
Effect of Hot Extrusion on Microstructure, Texture, and Mechanical Properties of Mg-Zn-Mn-0.5Ca Alloy

Abstract
:1. Introduction
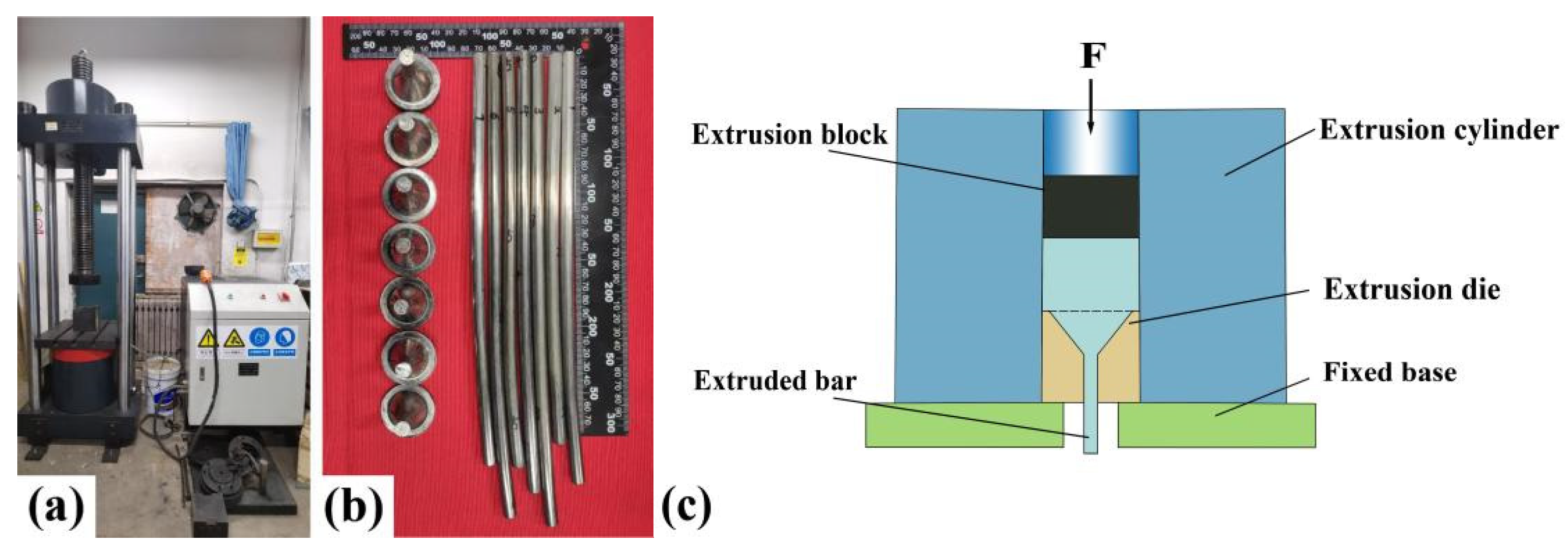
2. Experimental Procedure
- Preheating and insulation of the mold: Heat the furnace to 50 °C above the extrusion temperature to preheat the mold. Once the internal temperature of the extrusion cylinder reaches the extrusion temperature, adjust the furnace temperature to maintain insulation at the extrusion temperature for 2 h.
- Billet insulation: After the mold insulation time elapses, apply lubricant to the inner wall of the extrusion cylinder and the surface of the billet. Sequentially place the billet and spacer into the extrusion mold for heating and insulation, maintaining it for 1 h.
- Hot extrusion deformation: Insert the extrusion rod into the mold, set the stroke speed of the extrusion machine, and commence extrusion, ensuring temperature control during the process.
- Unloading and mold removal: Upon completion of extrusion, saw the extruded rod for air cooling, label it appropriately, then remove the mold. Clean the spacer and interior of the extrusion cylinder for subsequent extrusion processes.
3. Results and Discussion
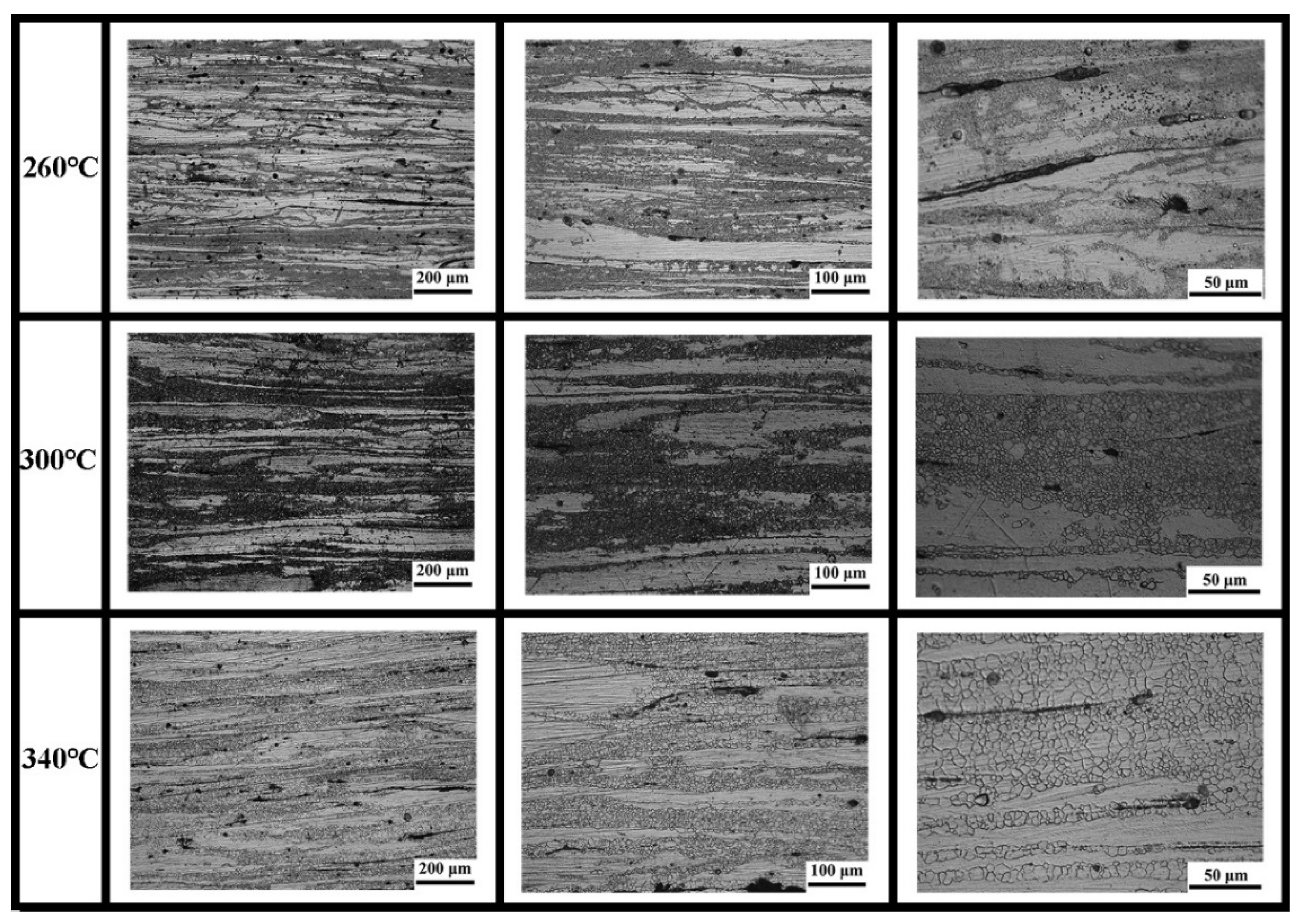
3.1. Microstructure of Extruded Rods
- : strain rate;
- Q: activation energy, Mg activation energy of 135 KJ/mol;
- R: gas constant;
- T: deformation temperature.
- dDRX: recrystallization grain diameter;
- A: constant;
- n: power law exponent.
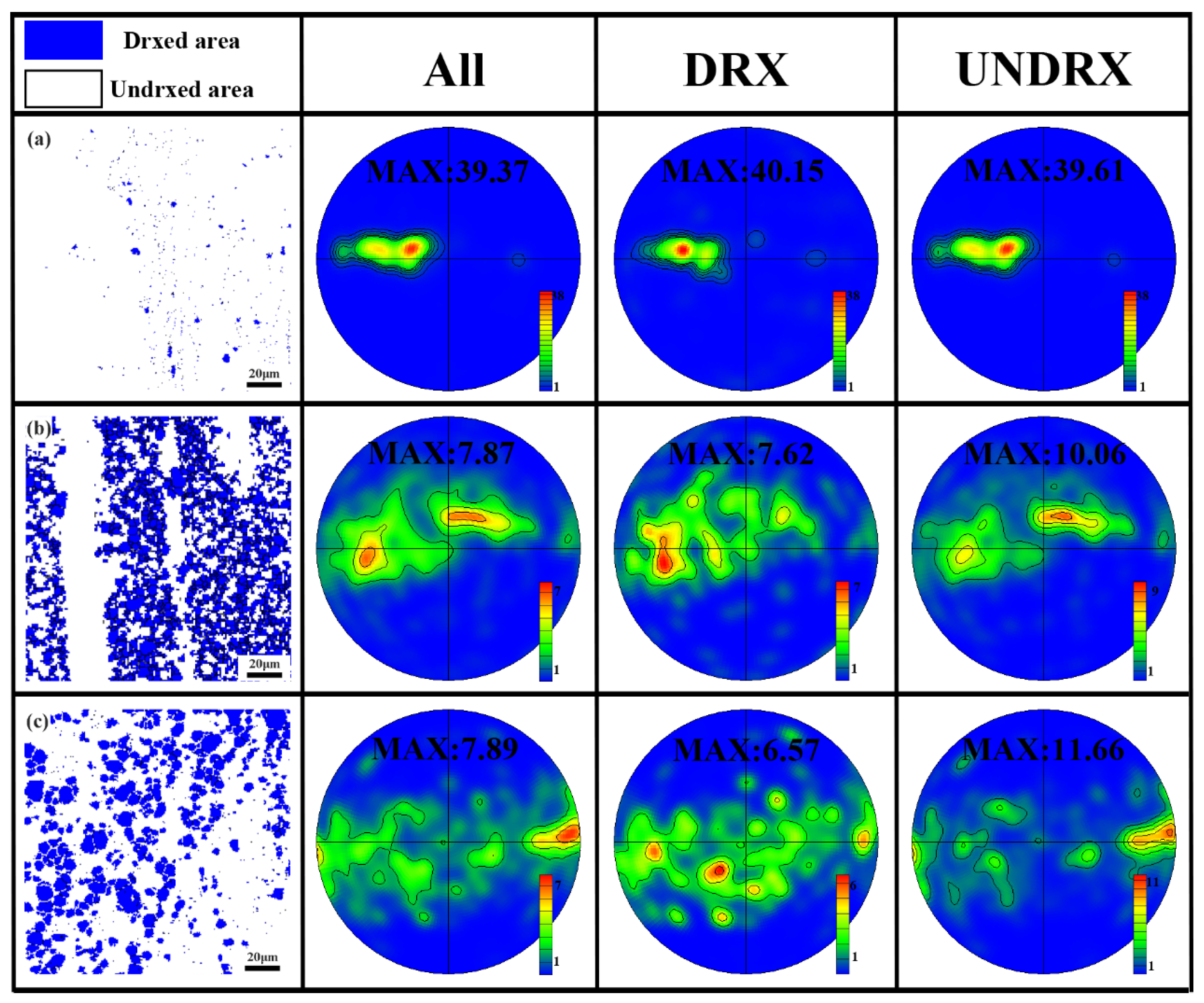
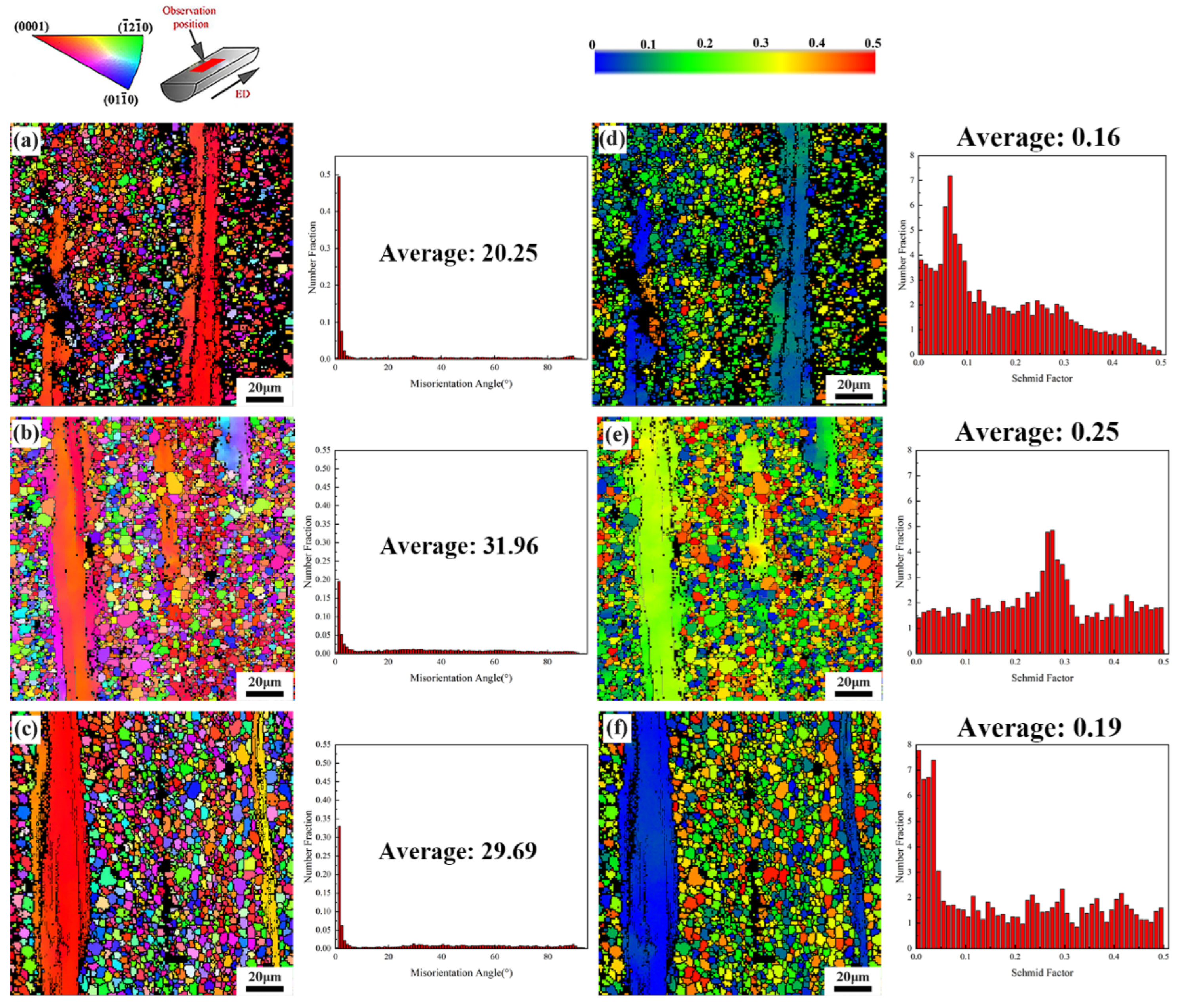
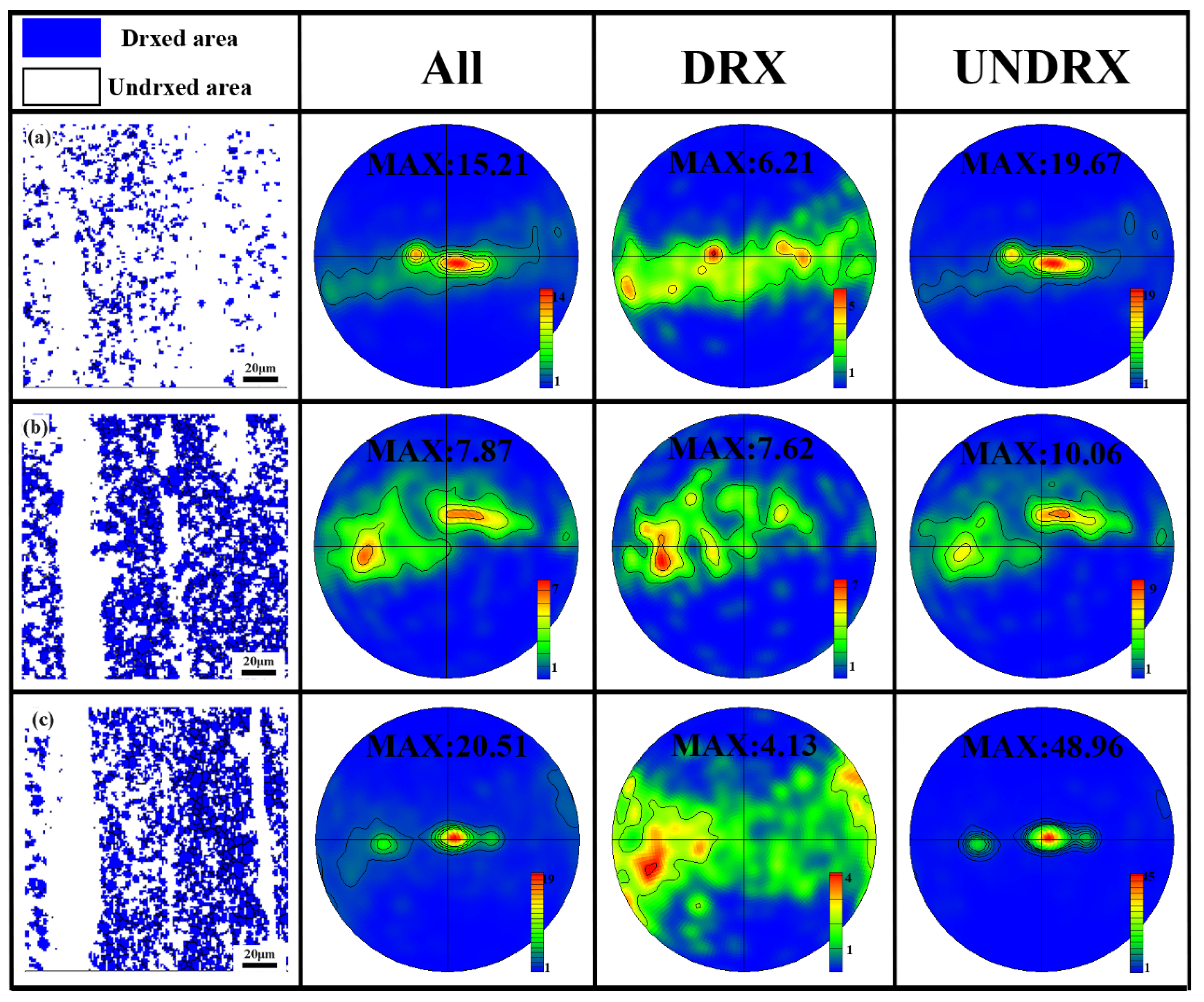
3.2. Recrystallization Distribution Texture Evolution of Extruded Rods under Different Extrusion Conditions
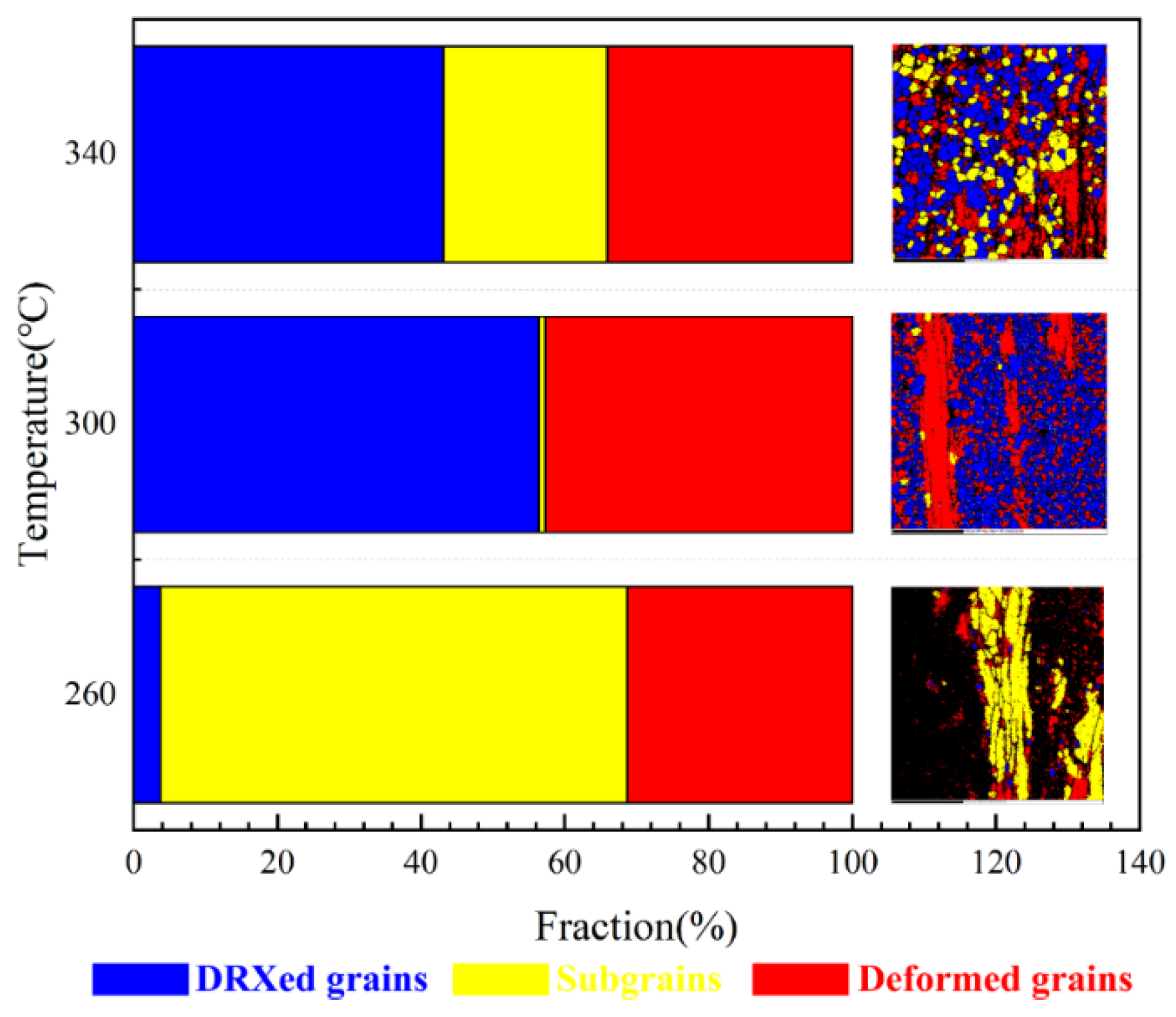
3.2.1. Extrusion at Different Temperature Conditions
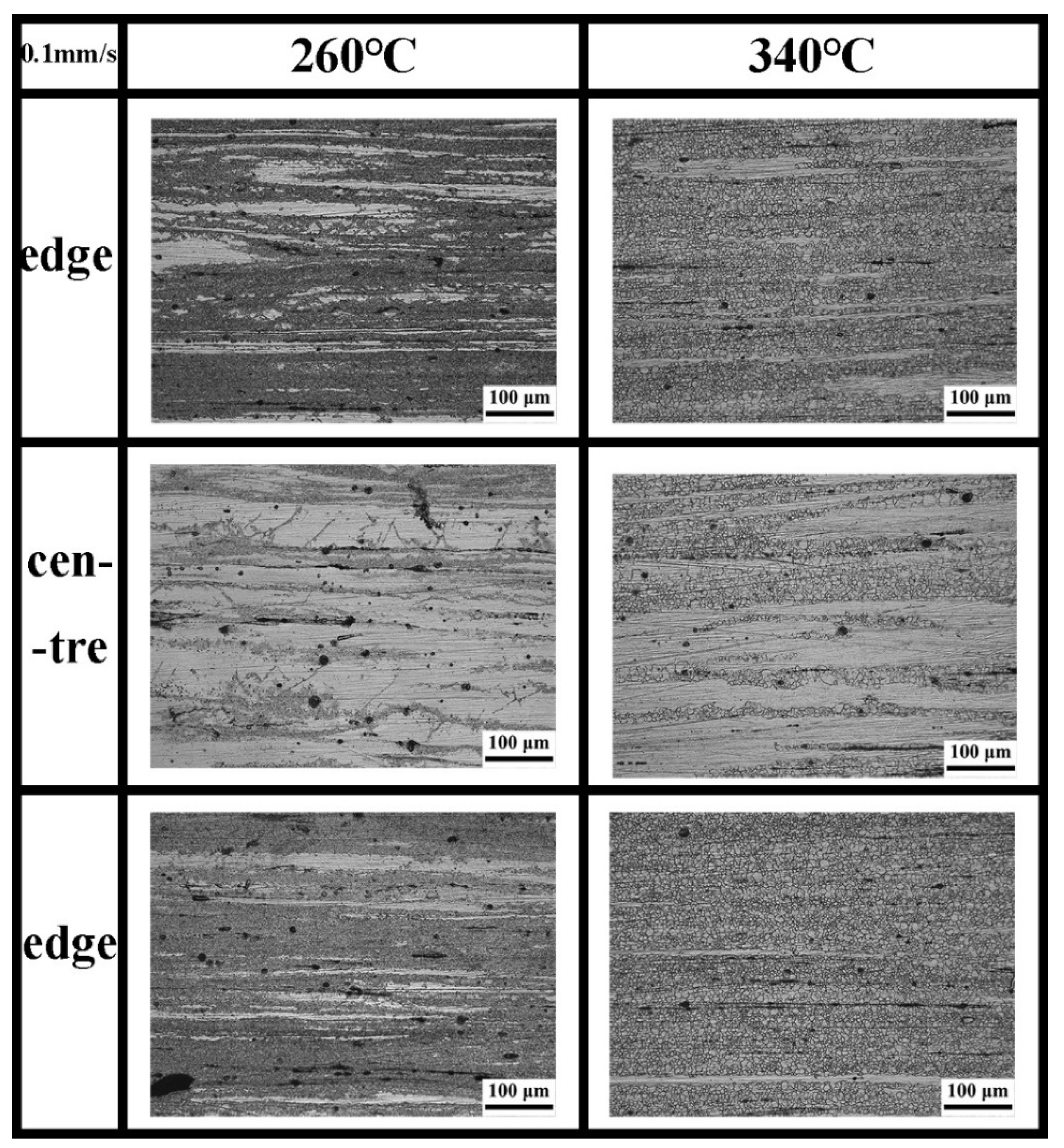
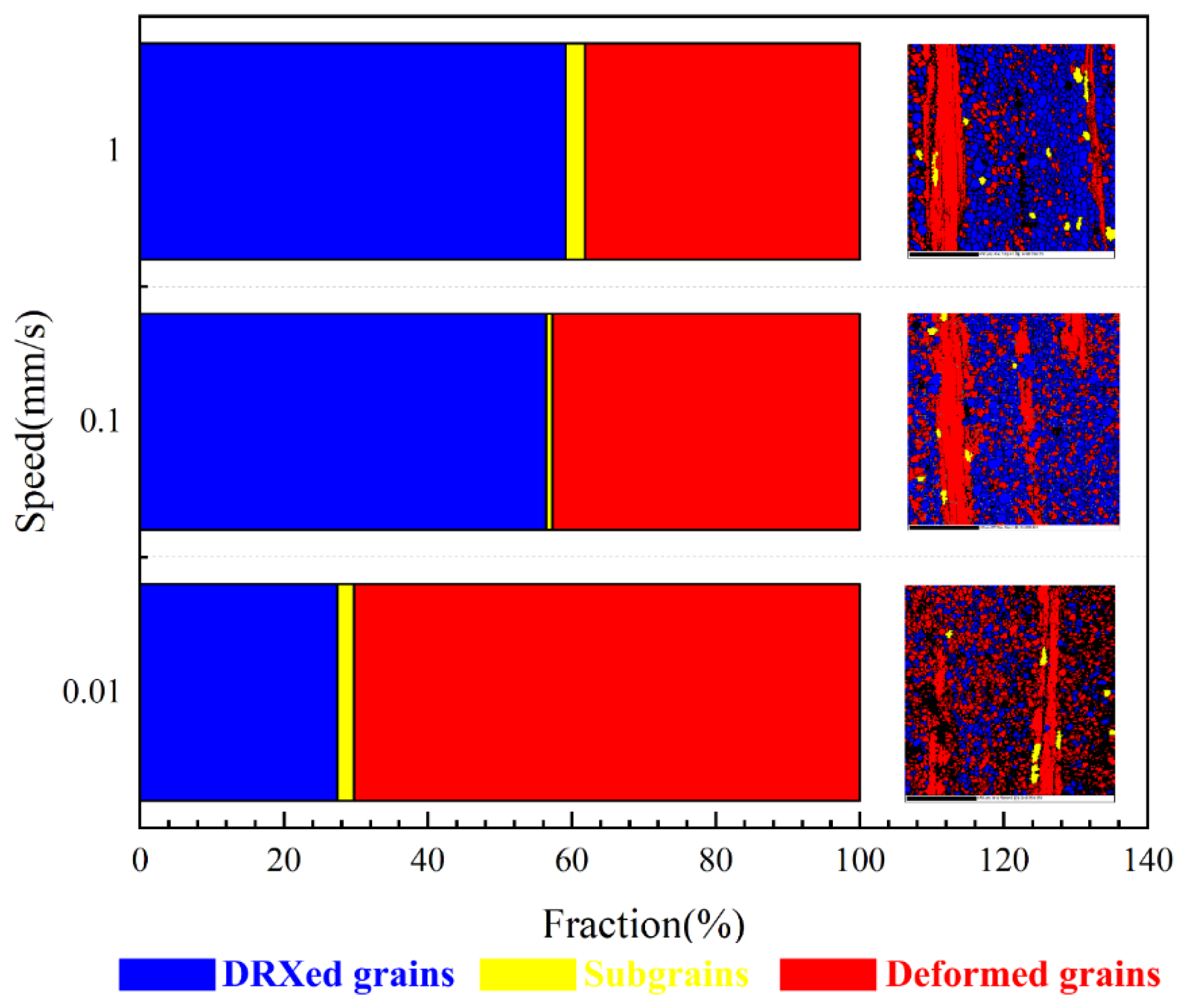
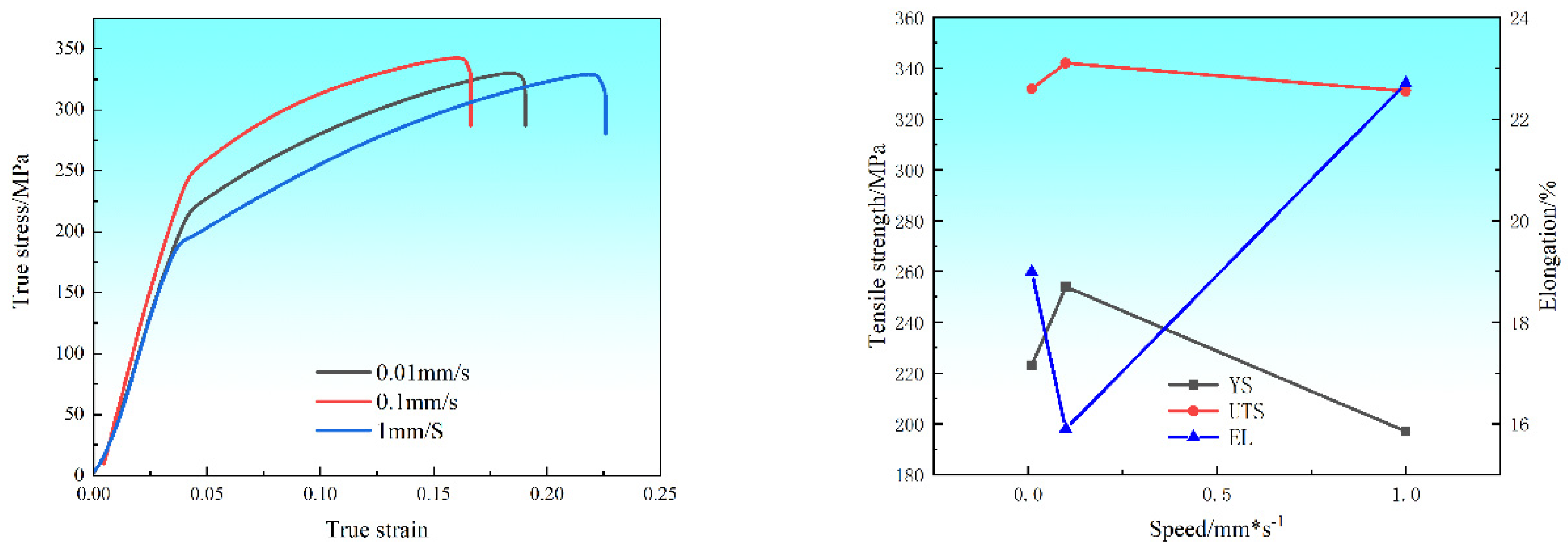
3.2.2. Different Speed Extrusion Conditions
3.3. Mechanical Properties
4. Conclusions
- (1)
- With the decrease in extrusion temperature, the recrystallization region of the alloy decreases and the recrystallization grains become finer. Tensile strength and yield strength increase with the decrease in extrusion temperature, and the elongation decreases. At the same time, the texture of the recrystallization zone of the alloy decreases, while the overall texture of the alloy is slightly enhanced. With the decrease in extrusion speed, the non-recrystallized region expands and the recrystallized grain size decreases. In general, the tensile strength and yield strength increase with the decrease in extrusion speed, while the elongation tends to decrease. The texture strength of the recrystallization zone of the alloy decreases with the increase in the extrusion speed, and the texture of the alloy increases with the increase in the extrusion speed.
- (2)
- On the basis of observing the microstructure and recrystallized grains of the sample, the mechanical properties of the sample obtained under the selected parameters were tested. It was found that the comprehensive mechanical properties of the sample were the best when the temperature was 300 °C and the extrusion speed was 0.1 mm/s, which is expected to become a reference in the actual production process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Park, S.H.; Kim, S.H.; Kim, H.S.; Yoon, J.; You, B.S. High-speed indirect extrusion of Mg-Sn-Al-Zn alloy and its influence on microstructure and mechanical properties. J. Alloys Compd. 2016, 667, 170–177. [Google Scholar] [CrossRef]
- Cheng, Z.-Y.; Fang, T.; Peng, J.-H. A method for predicting the yield strength of AZ31 magnesium alloy bars processed by ambient extrusion. Mater. Lett. 2024, 367, 136585. [Google Scholar] [CrossRef]
- Wang, L.; Jalar, A.; Dan, L. Dynamic precipitation and dynamic recrystallization behaviors of Mg-Gd-Nd-Zr magnesium alloy during thermal compression deformation. J. Mater. Res. Technol. 2023, 26, 7634–7648. [Google Scholar] [CrossRef]
- Sha, S.; Wang, F.; Li, R.; Zhang, H.; Cong, W.; Liu, B.; Li, S.; Tang, Y. Microstructure and mechanical properties of extruded Mg–Zn–Mn–Ca alloys. J. Mater. Res. Technol. 2024, 32, 1274–1285. [Google Scholar] [CrossRef]
- Bazhenov, V.E.; Li, A.V.; Komissarov, A.A.; Koltygin, A.V.; Tavolzhanskii, S.A.; Bautin, V.A.; Voropaeva, O.O.; Mukhametshina, A.M.; Tokar, A.A. Microstructure and mechanical and corrosion properties of hot-extruded Mg–Zn–Ca–(Mn) biodegradable alloys. J. Magnes. Alloys 2021, 9, 1428–1442. [Google Scholar] [CrossRef]
- Li, L.; Degardin, M.; Lavergne, T.; Malyshev, D.A.; Dhami, K.; Ordoukhanian, P.; Romesberg, F.E. Natural-like replication of an unnatural base pair for the expansion of the genetic alphabet and biotechnology applications. J. Am. Chem. Soc. 2014, 136, 826–829. [Google Scholar] [CrossRef] [PubMed]
- Rim, K.-T. Effects of rare earth elements on the environment and human health: A literature review. Toxicol. Environ. Health Sci. 2016, 8, 189–200. [Google Scholar] [CrossRef]
- Gao, W.; Wang, X.; Lin, Y.; Wang, X.; Liu, D.; Sun, X. Achieving ultra-high strength and ductility in a rare-earth-free magnesium alloy via precisely controlled secondary hot extrusion process with an extremely low extrusion speed. J. Magnes. Alloys 2024, in press. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.-Q.; Li, C.; Wu, X.; Chen, H.; et al. Development of low-alloyed and rare-earth-free magnesium alloys having ultra-high strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef]
- Krajňák, T.; Minárik, P.; Stráský, J.; Máthis, K.; Janeček, M. Mechanical properties of ultrafine-grained AX41 magnesium alloy at room and elevated temperatures. Mater. Sci. Eng. A 2018, 731, 438–445. [Google Scholar] [CrossRef]
- Mukai, T.; Watanabe, H.; Higashi, K. Application of superplasticity in commercial magnesium alloy for fabrication of structural components. Mater. Sci. Technol. 2000, 16, 1314–1319. [Google Scholar] [CrossRef]
- Mirzadeh, H. Grain refinement of magnesium alloys by dynamic recrystallization (DRX): A review. J. Mater. Res. Technol. 2023, 25, 7050–7077. [Google Scholar] [CrossRef]
- Victoria-Hernández, J.; Yi, S.; Klaumünzer, D. Recrystallization behavior and its relationship with deformation mechanisms of a hot rolled Mg-Zn-Ca-Zr alloy. Mater. Sci. Eng. A 2019, 761, 138054. [Google Scholar] [CrossRef]
- Wang, J.; Long, Y.; Yang, C.; Liu, J.; Tang, A.; Yu, Z.; Pan, F. Hot deformation behavior and extrusion temperature-dependent microstructure, texture and mechanical properties of Mg–1Mn alloy. J. Mater. Res. Technol. 2024, 30, 1662–1676. [Google Scholar] [CrossRef]
- Shen, M.J.; Wang, X.J. Effect of bimodal size SiC particulates on microstr-ucture and mechanical properties of AZ31B magnesium matrix composites. Mater. Des. 2013, 52, 1011–1017. [Google Scholar] [CrossRef]
- Wang, L.; Li, Y.; Zhang, H.; Zhang, Z.; Yang, Q.; Zhang, Q.; Wang, H.; Cheng, W.; Shin, K.S.; Vedani, M. Review: Achieving enhanced plasticity of magnesium alloys below recrystallization temperature through various texture control methods. J. Mater. Res. Technol. 2020, 9, 12604–12625. [Google Scholar] [CrossRef]
- Miller, V.M.; Nie, J.-F.; Pollock, T.M. Nucleation of recrystallization in magnesium alloy grains of varied orientation and the impacts on texture evolution. J. Magnes. Alloys 2022, 10, 3041–3053. [Google Scholar] [CrossRef]
- Wu, J.; Jin, L.; Dong, J.; Wang, F.; Dong, S. The texture and its optimization in magnesium alloy. J. Mater. Sci. Technol. 2020, 42, 175–189. [Google Scholar] [CrossRef]
- Chen, Q.; Chen, R.; Su, J.; He, Q.; Tan, B.; Xu, C.; Huang, X.; Dai, Q.; Lu, J. The mechanisms of grain growth of Mg alloys: A review. J. Magnes. Alloys 2022, 10, 2384–2397. [Google Scholar] [CrossRef]
- Fan, Y.-T.; Lu, L.-W.; Liu, J.-B.; Ma, M.; Huang, W.-Y.; Wu, R.-Z. Effect of deformation temperature on microstructure and texture of AZ31 magnesium alloy processed by new plastic deformation method. Trans. Nonferrous Met. Soc. China 2024, 34, 2138–2152. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Yield Strength/MPa | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| 260 °C extrusion | 281 ± 2 | 329 ± 4 | 11.6 ± 0.1 |
| 300 °C extrusion | 254 ± 3 | 342 ± 2 | 15.8 ± 0.2 |
| 340 °C extrusion | 202 ± 2 | 306 ± 3 | 18.9 ± 0.1 |
| Samples | Yield Strength/MPa | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| 0.01 mm/s extrusion | 224 ± 3 | 322 ± 2 | 19.1 ± 0.2 |
| 0.1 mm/s extrusion | 254 ± 3 | 342 ± 2 | 15.8 ± 0.2 |
| 1 mm/s extrusion | 206 ± 1 | 331 ± 4 | 12.7 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Yao, M.; Yang, Y.; Zhao, G.; Wang, Y.; Shu, D.; Chai, S.; Zhang, F.; Xia, X.; Wan, Y.; et al. Effect of Hot Extrusion on Microstructure, Texture, and Mechanical Properties of Mg-Zn-Mn-0.5Ca Alloy. Metals 2024, 14, 1112. https://doi.org/10.3390/met14101112
Li M, Yao M, Yang Y, Zhao G, Wang Y, Shu D, Chai S, Zhang F, Xia X, Wan Y, et al. Effect of Hot Extrusion on Microstructure, Texture, and Mechanical Properties of Mg-Zn-Mn-0.5Ca Alloy. Metals. 2024; 14(10):1112. https://doi.org/10.3390/met14101112
Chicago/Turabian StyleLi, Ming, Mengling Yao, Yuhang Yang, Gaozhan Zhao, Yongxiang Wang, Dayu Shu, Shuxin Chai, Feiyue Zhang, Xiangsheng Xia, Yuanyuan Wan, and et al. 2024. "Effect of Hot Extrusion on Microstructure, Texture, and Mechanical Properties of Mg-Zn-Mn-0.5Ca Alloy" Metals 14, no. 10: 1112. https://doi.org/10.3390/met14101112