
Intelligent and Adaptive System for Welding Process Automation in T-Shaped Joints



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
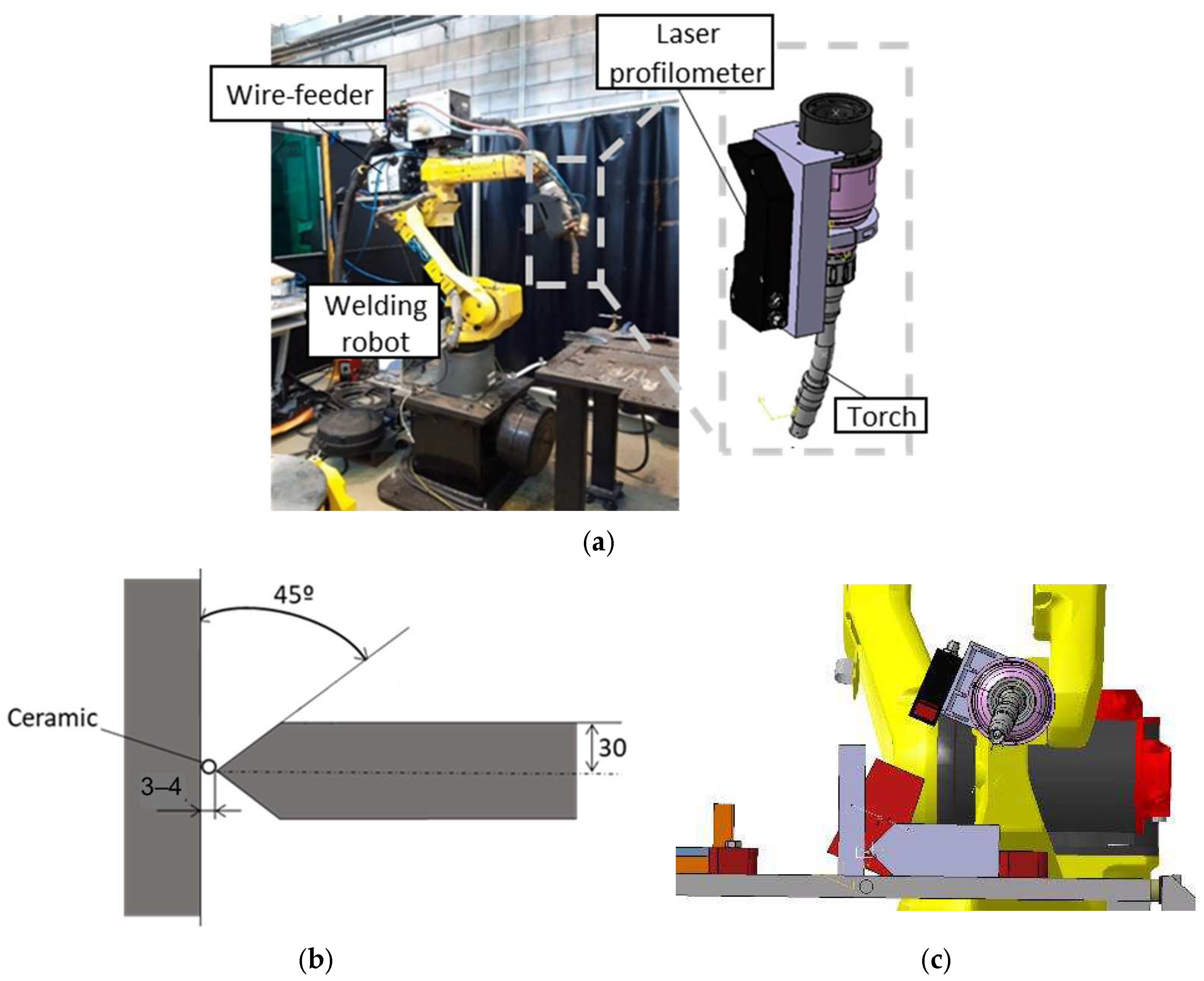
2.2. Set-Up
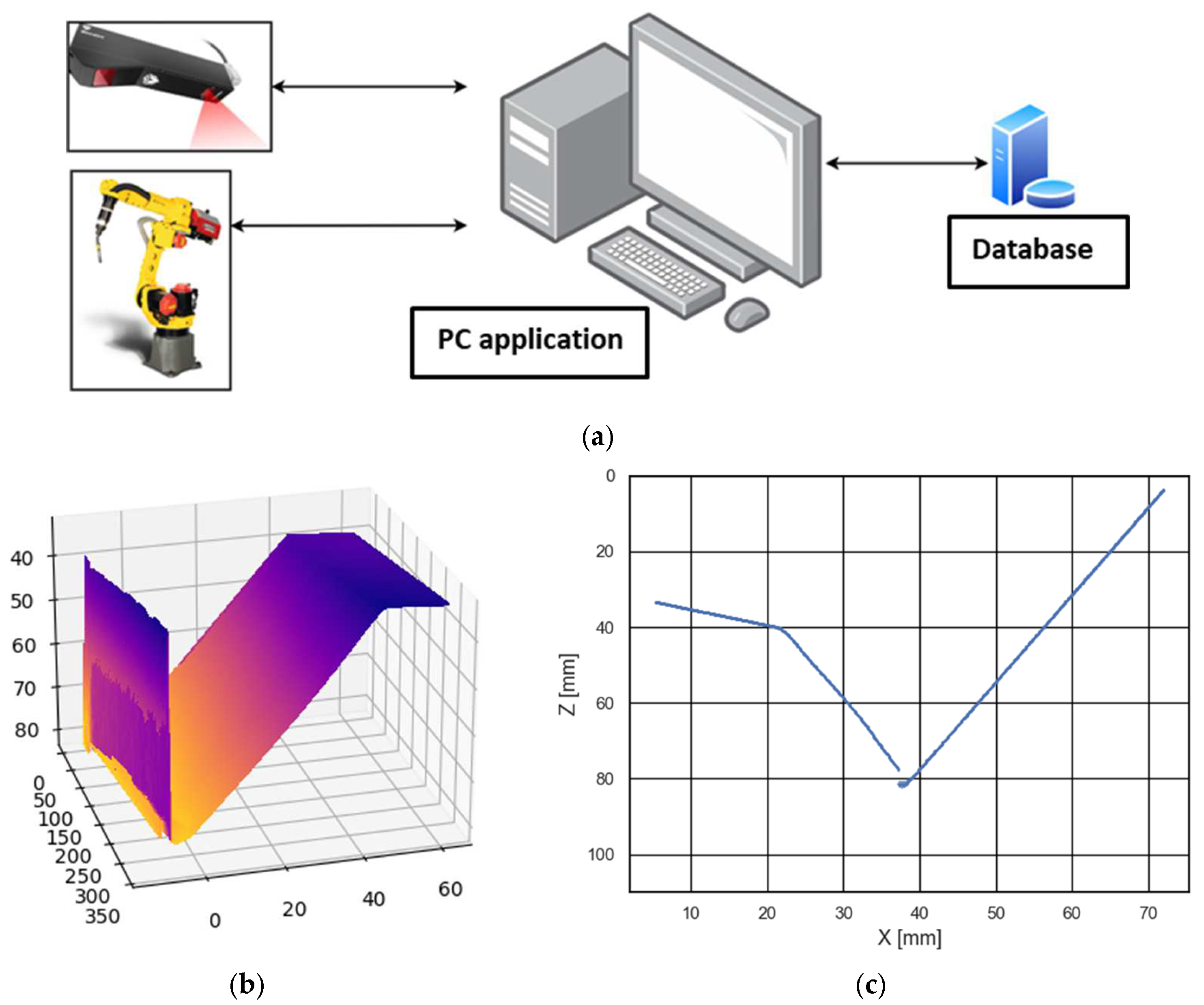
2.3. Data Acquisition Chain
3. Results
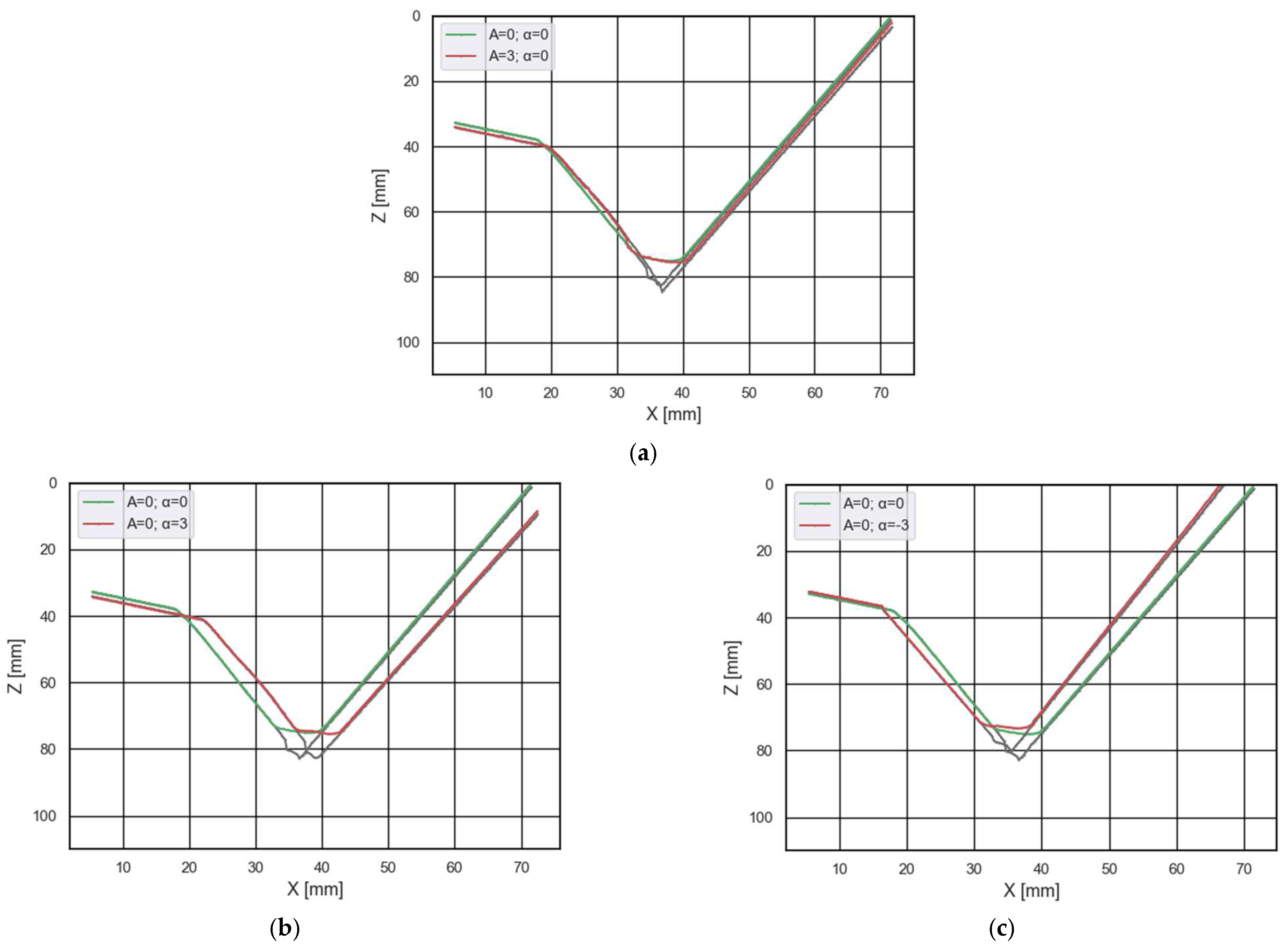
3.1. Influence of Welding Parameters
3.2. System Learning
3.3. Automatic Determination of the Welding Trajectory
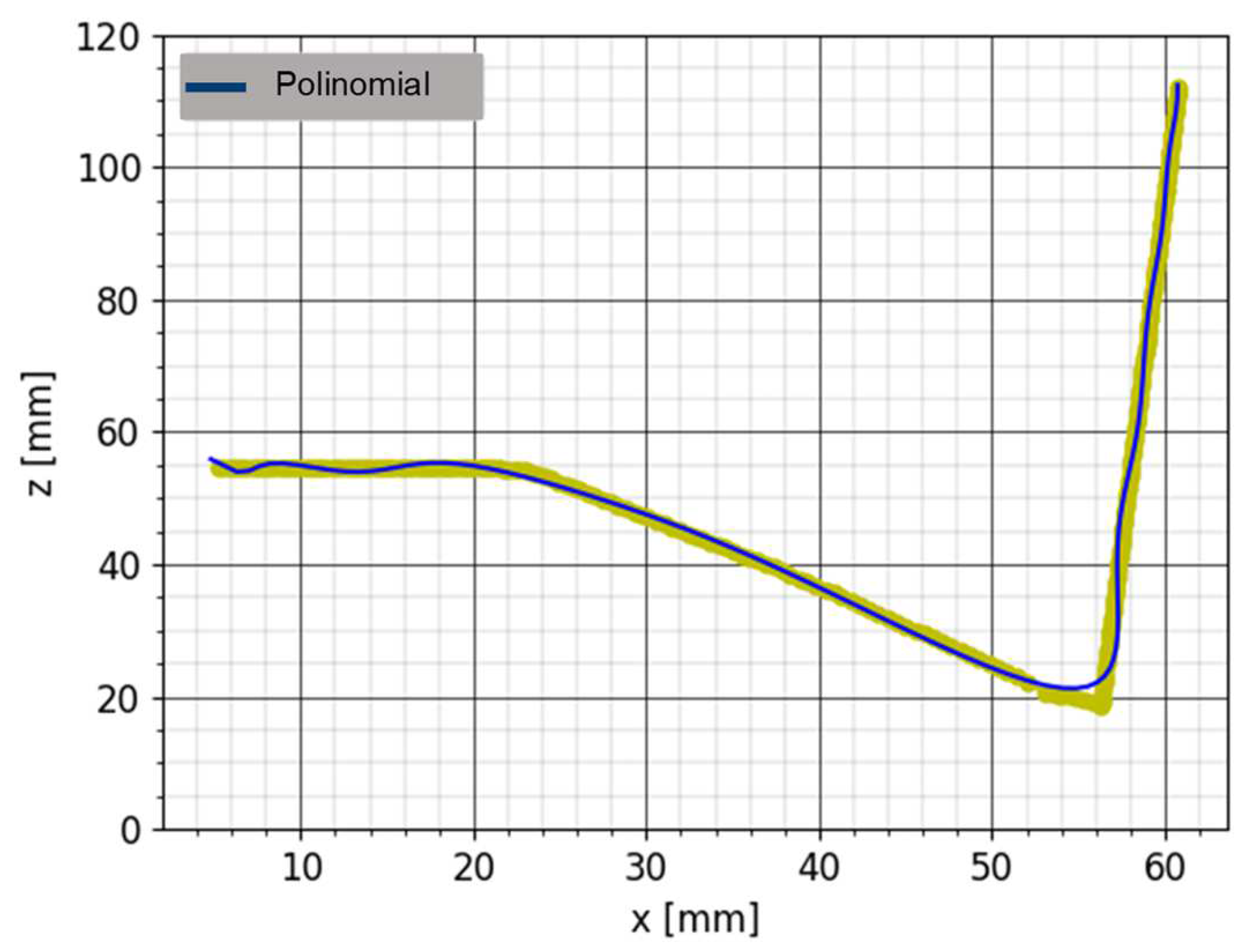
3.3.1. Processing of the Acquired Profiles
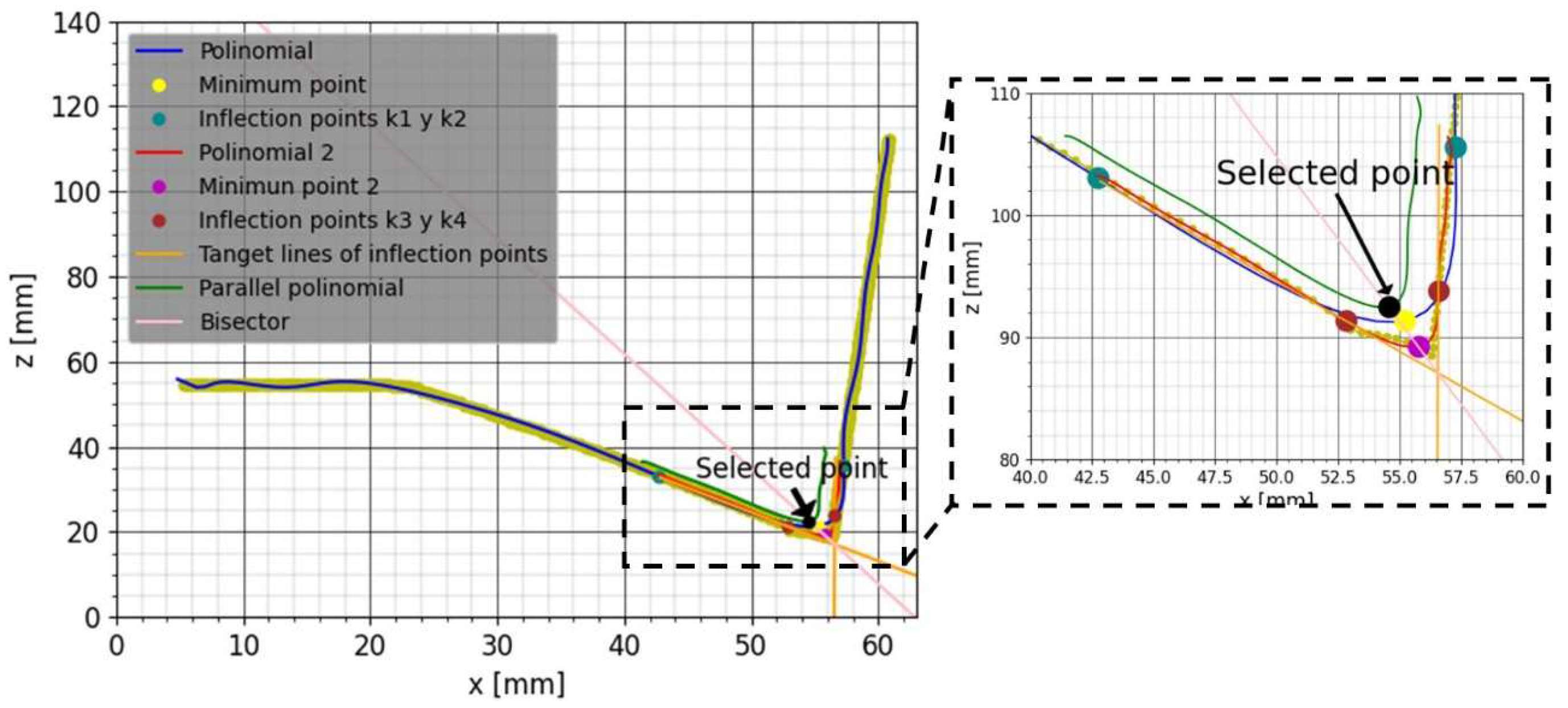
3.3.2. Determination of the Welding Points
3.3.3. Welding Path Generation
3.4. Validation of the System
4. Conclusions
- This automated and adaptable robotic system was intricately designed and implemented at both the physical and communication levels. In the physical domain, meticulous integration of the sensor, including precise mechanical alignment and thorough calibration, ensured accurate data collection during welding. Meanwhile, the establishment of robust communication protocols facilitated seamless real-time coordination among system components. Complementing this, sophisticated software algorithms drove decision-making and task execution, resulting in a cohesive, high-performance robotic system ready to enhance industrial and technological applications.
- This system was applied in the field of welding of large thickness joints since the automation and adaptability of the robotic system developed allowed greater efficiency and precision in the welding process. Additionally, by using real-time acquired profiles, the system could adapt to different joint geometries and even deformations arising during welding or due to incorrect assembly, making it versatile and flexible.
- For welding “T”-shaped joints with large thicknesses, it was confirmed that the amplitude of oscillation and variation in the torch’s tilt angle in the analyzed range had no influence on the welding of the first layer of such joints.
- For welding this type of joint, the developed system was able to automatically generate the torch trajectory for welding the first layer based on the profiles acquired by laser profilometer. To achieve this, a robust and precise algorithm for selecting optimal welding points was developed.
- The developed system was validated in two ways, achieving satisfactory results. On the one hand, the automatically selected welding points through the algorithm were compared to the welding points selected by an expert operator, yielding similar results. On the other hand, a real joint was welded, achieving a quality weld.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pattanayak, S.; Sahoo, S.K. Gas metal arc welding based additive manufacturing—A review. CIRP J. Manuf. Sci. Technol. 2021, 33, 398–442. [Google Scholar] [CrossRef]
- Palani, P.K.; Murugan, N. Optimization of weld bead geometry for stainless steel claddings deposited by FCAW. J. Mater. Process. Technol. 2007, 190, 291–299. [Google Scholar] [CrossRef]
- Gonçalves, C.V.; Vilarinho, L.O.; Scotti, A.; Guimarães, G. Estimation of heat source and thermal efficiency in GTAW process by using inverse techniques. J. Mater. Process. Technol. 2006, 172, 42–51. [Google Scholar] [CrossRef]
- Mahapatra, M.M.; Datta, G.L.; Pradhan, B.; Mandal, N.R. Three-dimensional finite element analysis to predict the effects of SAW process parameters on temperature distribution and angular distortions in single-pass butt joints with top and bottom reinforcements. Int. J. Press. Vessel. Pip. 2006, 83, 721–729. [Google Scholar] [CrossRef]
- Curiel, D.; Veiga, F.; Suarez, A.; Villanueva, P. Advances in Robotic Welding for Metallic Materials: Application of Inspection, Modeling, Monitoring and Automation Techniques. Metals 2023, 13, 711. [Google Scholar] [CrossRef]
- Yang, C.; Ye, Z.; Chen, Y.; Zhong, J.; Chen, S. Multi-pass path planning for thick plate by DSAW based on vision sensor. Sens. Rev. 2014, 34, 416–423. [Google Scholar] [CrossRef]
- Chen, C.; Hu, S.; He, D.; Shen, J. An approach to the path planning of tube-sphere intersection welds with the robot dedicated to J-groove joints. Robot. Comput. Integr. Manuf. 2013, 29, 41–48. [Google Scholar] [CrossRef]
- Shi, L.; Tian, X. Automation of main pipe-rotating welding scheme for intersecting pipes. Int. J. Adv. Manuf. Technol. 2015, 77, 955–964. [Google Scholar] [CrossRef]
- Ye, G.; Guo, J.; Sun, Z.; Li, C.; Zhong, S. Weld bead recognition using laser vision with model-based classification. Robot Comput. Integr. Manuf. 2018, 52, 9–16. [Google Scholar] [CrossRef]
- He, Y.; Chen, Y.; Xu, Y.; Huang, Y.; Chen, S. Autonomous Detection of Weld Seam Profiles via a Model of Saliency-Based Visual Attention for Robotic Arc Welding. J. Intell. Robot. Syst. Theory Appl. 2016, 81, 395–406. [Google Scholar] [CrossRef]
- Girón-Cruz, J.A.; Pinto-Lopera, J.E.; Alfaro, S.C.A. Weld bead geometry real-time control in gas metal arc welding processes using intelligent systems. Int. J. Adv. Manuf. Technol. 2022, 123, 3871–3884. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, H.; Lv, N.; Chen, S. Real-time defect detection in pulsed GTAW of Al alloys through on-line spectroscopy. J. Mater. Process. Technol. 2013, 213, 1146–1156. [Google Scholar] [CrossRef]
- Lv, N.; Xu, Y.; Zhang, Z.; Wang, J.; Chen, B.; Chen, S. Audio sensing and modeling of arc dynamic characteristic during pulsed Al alloy GTAW process. Sens. Rev. 2013, 33, 141–156. [Google Scholar] [CrossRef]
- Yan, S.J.; Ong, S.K.; Nee, A.Y.C. Optimal Pass Planning for Robotic Welding of Large-dimension Joints with Deep Grooves. In Procedia CIRP; Elsevier: Amsterdam, The Netherlands, 2016; pp. 188–192. [Google Scholar] [CrossRef]
- Barborak, D.; Conrardy, C.; Madigan, B.; Paskell, T. “Through-Arc” Process Monitoring Techniques for Control of Automated Gas Metal Arc Welding. In Proceedings of the IEEE International Conference on Robotics and Automation 1999, Detroit, MI, USA, 10–15 May 1999; pp. 3053–3058. [Google Scholar]
- Fridenfalk, M.; Bolmsjö, G. Design and Validation of a Sensor Guided Robot Control System for Welding in Shipbuilding. Int. J. Join. Mater. 2002, 14, 44–55. [Google Scholar]
- Kim, C. Through Arc Sensing for Reciprocating Wire Feed Gas Metal Arc Welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1557–1565. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, X.; Gu, X. Welding Robot Path Planning Problem Based on Discrete MOEA/D with Hybrid Environment Selection. Neural Comput. Appl. 2021, 33, 12881–12903. [Google Scholar] [CrossRef]
- Ogbemhe, J.; Mpofu, K.; Tlale, N. Optimal Trajectory Scheme for Robotic Welding along Complex Joints Using a Hybrid Multi-Objective Genetic Algorithm. IEEE Access 2019, 7, 158753–158769. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, X.; Xia, Z.; Gu, X. A Survey of Welding Robot Intelligent Path Optimization. J. Manuf. Process. 2021, 63, 14–23. [Google Scholar] [CrossRef]
- Rout, A.; Bbvl, D.; Biswal, B.B. Optimal Trajectory Generation of an Industrial Welding Robot with Kinematic and Dynamic Constraints. Ind. Robot 2020, 47, 68–75. [Google Scholar] [CrossRef]
- Curiel, D.; Veiga, F.; Suarez, A.; Villanueva, P. Methodology for the Path Definition in Multi-Layer Gas Metal Arc Welding (GMAW). Symmetry 2023, 15, 268. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analyzed Parameter | Minimum Value | Maximum Value | Increment |
|---|---|---|---|
| Oscillation amplitude (A) | 0 mm | 3 mm | 1 mm |
| Angle variation (α) | −3° | 3° | 1° |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldalur, E.; Suárez, A.; Curiel, D.; Veiga, F.; Villanueva, P. Intelligent and Adaptive System for Welding Process Automation in T-Shaped Joints. Metals 2023, 13, 1532. https://doi.org/10.3390/met13091532
Aldalur E, Suárez A, Curiel D, Veiga F, Villanueva P. Intelligent and Adaptive System for Welding Process Automation in T-Shaped Joints. Metals. 2023; 13(9):1532. https://doi.org/10.3390/met13091532
Chicago/Turabian StyleAldalur, Eider, Alfredo Suárez, David Curiel, Fernando Veiga, and Pedro Villanueva. 2023. "Intelligent and Adaptive System for Welding Process Automation in T-Shaped Joints" Metals 13, no. 9: 1532. https://doi.org/10.3390/met13091532
APA StyleAldalur, E., Suárez, A., Curiel, D., Veiga, F., & Villanueva, P. (2023). Intelligent and Adaptive System for Welding Process Automation in T-Shaped Joints. Metals, 13(9), 1532. https://doi.org/10.3390/met13091532