

Study on Peeling Performance of T-Type Brazing Joints Based on Energy Method

Abstract
1. Introduction
2. Peeling Test
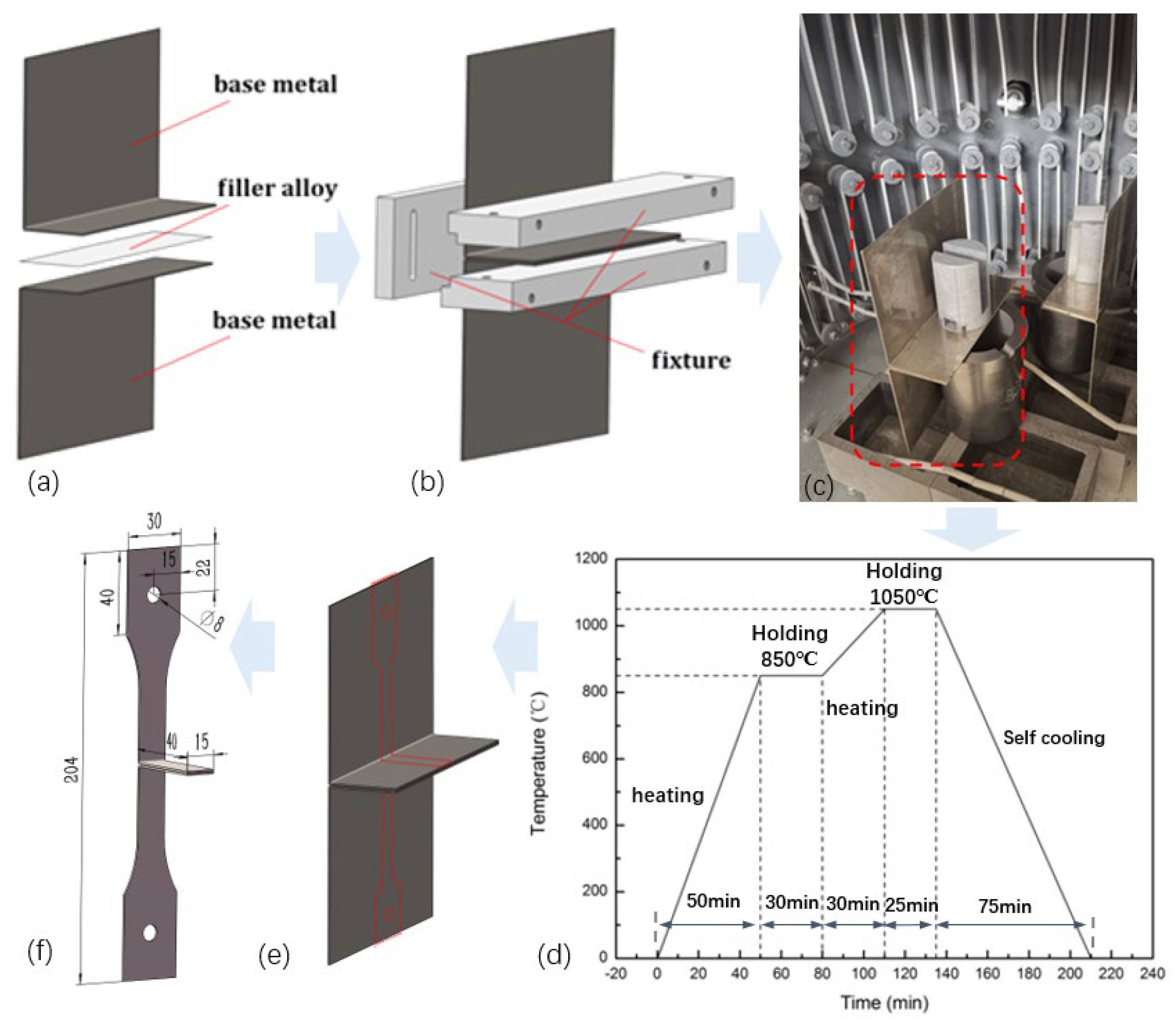
2.1. Specimen Preparation
2.2. Peel Test of T-Type Brazing Joints
2.3. Experimental Results
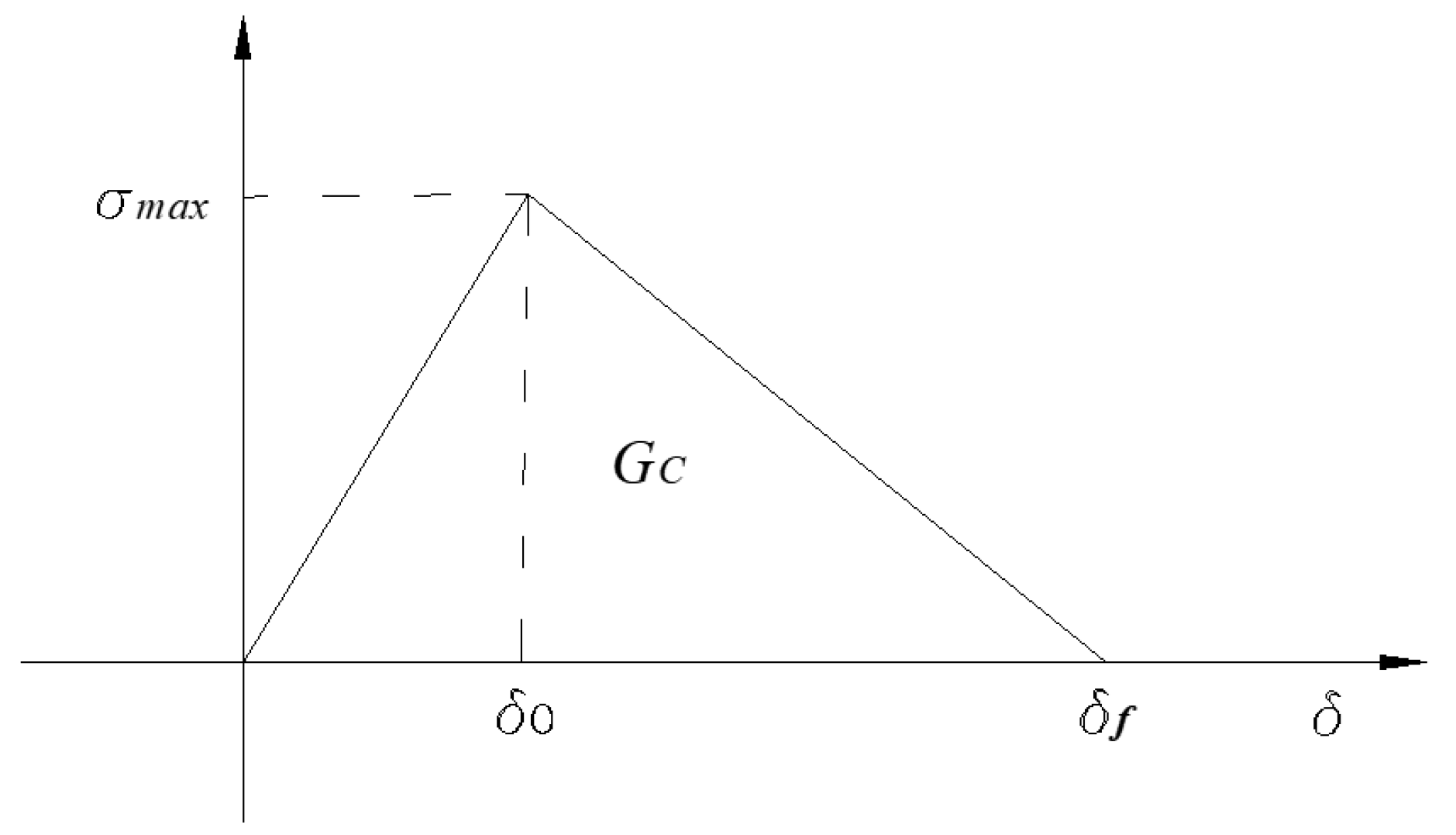
3. Critical Cohesive Energy Calculation Based on Cohesive Zone Model
4. Simplified Calculation Model of Peeling Energy
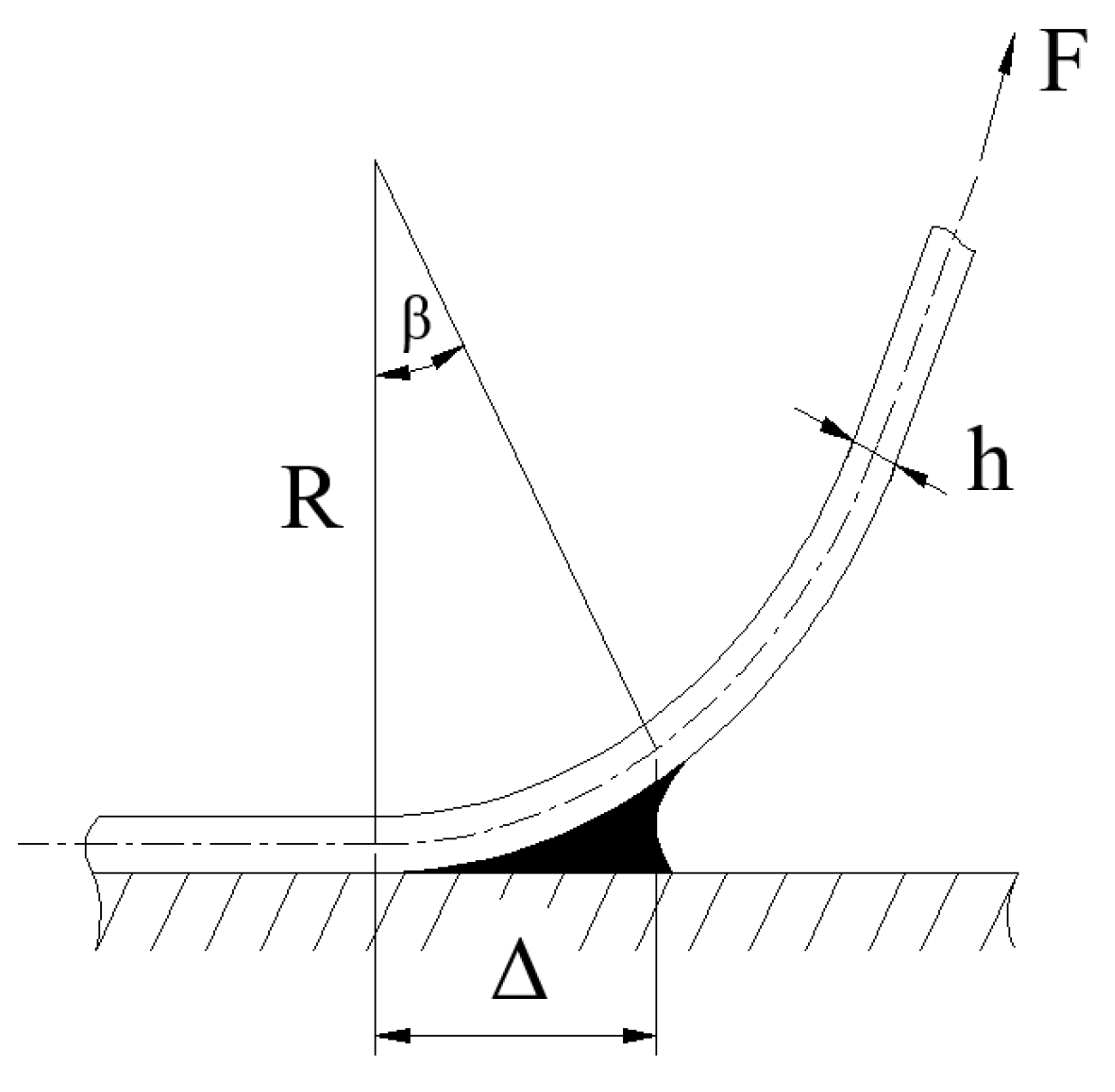
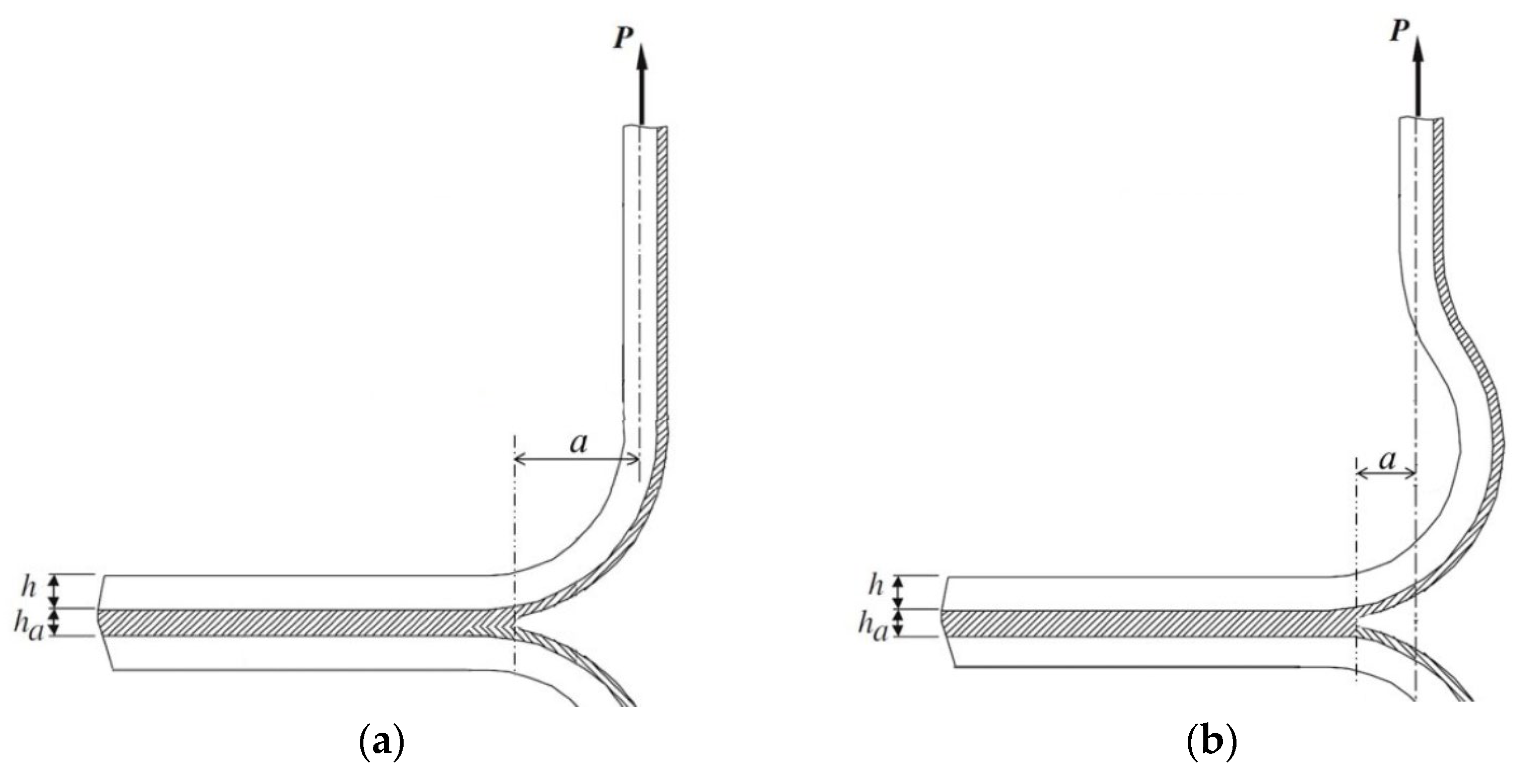
4.1. Deformation of Each Part during the Peel Test
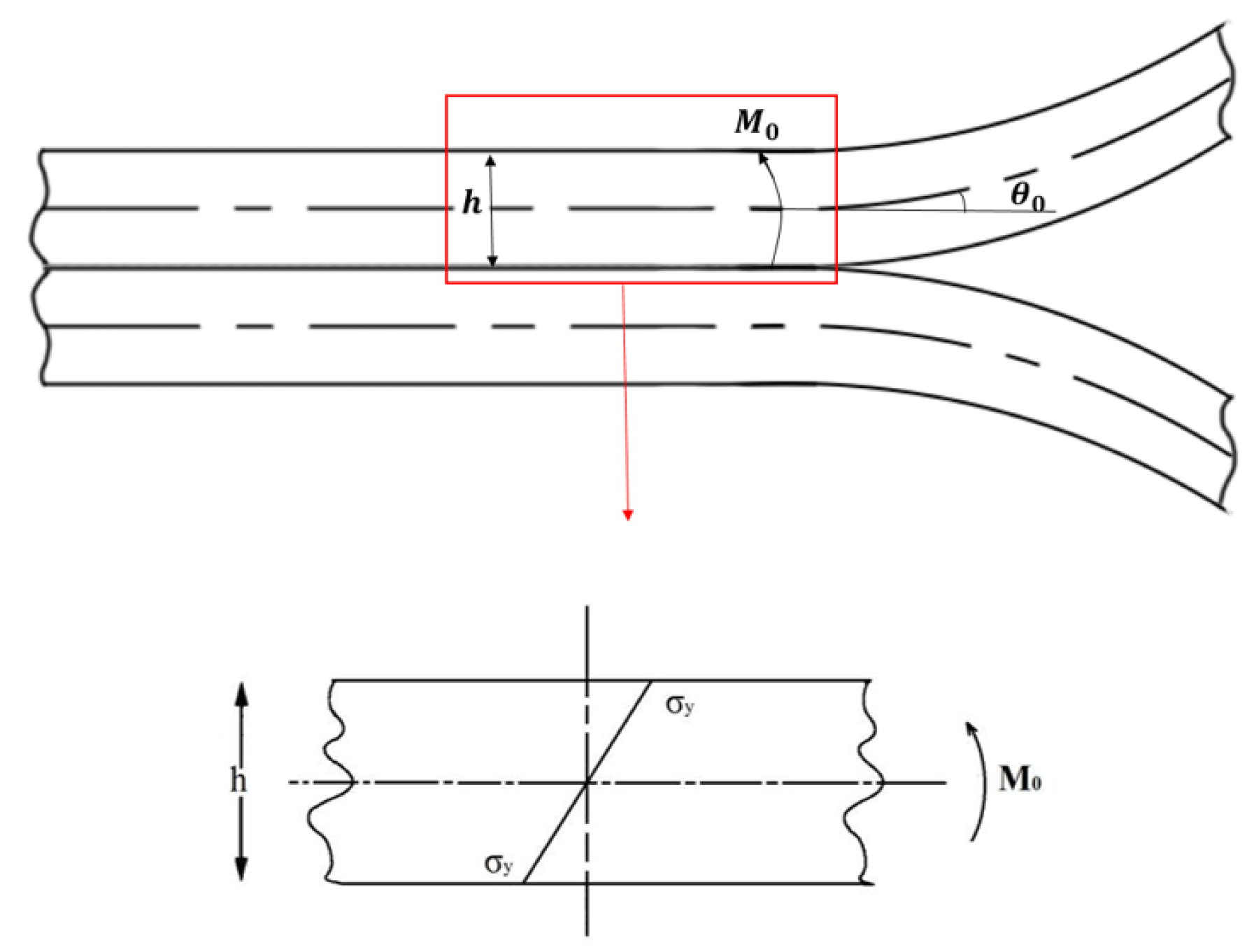
4.2. Root Radius R0
4.3. Energy Analysis during the Peel Process
5. Verification and Discussion
6. Conclusions
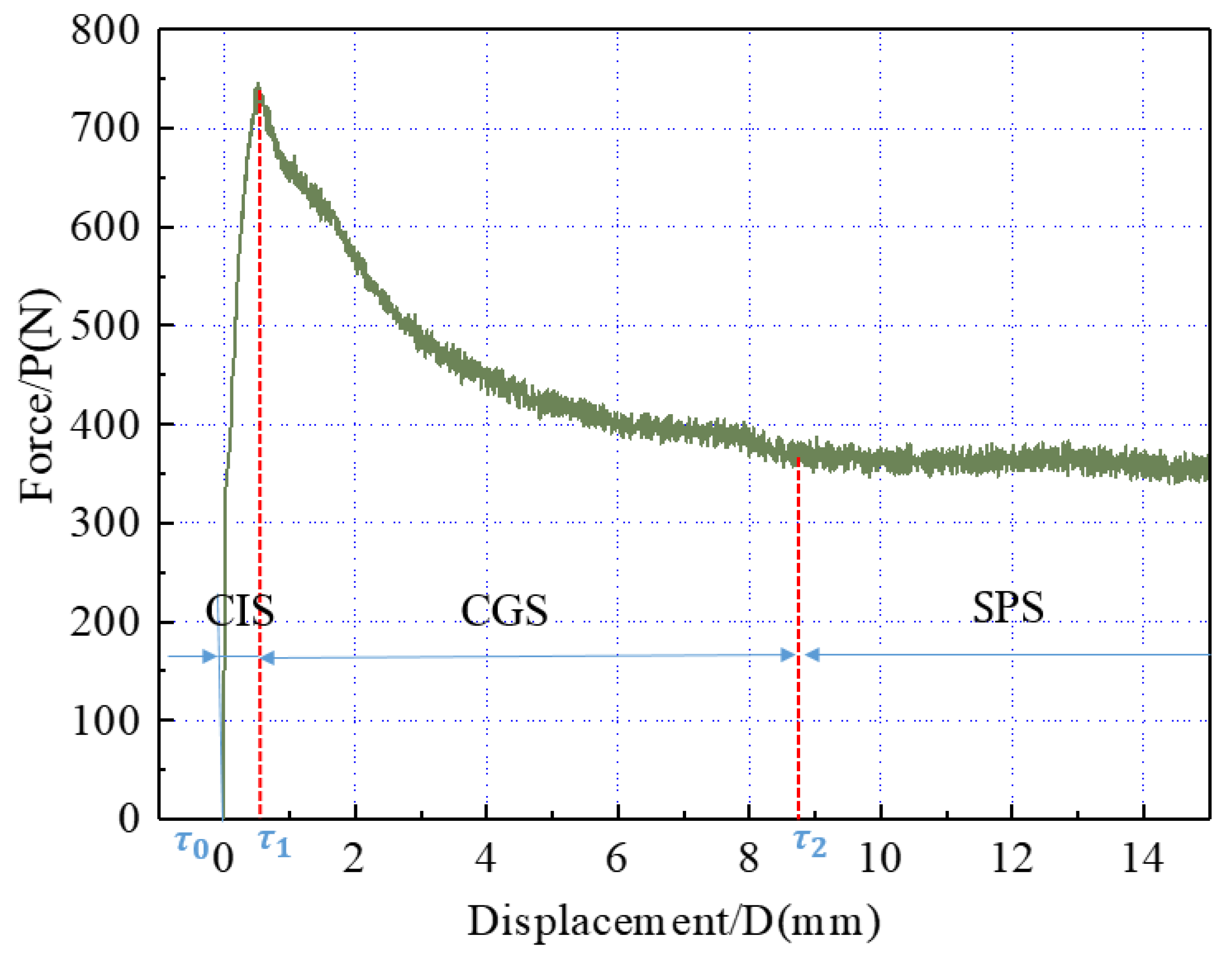
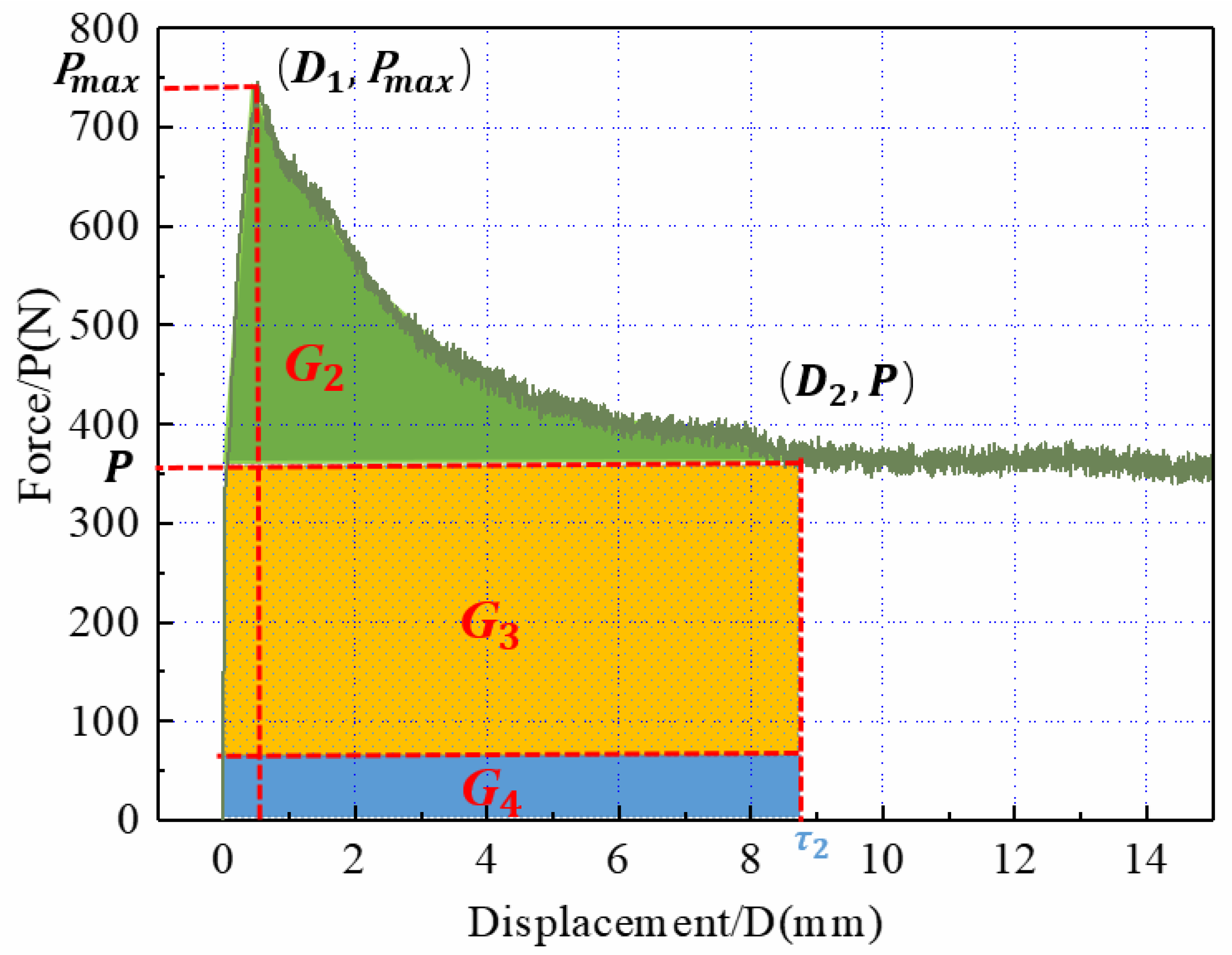
- The whole peeling process can be divided into three stages, including the crack initiation stage (CIS), the crack growth stage (CGS), and the stable peeling stage (SPS).
- The energy of each stage can be experimentally calculated using the area surrounded by the peeling force and displacement curve. The larger the energy required during the process, the better the performance of the joints.
- Based on the cohesive zone model, a calculation model for peeling energy is developed for T-type joints and is verified to be accurate using experimental data. Furthermore, increasing the thickness of the base material can effectively improve the energy of each stage, which can directly improve the peeling performance of the joints.
- 4.
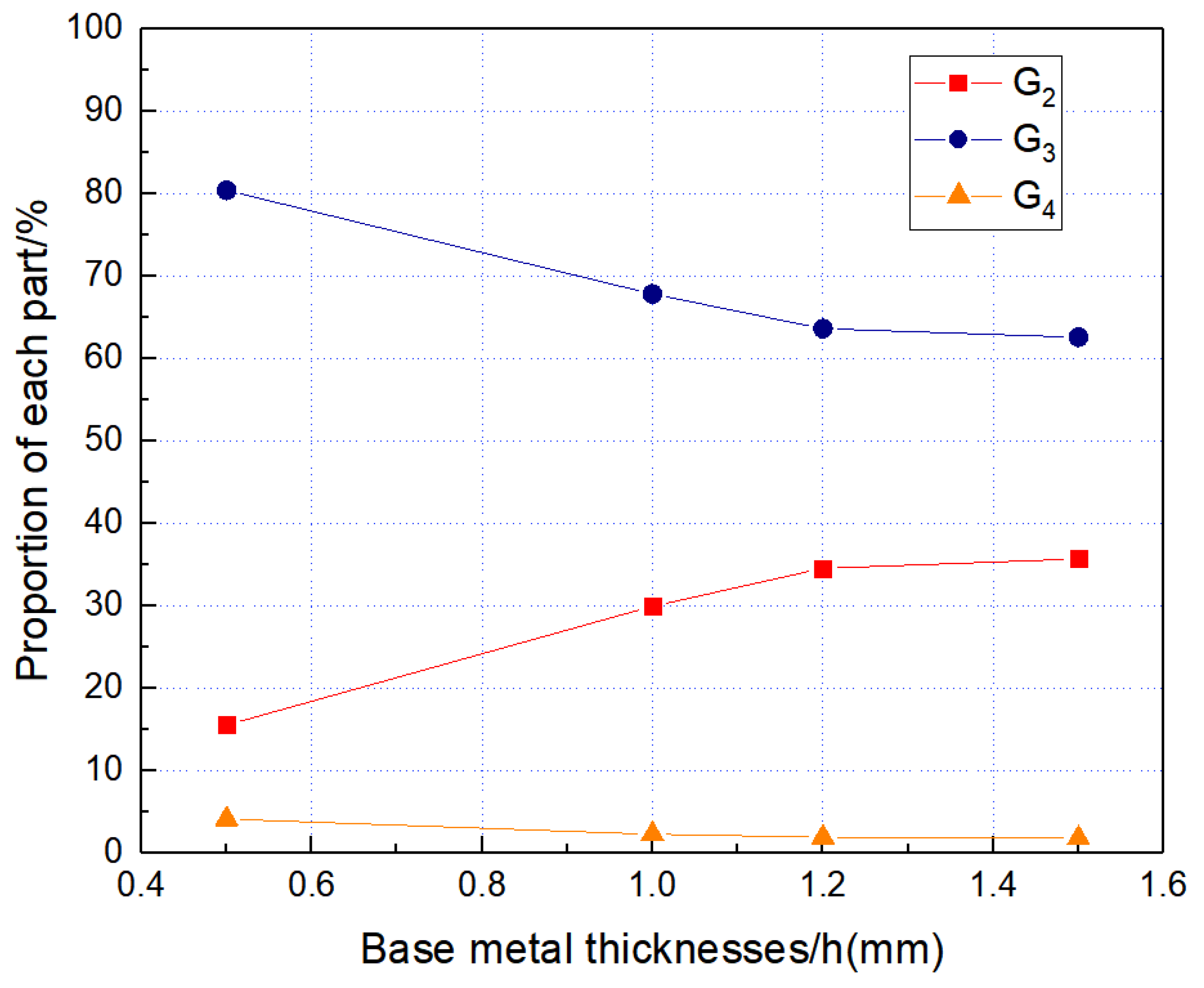
- The influence of the energy consumed through the plastic deformation of the corner will become increasingly significant with the increase in base metal thickness. When the thickness is greater than critical value of 1.2 mm, the proportions of G2, G3, and G4 will reach a constant of 62%, 36%, and 2%, respectively.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | cross-sectional area/mm2 | b | width of the base metal/mm |
| Dr1 | vertical displacement at the corner at τ1/mm | Dr2 | vertical displacement at the corner at τ2/mm |
| E | elastic modulus of the base metal/GPa | Ea | elastic modulus of the welding material/GPa |
| G1 | energy consumed via the elastic deformation of the peeling arm/mJ | G2 | energy consumed through the plastic deformation of the corner/mJ |
| G3 | energy required for the deformation of the base metal/mJ | G4 | energy required for crack growth/mJ |
| Gc | critical cohesive energy/mJ | Gd | dissipative energy of the plastic-bending deformation/mJ |
| Gt | total energy consumed by crack propagation/mJ | h | thickness of the base metal/mm |
| hc | thickness of the interface layer/mm | k | a coefficient related to the size of the specimen. |
| L0 | length of the peeling arm/mm | L1 | vertical displacement of the peeling arm at τ1/mm |
| L2 | vertical displacement of the peeling arm at τ2/mm | n | thickness of the filler metal/layer |
| P | average peeling force/N | Pmax | maximum peeling force/N |
| r0 | radius of the corner/mm | R0 | radius of the root/mm |
| D | total displacement/mm | D1 | displacement generated by the joint crack lifting at τ1/mm |
| D2 | displacement generated by the joint crack lifting at τ2/mm | τ0 | time at the beginning of the test |
| τ1 | time the force reaches its peak | τ2 | time the force tends to be fixed |
| v | loading rate/mm/min | θ | the peeling angle/° |
| σy | yield stress of the base metal/MPa | Δ | length of the interface layer torn before the formation of new crack/mm |
References
- Cengel, Y.A.; Turner, R.H.; Smith, R. Fundamentals of Thermal-Fluid sciences. Appl. Mech. Rev. 2001, 54, B110–B112. [Google Scholar] [CrossRef]
- Riggs, B.E. Multi-Scale Computational Modeling of Ni-Base Superalloy Brazed Joints for Gas Turbine Applications. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2017. [Google Scholar]
- Xia, Y.; Dong, H.; Zhang, R.; Wang, Y.; Hao, X.; Li, P.; Dong, C. Interfacial microstructure and shear strength of Ti6Al4V alloy/316 L stainless steel joint brazed with Ti33.3Zr16.7Cu50−xNix amorphous filler metals Mater. Mater. Des. 2020, 187, 108380. [Google Scholar] [CrossRef]
- Sun, Z.; Zhang, L.; Zhang, B.; Chang, Q.; Song, Y. A strategy to fabricate strength-ductility enhanced braze filler reinforced by 3-dimensional graphene sponge for joining C/C composites. Mater. Des. 2020, 189, 108515. [Google Scholar] [CrossRef]
- Zhang, G.; Yang, X.; Zhu, D.; Zhang, L. Cladding thick Al plate onto strong steel substrate using a novel process of multilayer-friction stir brazing. Mater. Des. 2020, 185, 108232. [Google Scholar] [CrossRef]
- Min, J.K.; Jeong, J.H.; Ha, M.Y.; Kim, K.S. High temperature heat exchanger studies for applications to gas turbines. Heat Mass Transf. 2009, 46, 175–186. [Google Scholar] [CrossRef]
- Vianco, P.T. A Review of Interface Microstructures in Electronic Packaging Applications: Brazing and Welding Technologies. JOM 2022, 74, 3557–3577. [Google Scholar] [CrossRef]
- Wang, G.; Sheng, G.M.; Yu, Q.L.; Yuan, X.J.; Sun, J.C.; Jiao, Y.J.; Zhang, Y.T. Investigation of intergranular penetration behavior in CrMnFeCoNi HEA/304 SS dissimilar brazing joints. Intermetallics 2020, 126, 106940. [Google Scholar] [CrossRef]
- Park, D.Y.; Lee, S.K.; Kim, J.K.; Lee, S.N.; Park, S.J.; Oh, Y.J. Image processing-based analysis of interfacial phases in brazed stainless steel with Ni-based filler metal. Mater. Charact. 2017, 130, 278–284. [Google Scholar] [CrossRef]
- Park, D.Y.; Lee, S.K.; Oh, Y.J. Taguchi analysis of relation between tensile strength and interfacial phases quantified via image processing. Metall. Mater. Trans. A 2018, 49, 4684–4699. [Google Scholar] [CrossRef]
- Salmaliyan, M.; Shamanian, M. Effect of Ti Powders Addition on Mechanical and Metallurgical Properties of IN718/BNi-2/316L Diffusion Couple. Trans. Indian Inst. Met. 2020, 73, 1157–1169. [Google Scholar] [CrossRef]
- Wu, Y.W.; Xing, A.D.; Cheng, Q.Z.; Li, Q.S. Interface strength investigations of 304 stainless steel/T2 red copper T-type brazed joint based on cohesive zone model. Mater. Res. Express 2023, 10, 016517. [Google Scholar] [CrossRef]
- Kawashima, F.; Igari, T.; Miyoshi, Y.; Kamito, Y.; Tanihira, M. High temperature strength and inelastic behavior of plate-fin structures for HTGR. Nucl. Eng. Des. 2007, 237, 591–599. [Google Scholar] [CrossRef]
- Abdolvand, R.; Atapour, M.; Shamanian, M.; Allafchian, A. The effect of bonding time on the microstructure and mechanical properties of transient liquid phase bonding between SAF 2507 and AISI 304. J. Manuf. Process. 2017, 25, 172–180. [Google Scholar] [CrossRef]
- Otto, J.L.; Penyaz, M.; Möhring, K.; Gerdes, L.; Schaum, T.; Ivannikov, A.; Schmiedt-Kalenborn, A.; Kalin, B.; Walther, F. Microstructure, residual stresses, and strain-rate dependent deformation and fracture behavior of AISI 304L joints brazed with NiCrSiB filler metals. Metals 2021, 11, 593. [Google Scholar] [CrossRef]
- Duan, P.-Y.; Wang, D.-X.; Zhou, G.-Y.; Tu, S.-T. Experimental study on peeling performance of T-type brazing joints. Int. J. Press. Vessel. Pip. 2019, 172, 70–78. [Google Scholar] [CrossRef]
- Paiva, R.M.; Marques, E.A.; da Silva, L.F.; António, C.A.; Arán-Ais, F. Adhesives in the footwear industry. Proc. Inst. Mech. Eng. Part L J. Mater.-Des. Appl. 2016, 230, 357–374. [Google Scholar] [CrossRef]
- Yao, C.; Hu, Z.F.; Mo, F.; Wang, Y. Fabrication and fatigue behavior of aluminum foam sandwich panel via liquid diffusion welding method. Metals 2019, 9, 582. [Google Scholar] [CrossRef]
- Heuser, M.; Zankel, A.; Mayrhofer, C.; Reincke, K.; Langer, B.; Grellmann, W. Characterization of the opening behavior of multilayer films with cohesive failure mechanism by in situ peel tests in the ESEM. J. Plast. Film. Sheeting 2021, 38, 147–172. [Google Scholar] [CrossRef]
- Weidmann, F.; Ziegmann, G.; Wieser, J. A review of mode I dominant interfacial fracture toughness test methods of skin-core bonding for thermoplastic composite sandwich structures. J. Thermoplast. Compos. Mater. 2022, 36, 2643–2673. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Dong, P.S.; Pei, X.J. Fracture Mechanics Modeling of Fatigue Behaviors of Adhesive-Bonded Aluminum Alloy Components. Metals 2022, 12, 1298. [Google Scholar] [CrossRef]
- Jarzabek, D.M. The impact of weak interfacial bonding strength on mechanical properties of metal matrix—Ceramic reinforced composites. Compos. Struct. 2018, 201, 352–362. [Google Scholar] [CrossRef]
- ASTM D 3167-03a; Standard Test Method for Floating Roller Peel Resistance of Adhesives. ASTM International: West Conshohocken, PA, USA, 2004.
- GB/T 2039-1997; Standard for Tensile Creep Test of Metal. Standards Press of China: Beijing, China, 1997.
- Vetrivendan, E.; Varghese, P.; Krishnan, R.; Mathews, T.; Ningshen, S. Vacuum brazing of copper and SS316L using Ni–P eutectic alloy filler for nuclear applications. Weld. World 2022, 66, 2041–2052. [Google Scholar] [CrossRef]
- Jiang, W.C.; Gong, J.M.; Tu, S.D.; Chen, H. Modelling of temperature field and residual stress of vacuum brazing for stainless steel plate-fin structure. J. Mater. Process. Technol. 2009, 209, 1105–1110. [Google Scholar] [CrossRef]
- Wei, Z.; Jiang, W.; Song, M.; Xiao, C.; Tu, S.T. Effects of element diffusion on microstructure evolution and residual stresses in a brazed joint: Experimental and numerical modeling. Materialia 2018, 4, 540–548. [Google Scholar] [CrossRef]
- Ma, H.Y.; Duan, P.Y.; Zhou, G.Y.; Tu, S.T. Fracture mechanism of 316L/BNi-2 brazed joints using experiment and microstructure-based model. J. Manuf. Process. 2023, 101, 1167–1175. [Google Scholar] [CrossRef]
- Geubelle, P.H.; Baylor, J. Impact-induced delamination of laminated composite: A 2D simulation. Compos. Part B Eng. 1998, 29, 589–602. [Google Scholar] [CrossRef]
- Chandra, N. Evaluation of interfacial fracture toughness using cohesive zone model. J. Compos. 2002, 33, 1433–1447. [Google Scholar] [CrossRef]
- Qiu, Y.; Crisfield, M.A.; Alfano, G. An interface element formulation for the simulation of delamination with bucking. Eng. Fract. Mech. 2001, 68, 1755–1776. [Google Scholar] [CrossRef]
- Georgiou, I.; Hadavinia, H.; Ivankovic, A.; Kinloch, A.J.; Tropsa, V.; Williams, J.G. Cohesive zone models and the plastically deforming peel test. J. Adhes. 2003, 79, 239–265. [Google Scholar] [CrossRef]
- Kawashita, L.F.; Moore, D.R.; Williams, J.G. Protocols for the measurement of adhesive Tracture toughness by peel tests. J. Adhes. 2006, 82, 973–995. [Google Scholar] [CrossRef]
- Zhou, F.; Jiang, W.; Tan, J.; Shi, J.; Yang, D. Crack Propagation of SS304/BNi-2 Brazed Joints: Experiments and Numerical Simulations. Metals 2019, 9, 1031. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Number | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Base metal thickness (h/mm) | 0.5 | 1 | 1.2 | 1.5 |
| Filler metal thickness (n/layer) | 2 | |||
| Test temperature (T/°C) | Room temperature | |||
| Loading rate (v/mm/min) | 1.0 | |||
| Energy | G2 | G3 | G4 | G3 + G4 |
|---|---|---|---|---|
| Theoretical calculation/mJ | 1188.45 | 2695.68 | 89.35 | 2785.03 |
| Curve integrating/mJ | 1108.86 | - | - | 3053.70 |
| Relative error/% | 7.2 | - | 8.8 | |
| Base Metal Thickness | Energy of Each Part | Theoretical Calculation | Curve Integrating | Relative Error/% |
|---|---|---|---|---|
| h = 0.5 mm | G2 | 297.11 mJ | 275.37 mJ | 7.9 |
| G3 | 1541.70 mJ | |||
| G4 | 78.10 mJ | |||
| G3 + G4 | 1619.80 mJ | 1755.01 mJ | 7.7 | |
| h = 1.2 mm | G2 | 1711.37 mJ | 1577.54 mJ | 8.5 |
| G3 | 3153.50 mJ | |||
| G4 | 92.26 mJ | |||
| G3 + G4 | 3245.77 mJ | 3561.60 mJ | 8.9 | |
| h = 1.5 mm | G2 | 2674.01 mJ | 2516.89 mJ | 6.2 |
| G3 | 4693.50 mJ | |||
| G4 | 131.92 mJ | |||
| G3 + G4 | 4825.42 mJ | 5274.60 mJ | 8.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, P.-Y.; Zhou, G.-Y.; Tu, S.-T. Study on Peeling Performance of T-Type Brazing Joints Based on Energy Method. Metals 2024, 14, 115. https://doi.org/10.3390/met14010115
Duan P-Y, Zhou G-Y, Tu S-T. Study on Peeling Performance of T-Type Brazing Joints Based on Energy Method. Metals. 2024; 14(1):115. https://doi.org/10.3390/met14010115
Chicago/Turabian StyleDuan, Peng-Yang, Guo-Yan Zhou, and Shan-Tung Tu. 2024. "Study on Peeling Performance of T-Type Brazing Joints Based on Energy Method" Metals 14, no. 1: 115. https://doi.org/10.3390/met14010115
APA StyleDuan, P.-Y., Zhou, G.-Y., & Tu, S.-T. (2024). Study on Peeling Performance of T-Type Brazing Joints Based on Energy Method. Metals, 14(1), 115. https://doi.org/10.3390/met14010115