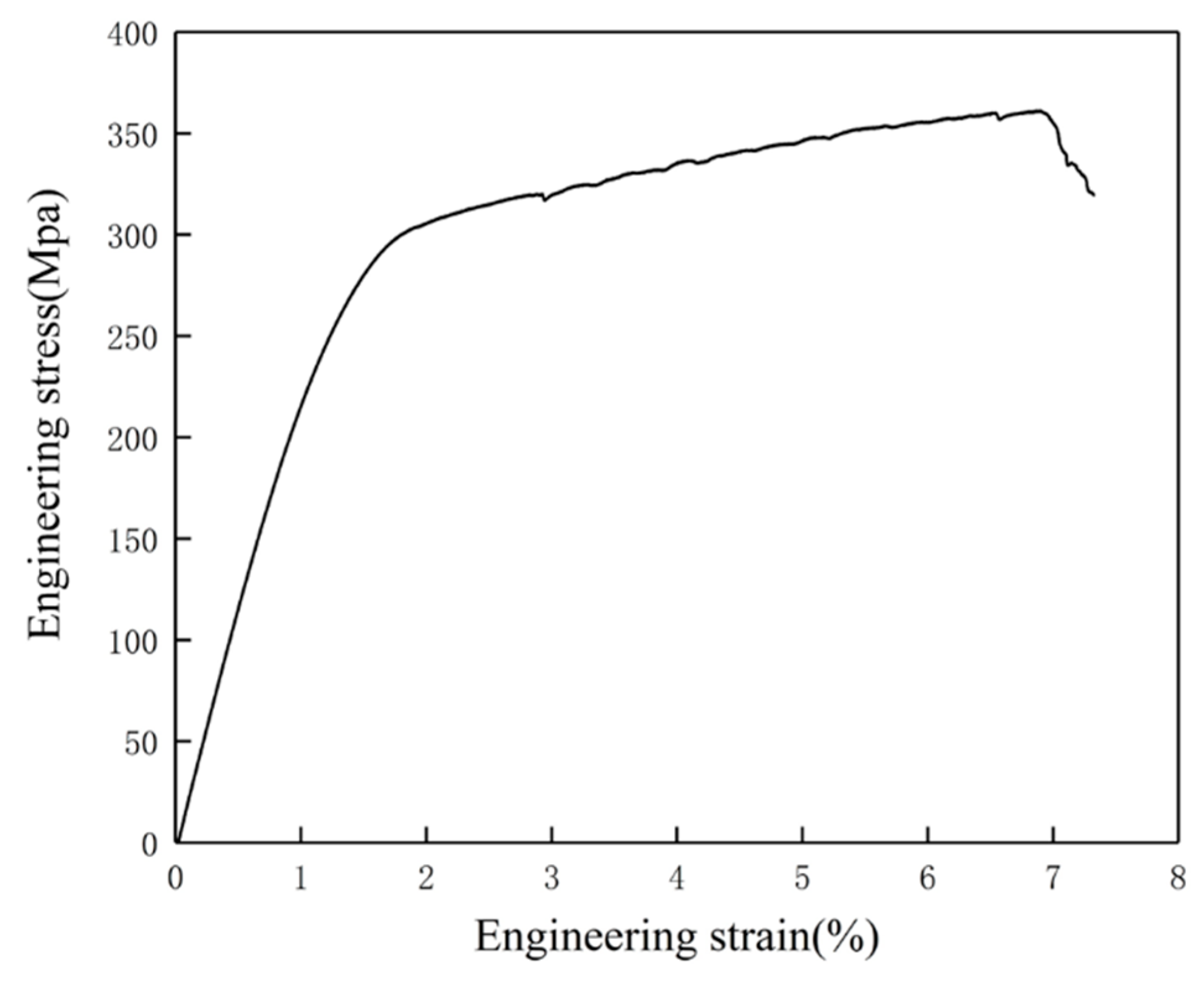
- The SLMed Al-Cu-Mg-Mn alloy showed excellent and isotropy mechanical properties, with a hardness of around 100 HV. The tensile and yield strength of the alloy were 361 MPa and 266 MPa, and the elongation was 5.4%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, X.J.; Zhang, L.C.; Fang, M.H.; Sercombe, T.B. The effect of atmosphere on the structure and properties of a selective laser melted Al-12Si alloy. Mater. Sci. Eng. A 2014, 597, 370–375. [Google Scholar]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar]
- Montero Sistiaga, M.L.; Mertens, R.; Vrancken, B.; Wang, X.; Van Hooreweder, B. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar]
- Michi, R.A.; Plotkowski, A.; Shyam, A. Towards high-temperature applications of aluminium alloys enabled by additive manufacturing. Int. Mater. Rev. 2022, 67, 298–345. [Google Scholar]
- Gu, D.; Shi, X.; Poprawe, R. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, 1487. [Google Scholar]
- Macías, J.G.S.; Douillard, T.; Zhao, L. Influence on microstructure, strength and ductility of build platform temperature during laser powder bed fusion of AlSi10Mg. Acta Mater. 2020, 201, 231–243. [Google Scholar]
- Schmidtke, K.; Palm, F.; Hawkins, A. Process and mechanical properties: Applicability of a scandium modified Al-alloy for laser additive manufacturing. Phys. Procedia 2011, 12, 369–374. [Google Scholar] [CrossRef]
- Shyam, A.; Plotkowski, A.; Bahl, S. An additively manufactured Al-Cu-Mn-Zr alloy microstructure and tensile mechanical properties. Materialia 2020, 12, 100758. [Google Scholar] [CrossRef]
- Agrawal, P.; Gupta, S.; Thapliyal, S. Additively manufactured novel Al-Cu-Sc-Zr alloy: Microstructure and mechanical properties. Addit. Manuf. 2021, 37, 101623. [Google Scholar]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting. Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef]
- Delroisse, P.; Jacques, P.J.; Maire, E.; Rigo, O.; Simar, A. Effect of strut orientation on the microstructure heterogeneities in AlSi10Mg lattices processed by selective laser melting. Scr. Mater. 2017, 141, 32–35. [Google Scholar] [CrossRef]
- Han, X.; Zhu, H.; Nie, X.; Wang, G.; Zeng, X. Investigation on selective laser melting AlSi10Mg cellular lattice strut: Molten pool morphology, surface roughness and dimensional accuracy. Materials 2018, 11, 392. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar]
- Suryawanshi, J.; Prashanth, K.G.; Scudino, S.; Eckert, J.; Prakash, O.; Ramamurty, U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater. 2016, 115, 285–294. [Google Scholar]
- Wang, J.; Zhang, S.; Lu, R. A crack-free and high-strength Al-Cu-Mg-Mn-Zr alloy fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2022, 854, 143731. [Google Scholar]
- Croteau, J.R.; Griffiths, S.; Rossell, M.D. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting. Acta Mater. 2018, 153, 35–44. [Google Scholar]
- Griffiths, S.; Croteau, J.R.; Rossell, M.D. Coarsening and creep resistance of precipitation-strengthened Al-Mg-Zr alloys processed by selective laser melting. Acta Mater. 2020, 188, 192–202. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Heeling, T. Microstructural features of Sc- and Zr-modified Al-Mg alloys processed by selective laser melting. Mater. Des. 2017, 115, 52–63. [Google Scholar]
- Li, R.; Wang, M.; Yuan, T. Selective laser melting of a novel Sc and Zr modified Al-6.2 Mg alloy: Processing, microstructure, and properties. Powder Technol. 2017, 319, 117–128. [Google Scholar] [CrossRef]
- Jia, Q.; Rometsch, P.; Kürnsteiner, P. Selective laser melting of a high strength Al-Mn-Sc alloy: Alloy design and strengthening mechanisms. Acta Mater. 2019, 171, 108–118. [Google Scholar]
- Gao, Y.H.; Yang, C.; Zhang, J.Y. Stabilizing nanoprecipitates in Al-Cu alloys for creep resistance at 300 C. Mater. Res. Lett. 2019, 7, 18–25. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar]
- Galy, C.; Le Guen, E.; Lacoste, E. Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar]
- Zhang, H.; Zhu, H.; Nie, X.; Yin, J.; Hu, Z.; Zeng, X. Effect of Zirconium addition on crack, microstructure and mechanical behavior of selective laser melted Al-Cu-Mg alloy. Scr. Mater. 2017, 134, 6–10. [Google Scholar] [CrossRef]
- Li, C.M.; Lin, Z.Y.; Zhang, C.J. Effect of homogenization treatment on microstructure and properties of Al-Cu-Mg alloy. Chin. J. Las. 2020, 41, 62–67. [Google Scholar]
- Bao, L. Investigation on Effect of Zr Element on Al-Cu-Mg-Mn Aluminum Alloy Texture; Shenyang Institute of Aeronautical Engineering: Shenyang, China, 2007; pp. 42–48. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mn | Mg | Zr | Al |
|---|---|---|---|---|---|
| Mass fraction/% | 1.05 | 3.18 | 0.96 | 0.81 | Bal. |
| Factor | Laser Power A (W) | Scanning Speed B (mm/s) | Hatch Spacing C (mm) |
|---|---|---|---|
| Level 1 | 250 | 800 | 0.09 |
| Level 2 | 300 | 900 | 0.12 |
| Level 3 | 350 | 1000 | 0.15 |
| Level 4 | 400 | 1100 | 0.18 |
| Sample No. | Laser Power A (W) | Scanning Speed B (mm/s) | Hatch Spacing C (mm) | Densification (%) | Hardness (HV) |
|---|---|---|---|---|---|
| 1 | 250 | 800 | 0.09 | 99.44 | 93.10 |
| 2 | 250 | 900 | 0.12 | 97.70 | 86.12 |
| 3 | 250 | 1000 | 0.15 | 99.38 | 84.80 |
| 4 | 250 | 1100 | 0.18 | 99.26 | 79.44 |
| 5 | 300 | 800 | 0.12 | 99.59 | 94.96 |
| 6 | 300 | 900 | 0.15 | 99.85 | 95.58 |
| 7 | 300 | 1000 | 0.18 | 99.85 | 97.84 |
| 8 | 300 | 1100 | 0.09 | 99.88 | 99.66 |
| 9 | 350 | 800 | 0.15 | 98.91 | 93.06 |
| 10 | 350 | 900 | 0.18 | 98.87 | 91.12 |
| 11 | 350 | 1000 | 0.09 | 98.36 | 86.26 |
| 12 | 350 | 1100 | 0.12 | 99.45 | 89.74 |
| 13 | 400 | 800 | 0.18 | 94.22 | 88.24 |
| 14 | 400 | 900 | 0.09 | 95.01 | 80.48 |
| 15 | 400 | 1000 | 0.12 | 98.37 | 90.72 |
| 16 | 400 | 1100 | 0.15 | 99.64 | 90.40 |
| No. | Laser Power A (W) | Scanning Speed B (mm/s) | Hatch Spacing C (mm) |
|---|---|---|---|
| K1 | 395.78 | 392.16 | 392.69 |
| K2 | 399.17 | 391.44 | 395.11 |
| K3 | 395.59 | 395.96 | 397.79 |
| K4 | 387.24 | 398.23 | 392.20 |
| k1 | 98.95 | 98.04 | 98.17 |
| k2 | 99.79 | 97.86 | 98.78 |
| k3 | 98.90 | 98.99 | 99.45 |
| k4 | 96.81 | 99.56 | 98.05 |
| Range | 2.98 | 1.70 | 1.40 |
| No. | Laser Power A (W) | Scanning Speed B (mm/s) | Hatch Spacing C (mm) |
|---|---|---|---|
| K1 | 343.46 | 369.36 | 359.50 |
| K2 | 388.04 | 353.30 | 361.54 |
| K3 | 360.18 | 359.62 | 363.84 |
| K4 | 349.84 | 359.24 | 356.64 |
| k1 | 85.87 | 92.34 | 89.88 |
| k2 | 97.01 | 88.33 | 90.39 |
| k3 | 90.05 | 89.91 | 90.96 |
| k4 | 87.46 | 89.81 | 89.16 |
| Range | 11.15 | 4.02 | 1.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Zhang, S.; Li, F.; Li, Z.; Wang, Y.; Liu, B. Selective Laser Melting of Al-Cu-Mn-Mg Alloys: Processing and Mechanical Properties. Metals 2023, 13, 1520. https://doi.org/10.3390/met13091520
Zhang S, Zhang S, Li F, Li Z, Wang Y, Liu B. Selective Laser Melting of Al-Cu-Mn-Mg Alloys: Processing and Mechanical Properties. Metals. 2023; 13(9):1520. https://doi.org/10.3390/met13091520
Chicago/Turabian StyleZhang, Shenghua, Senming Zhang, Fudong Li, Zhonghua Li, Yu Wang, and Bin Liu. 2023. "Selective Laser Melting of Al-Cu-Mn-Mg Alloys: Processing and Mechanical Properties" Metals 13, no. 9: 1520. https://doi.org/10.3390/met13091520