
Synergic Effects of Nanosecond Laser Ablation and PVD-Coating on Cemented Carbides: Assessment on Surface and Mechanical Integrity

Abstract
:1. Introduction
2. Experimental Aspects
2.1. Materials Studied
2.2. Surface Treatment: Laser Ablation and Coating
2.3. Surface and Mechanical Integrity Assessment: Surface Roughness Measurement, SEM-FIB Inspection, Vickers Hardness, and Scratch Tests
3. Results and Discussion
3.1. Surface Integrity Assessment
3.1.1. Topographical Changes: Surface Roughness Analysis
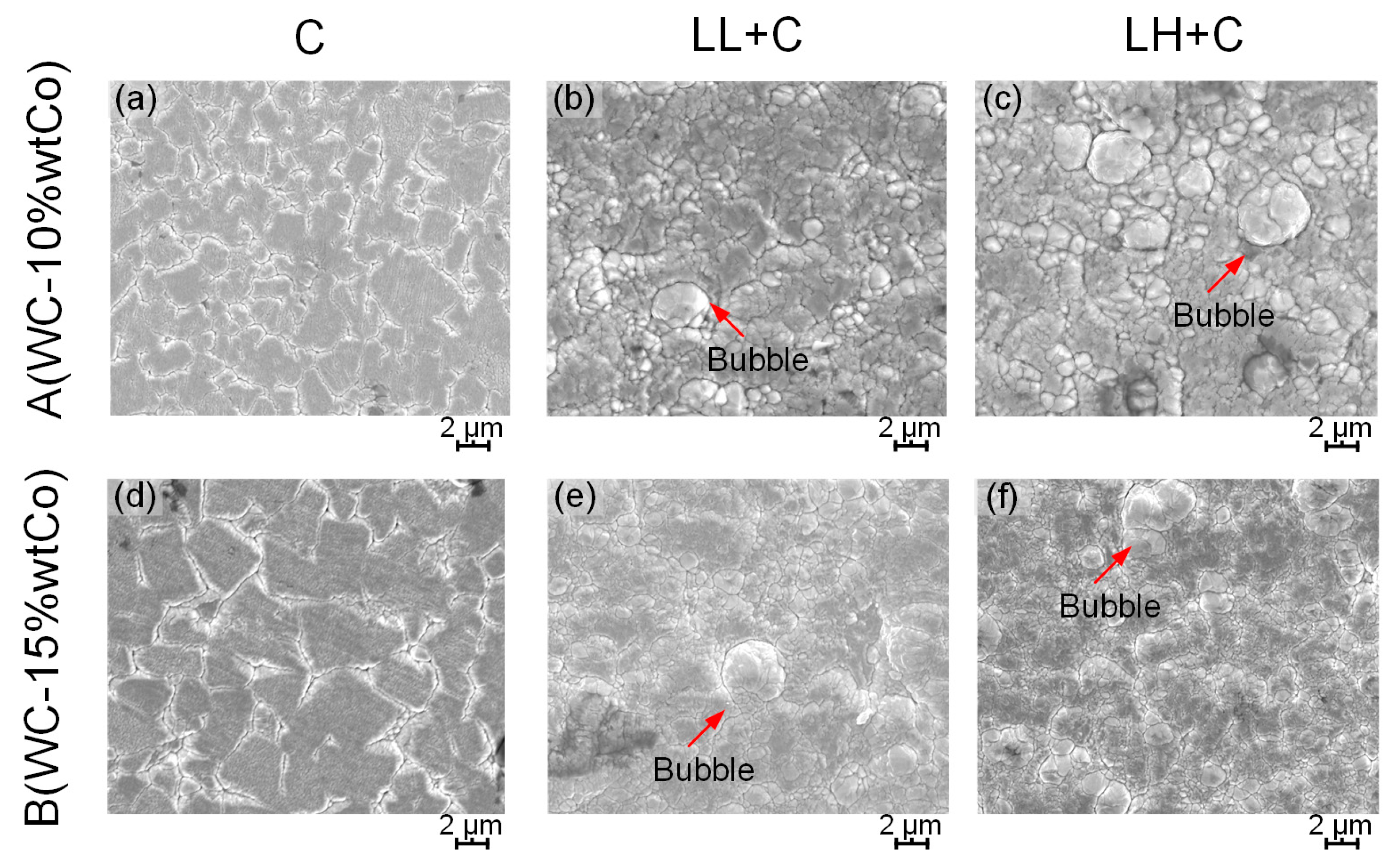
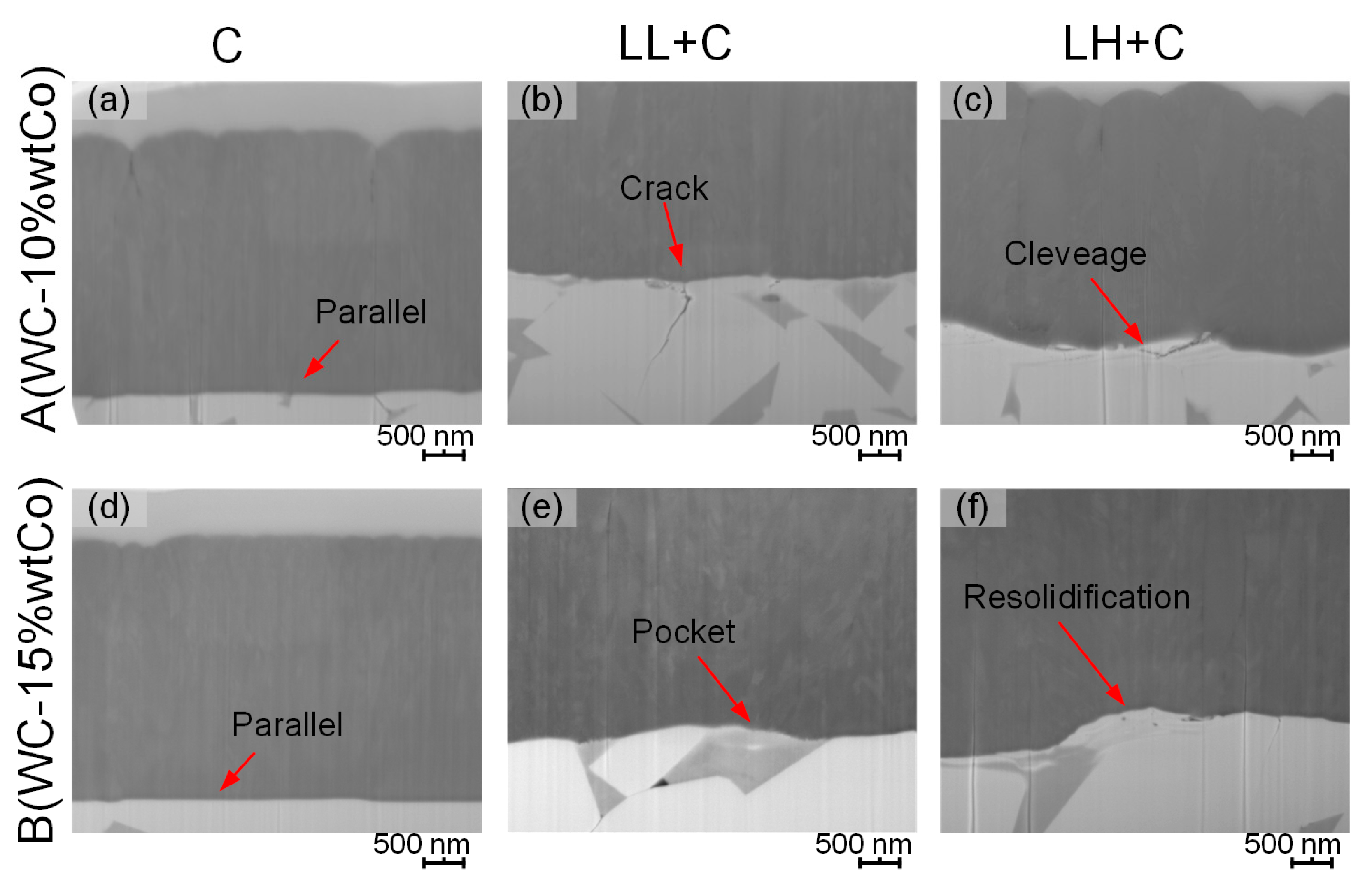
3.1.2. Morphological and Microstructural Changes: SEM-FIB Inspection
3.2. Mechanical Integrity Assessment
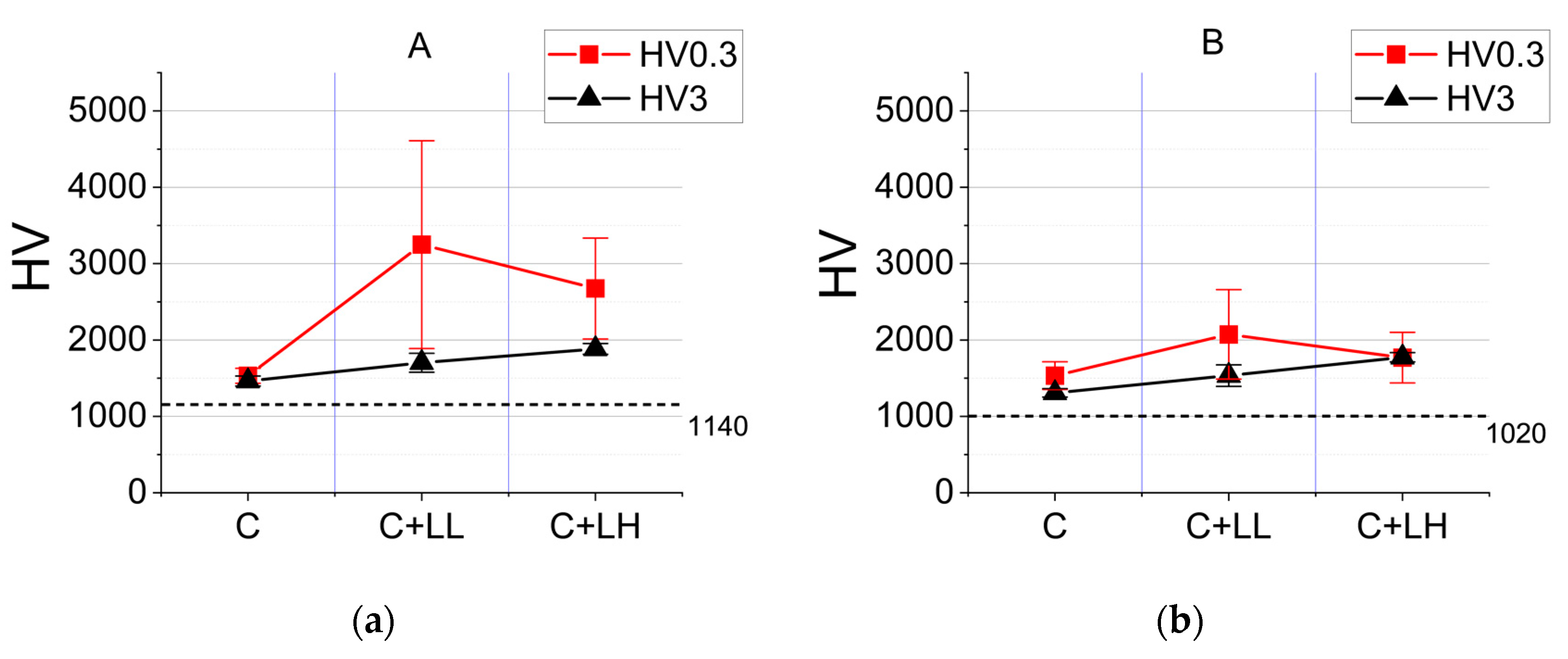
3.2.1. Indentation Contact Response: Vickers Hardness
3.2.2. Sliding Contact Response: Scratch Testing
Frictional Performance: Coefficient of Friction
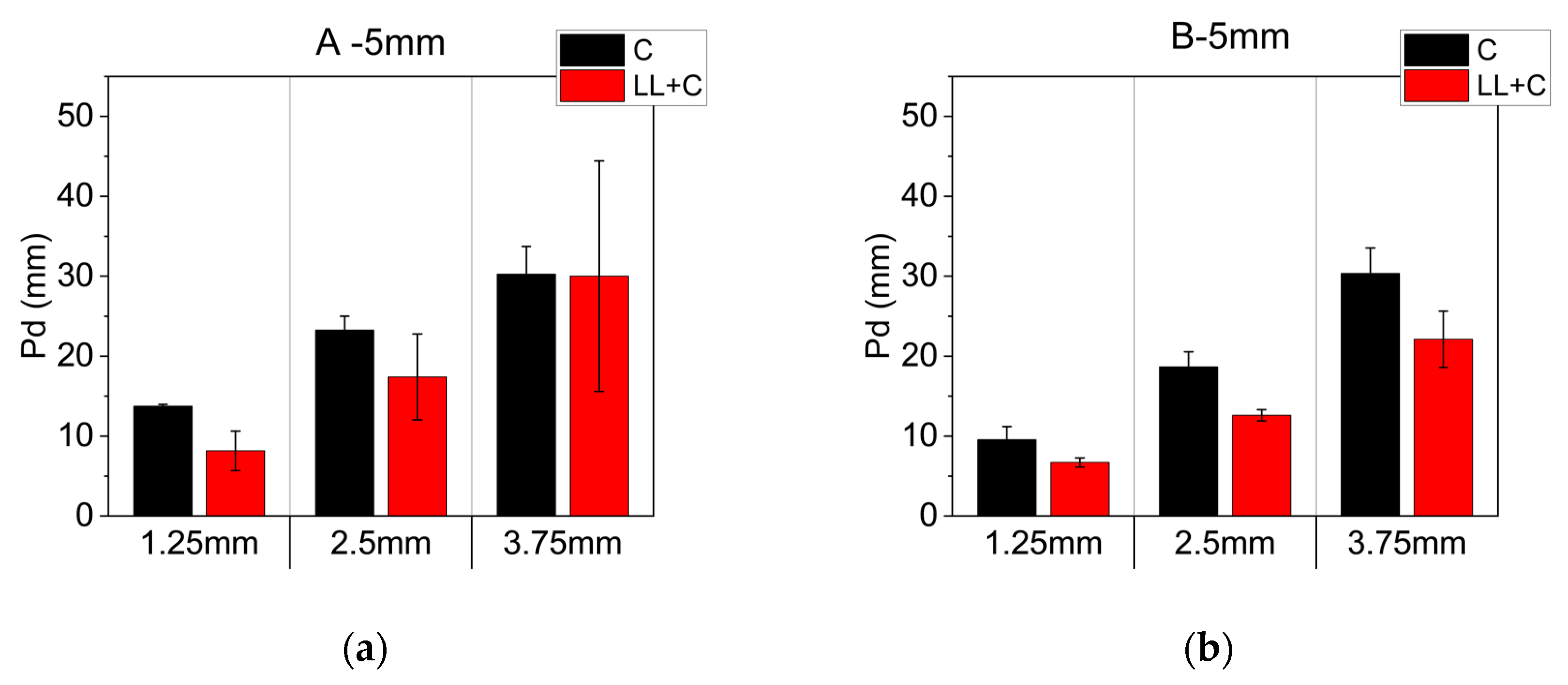
Indentation and Sliding Contact Performance: Penetration Depths (Pd) and Critical Loads (Lc)
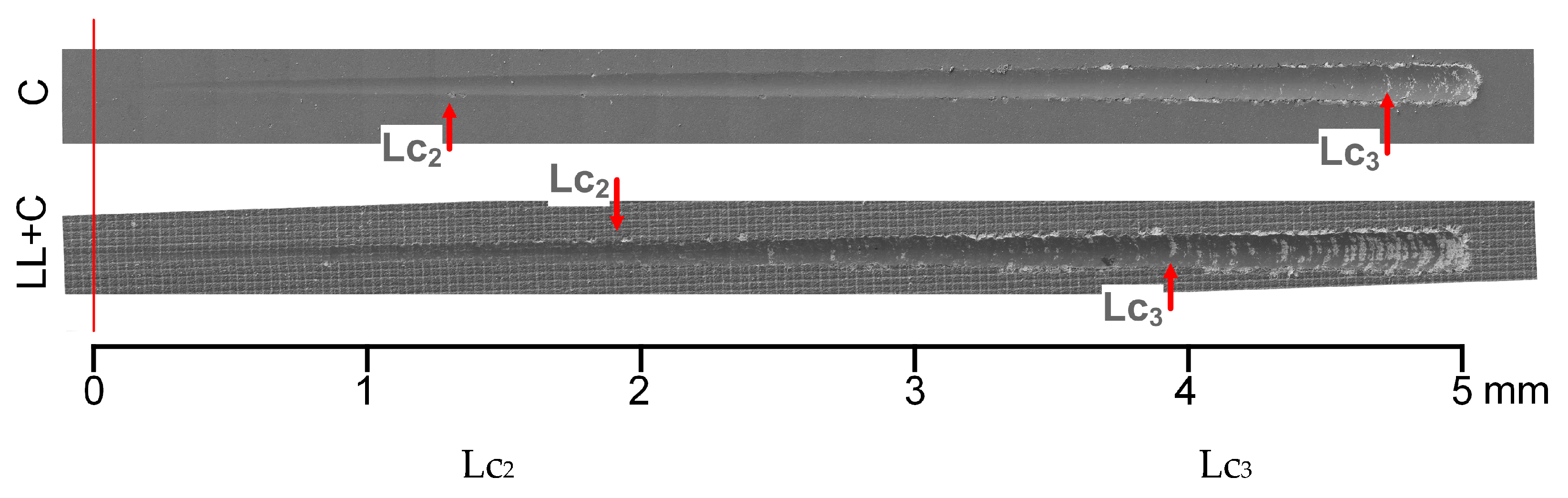
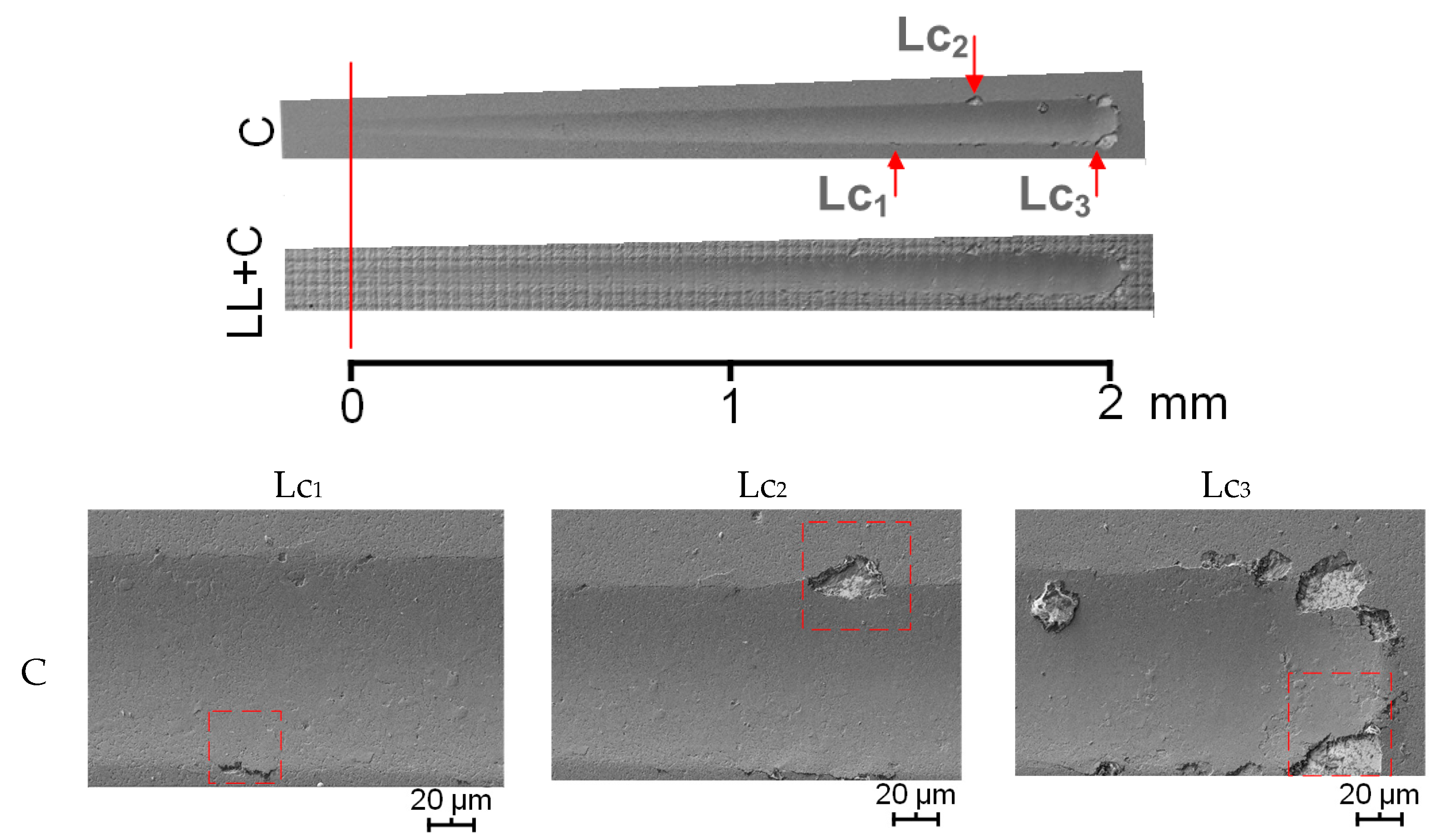
- First critical load, Lc1: linked to the initiation of forward chevron cracks within the scratch track;
- Second critical load, Lc2: associated with the first failure event involving local or gross interfacial spallation; and
- Third critical load, Lc3: defined by the first point where the substrate is visible along the center of the scratch track in a crescent that goes completely through the track, with gross interfacial spallation.
Reference Case Study (Large Increase in Load per Unit Distance)
Characteristic Wear Scenarios
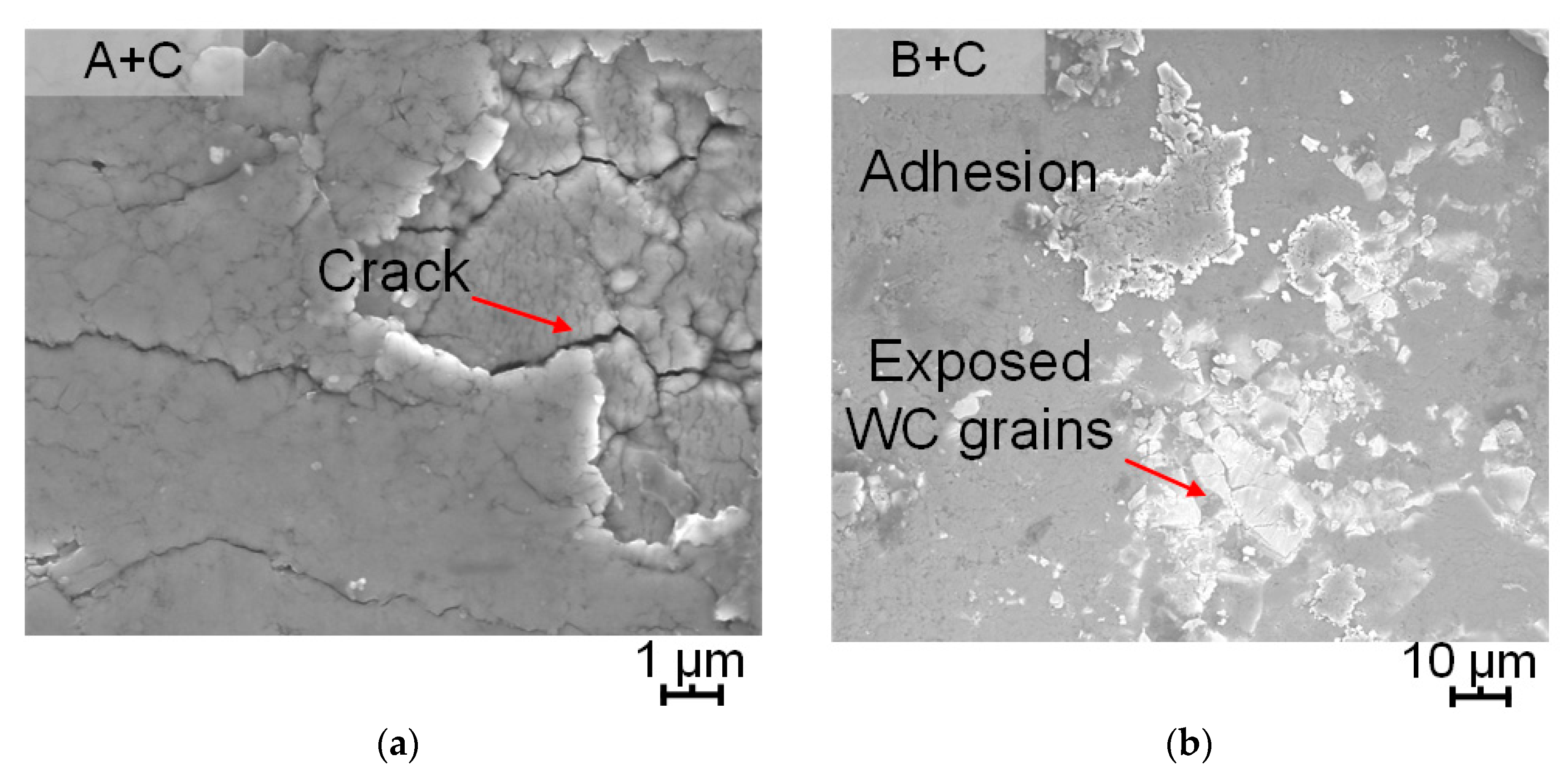
- Case 0: Wear on the coated grades A (WC-10%wtCo) and B (WC-15%wtCo), without laser processing: A + C and B + C;
- Case 1: Wear on the coated grades A (WC-10%wtCo), exclusively processed with low laser energy: A + LL + C;
- Case 2: Wear on the coated grades B (WC-15%wtCo), exclusively processed with low laser energy: B + LL + C;
3.2.3. Comprehensive Evaluation of the Mechanical Integrity
- (1)
- Cemented carbide with low binder content, i.e., A (WC-10%wtCo) grade, generally performed better than the one with a high amount of metallic phase, i.e., B (WC-15%wtCo) grade.
- (2)
- Laser ablation in most cases improved the performance of the coated cemented carbides in terms of their indentation and sliding contact responses.
- (3)
- Laser ablation is commonly more beneficial to reinforce the mechanical properties of the low binder content grade, i.e., A (WC-10%wtCo), as compared to the other one studied, i.e., B (WC-15%wtCo).
4. Conclusions
- Laser ablation affects the surface integrity of cemented carbides, as it induces changes in the roughness, morphology, and microstructure of the substrate. However, these changes were rather minor, although they became slightly more important with increased laser energy.
- Laser ablation promoted surface hardening on both coated grades, and the relative increase tended to be proportional to the applied laser energy. Although the micro- and macrohardness data followed similar trends, relative differences between their values were discerned, these being more pronounced on the surfaces machined by low laser energy.
- The investigation just conducted on the grades processed with low laser energy allowed us to conclude laser ablation enhances both indentation and sliding contact responses. It was discerned from the findings of reduced penetration depth and higher critical load values for the emergence of specific damage/failure events, as compared to the behavior determined for the reference surface conditions. Within this context, the improvement in sliding resistance was more pronounced on the grade with lower binder content studied, i.e., A (WC-10%wtCo). Meanwhile, laser ablation had no significant influence on the frictional performance, as all the coated grades exhibited very similar COF values.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented carbide microstructures: A review. Int. J. Refract. Met. Hard Mater. 2019, 80, 40–68. [Google Scholar] [CrossRef]
- Wolfe, T.A.; Jewett, T.J.; Gaur, R.P.S. Powder synthesis. In Comprehensive Hard Materials; Elsevier: Amsterdam, The Netherlands, 2014; pp. 185–212. [Google Scholar] [CrossRef]
- Exner, H.E. Physical and chemical nature of cemented carbides. Int. Met. Rev. 1979, 24, 149–170. [Google Scholar] [CrossRef]
- Prakash, L. Fundamentals and General Applications of Hardmetals. In Comprehensive Hard Materials; Elsevier: Amsterdam, The Netherlands, 2014; pp. 29–90. [Google Scholar] [CrossRef]
- Yang, Q.; Zhang, P.; Lu, Q.; Yan, H.; Shi, H.; Yu, Z.; Sun, T.; Li, R.; Wang, Q.; Wu, Y.; et al. Application and development of blue and green laser in industrial manufacturing: A review. Opt. Laser Technol. 2023, 170, 110202. [Google Scholar] [CrossRef]
- Orazi, L.; Romoli, L.; Schmidt, M.; Li, L. Ultrafast laser manufacturing: From physics to industrial applications. CIRP Ann. 2021, 70, 543–566. [Google Scholar] [CrossRef]
- Shukla, P.; Waugh, D.G.; Lawrence, J.; Vilar, R. Laser surface structuring of ceramics, metals and polymers for biomedical applications. In Laser Surface Modification of Biomaterials; Elsevier: Amsterdam, The Netherlands, 2016; pp. 281–299. [Google Scholar]
- Bäuerle, D. (Ed.) Laser Processing and Chemistry; Springer: Berlin/Heidelberg, Germany, 2011; pp. 279–313. [Google Scholar]
- Etsion, I. State of the Art in Laser Surface Texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Hazzan, K.E.; Pacella, M.; See, T.L. Laser Processing of Hard and Ultra-Hard Materials for Micro-Machining and Surface Engineering Applications. Micromachines 2021, 12, 895. [Google Scholar] [CrossRef]
- Breidenstein, B.; Denkena, B.; Bergmann, B.; Krödel, A. Laser material removal on cutting tools from different materials and its effect on wear behavior. Met. Powder Rep. 2018, 73, 26–31. [Google Scholar] [CrossRef]
- Fang, S.; Llanes, L.; Bähre, D. Laser surface texturing of a WC-CoNi cemented carbide grade: Surface topography design for honing application. Tribol. Int. 2018, 122, 236–245. [Google Scholar] [CrossRef]
- Dumitru, G.; Lüscher, B.; Krack, M.; Bruneau, S.; Hermann, J.; Gerbig, Y. Laser processing of hardmetals: Physical basics and applications. Int. J. Refract. Met. Hard Mater. 2005, 23, 278–286. [Google Scholar] [CrossRef]
- Geiger, M.; Roth, S.; Becker, W. Influence of laser-produced microstructures on the tribological behaviour of ceramics. Surf. Coat. Technol. 1998, 100–101, 17–22. [Google Scholar] [CrossRef]
- Momma, C.; Chichkov, B.N.; Nolte, S.; von Alvensleben, F.; Tünnermann, A.; Welling, H.; Wellegehausen, B. Short-pulse laser ablation of solid targets. Opt. Commun. 1996, 129, 134–142. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int. J. Mach. Tools Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Bergs, T.; Chrubasik, L.; Petersen, T.; Klink, A.; Klocke, F. Experimental analysis of surface integrity of cemented carbides resulting from contemporary sinking EDM technology. Prod. Eng. 2019, 13, 511–517. [Google Scholar] [CrossRef]
- Schalk, N.; Tkadletz, M.; Mitterer, C. Hard coatings for cutting applications: Physical vs. chemical vapor deposition and future challenges for the coatings community. Surf. Coat. Technol. 2022, 429, 127949. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Gao, P.; Guo, Q.; Xing, Y.; Guo, Y. Structural, Mechanical, and Tribological Properties of Hard Coatings. Coatings 2023, 13, 325. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Michailidis, N.; Skordaris, G.; Bouzakis, E.; Biermann, D.; M’Saoubi, R. Cutting with coated tools: Coating technologies, characterization methods and performance optimization. CIRP Ann.—Manuf. Technol. 2012, 61, 703–723. [Google Scholar] [CrossRef]
- Byrne, G.; Dornfeld, D.; Denkena, B. Advancing cutting technology. CIRP Ann.—Manuf. Technol. 2003, 52, 483–507. [Google Scholar] [CrossRef]
- Fang, S.; Salán, N.; Pauly, C.; Llanes, L.; Mücklich, F. Critical Assessment of Two-Dimensional Methods for the Microstructural Characterization of Cemented Carbides. Metals 2022, 12, 1882. [Google Scholar] [CrossRef]
- Tarragó, J.M.; Roa, J.J.; Valle, V.; Marshall, J.M.; Llanes, L. Fracture and fatigue behavior of WC-Co and WC-CoNi cemented carbides. Int. J. Refract. Met. Hard Mater. 2015, 49, 184–191. [Google Scholar] [CrossRef]
- Fang, S.; Lima, R.; Sandoval, D.; Bähre, D.; Llanes, L. Ablation Investigation of Cemented Carbides Using Short-Pulse Laser Beams. Procedia CIRP 2018, 68, 172–177. [Google Scholar] [CrossRef]
- Li, T.; Lou, Q.; Dong, J.; Wei, Y.; Liu, J. Selective removal of cobalt binder in surface ablation of tungsten carbide hardmetal with pulsed UV laser. Surf. Coat. Technol. 2001, 145, 16–23. [Google Scholar] [CrossRef]
- Fang, S.; Hsu, C.J.; Klein, S.; Llanes, L.; Bähre, D.; Mücklich, F. Influence of laser pulse number on the ablation of cemented Tungsten Carbides (WC-CoNi) with different grain size. Lubricants 2018, 6, 11. [Google Scholar] [CrossRef]
- Claver, A.; Randulfe, J.J.; Palacio, J.F.; Fernández de Ara, J.; Almandoz, E.; Montalá, F.; Colominas, C.; Cot, V.; García, J.A. Improved adhesion and tribological properties of altin-tisin coatings deposited by dcms and hipims on nitrided tool steels. Coatings 2021, 11, 1175. [Google Scholar] [CrossRef]
- Dalibon, E.L.; Prieto, G.; Tuckart, W.R.; Brühl, S.P. Tribological behaviour of a hyperlox coating deposited over nitrided martensitic stainless steel. Surf. Topogr. Metrol. Prop. 2022, 10, 034003. [Google Scholar] [CrossRef]
- Yang, J.; Roa, J.J.; Odén, M.; Johansson-Jõesaar, M.P.; Esteve, J.; Llanes, L. Substrate surface finish effects on scratch resistance and failure mechanisms of TiN-coated hardmetals. Surf. Coat. Technol. 2015, 265, 174–184. [Google Scholar] [CrossRef]
- Fang, S.; Llanes, L.; Bähre, D. Wear characterization of cemented carbides (WC-CoNi) processed by laser surface texturing under abrasive machining conditions. Lubricants 2017, 5, 20. [Google Scholar] [CrossRef]
- Uhlmann, E.; Bergmann, A.; Gridin, W. Investigation on Additive Manufacturing of Tungsten Carbide-cobalt by Selective Laser Melting. Procedia CIRP 2015, 35, 8–15. [Google Scholar] [CrossRef]
- Denkena, B.; Breidenstein, B.; Wagner, L.; Wollmann, M.; Mhaede, M. Influence of shot peening and laser ablation on residual stress state and phase composition of cemented carbide cutting inserts. Int. J. Refract. Met. Hard Mater. 2013, 36, 85–89. [Google Scholar] [CrossRef]
- Trzepiecinski, T. A study of the coefficient of friction in steel sheets forming. Metals 2019, 9, 988. [Google Scholar] [CrossRef]
- Popov, V.L. Contact Mechanics and Friction: Physical Principles and Applications; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar] [CrossRef]
- Blau, P.J. The significance and use of the friction coefficient. Tribol. Int. 2001, 34, 585–591. [Google Scholar] [CrossRef]
- ASTM C 1624-05; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International Standards: West Conshohocken, PA, USA, 2005.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Mean Carbide Grain Size (μm) | Co (wt%) | HV (GPa) | KIc (MPa√m) |
|---|---|---|---|---|
| A | 2.33 ± 1.38 | 10 | 11.4 ± 0.2 | 15.8 ± 0.3 |
| B | 1.70 ± 1.08 | 15 | 10.2 ± 0.1 | 17.0 ± 0.2 |
| Condition | Machining Operation |
|---|---|
| C | PVD-Coating (reference condition) |
| LL + C | Nanosecond Laser ablation with low energy + PVD-Coating |
| LH + C | Nanosecond Laser ablation with high energy + PVD-Coating |
| Sample | A (WC-10%wtCo) | B (WC-15%wtCo) | ||||
|---|---|---|---|---|---|---|
| C | LL + C | LH + C | C | LL + C | LH + C | |
| Ra (µm) | 0.03 | 0.41 | 0.68 | 0.04 | 0.48 | 0.56 |
| Rz (µm) | 0.28 | 2.70 | 3.85 | 0.42 | 3.36 | 3.83 |
| Sample | COF | σ | Sample | COF | σ | ||
|---|---|---|---|---|---|---|---|
| A (WC-10%wtCo) | C | 0.057 | 0.003 | B (WC-15%wtCo) | C | 0.059 | 0.003 |
| LL + C | 0.056 | 0.005 | LL + C | 0.063 | 0.005 | ||
| Sample | Lc1 (mm) | F (N) at Lc1 | Lc2 (mm) | F (N) at Lc2 | Lc3 (mm) | F (N) at Lc3 | |
|---|---|---|---|---|---|---|---|
| A | C | - | - | 2.0 | 40.5 | 4.9 | 99.1 |
| LL + C | - | - | - | - | - | - | |
| B | C | - | - | 1.3 | 25.8 | 4.7 | 94.5 |
| LL + C | - | - | 1.9 | 38.5 | 3.9 | 78.6 | |
| Sample | Lc1 (mm) | F (N) at Lc1 | Lc2 (mm) | F (N) at Lc2 | Lc3 (mm) | F (N) at Lc3 | |
|---|---|---|---|---|---|---|---|
| A | C | 1.4 | 71.8 | 1.6 | 81.1 | 2.0 | 98.2 |
| LL + C | - | - | - | - | - | - | |
| Sample | Indenting Response | Sliding Response (5 mm) | Results | |||||
|---|---|---|---|---|---|---|---|---|
| HV0.3 | HV3 | COF | Pd at 50N (mm) | Lc2 (mm) | Lc3 (mm) | |||
| A | C | M (1532.0) | M (1463.0) | E (0.057) | M (23.25) | G (2.03) | G (4.95) | 1E2G3M |
| LL + C | E (3249.4) | E (1702.2) | E (0.056) | G (17.4) | E (-) | E (-) | 5E1G0M | |
| B | C | M (1533.6) | M (1308.0) | G (0.059) | G (18.65) | M (1.29) | G (4.73) | 0E3G3M |
| LL + C | G (2073.6) | G (1533.8) | M (0.063) | E (12.60) | G (1.93) | M (3.93) | 1E3G2M | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, S.; Llanes, L.; Guo, Y.B.; Bähre, D. Synergic Effects of Nanosecond Laser Ablation and PVD-Coating on Cemented Carbides: Assessment on Surface and Mechanical Integrity. Metals 2024, 14, 34. https://doi.org/10.3390/met14010034
Fang S, Llanes L, Guo YB, Bähre D. Synergic Effects of Nanosecond Laser Ablation and PVD-Coating on Cemented Carbides: Assessment on Surface and Mechanical Integrity. Metals. 2024; 14(1):34. https://doi.org/10.3390/met14010034
Chicago/Turabian StyleFang, Shiqi, Luis Llanes, Y. B. Guo, and Dirk Bähre. 2024. "Synergic Effects of Nanosecond Laser Ablation and PVD-Coating on Cemented Carbides: Assessment on Surface and Mechanical Integrity" Metals 14, no. 1: 34. https://doi.org/10.3390/met14010034