The Effect of Bi Addition on the Electromigration Properties of Sn-3.0Ag-0.5Cu Lead-Free Solder

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
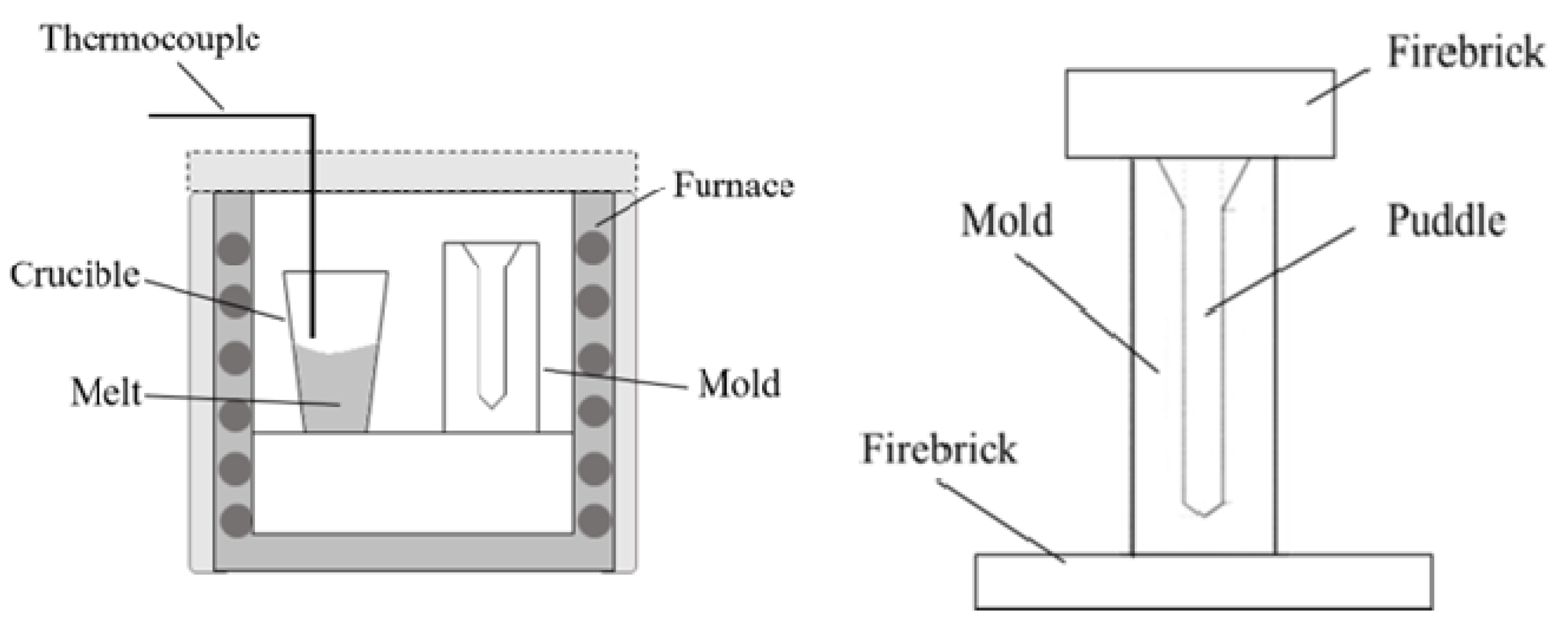
2. Materials and Methods
3. Results and Discussion
3.1. Mechanical Property
3.2. Wettability of SAC305-xBi Alloys
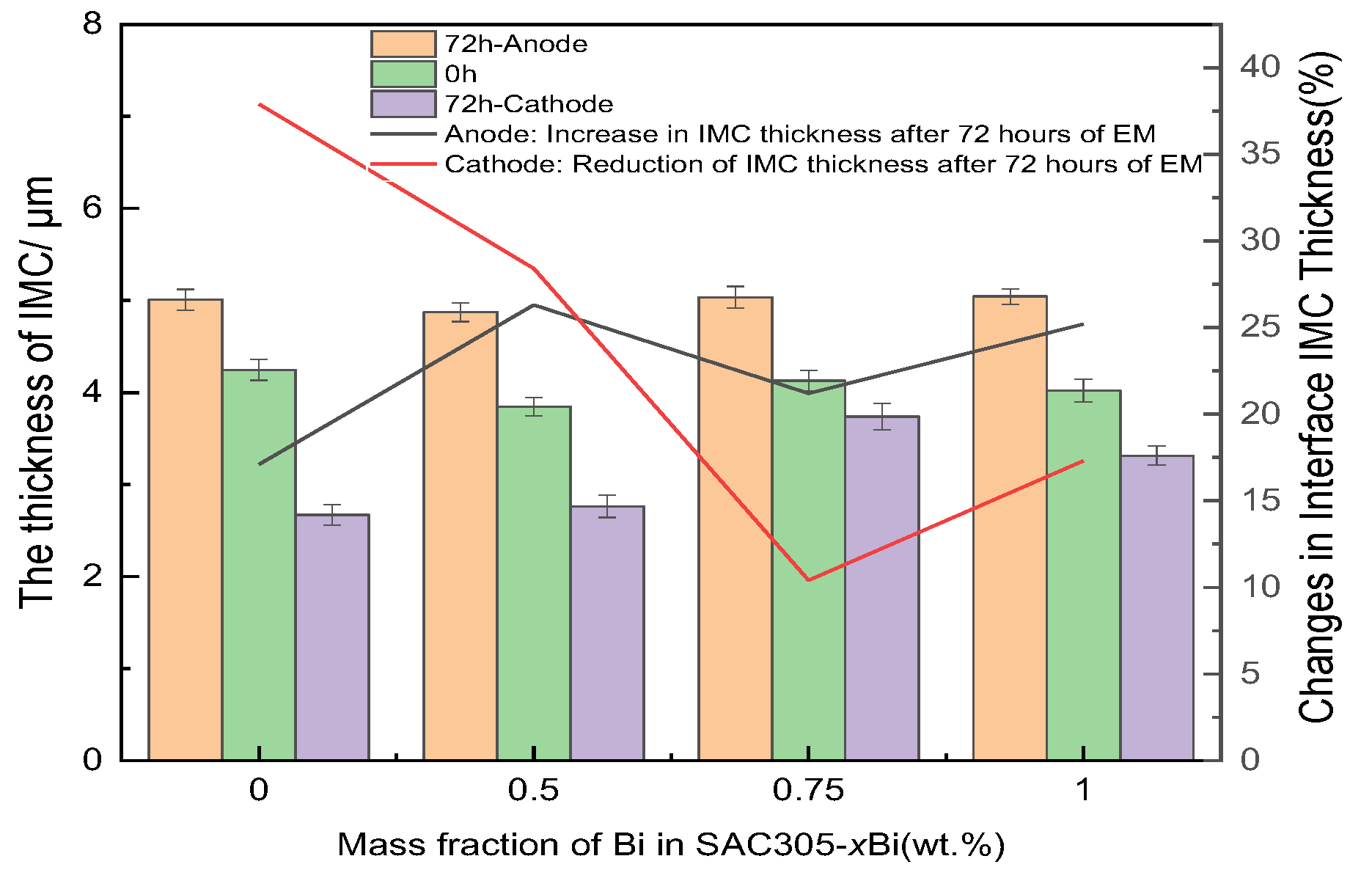
3.3. Electromigration Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shanthi Bhavan, J.; Pazhani, A.; Unnikrishnan, T.G. EBSD characterization of Ag3Sn phse transformation in Sn–Ag lead-free solder alloys: A comparative study before and after heat treatment. J. Mater. Sci. Mater. Electron. 2024, 35, 1577. [Google Scholar] [CrossRef]
- Huang, H.; Chen, B.; Hu, X.; Jiang, X.; Li, Q.; Che, Y.; Zu, S.; Liu, D. Research on Bi contents addition into Sn–Cu-based lead-free solder alloy. J. Mater. Sci. Mater. Electron. 2022, 33, 15586–15603. [Google Scholar] [CrossRef]
- Gerhátová, Ž.; Babincová, P.; Drienovský, M.; Pašák, M.; Černičková, I.; Ďuriška, L.; Havlík, R.; Palcut, M. Microstructure and Corrosion Behavior of Sn–Zn Alloys. Materials 2022, 15, 7210. [Google Scholar] [CrossRef] [PubMed]
- Hu, T.; Li, S.; Li, Z.; Wu, G.; Zhu, P.; Dong, W.; Sun, Y.; Zhou, J.; Wu, B.; Zhao, B.; et al. Coupled effect of Ag and In addition on the microstructure and mechanical properties of Sn–Bi lead-free solder alloy. J. Mater. Res. Technol. 2023, 26, 5902–5909. [Google Scholar] [CrossRef]
- Kang, Y.; Choi, J.J.; Kim, D.G.; Shim, H.W. The Effect of Bi and Zn Additives on Sn-Ag-Cu Lead-Free Solder Alloys for Ag Reduction. Metals 2022, 12, 1245. [Google Scholar] [CrossRef]
- Noh, E.C.; Seo, Y.J.; Yoon, J.W. Effects of solder ball size and reflow cycles on properties of Sn-3.0Ag-0.5Cu/Cu joints. J. Mater. Sci. Mater. Electron. 2023, 34, 2176. [Google Scholar] [CrossRef]
- Yin, S.Q.; Ren, J.; Huang, M.L. Electromigration behavior of Sn–3.0Ag–0.5Cu/Sn–37Pb hybrid solder joints with various mixed percentages for aerospace electronics. J. Mater. Sci. Mater. Electron. 2024, 35, 838. [Google Scholar] [CrossRef]
- Han, J.; Cao, H.; Meng, Z.; Jin, X.; Ma, L.; Guo, F.; An, T.; Wang, T. Study on Electromigration Mechanism of Lead-Free Sn3.5Ag0.5Bi8.0In Solder Joints. J. Electron. Mater. 2023, 52, 1216–1232. [Google Scholar] [CrossRef]
- Li, M.; Zhang, L.; Jiang, N.; Zhang, L.; Zhong, S.-J. Materials modification of the lead-free solders incorporated with micro/nano-sized particles: A review. Mater. Des. 2021, 197, 109224. [Google Scholar] [CrossRef]
- Ma, L.; Xu, G.; Sun, J.; Guo, F.; Wang, X. Effects of Co additions on electromigration behaviors in Sn–3.0 Ag–0.5 Cu-based solder joint. J. Mater. Sci. 2011, 46, 4896–4905. [Google Scholar] [CrossRef]
- Bashir, M.N.; Khan, A.F.; Bashir, S.; Bashir, M.B.A.; Jamshaid, M.; Javed, I.; Ali, I. Effect of Zn nanoparticle doped flux on electromigration damages in SAC305 solder joint. J. Mater. Sci. Mater. Electron. 2023, 34, 351. [Google Scholar] [CrossRef]
- Kim, Y.; Nagao, S.; Sugahara, T.; Suganuma, K.; Ueshima, M.; Albrecht, H.J.; Wilke, K.; Strogies, J. Enhanced reliability of Sn–Ag–Bi–In joint under electric current stress by adding Co/Ni elements. J. Mater. Sci. Mater. Electron. 2014, 25, 3090–3095. [Google Scholar] [CrossRef]
- Sun, F.L.; Wang, J.B.; Liu, Y.; Wang, G.J. Electromigration of SnAgCu-Bi-Ni Pb-free Micro Solder Joints. J. Harbin Univ. Sci. Technol. 2012, 17, 1–4. (In Chinese) [Google Scholar]
- Wang, Y.; Han, J.; Ma, L.; Zuo, Y.; Guo, F. Electromigration behaviors of Cu reinforced Sn-3.5Ag composite solder joints. J. Electron. Mater. 2016, 45, 6095–6101. [Google Scholar] [CrossRef]
- Liang, Y.C.; Tsao, W.A.; Chen, C.; Yao, D.J.; Huang, A.T.; Lai, Y.S. Influence of Cucolumn under-bump-metallizations on currentcrowding and Joule heating effects of electromigra-tion inflip-chip solder joints. J. Appl. Phys. 2012, 111, 043705. [Google Scholar] [CrossRef]
- Wang, C.; Shen, H.; Lai, W. Effective suppression of electromigration-induced Cu dissolution by using Ag as a barrier layer in lead-free solder joints. J. Alloys Compd. 2013, 564, 35–41. [Google Scholar] [CrossRef]
- Long, Z.; Liu, S.; Liu, L.; Tan, Y.; Wang, Z.; Wang, X. Microstructure refinement, thermodynamic characteristic, wettability and shear strength of Bi-added rapid solidification SAC305 solder. J. Mater. Sci. Mater. Electron. 2022, 33, 8016–8026. [Google Scholar] [CrossRef]
- Chen, W.J.; Lee, Y.L.; Wu, T.Y.; Chen, T.C.; Hsu, C.H.; Lin, M.T. Effects of Electrical Current and External Stress on the Electromigration of Intermetallic Compounds Between the Flip-Chip Solder and Copper Substrate. J. Electron. Mater. 2018, 47, 35–48. [Google Scholar] [CrossRef]
- Ren, X.; Wang, Y.-P.; Lai, Y.-Q.; Shi, S.-Y.; Liu, X.-Y.; Zou, L.-J.; Zhao, N. Effects of In addition on microstructure and properties of SAC305 solder. Trans. Nonferrous Met. Soc. China 2023, 33, 3427–3438. [Google Scholar] [CrossRef]
- Tu, X.; Yi, D.; Wu, J.; Wang, B. Influence of Ce addition on Sn-3.0Ag-0.5Cu solder joints: Thermal behavior, microstructure and mechanical properties. J. Alloys Compd. 2017, 698, 317–328. [Google Scholar] [CrossRef]
- Kang, H.; Rajendran, S.H.; Jung, J.P. Low Melting Temperature Sn-Bi Solder: Effect of Alloying and Nanoparticle Addition on the Microstructural, Thermal, Interfacial Bonding, and Mechanical Characteristics. Metals 2021, 11, 364. [Google Scholar] [CrossRef]
- Yin, L.; Zhang, Z.; Su, Z.; Zhang, H.; Zuo, C.; Yao, Z.; Wang, G.; Zhang, L.; Zhang, Y. Interfacial microstructure evolution and properties of Sn-0.3Ag-0.7Cu–xSiC solder joints. Mater. Sci. Eng. A 2021, 809, 140995. [Google Scholar] [CrossRef]
- Qu, M.; Cao, T.; Cui, Y.; Liu, F.; Jiao, Z. Effect of nano-ZnO particles on wettability, interfacial morphology and growth kinetics of Sn–3.0Ag–0.5Cu–xZnO composite solder. J. Mater. Sci. Mater. Electron. 2019, 30, 19214–19226. [Google Scholar] [CrossRef]
- Bashir, M.N.; Butt, S.U.; Mansoor, M.A.; Khan, N.B.; Bashir, S.; Wong, Y.H.; Alamro, T.; Eldin, S.M.; Jameel, M. Role of Crystallographic Orientation of β-Sn Grain on Electromigration Failures in Lead-Free Solder Joint: An Overview. Coatings 2022, 12, 1752. [Google Scholar] [CrossRef]
- Chantaramanee, S.; Sungkhaphaitoon, P. Influence of bismuth on microstructure, thermal properties, mechanical performance, and interfacial behavior of SAC305-xBi/Cu solder joints. Trans. Nonferrous Met. Soc. China 2021, 31, 1397–1410. [Google Scholar] [CrossRef]
- Laurila, T.; Vuorinen, V.; Kivilahti, J.K. Interfacial reactions between lead-free solders and common base materials. Mater. Sci. Eng. R Rep. 2005, 49, 1–60. [Google Scholar] [CrossRef]
- Huang, T.; Yang, T.; Ke, J.; Hsueh, C.; Kao, C. Effects of Sn grain orientation on substrate dissolution and intermetallic precipitation in solder joints under electron current stressing. Scr. Mater. 2014, 80, 37–40. [Google Scholar] [CrossRef]
- Dyson, B.F. Diffusion of gold and silver in tin single crystals. J. Appl. Phys. 1966, 37, 2375–2377. [Google Scholar] [CrossRef]
- Li, C.; Yuan, H.; Ma, Z.; Cheng, X. Effect of βSn grain orientations on the electromigration-induced evolution of voids in SAC305 BGA solder joints. Mater. Charact. 2024, 215, 114227. [Google Scholar] [CrossRef]
- Zhao, J.; Cheng, C.-Q.; Qi, L.; Chi, C.-Y. Kinetics of intermetallic compound layers and shear strength in Bi-bearing SnAgCu/Cu soldering couples. J. Alloys Compd. 2009, 473, 382–388. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Zhang, H.; Cai, H.; Sun, F.; Zhang, G. Microstructure and hardness of SAC305-xNi solder on Cu and graphene-coated Cu substrates. J. Mater. Sci. Mater. Electron. 2018, 29, 13167–13175. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Xu, Z.; Wang, Y.; Tian, C.; Fan, C.; Motozuka, S.; Yu, J. The Effect of Bi Addition on the Electromigration Properties of Sn-3.0Ag-0.5Cu Lead-Free Solder. Metals 2024, 14, 1149. https://doi.org/10.3390/met14101149
Zhang H, Xu Z, Wang Y, Tian C, Fan C, Motozuka S, Yu J. The Effect of Bi Addition on the Electromigration Properties of Sn-3.0Ag-0.5Cu Lead-Free Solder. Metals. 2024; 14(10):1149. https://doi.org/10.3390/met14101149
Chicago/Turabian StyleZhang, Huihui, Zhefeng Xu, Yan Wang, Caili Tian, Changzeng Fan, Satoshi Motozuka, and Jinku Yu. 2024. "The Effect of Bi Addition on the Electromigration Properties of Sn-3.0Ag-0.5Cu Lead-Free Solder" Metals 14, no. 10: 1149. https://doi.org/10.3390/met14101149
APA StyleZhang, H., Xu, Z., Wang, Y., Tian, C., Fan, C., Motozuka, S., & Yu, J. (2024). The Effect of Bi Addition on the Electromigration Properties of Sn-3.0Ag-0.5Cu Lead-Free Solder. Metals, 14(10), 1149. https://doi.org/10.3390/met14101149