
Microstructure and Anisotropy of Mechanical Properties of Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr Alloys Prepared by Normal Rolling and Cross-Rolling


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure and Mechanical Properties of Different Rolling Reductions
3.1.1. Microstructural Evolution during Rolling with Different Reductions
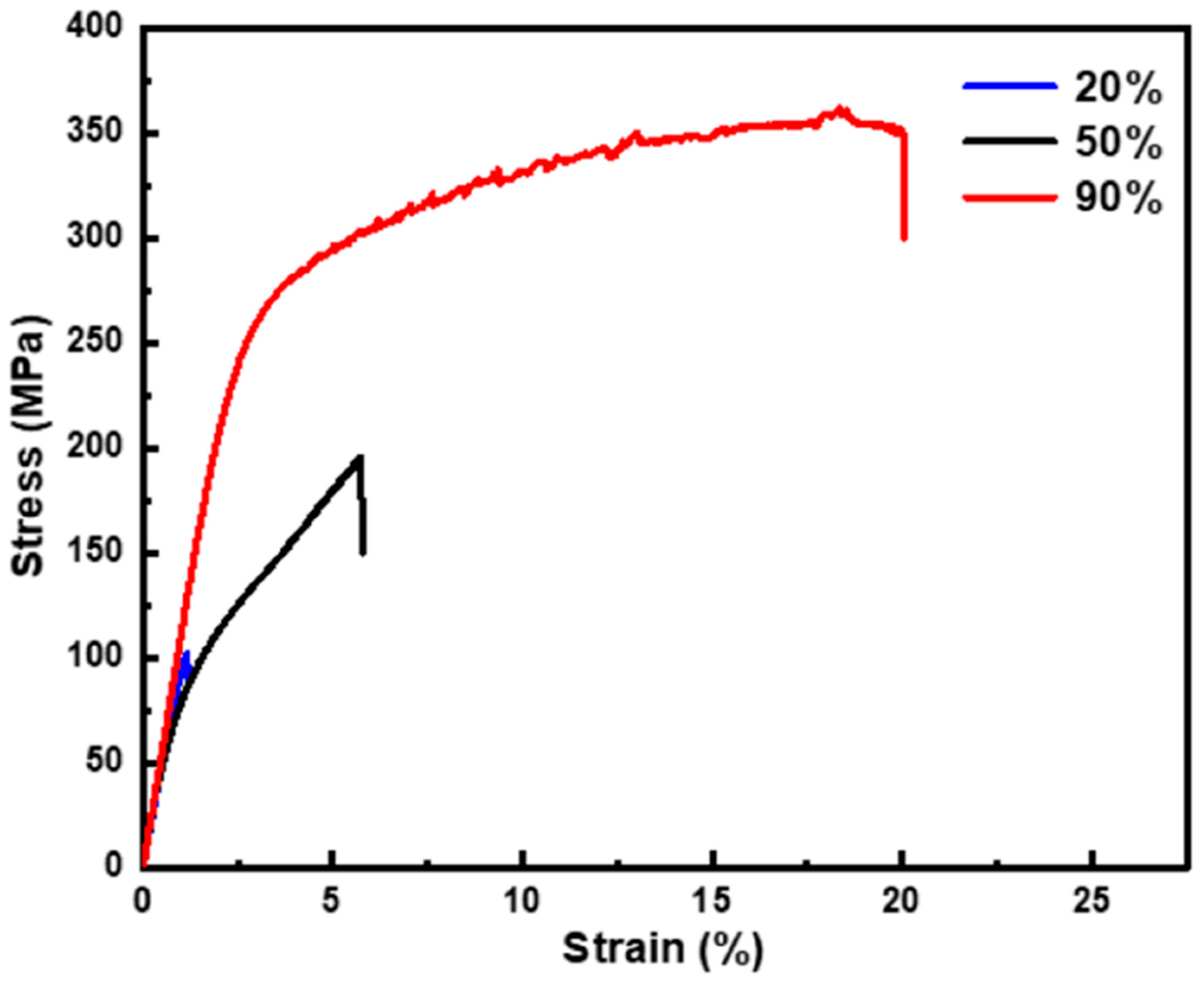
3.1.2. Mechanical Properties during Rolling with Different Reductions
3.2. Microstructure and Mechanical Properties of Normal Rolled and Cross-Rolled Specimens
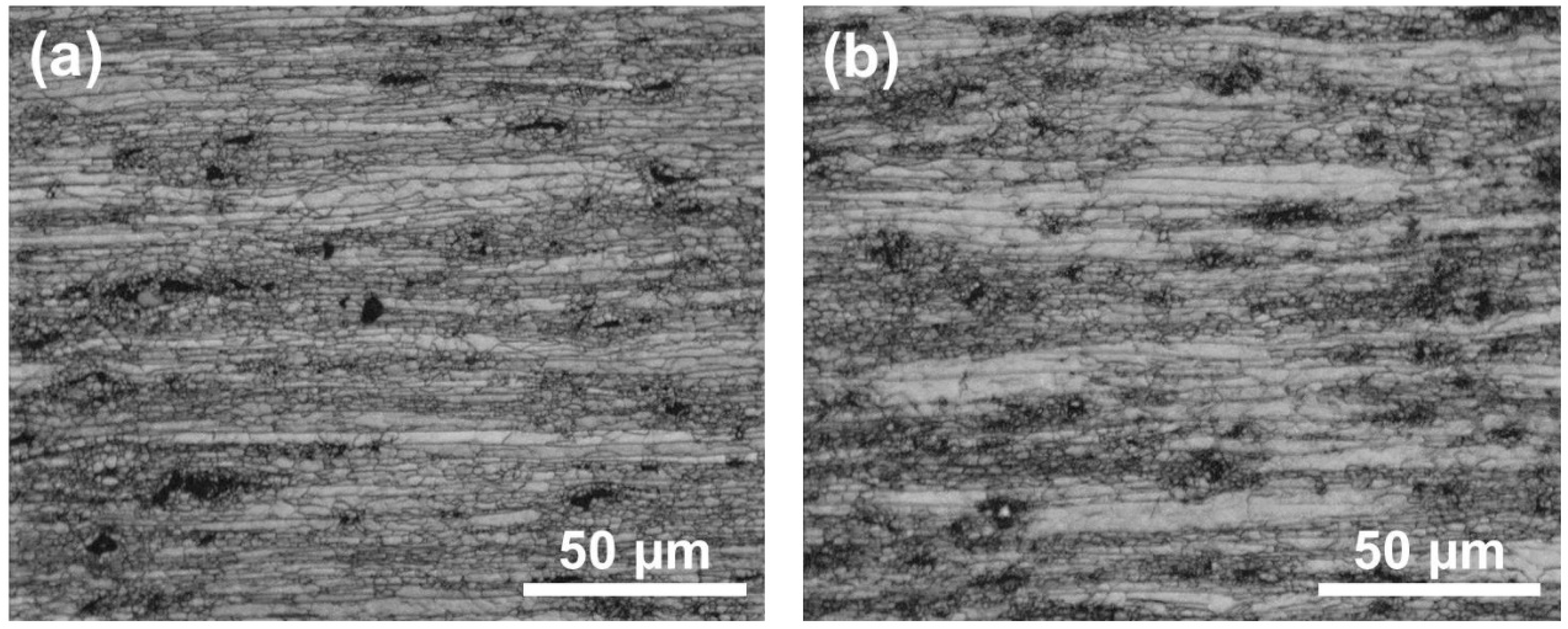
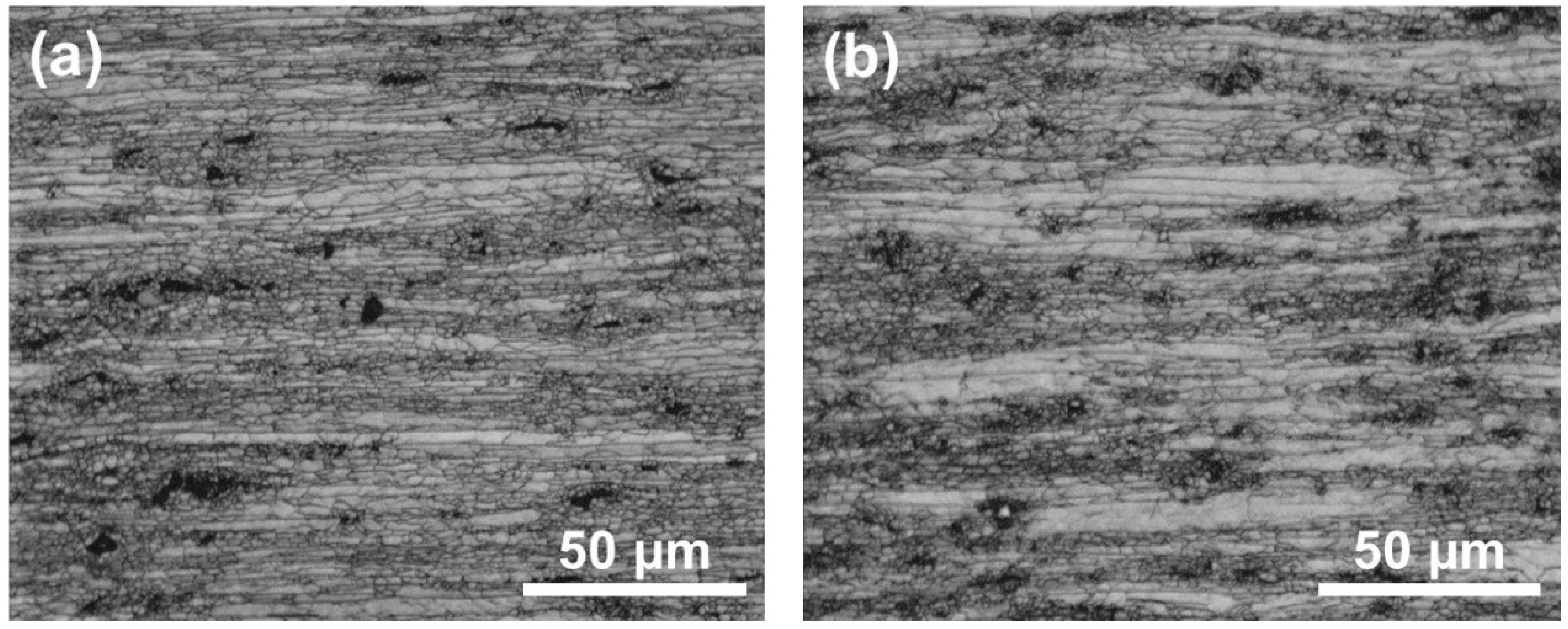
3.2.1. Microstructure of Normal Rolled and Cross-Rolled Specimens
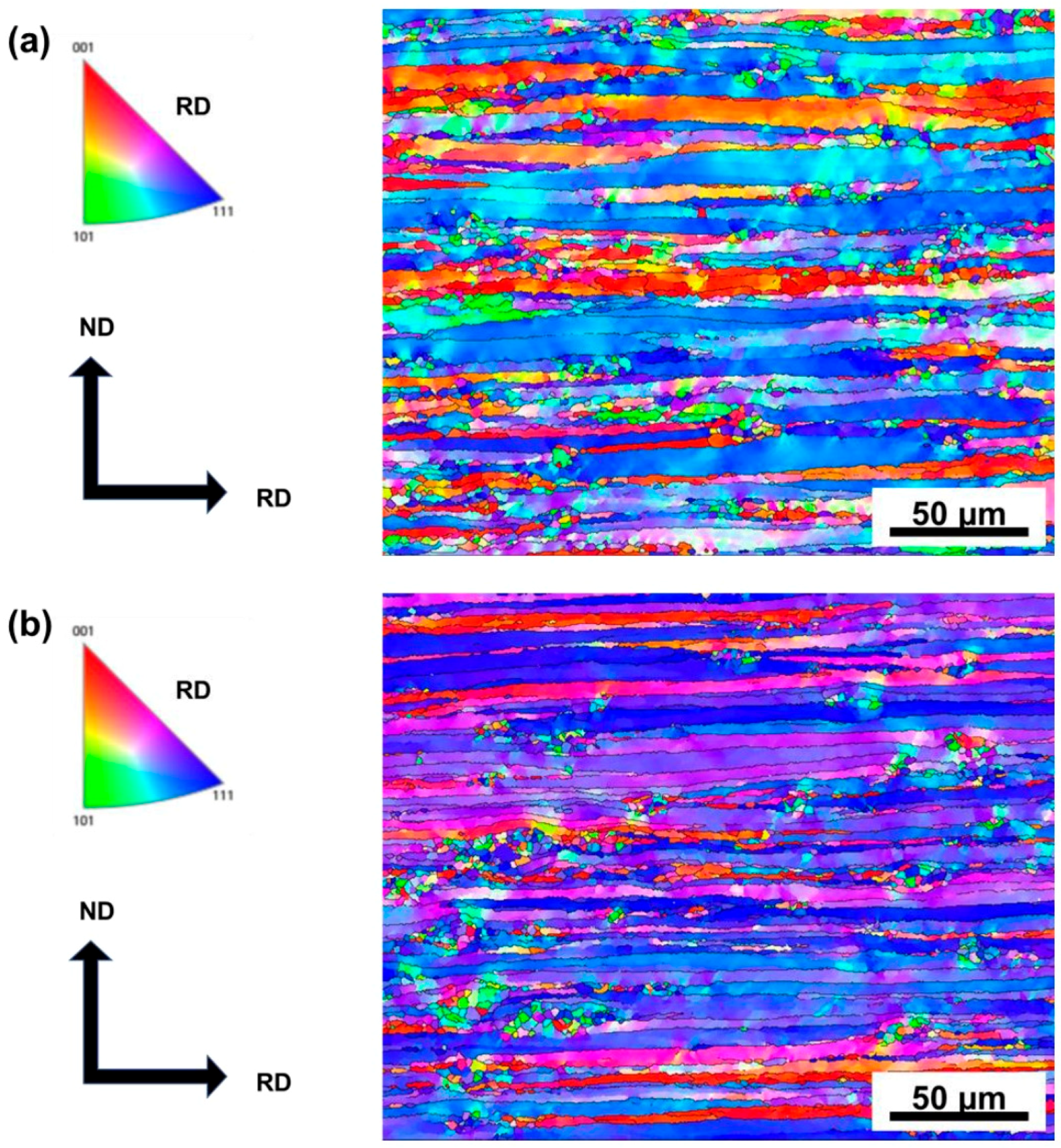
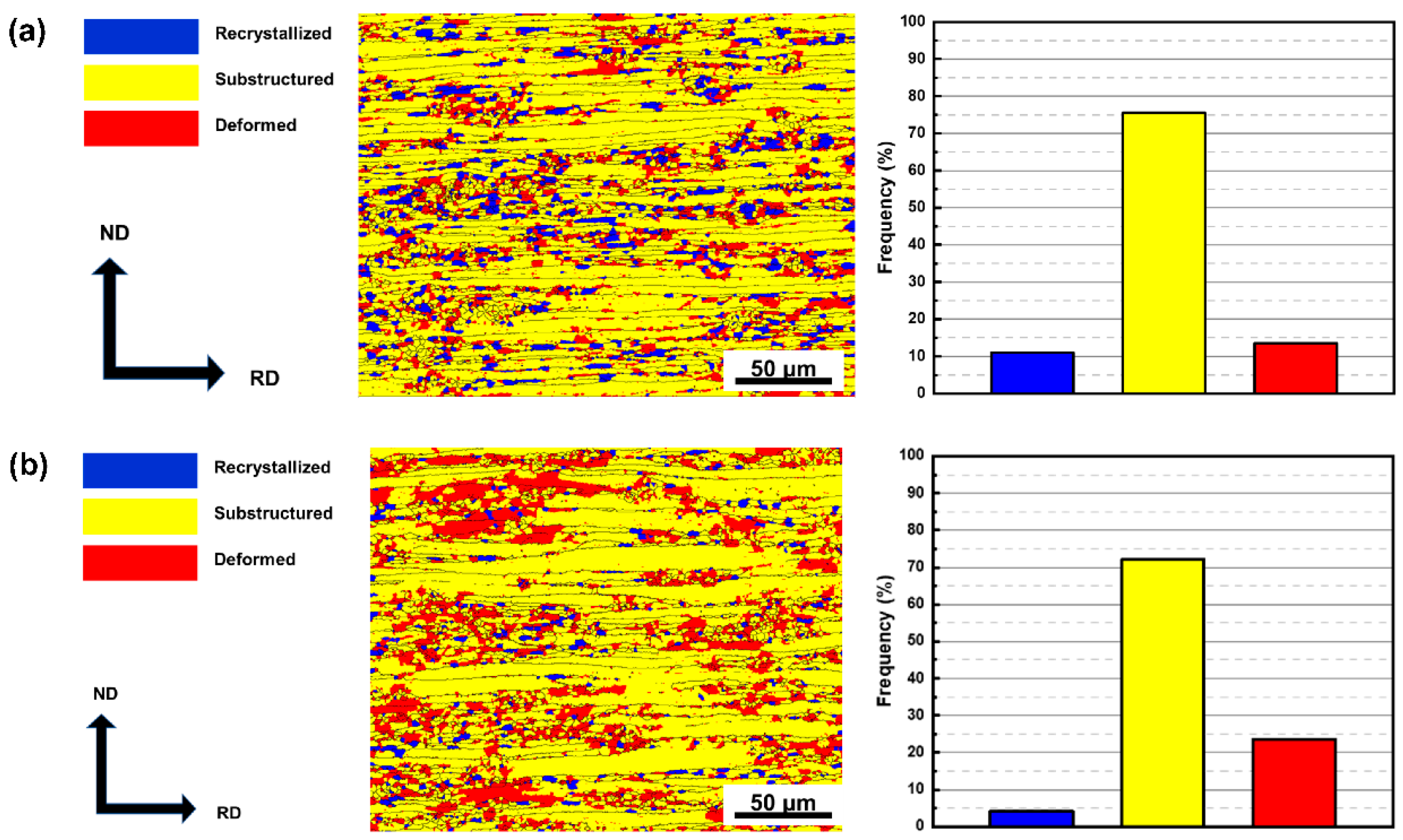
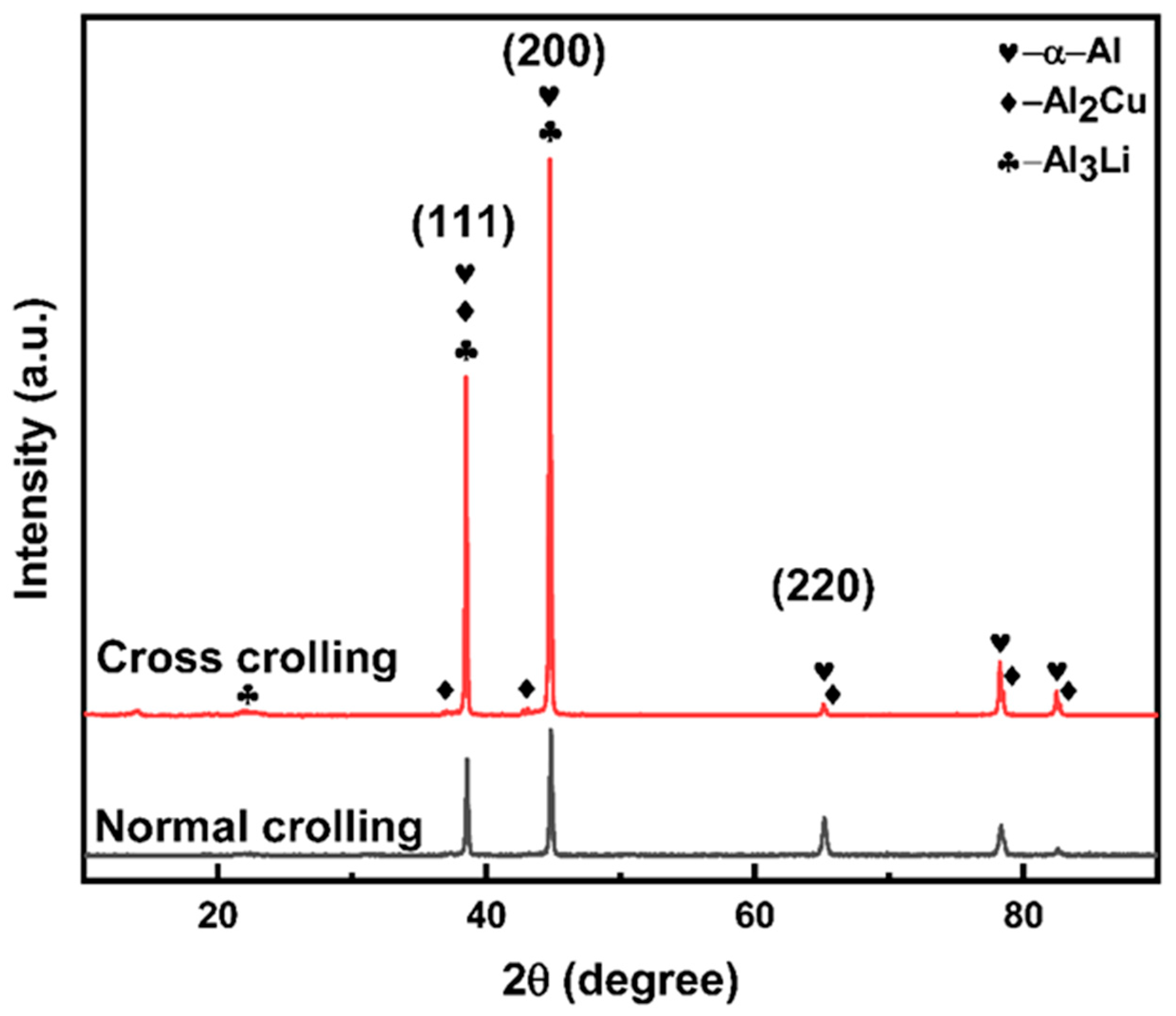
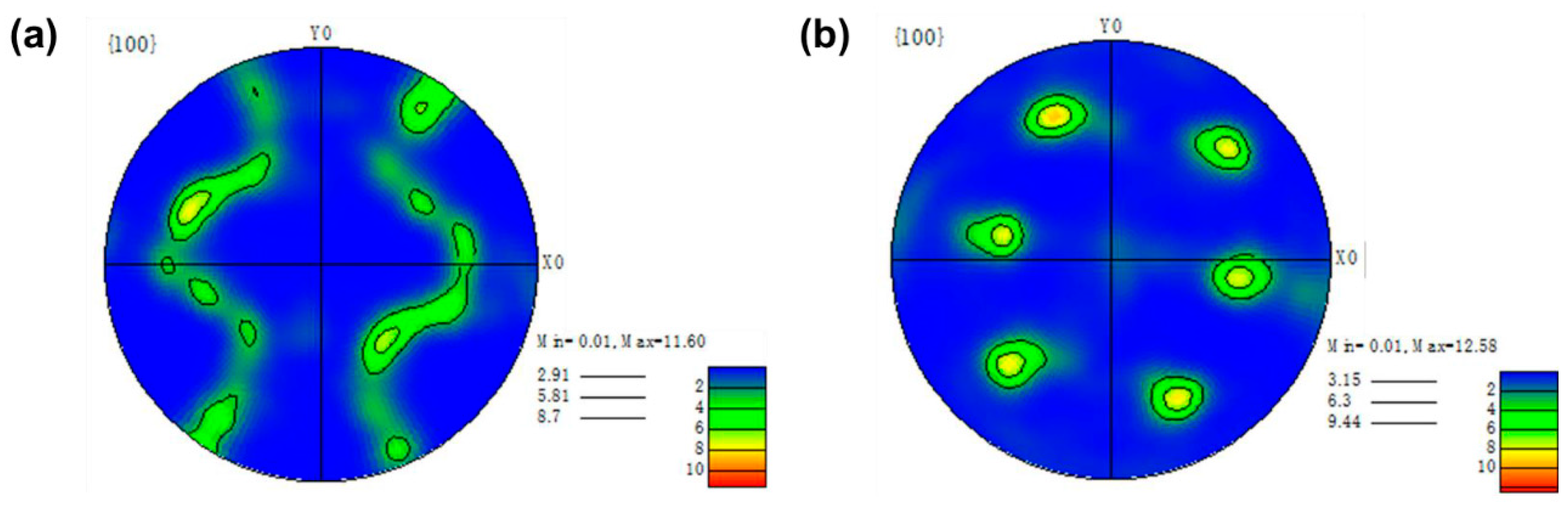
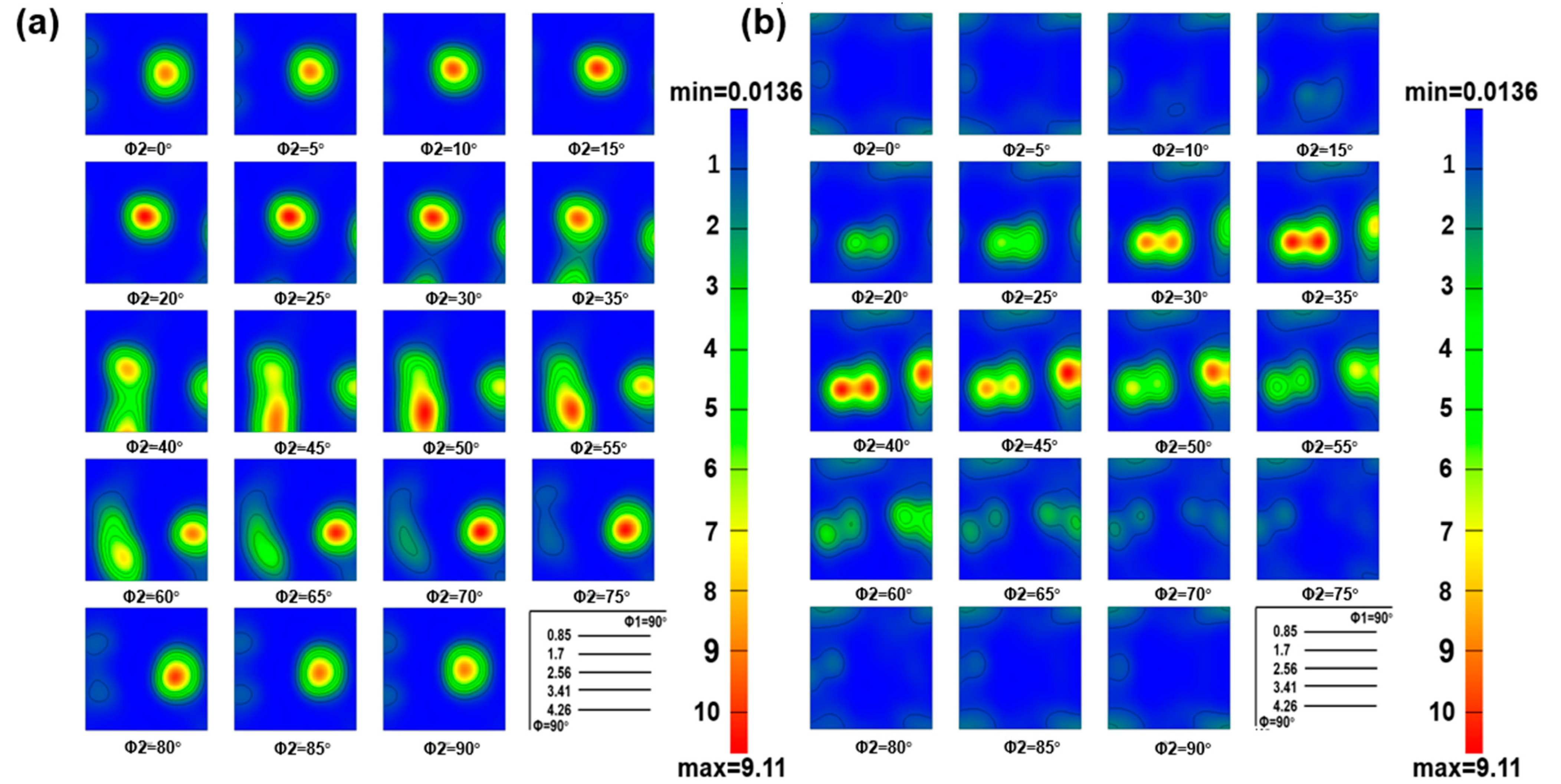
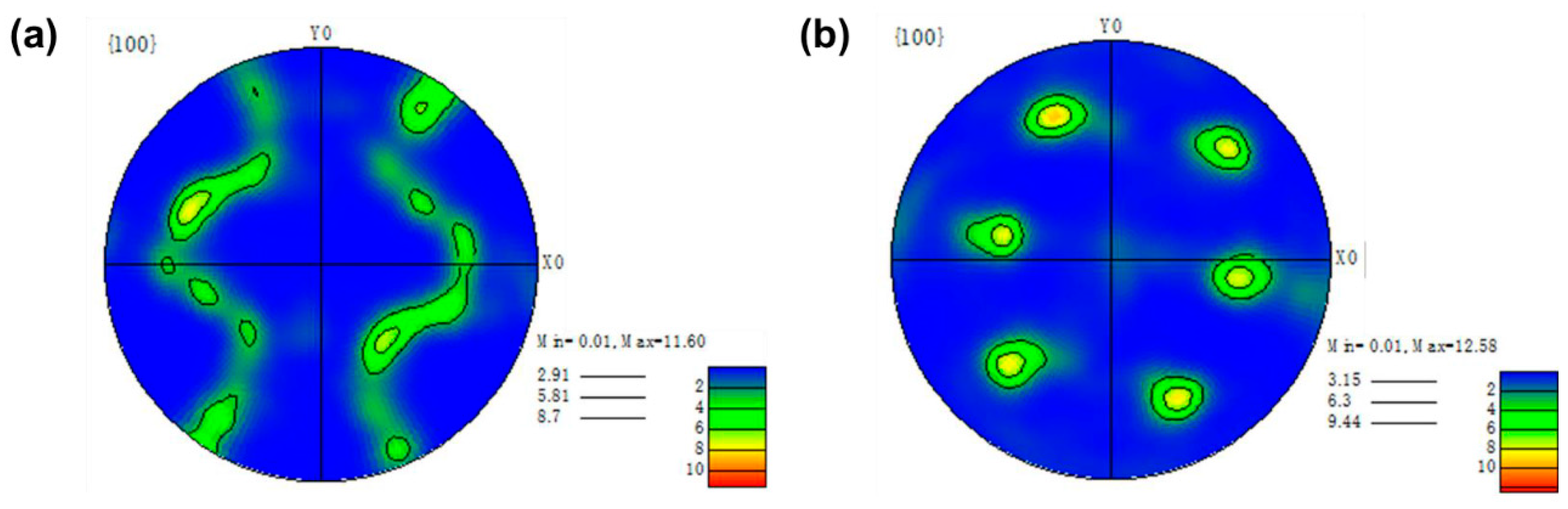
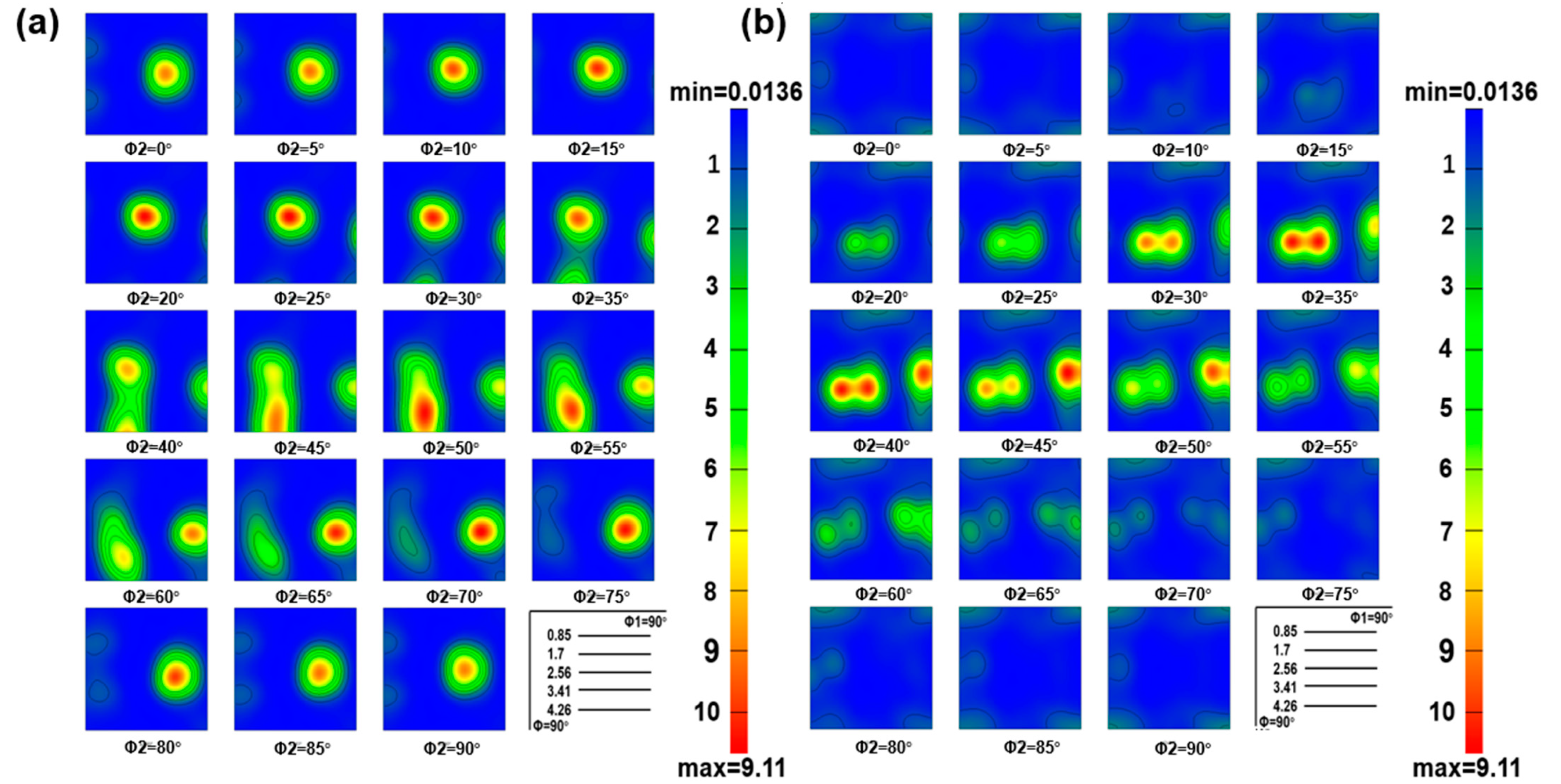
3.2.2. Grain Orientation and Texture of Al-Li Alloys Processed by Normal Rolling and Cross-Rolling
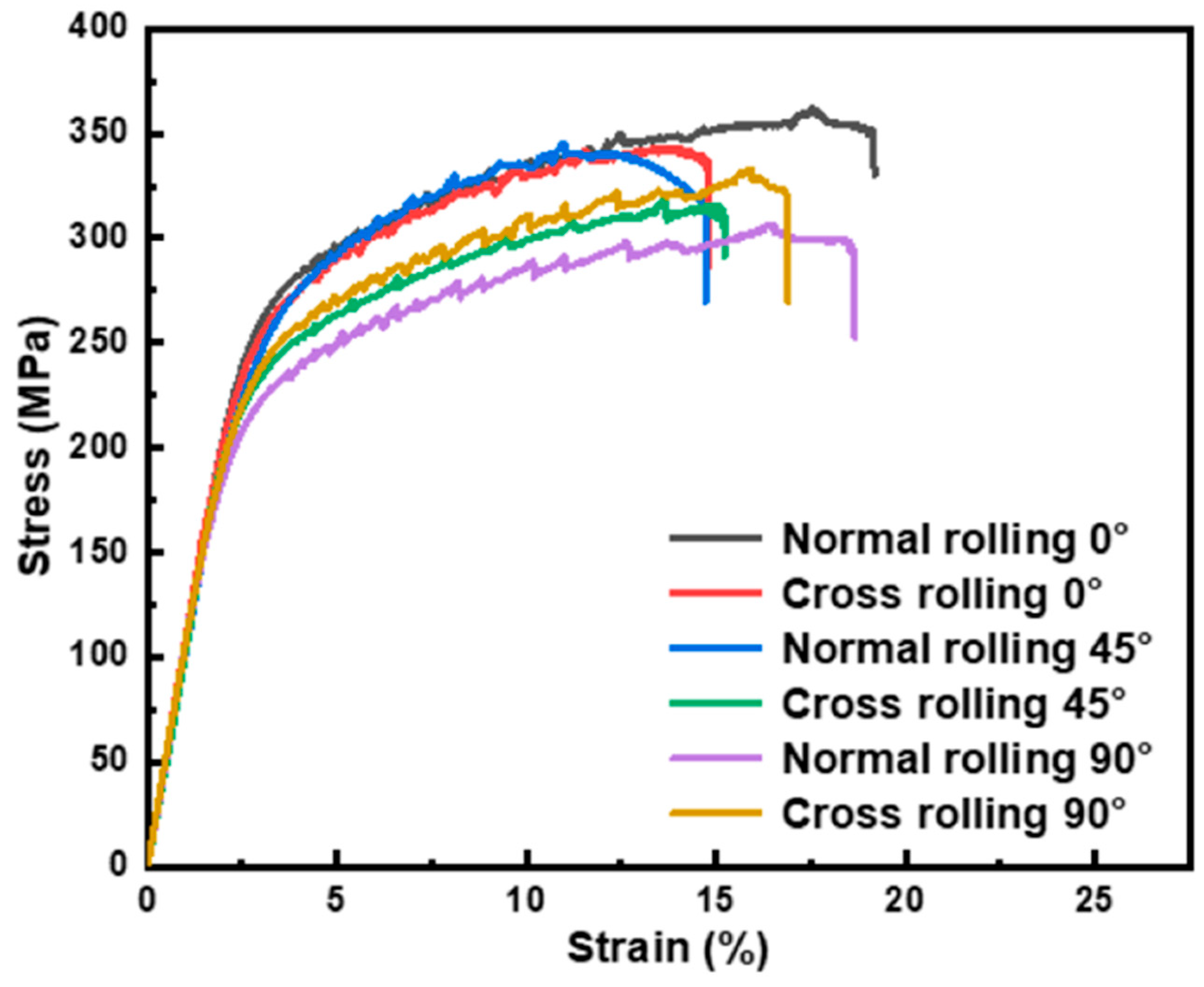
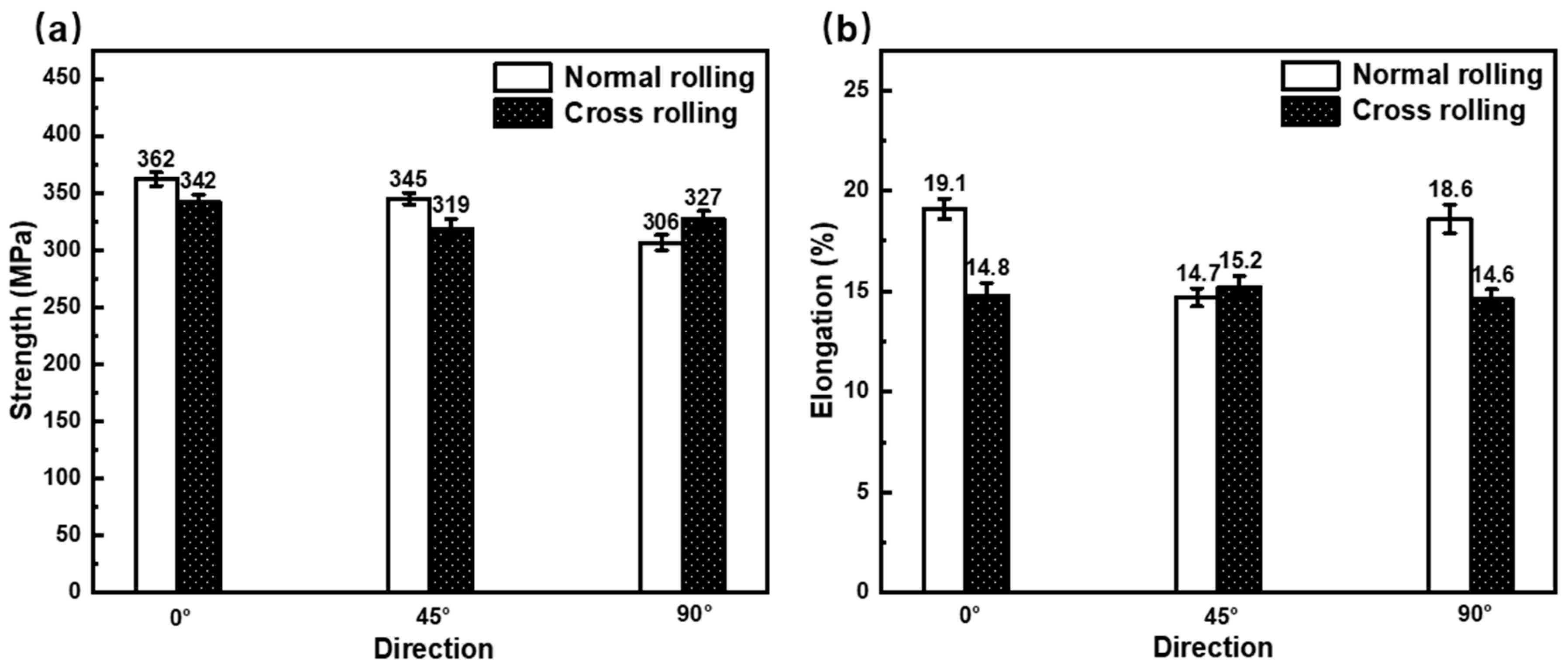
3.2.3. Mechanical Properties of Normal Rolled and Cross-Rolled Specimens
4. Conclusions
- (1)
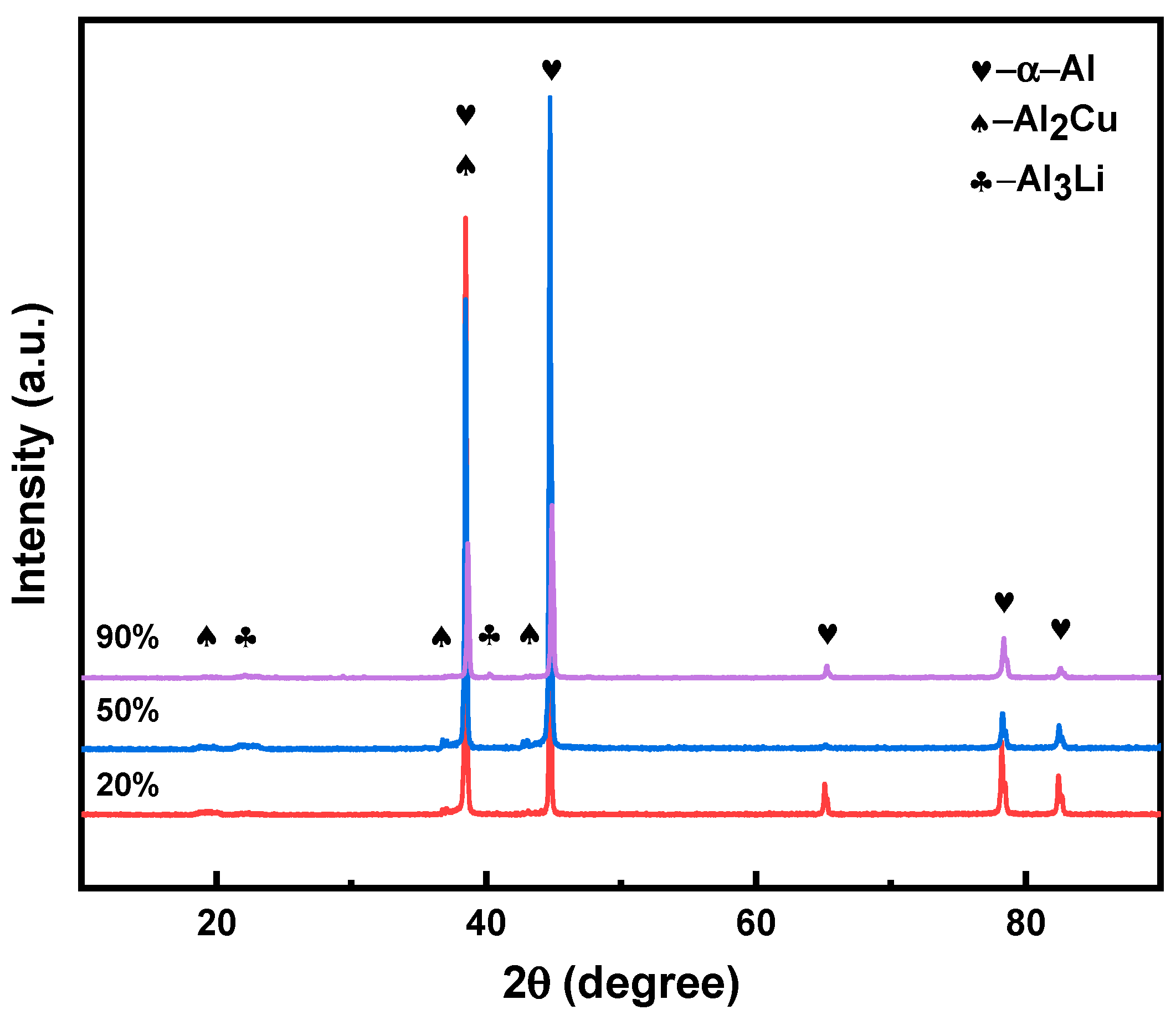
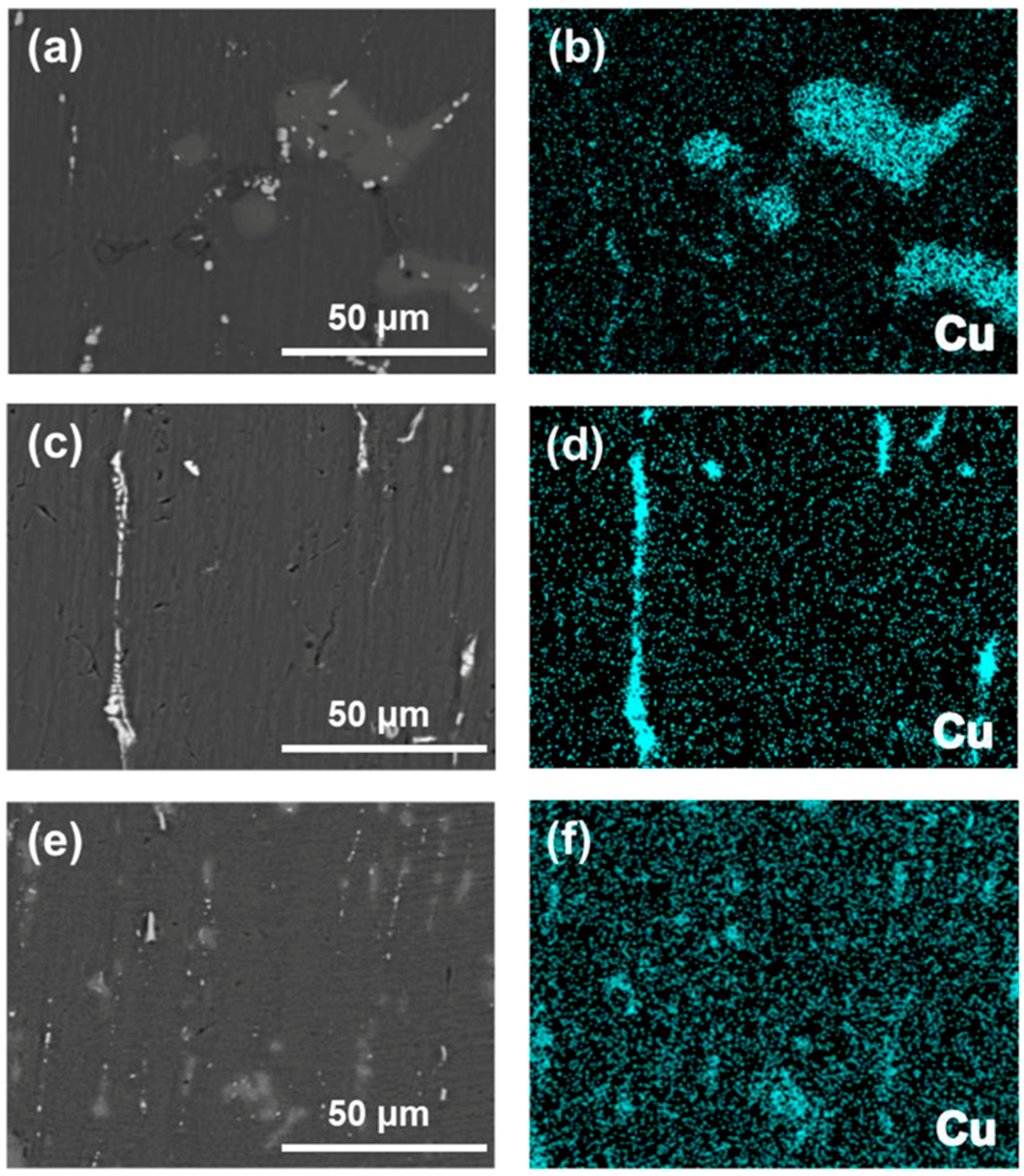
- As the rolling deformation increases, the Cu-rich phase in the Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr alloy continues to fragment and dissolve, resulting in a continuous decrease in size from 30 µm to about 8 µm with a more uniform distribution.
- (2)
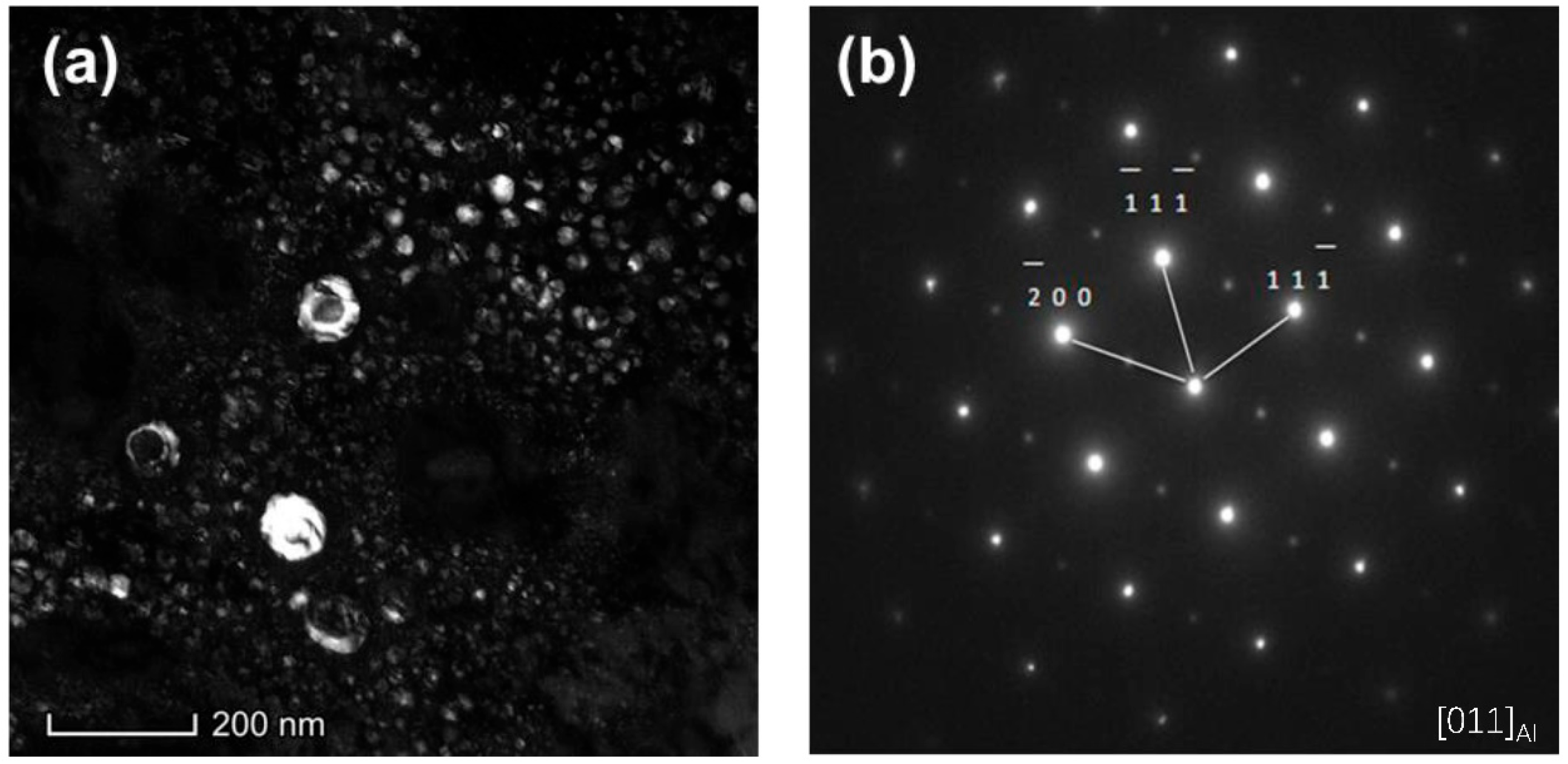
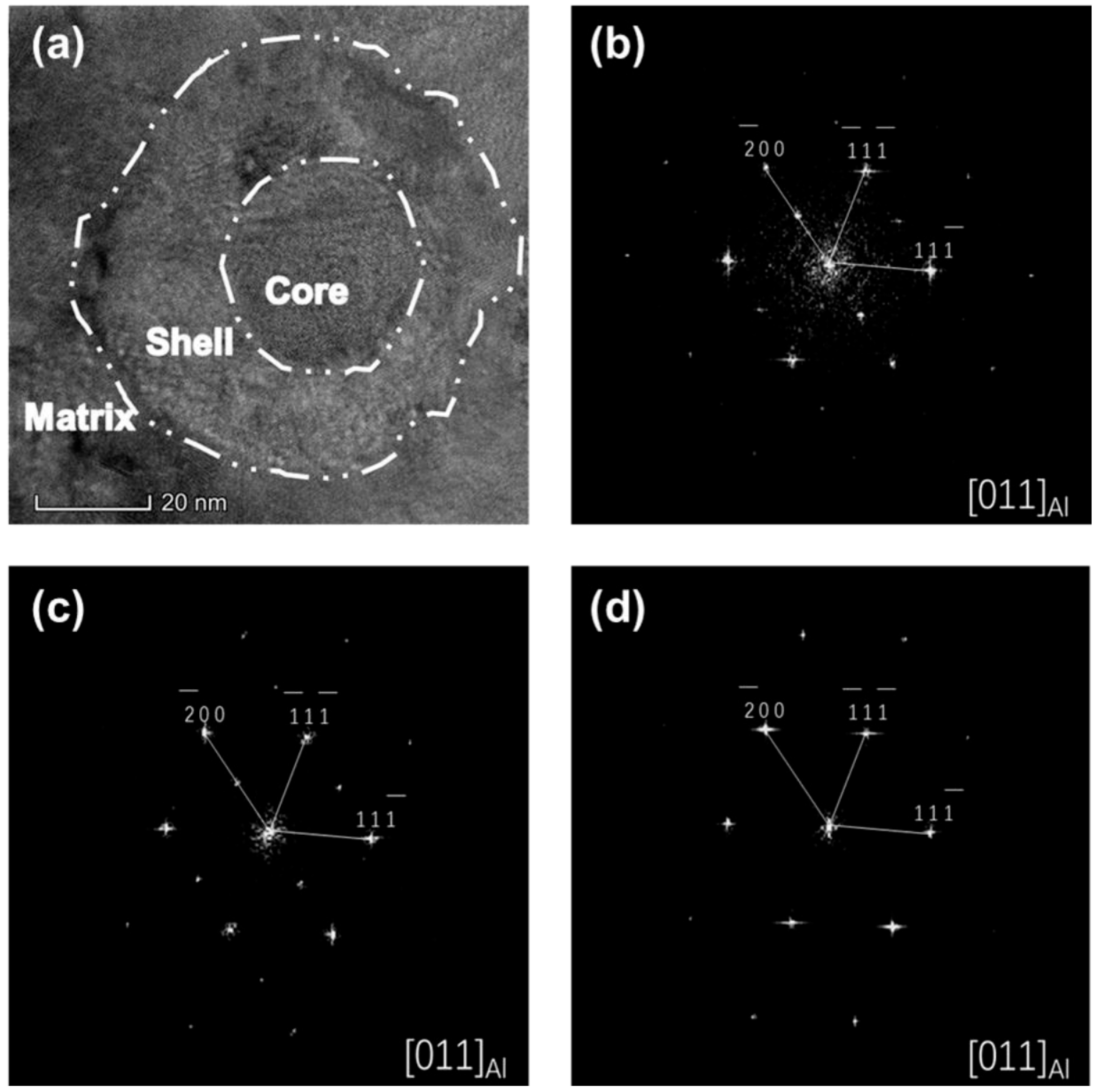
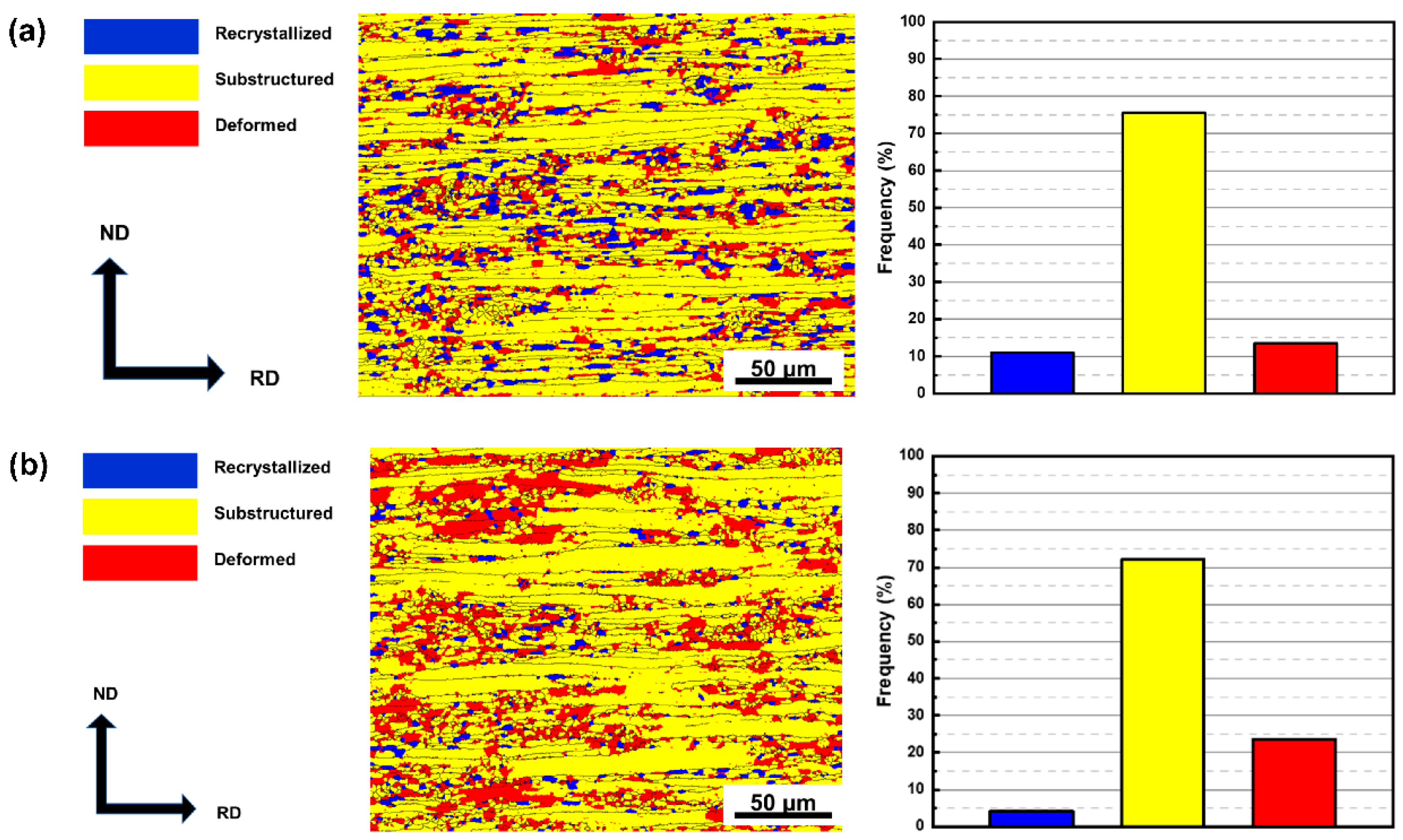
- In the alloy with the rolling reduction of 90%, abundant Al3Li phases are precipitated, and an Al3(Er, Zr, Li) core–shell composite phase is formed. Additionally, recrystallization occurs by the PSN mechanism.
- (3)
- The strength and plasticity of Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr alloys increases with the increase in rolling reduction, in which the tensile strength of the alloy specimen with 90% of rolling deformation is 362MPa and the elongation is 19.1%.
- (4)
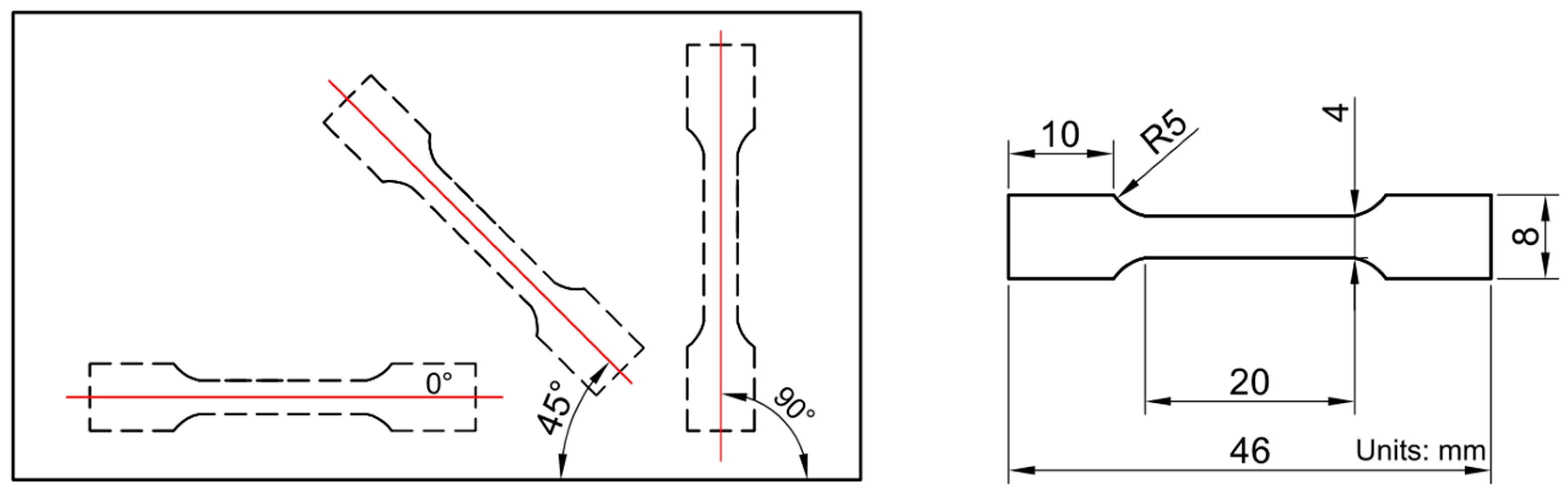
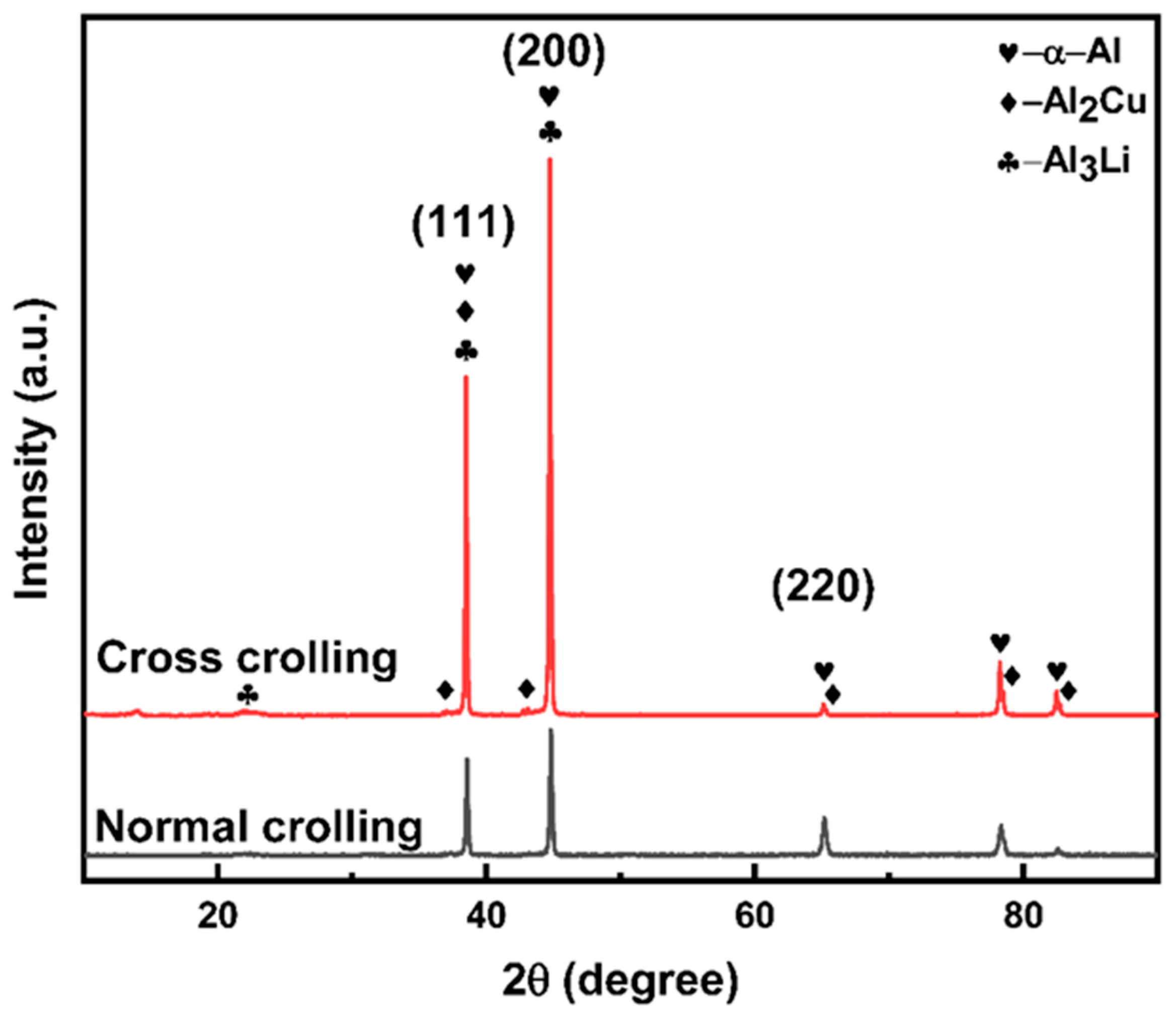
- Compared with the normal rolled specimen, the cross-rolled specimen has relatively lower strength and elongation. The cross-rolling eliminates the brasslike texture {011}<111> generated by normal rolling and enhances the brass R-type texture {111}<112>.
- (5)
- The IPA of the strength decreases from 10.1% in normal rolling to 5.5% in cross-rolling, and the particle stimulated nucleation of the elongation decreases from 12.8% to 3.3%. The cross-rolling obviously decreases the anisotropy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jiang, L.; Rouxel, B.; Langan, T.; Dorin, T. Coupled segregation mechanisms of Sc, Zr and Mn at θ′ interfaces enhances the strength and thermal stability of Al-Cu alloys. Acta Mater. 2021, 206, 116634. [Google Scholar] [CrossRef]
- Han, J.; Wang, H.; Xu, A.; Niu, K. Enhanced matrix precipitation of T1 (Al2CuLi) phase in AA2055 Al–Li alloy during stress aging process. Mater. Sci. Eng. A 2021, 827, 142057. [Google Scholar] [CrossRef]
- Wu, L.; Li, X.; Wang, H. Significant roles of minor Mg addition in microstructural evolution and mechanical properties of cast Al–3Li–2Cu-0.15 Zr alloy. J. Alloys Compd. 2021, 857, 157600. [Google Scholar] [CrossRef]
- Abd El-Aty, A.; Xu, Y.; Guo, X.; Zhang, S.-H.; Ma, Y.; Chen, D. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef] [PubMed]
- Booth-Morrison, C.; Dunand, D.C.; Seidman, D.N. Coarsening resistance at 400 °C of precipitation-strengthened Al–Zr–Sc–Er alloys. Acta Mater. 2011, 59, 7029–7042. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, H.; Tian, X.; He, B. Developing a novel lightweight Al–Mg–Li alloy for laser powder bed fusion additive manufacturing: Parameter optimization, microstructure evolution, and mechanical performance. Mater. Sci. Eng. A 2023, 872, 144992. [Google Scholar] [CrossRef]
- Yang, Z.; Liao, Y.; Wu, R.; Sun, D.; Liu, M.; Wang, Y. Effect of Single-Pass Large-Strain Rolling on Microstructure and Mechanical Properties of Al-3Li-1Cu-0.2 Er-0.1 Zr Alloy. J. Mater. Eng. Perform. 2022, 31, 3287–3298. [Google Scholar] [CrossRef]
- Zhang, P.; Chen, M. Progress in characterization methods for thermoplastic deforming constitutive models of Al–Li alloys: A review. J. Mater. Sci. 2020, 55, 9828–9847. [Google Scholar] [CrossRef]
- Chung, T.F.; Lin, S.Q.; Li, H.; Hsiao, C.N.; Yang, J.R.; Tsao, C.S.; Ohmura, T. Microstructure evolution and shearing behaviour of δ″/θ″/δ″ precipitates in an aged Al-Cu-Li-Mg aluminium alloy. J. Alloys Compd. 2023, 953, 170095. [Google Scholar] [CrossRef]
- Li, Y.; Xu, G.; Peng, X.; Guo, G.; Liu, S.; Liang, X. Research on microstructure and mechanical properties of 2050 Al-Li alloy during non-isothermal aging. J. Alloys Compd. 2022, 906, 163977. [Google Scholar] [CrossRef]
- Ye, F.; Mao, L.; Rong, J.; Zhang, B.; Wei, L.; Wen, S.; Jiao, H.; Wu, S. Influence of different rolling processes on microstructure and strength of the Al–Cu–Li alloy AA2195. Prog. Nat. Sci. Mater. Int. 2022, 32, 87–95. [Google Scholar] [CrossRef]
- Zhuo, X.; Zhang, Q.; Liu, H.; Hu, Z.; Zhang, P.; Jiang, J.; Ma, A.; Wu, Y. Enhanced tensile strength and ductility of an Al-6Si-3Cu alloy processed by room temperature rolling. J. Alloys Compd. 2022, 899, 163321. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, G.; Xu, X.; Chen, X. Effect of extrusion parameters on microstructure, texture and mechanical property anisotropy of spray deposited 2195 Al–Li alloy profile. Mater. Sci. Eng. A 2021, 818, 141406. [Google Scholar] [CrossRef]
- Xu, X.; Hao, M.; Chen, J.; He, W.; Li, G.; Jiao, C.; Burnett, T.L.; Zhou, X. Influence of microstructural and crystallographic inhomogeneity on tensile anisotropy in thick-section Al–Li–Cu–Mg plates. Mater. Sci. Eng. A 2022, 829, 142135. [Google Scholar] [CrossRef]
- Li, H.R.; Ma, Y.L.; Li, J.F.; Liu, D.Y.; Lu, D.D.; Guo, Y.J. Investigation of anisotropy and structure variation of spray-formed 2195 Al-Li alloy via final temperature-controlled rolling and cold rolling. J. Alloys Compd. 2023, 937, 168414. [Google Scholar] [CrossRef]
- Huh, M.; Cho, S.; Engler, O. Randomization of the annealing texture in aluminum 5182 sheet by cross-rolling. Mater. Sci. Eng. A 2001, 315, 35–46. [Google Scholar] [CrossRef]
- Nayan, N.; Mishra, S.; Prakash, A.; Murty, S.; Prasad, M.; Samajdar, I. Effect of cross-rolling on microstructure and texture evolution and tensile behavior of aluminium-copper-lithium (AA2195) alloy. Mater. Sci. Eng. A 2019, 740, 252–261. [Google Scholar] [CrossRef]
- Li, Z.; Chen, L.; Tang, J.; Sun, W.; Zhao, G.; Zhang, C. Improving mechanical anisotropy and corrosion resistance of extruded AA7075 alloy by warm cross rolling and annealing. J. Alloys Compd. 2021, 863, 158725. [Google Scholar] [CrossRef]
- Medjahed, A.; Moula, H.; Zegaoui, A.; Derradji, M.; Henniche, A.; Wu, R.; Hou, L.; Zhang, J.; Zhang, M. Influence of the rolling direction on the microstructure, mechanical, anisotropy and gamma rays shielding properties of an Al-Cu-Li-Mg-X alloy. Mater. Sci. Eng. A 2018, 732, 129–137. [Google Scholar] [CrossRef]
- Abd El-Aty, A.; Xu, Y.; Zhang, S.-H.; Ha, S.; Ma, Y.; Chen, D. Impact of high strain rate deformation on the mechanical behavior, fracture mechanisms and anisotropic response of 2060 Al-Cu-Li alloy. J. Adv. Res. 2019, 18, 19–37. [Google Scholar] [CrossRef]
- Zhong, F.; Wu, H.; Jiao, Y.; Wu, R.; Zhang, J.; Hou, L.; Zhang, M. Effect of Y and Ce on the microstructure, mechanical properties and anisotropy of as-rolled Mg-8Li-1Al alloy. J. Mater. Sci. Technol. 2020, 39, 124–134. [Google Scholar] [CrossRef]
- Yu, T.; Li, B.; Medjahed, A.; Hou, L.; Wu, R.; Zhang, J.; Sun, J.; Zhang, M. Impeding effect of the Al3 (Er, Zr, Li) particles on planar slip and intergranular fracture mechanism of Al-3Li-1Cu-0.1 Zr-X alloys. Mater. Charact. 2019, 147, 146–154. [Google Scholar] [CrossRef]
- Shi, C.; Zhang, L.; Wu, G.; Zhang, X.; Chen, A.; Tao, J. Effects of Sc addition on the microstructure and mechanical properties of cast Al-3Li-1.5 Cu-0.15 Zr alloy. Mater. Sci. Eng. A 2017, 680, 232–238. [Google Scholar] [CrossRef]
- Chen, A.; Wu, G.; Zhang, L.; Zhang, X.; Shi, C.; Li, Y. Microstructural characteristics and mechanical properties of cast Al-3Li-xCu-0.2 Zr alloy. Mater. Sci. Eng. A 2016, 677, 29–40. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.; Mochugovskiy, A.; Levchenko, V.; Tabachkova, N.Y.; Mufalo, W.; Portnoy, V. Precipitation behavior of L12 Al3Zr phase in Al-Mg-Zr alloy. Mater. Charact. 2018, 139, 30–37. [Google Scholar] [CrossRef]
- Xue, C.; Wang, S.; Zhang, Y.; Tian, G.; Yang, X.; Chang, X.; Ke, Y.; Xie, Z.; Wang, J. Uncovering the kinetics of Li-rich clusters and monodisperse core–shell Al3 (Zr, Sc) structures in Al–Li–Cu alloys. Mater. Sci. Eng. A 2023, 881, 145393. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Wu, R.; Turakhodjaev, N.; Hou, L.; Zhang, J.; Betsofen, S. Coarsening kinetics and strengthening mechanisms of core-shell nanoscale precipitates in Al-Li-Yb-Er-Sc-Zr alloy. J. Mater. Sci. Technol. 2021, 61, 197–203. [Google Scholar] [CrossRef]
- Shen, K.; Timko, M.; Li, Y.-J.; Toal, R.; Santos, N.; Es-Said, S.; Ba Thaung, S.; Guevara, L.; Riebe, R.; Es-Said, O.S. The Effect of Temper, Grain Orientation, and Composition on the Fatigue Properties of Forged Aluminum-Lithium 2195 Alloy. J. Mater. Eng. Perform. 2019, 28, 5625–5638. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, G.; Liu, G.; Sun, L.; Chen, L.; Zhang, C. Microstructure evolution and mechanical properties of 2196 Al-Li alloy in hot extrusion process. J. Mater. Process. Technol. 2020, 275, 116348. [Google Scholar] [CrossRef]
- Wang, X.-Y.; Jiang, J.-T.; Li, G.-A.; Wang, X.-M.; Shao, W.-Z.; Zhen, L. Particle-stimulated nucleation and recrystallization texture initiated by coarsened Al2CuLi phase in Al–Cu–Li alloy. J. Mater. Res. Technol. 2021, 10, 643–650. [Google Scholar] [CrossRef]
- Fu, R.; Huang, Y.; Liu, Y.; Li, H. Microstructural Evolution and Dynamic Recrystallization Behavior of the Homogenized 2195 Al–Li Alloy During Hot Deformation. Met. Mater. Int. 2023, 29, 2605–2622. [Google Scholar] [CrossRef]
- Wang, D.; Gao, C.; Luo, H.-Y.; Yang, Y.-H.; Ma, Y. Texture evolution behavior and anisotropy of 2A97 Al–Li alloy during recrystallization at elevated temperature. Rare Met. 2018, 42, 3139–3149. [Google Scholar] [CrossRef]
- Guo, Y.-J.; Li, J.-F.; Lu, D.-D.; Deng, S.-X.; Zeng, G.-J.; Ma, Y.-L.; You, W.; Chen, Y.-L.; Zhang, X.-H.; Zhang, R.-F. Characterization of Al3Zr precipitation via double-step homogenization and recrystallization behavior after subsequent deformation in 2195 Al-Li alloy. Mater. Charact. 2021, 182, 111549. [Google Scholar] [CrossRef]
- Tangen, S.; Sjølstad, K.; Furu, T.; Nes, E. Effect of concurrent precipitation on recrystallization and evolution of the P-texture component in a commercial Al-Mn alloy. Metall. Mater. Trans. A 2010, 41, 2970–2983. [Google Scholar] [CrossRef]
- Bennett, T.; Petrov, R.; Kestens, L.; Zhuang, L.-Z.; De Smet, P. The effect of particle-stimulated nucleation on texture banding in an aluminium alloy. Scr. Mater. 2010, 63, 461–464. [Google Scholar] [CrossRef]
- Tian-Zhang, Z.; Long, J.; Yong, X.; Shi-Hong, Z. Anisotropic yielding stress of 2198 Al–Li alloy sheet and mechanisms. Mater. Sci. Eng. A 2020, 771, 138572. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Li | Cu | Mg | Er | Zr | Al |
|---|---|---|---|---|---|---|
| Content (wt.%) | 3.198 | 1.165 | 0.4087 | 0.1188 | 0.1237 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Z.; Zhong, T.; Sun, D.; Qian, B.; Turakhodjaev, N.; Betsofen, S.; Wu, R. Microstructure and Anisotropy of Mechanical Properties of Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr Alloys Prepared by Normal Rolling and Cross-Rolling. Metals 2023, 13, 1564. https://doi.org/10.3390/met13091564
Ma Z, Zhong T, Sun D, Qian B, Turakhodjaev N, Betsofen S, Wu R. Microstructure and Anisotropy of Mechanical Properties of Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr Alloys Prepared by Normal Rolling and Cross-Rolling. Metals. 2023; 13(9):1564. https://doi.org/10.3390/met13091564
Chicago/Turabian StyleMa, Zhikun, Tao Zhong, Dongpeng Sun, Bingyu Qian, Nodir Turakhodjaev, Sergey Betsofen, and Ruizhi Wu. 2023. "Microstructure and Anisotropy of Mechanical Properties of Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr Alloys Prepared by Normal Rolling and Cross-Rolling" Metals 13, no. 9: 1564. https://doi.org/10.3390/met13091564
APA StyleMa, Z., Zhong, T., Sun, D., Qian, B., Turakhodjaev, N., Betsofen, S., & Wu, R. (2023). Microstructure and Anisotropy of Mechanical Properties of Al-3Li-1Cu-0.4Mg-0.1Er-0.1Zr Alloys Prepared by Normal Rolling and Cross-Rolling. Metals, 13(9), 1564. https://doi.org/10.3390/met13091564