
Effects of Aging Processes on the Dynamic Impact Mechanical Behavior of Mg-Gd System Alloys

Abstract
1. Introduction
2. Experimental Procedures
3. Experimental Results
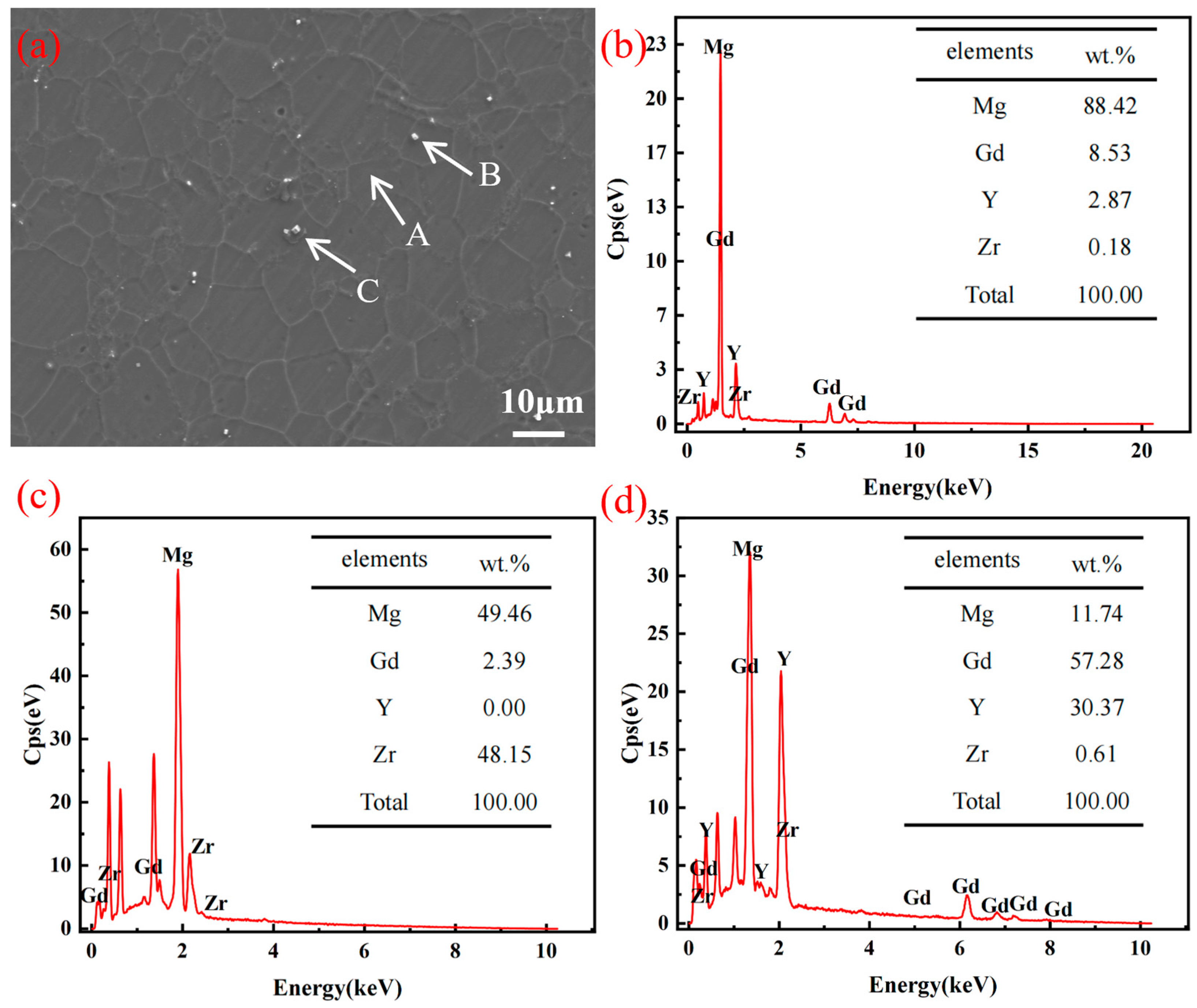
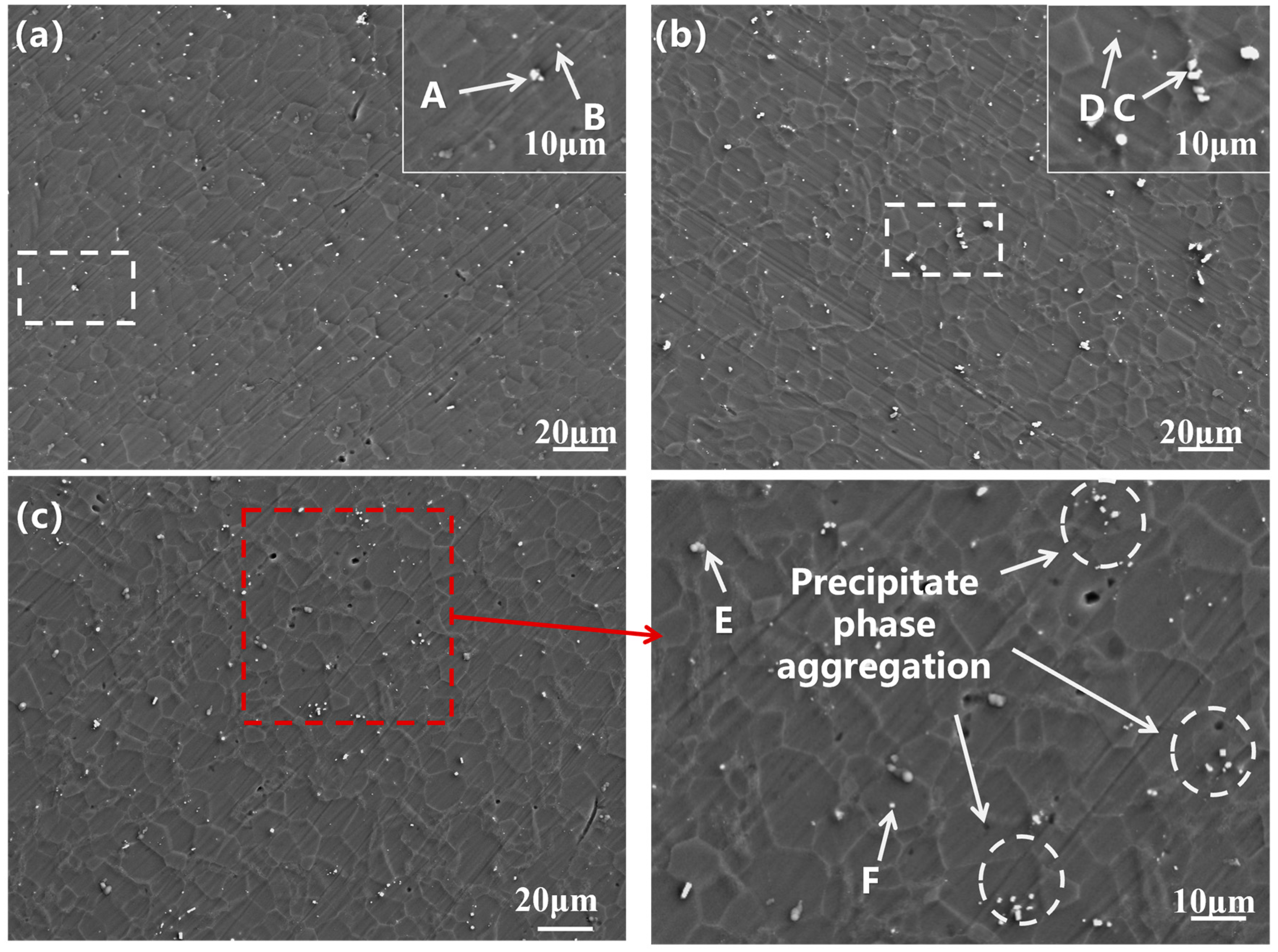
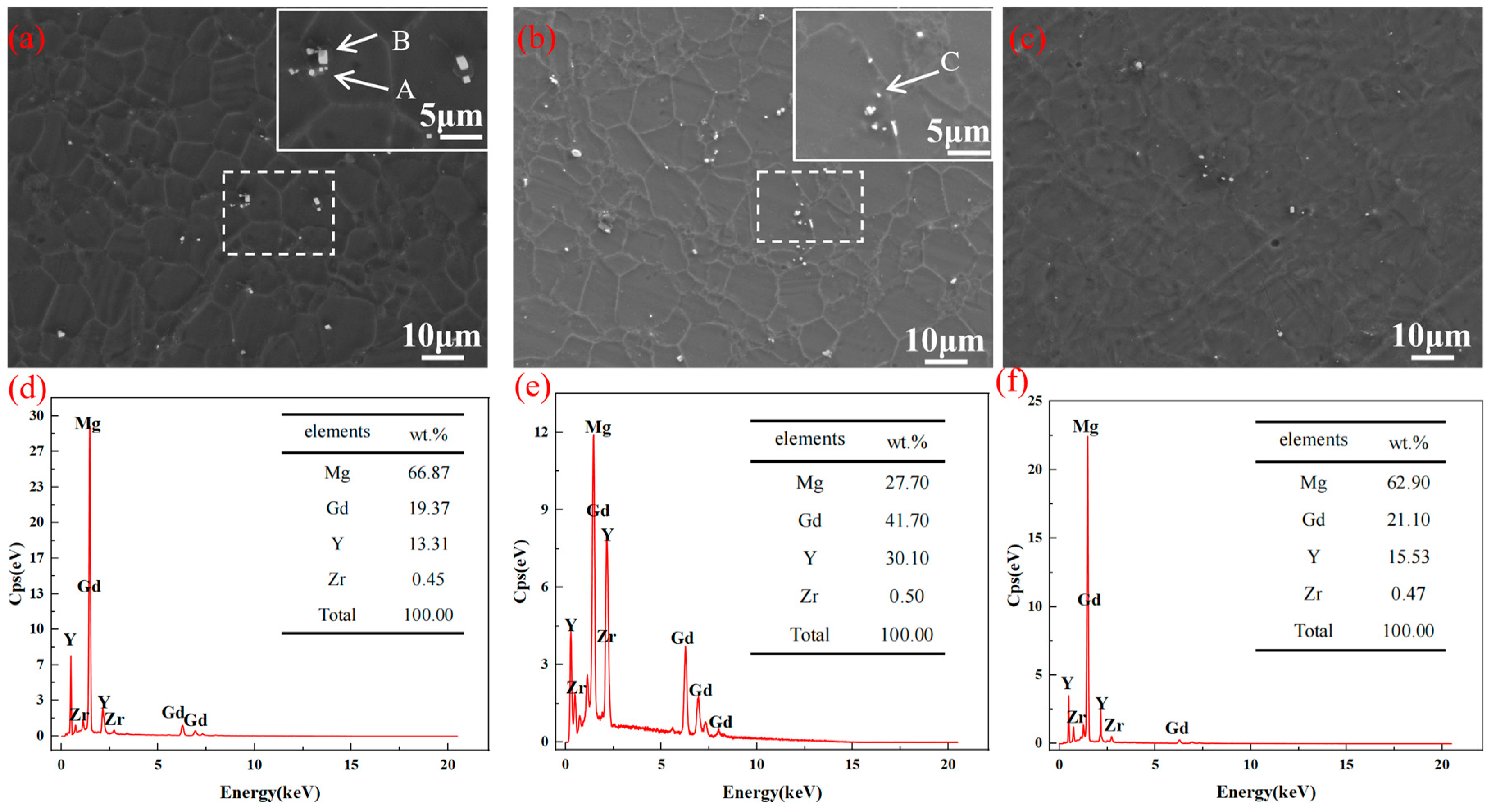
3.1. Initial Microstructure Analysis
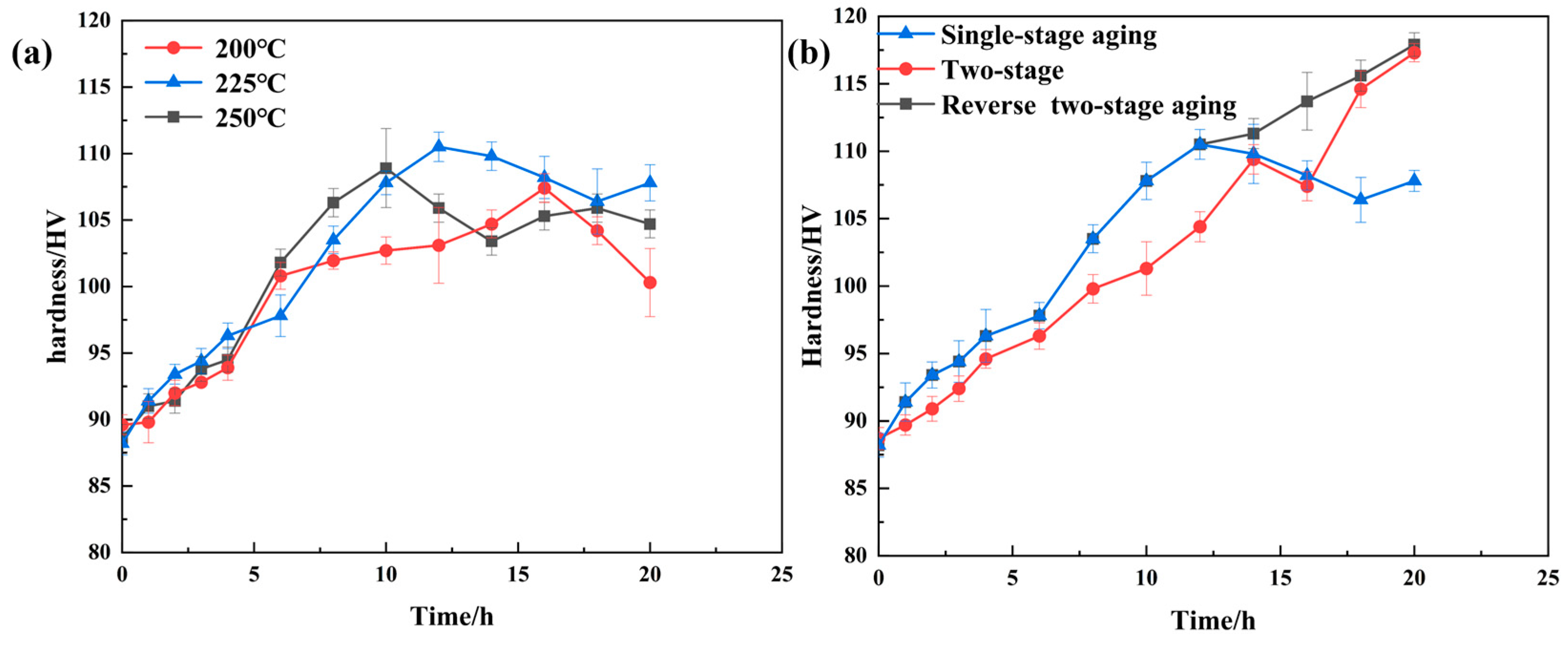
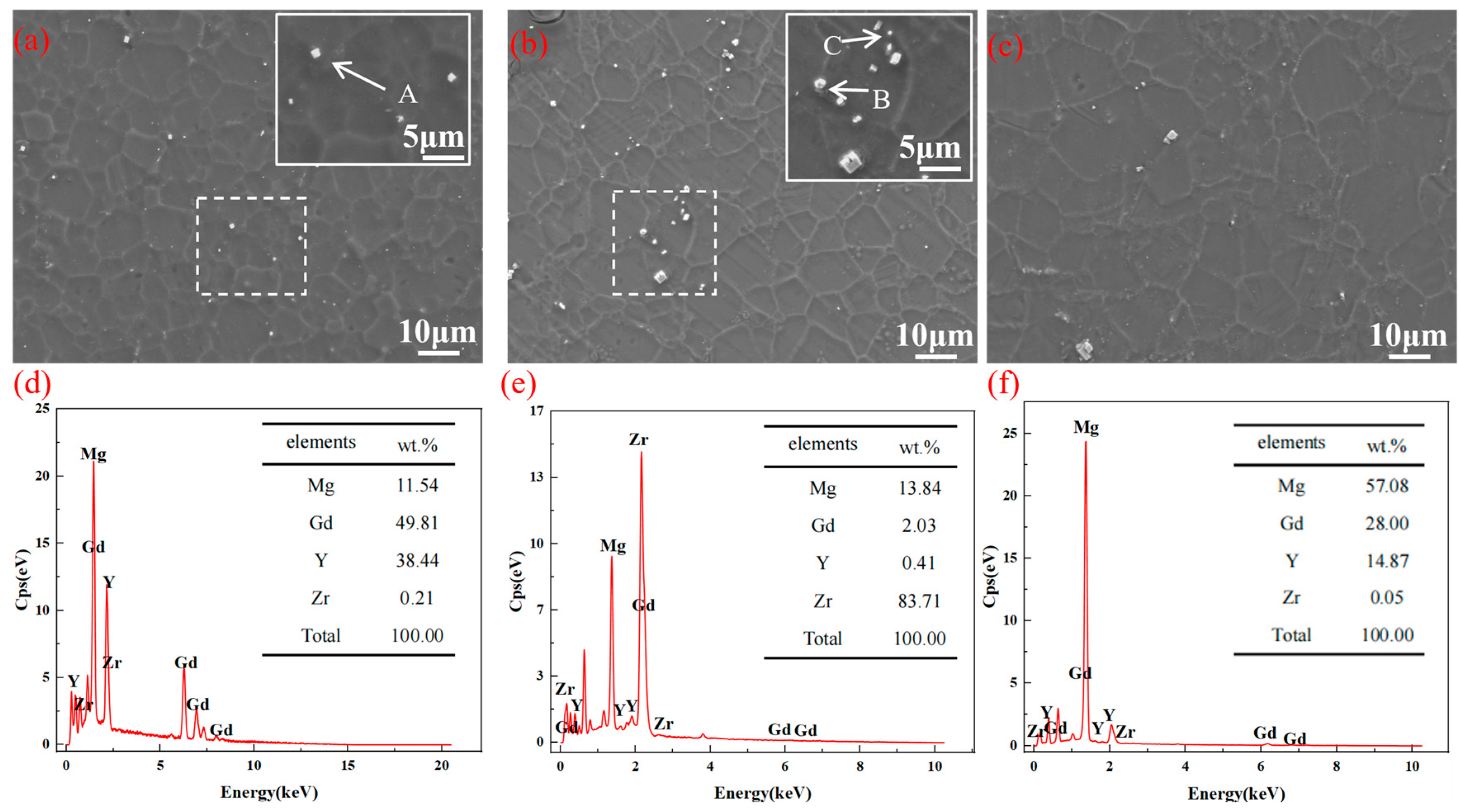
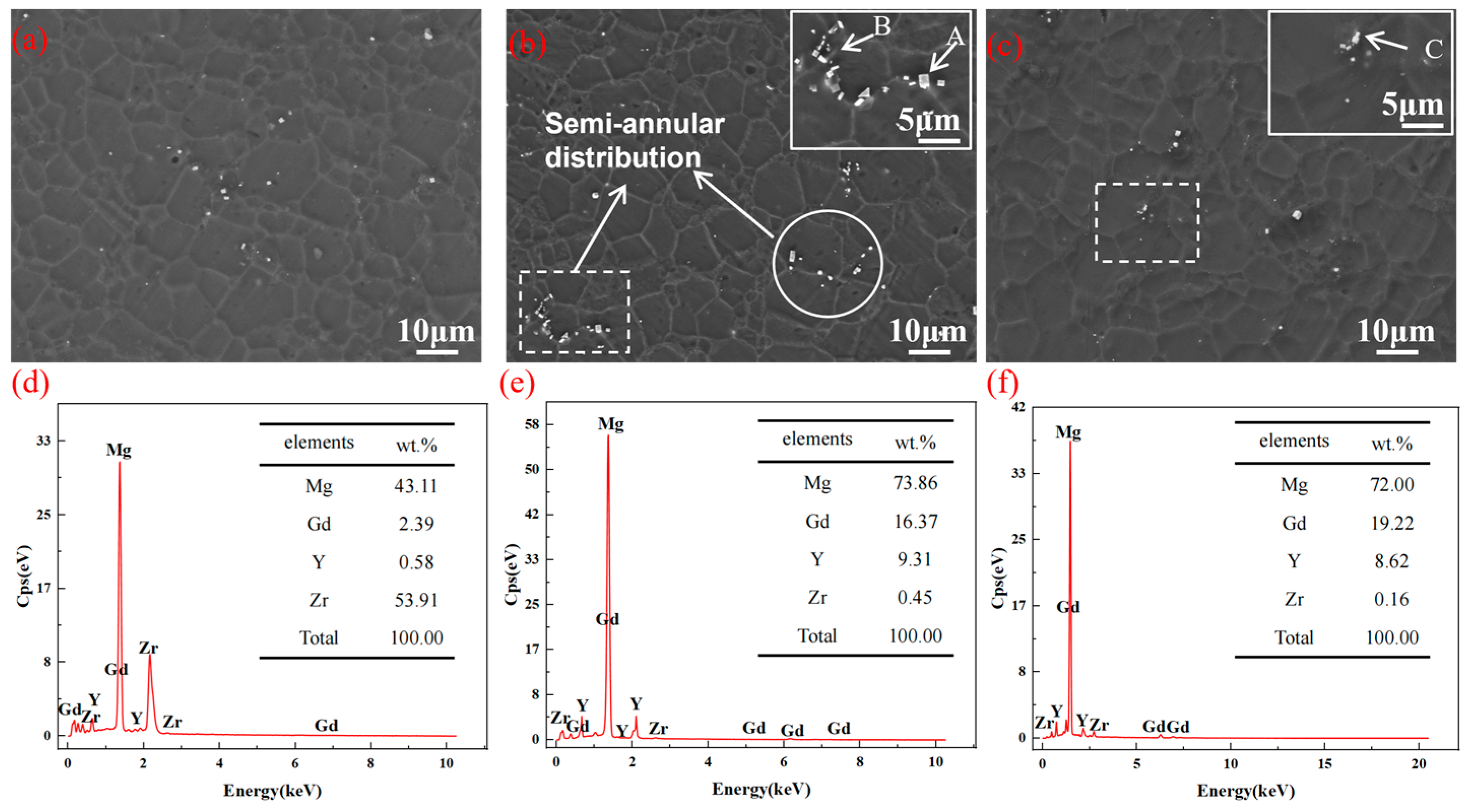
3.2. Aging Analysis
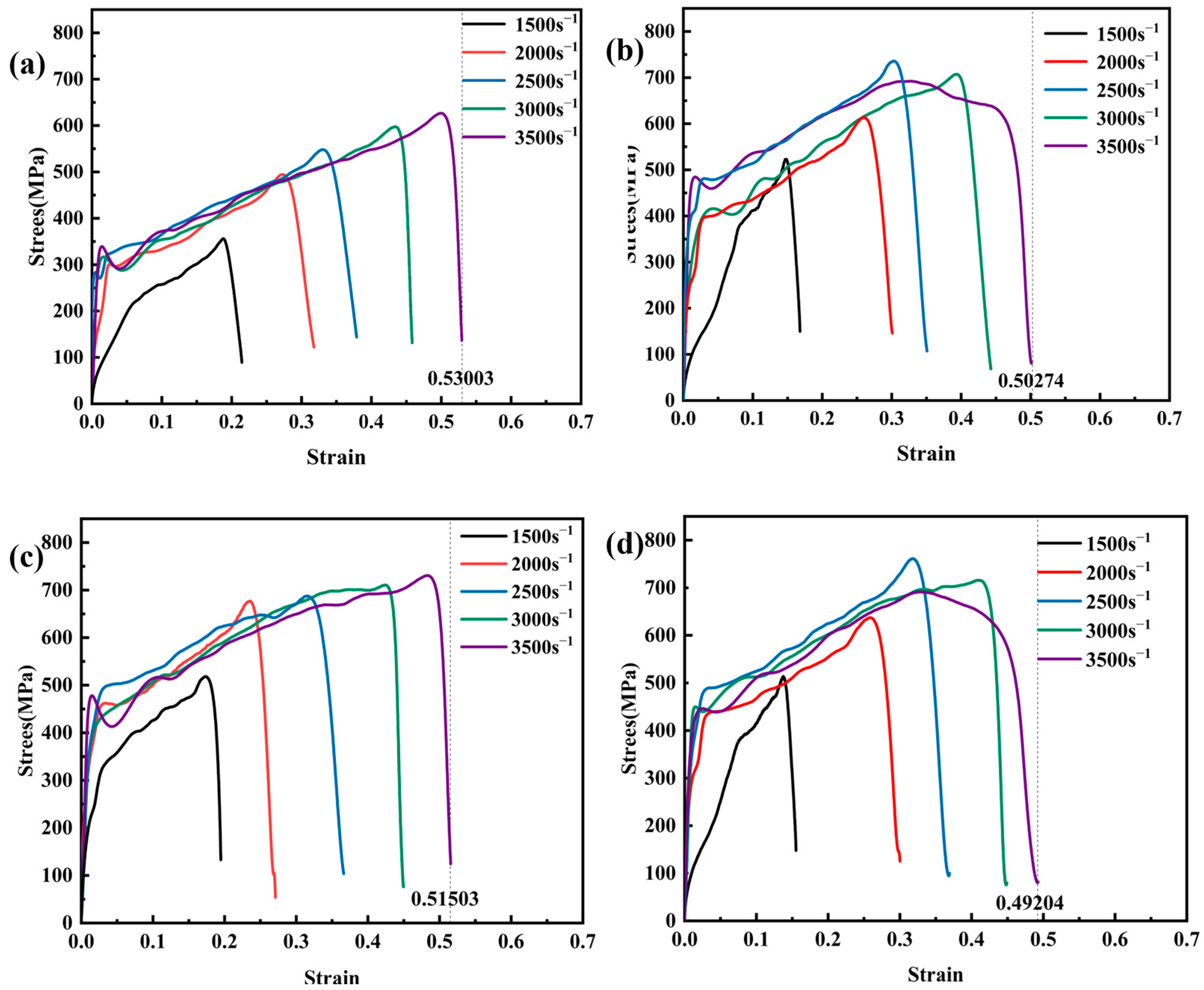
3.3. Dynamic Mechanical Behavior Analysis
4. Discussion
4.1. The Effects of Aging Processes on Dynamic Impact Behaviors
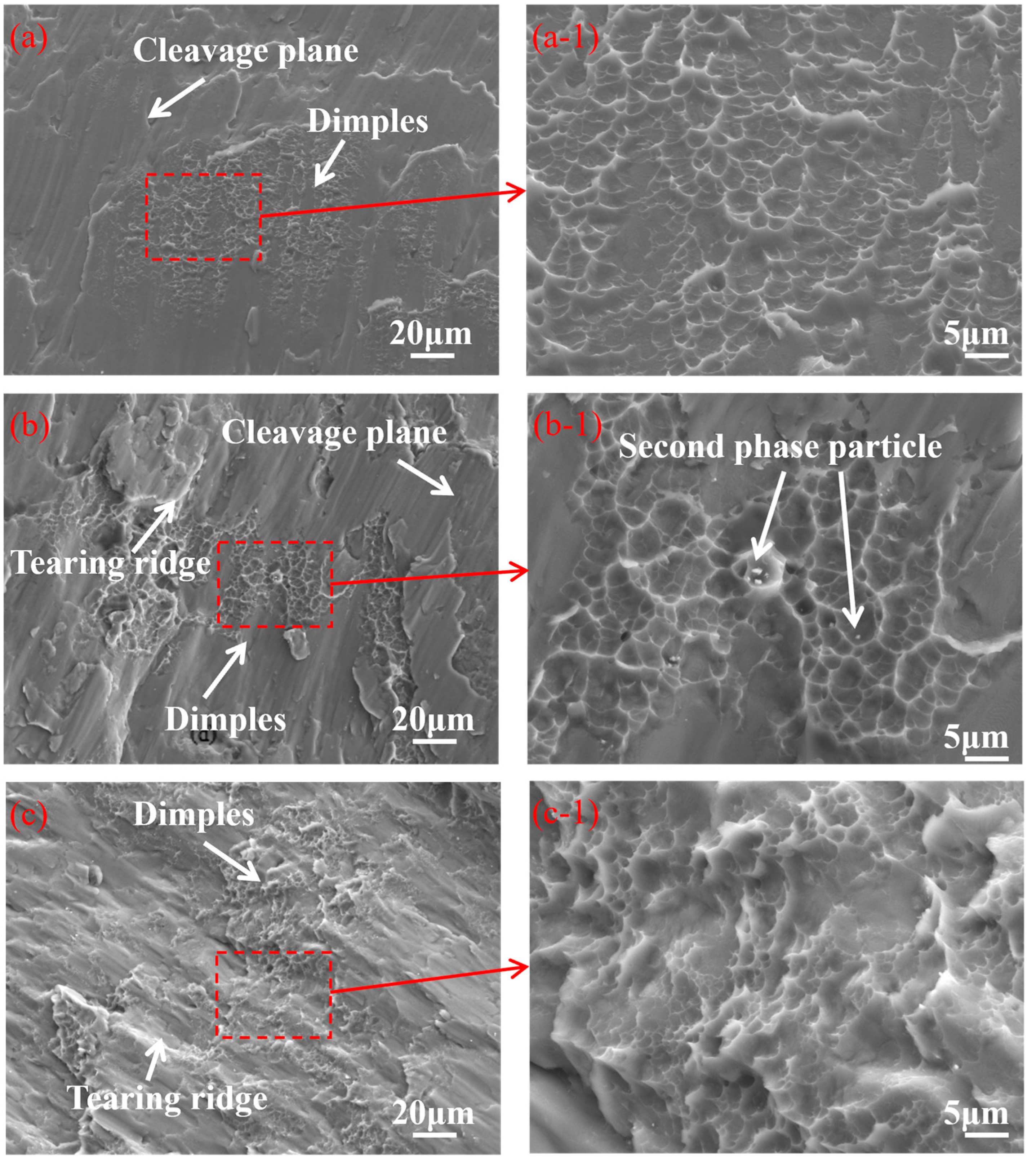
4.2. Fracture Mechanism
5. Conclusions
- (1)
- The mechanical properties of the Mg-Gd-Y-Zr alloy can be improved by single-stage, two-stage, or reverse two-stage aging processes. The compressive strength of the material in the single-stage aging state reached 520 MPa, and the compressive strength of the material in the reverse two-stage aging state increased by 8.6%. After two-stage aging treatment, the material had an optimum compressive strength of 610 MPa.
- (2)
- Dynamic impact properties can be improved by the aging process. The compressive strength of the material after single-stage aging treatment was significantly improved compared with that of the extruded alloy, reaching up to 708 MPa. The compressive strength of the alloy in the two-stage aging state improved with the strain rate up to 730 MPa. The reverse two-stage aging generated a superior strength of 761 MPa.
- (3)
- Dynamic precipitation occurred in the extruded state alloys and single-stage aging alloys at low strain rates but not at high strain rates, while dynamic precipitation occurred in both two-stage aging and reverse two-stage aging at 1500 s−1–3500 s−1 strain rates, in which the reverse two-stage aging showed a semi-annular distribution of fine dynamic precipitation phases at a 2500 s−1 strain rate, which effectively improved the dynamic impact properties of the material.
- (4)
- Under 3500 s−1 strain rate conditions, the extruded alloys did not fracture due to their better plastic properties, while the rest of the samples fractured, and the fracture morphology of the specimens shows the characteristics of ductile–brittle mixed fracture dominated by ductile fracture. Among the samples, the size of the dimples of the alloys in the two-stage aging state increased significantly.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ding, L.; Ye, R.M.; Wu, J.X. Platform strategies for innovation ecosystem: Double case study of Chinese automobile manufactures. J. Clean. Prod. 2019, 209, 1564–1577. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, Y.Q.; Yu, X.; Luo, H. The mechanical behaviors and energy absorption mechanisms of Al–Cu–Mn alloy under dynamic penetration at wide temperature ranges and large angles. J. Alloys Compd. 2020, 815, 152188. [Google Scholar] [CrossRef]
- Kang, H.J.; Jang, H.S.; Oh, S.H.; Yoon, P.H.; Lee, G.H.; Park, J.Y.; Kim, E.S.; Choi, Y.S. Effects of solution treatment temperature and time on the porosities and mechanical properties of vacuum die-casted and T6 heat-treated Al–Si–Mg alloy. Vacuum 2021, 193, 110536. [Google Scholar] [CrossRef]
- Dash, S.S.; Li, D.J.; Zeng, X.Q.; Chen, D.L. Heterogeneous microstructure and deformation behavior of an automotive grade aluminum alloy. J. Alloys Compd. 2021, 870, 159413. [Google Scholar] [CrossRef]
- Zhang, Z.; Deng, Y.L.; Ye, L.Y.; Sun, L.; Xiao, T.; Guo, X.B. Effect of multi-stage aging treatments on the precipitation and mechanical properties of Al-Zn-Mg alloys. Mater. Sci. Eng. A 2020, 785, 139394. [Google Scholar] [CrossRef]
- Xiong, C.X.; Zhang, X.M.; Deng, Y.L.; Xiao, Y.; Deng, Z.Z.; Chen, B.X. Effects of cryogenic treatment on mechanical properties of extruded Mg-Gd-Y-Zr(Mn) alloys. J. Cent. South Univ. Technol. 2007, 14, 305–309. [Google Scholar] [CrossRef]
- Pan, F.S.; Yang, M.B.; Chen, X.H. A review on casting magnesium alloys: Modification of commercial alloys and development of new alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Hou, G.; Xu, Y.; Wang, S.; Zhang, Y.; She, J.; Li, C.; Xiao, L.; Tang, A.; Pan, F. Effects of welding wire composition on the repair welds of sand-cast Mg–Gd–Y alloy: Microstructure and mechanical properties. Vacuum 2022, 199, 110919. [Google Scholar] [CrossRef]
- Yi, J.L.; Zhang, X.M.; Chen, M.A.; Gu, R.; Deng, Y.L. Corrosion resistance of cerium conversion film electrodeposited on Mg-Gd-Y-Zr magnesium alloy. J. Cent. South Univ. Technol. 2009, 16, 38–42. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, C.; Meng, J.; Zhang, X.; Kamado, S. Microstructure evolution and mechanical properties of as-extruded Mg-Gd-Y-Zr alloy with Zn and Nd additions. Mater. Sci. Eng. A 2018, 713, 234–243. [Google Scholar] [CrossRef]
- Homma, T.; Kunito, N.; Kamado, S. Fabrication of extraordinary high-strength magnesium alloy by hot extrusion. Scr. Mater. 2009, 61, 644–647. [Google Scholar] [CrossRef]
- Wang, B.; Liu, C.; Gao, Y.; Jiang, S.; Chen, Z.; Luo, Z. Microstructure evolution and mechanical properties of Mg-Gd-Y-Ag-Zr alloy fabricated by multidirectional forging and ageing treatment. Mater. Sci. Eng. A 2017, 702, 22–28. [Google Scholar] [CrossRef]
- Su, N.; Xue, X.; Zhou, H.; Wu, Y.; Deng, Q.; Yang, K.; Chen, Q.; Chen, B.; Peng, L. Effects of nanoprecipitates and LPSO structure on deformation and fracture behaviour of high-strength Mg-Gd-Y-Zn-Mn alloys. Mater. Charact. 2020, 165, 110396. [Google Scholar] [CrossRef]
- Chen, Y.; Weyland, M.; Hutchinson, C.R. The effect of interrupted aging on the yield strength and uniform elongation of precipitation-hardened Al alloys. Acta Mater. 2013, 61, 5877–5894. [Google Scholar] [CrossRef]
- Marceau, R.K.W.; Sha, G.; Lumley, R.N.; Ringer, S.P. Evolution of solute clustering in Al–Cu–Mg alloys during secondary ageing. Acta Mater. 2010, 112, 1795–1805. [Google Scholar] [CrossRef]
- Jia, L.-Y.; Du, W.-B.; Fu, J.-L.; Wang, Z.-H.; Liu, K.; Li, S.-B.; Du, X. Obtaining Ultra-High Strength and Ductility in a Mg–Gd–Er–Zn–Zr Alloy via Extrusion, Pre-deformation and Two-Stage Aging. Acta Metall. Sin. 2021, 34, 39–44. [Google Scholar] [CrossRef]
- Li, C.; Wei, H.; Ruan, S.; Chen, J.; Wu, Z.; Yang, M. Effects of aging treatment processes on microstructures and mechanical properties of AZ63 casting magnesium alloy. China Foundry 2023, 20, 307–314. [Google Scholar] [CrossRef]
- Mao, P.L.; Yu, J.C.; Liu, Z.; Dong, Y. Microstructure evolution of extruded Mg-Gd-Y magnesium alloy under dynamic compression. J. Magnes. Alloys 2013, 1, 64–75. [Google Scholar] [CrossRef]
- Yu, J.Z.; Liu, Z.; Dong, Y.; Wang, Z. Dynamic compressive property and failure behavior of extruded Mg-Gd-Y alloy under high temperatures and high strain rates. J. Magnes. Alloys 2015, 3, 134–141. [Google Scholar] [CrossRef]
- Tang, C.; Wu, K.; Liu, W.; Feng, D.; Zuo, G.; Liang, W.; Yang, Y.; Chen, X.; Li, Q.; Liu, X. Dynamic Compression Behavior of a Mg–Gd-Based Alloy at Elevated Temperature. Met. Mater. Int. 2021, 27, 1438–1447. [Google Scholar] [CrossRef]
- Tang, C.; Liu, W.; Chen, Y.; Liu, X.; Deng, Y. Hot Deformation Behavior of a Differential Pressure Casting Mg-8Gd-4Y-Nd-Zr Alloy. J. Mater. Eng. Perform. 2017, 26, 383–391. [Google Scholar] [CrossRef]
- Huang, Y.J.; Wan, Y.C.; Liu, C.M.; Jiang, S.N.; Gao, Y.H.; Chen, Z.Y. Effect of forging temperature on the microstructure, subsequent aging precipitation behavior, and mechanical properties of Mg-Gd-Y-Zr-Ag alloy. J. Mater. Sci. Technol. 2024, 181, 41–57. [Google Scholar] [CrossRef]
- Gu, D.D.; Han, B.J.; He, Q. Ageing heat treatment process optimization of Mg-Gd-Y-Nd-Zr alloys. Spec. Cast. Nonferrous Alloys 2015, 35, 659–662. [Google Scholar] [CrossRef]
- Tang, C.; Liu, W.; Chen, Y.; Liu, X.; Deng, Y. Effects of thermal treatment on microstructure and mechanical properties of a Mg-Gd-based alloy plate. Mater. Sci. Eng. A 2016, 659, 63–75. [Google Scholar] [CrossRef]
- Wan, D.; Hu, Y.; Wang, H.; Ye, S. Single and double aging treatments on Mg97Zn1Y2 alloy. China Foundry 2019, 16, 46–52. [Google Scholar] [CrossRef]
- Carvalho, A.L.M.; Renaudin, L.B.; Zara, A.J.; Martins, J.P. Microstructure analysis of 7050 aluminum alloy processed by multistage aging treatments. J. Alloys Compd. 2022, 907, 164400. [Google Scholar] [CrossRef]
- Zakerinia, Y.; Jafari, E.; Khosravifard, A.; Hosseinabadi, N. Investigation of microstructural, mechanical and tribological properties of Al356/3-9%ZrB2 composites produced by the stir casting process. Metall. Res. Technol. 2023, 120, 205. [Google Scholar] [CrossRef]
- Singh, R.K.; Guraja, S.S.S.; Ajide, O.O.; Owolabi, G.M.; Kumar, N. Investigation of initial metallurgical factors on the dynamic impact response and adiabatic shear bands formation of the 6061 Al alloy. Mater. Sci. Eng. A 2023, 865, 144636. [Google Scholar] [CrossRef]
- Kapoor, R.; Nemat-Nasser, S. Determination of temperature rise during high strain rate deformation. Mech. Mater. 1998, 27, 1–12. [Google Scholar] [CrossRef]
- Hu, S.Y.; Baskes, M.I.; Stan, M.; Chen, L.Q. Atomistic calculations of interfacial energies, nucleus shape and size of θ′ precipitates in Al–Cu alloys. Acta Mater. 2006, 54, 4699–4707. [Google Scholar] [CrossRef]
- Wang, Z.; Yao, S.; Cao, G.S.; Mao, P.L.; Wang, F.; Zhou, L.; Liu, Z. Effect of yttrium addition on dynamic mechanical properties, microstructure, and fracture behavior of extrusion-shear ZC61 + xY (x = 0, 1, 2, 3) alloys. Mater. Charact. 2020, 169, 110615. [Google Scholar] [CrossRef]
- Zhang, W.G.; Liu, S.; Li, K.; Li, P.J.; Qi, J.F.; Wang, Z.; Chen, Y.; Zhang, H.S.; Meng, L. High strain-rate behavior and deformation mechanism of a multi-layer composite textured AZ31B Mg alloy plate. J. Alloys Compd. 2018, 749, 23–39. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | A | B | C | D | E | F |
|---|---|---|---|---|---|---|
| Mg | 56.93 | 78.58 | 9.79 | 85.97 | 16.7 | 79.98 |
| Gd | 29.56 | 14.34 | 56.96 | 8.96 | 47.81 | 10.95 |
| Y | 13.15 | 6.45 | 31.48 | 4.61 | 34.6 | 8.26 |
| Zr | 0.36 | 0.63 | 1.77 | 0.47 | 0.89 | 0.81 |
| Treatment Condition | Extruded State | Single-Stage Aging | Two-Stage Aging | Reverse Two-Stage Aging | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1500 s−1 | 2500 s−1 | 3500 s−1 | 1500 s−1 | 2500 s−1 | 3500 s−1 | 1500 s−1 | 2500 s−1 | 3500 s−1 | 1500 s−1 | 2500 s−1 | 3500 s−1 | |
| (MJ·m−3) | 50.5 | 156.8 | 242.9 | 53.2 | 195.1 | 293.1 | 76.8 | 194.4 | 306.9 | 49.4 | 209.7 | 275.8 |
| Treatment Condition | Extruded State | Single-Stage Aging | Two-Stage Aging | Reverse Two-Stage Aging | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1500 s−1 | 2500 s−1 | 3500 s−1 | 1500 s−1 | 2500 s−1 | 3500 s−1 | 1500 s−1 | 2500 s−1 | 3500 s−1 | 1500 s−1 | 2500 s−1 | 3500 s−1 | |
| (°C) | 26.6 | 82.5 | 127.8 | 28 | 102.7 | 154.3 | 40.4 | 102.3 | 161.5 | 26 | 110.2 | 145.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, Y.; Wang, Y.; Wang, X.; Xu, Y. Effects of Aging Processes on the Dynamic Impact Mechanical Behavior of Mg-Gd System Alloys. Metals 2024, 14, 1102. https://doi.org/10.3390/met14101102
Ren Y, Wang Y, Wang X, Xu Y. Effects of Aging Processes on the Dynamic Impact Mechanical Behavior of Mg-Gd System Alloys. Metals. 2024; 14(10):1102. https://doi.org/10.3390/met14101102
Chicago/Turabian StyleRen, Yibing, Youqiang Wang, Xuezhao Wang, and Ying Xu. 2024. "Effects of Aging Processes on the Dynamic Impact Mechanical Behavior of Mg-Gd System Alloys" Metals 14, no. 10: 1102. https://doi.org/10.3390/met14101102
APA StyleRen, Y., Wang, Y., Wang, X., & Xu, Y. (2024). Effects of Aging Processes on the Dynamic Impact Mechanical Behavior of Mg-Gd System Alloys. Metals, 14(10), 1102. https://doi.org/10.3390/met14101102