
Research on the Prediction of Roll Wear in a Strip Mill


Abstract
:1. Introduction
2. Experiments
3. Experiment Results and Discussion
3.1. Using Models to Predict the Wear of Rolling Mill Surfaces
3.2. Model Optimization and Verification
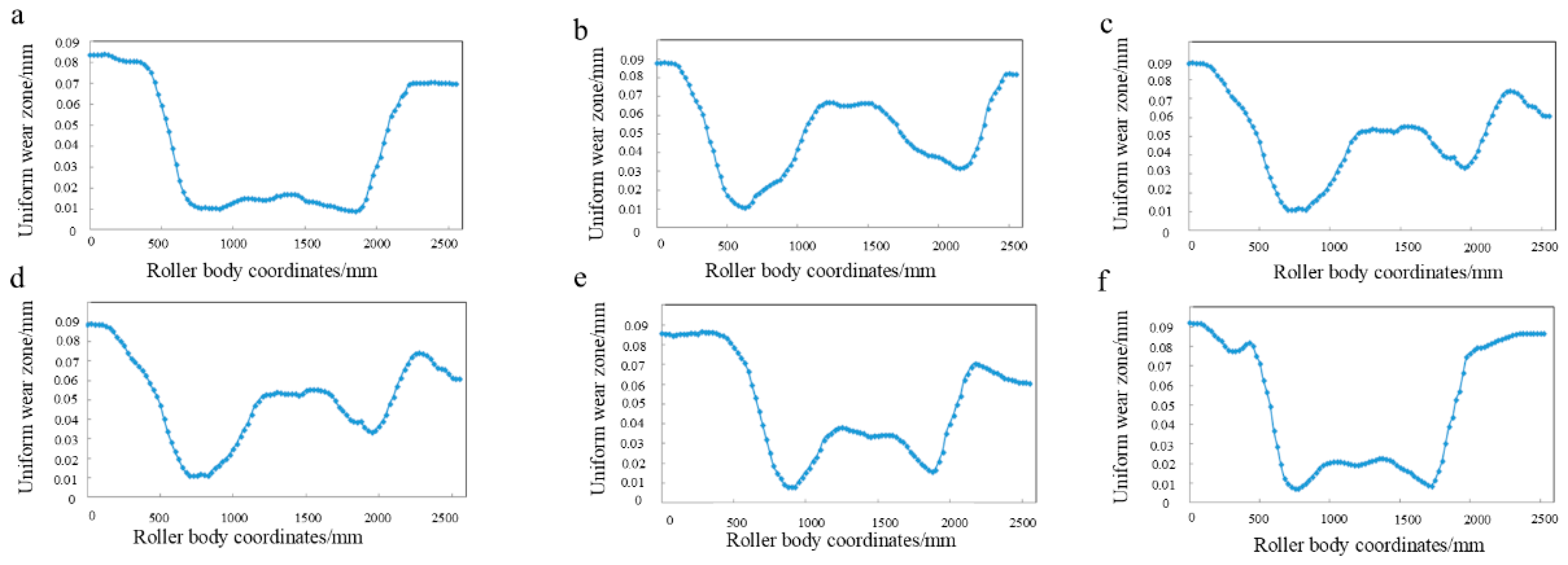
3.2.1. 2250 mm Production Line Roll Wear Typical Wear Patterns
3.2.2. Improvement in Wear Prediction Model and Parameter Optimization
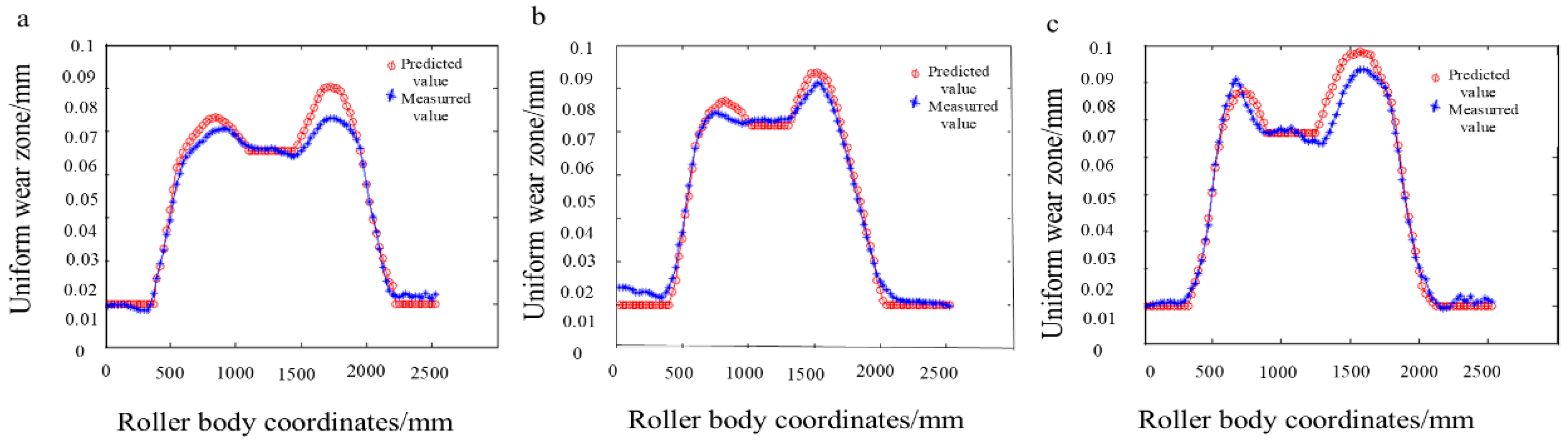
3.3. Optimization Model Effect Verification
4. Conclusions
- (1)
- In the 2250 mm production line roll wear prediction model, established using the traditional slicing method, the objective function value of the three groups of wear roll shapes’ prediction used in the optimization was 0.0862, and the results were biased and the prediction accuracy was insufficient.
- (2)
- Based on the analysis of the wear patterns of the hot-rolling work rolls during the rolling of silicon steel on this production line, six typical roll wear patterns were obtained. The typical roll wear patterns were combined with industrial data on the mill parameters that affect the wear, and the parameters of the traditional roll wear prediction model were optimized using the results of the analysis. A roll wear prediction model adapted to the production line was obtained.
- (3)
- The new model was used to forecast the wear of work rolls for this production line. The objective function value of the three groups of wear roll shapes’ prediction used for the optimization was 0.0537, which is a reduction of 0.0325 compared with 0.0862 before the optimization of the wear prediction model. The predicted results are close to the actual measured wear. Compared with the traditional forecast model, the forecast accuracy is increased by more than 30%. The accurate prediction of the surface wear of the work roll during hot rolling provides a basis for the formulation of a shape control strategy for the subsequent rolling of silicon steel with this production line.
Author Contributions
Funding
Conflicts of Interest
References
- Dorner, D.; Zaefferer, S.; Lahn, L.; Raabe, D. Overview of microstructure and microtexture development in grain-oriented silicon steel. J. Magn. Magn. Mater. 2006, 304, 183–186. [Google Scholar] [CrossRef]
- Vourna, P.; Ktena, A.; Tsakiridis, P.E.; Hristoforou, E. A novel approach of accurately evaluating residual stress and microstructure of welded electrical steels. NDT E Int. 2015, 71, 33–42. [Google Scholar] [CrossRef]
- Cui, R.; Li, S. Pulsed laser welding of laminated electrical steels. J. Mater. Process. Technol. 2020, 285, 116778. [Google Scholar] [CrossRef]
- Muntin, A.V. Advanced technology of combined thin slab continuous casting and steel strip hot rolling. Metallurgist 2019, 62, 900–910. [Google Scholar] [CrossRef]
- Wang, F.; Liu, C.; He, A.; Jiang, Z.; Miao, R.; Shao, J.; Zhao, Q. Research on variable crown work roll curve design for W-shaped profile control of strips. Int. J. Adv. Manuf. Technol. 2023, 128, 5463–5475. [Google Scholar] [CrossRef]
- Wang, X.D.; Li, F.; Li, B.H.; Zhu, G.S.; Li, B.; Zhang, B.H. VCR back-up roll and negative work roll contour design for solving roll spalling and transfer bar profile problems in hot strip mill. Ironmak. Steelmak. 2010, 37, 633–640. [Google Scholar] [CrossRef]
- Shang, F.; Li, H.; Kong, N.; Zhang, J.; Hu, C.; Zhang, C.; Chen, J.F.; Mitchell, D.R. Improvement in continuously variable crown work roll contour under CVC cyclical shifting mode. Int. J. Adv. Manuf. Technol. 2017, 90, 2723–2731. [Google Scholar] [CrossRef]
- Li, G.; Gong, D.; Xing, J.; Zhang, D. Optimization of CVC shifting mode for hot strip mill based on the proposed LightGBM prediction model of roll shifting. Int. J. Adv. Manuf. Technol. 2021, 116, 1491–1506. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, Y.; Yoo, S.J.; Choo, W.Y.; Kim, B.M. Prediction of the wear profile of a roll groove in rod rolling using an incremental form of wear model. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 111–126. [Google Scholar] [CrossRef]
- Strasser, D.; Bergmann, M.; Smeulders, B.; Paesold, D.; Krimpelstätter, K.; Schellingerhout, P.; Zeman, K. A novel model-based approach for the prediction of wear in cold rolling. Wear 2017, 376, 1245–1259. [Google Scholar] [CrossRef]
- Vasilyeva, N.; Fedorova, E.; Kolesnikov, A. Big data as a tool for building a predictive model of mill roll wear. Symmetry 2021, 13, 859. [Google Scholar] [CrossRef]
- Song, G.; Wang, X.; Yang, Q. Study on mathematical model of work roll wear in skin-pass rolling of hot steel strip. Int. J. Adv. Manuf. Technol. 2018, 97, 2675–2686. [Google Scholar] [CrossRef]
- Xu, D.; Zhang, J.; Li, H.; Lu, J.; Fan, Q.; Dong, H. Research on surface topography wear of textured work roll in cold rolling. Ind. Lubr. Tribol. 2015, 67, 269–275. [Google Scholar] [CrossRef]
- Prinz, K.; Steinboeck, A.; Kugi, A. Optimization-based feedforward control of the strip thickness profile in hot strip rolling. J. Process Control 2018, 64, 100–111. [Google Scholar] [CrossRef]
- Yamaguchi, S.; Miyake, M.; Kimura, K.; Jinnouchi, T. Work roll shifting method by optimum calculation of work roll profile in hot strip rolling. Procedia Eng. 2017, 207, 1320–1325. [Google Scholar] [CrossRef]
- Xia, X.M.; Di, H.S.; Bian, H.; Zhang, Y.X. Optimization of work roll profile on finishing stands for 1422 hot-rolled strip in Meisteel. J. Northeast. Univ. (Nat. Sci.) 2010, 31, 1424. [Google Scholar] [CrossRef]
- John, S.; Sikdar, S.; Mukhopadhyay, A.; Pandit, A. Roll wear prediction model for finishing stands of hot strip mill. Ironmak. Steelmak. 2006, 33, 169–175. [Google Scholar] [CrossRef]
- Liu, Z.; Guan, Y.; Wang, F. Model development of work roll wear in hot strip mill. IOP Conf. Ser. Mater. Sci. Eng. 2017, 207, 012022. [Google Scholar] [CrossRef]
- Tanaka, I.; Nitomi, H.; Imanishi, K.; Okamura, K.; Yashiki, H. Application of high-strength nonoriented electrical steel to interior permanent magnet synchronous motor. IEEE Trans. Magn. 2012, 49, 2997–3001. [Google Scholar] [CrossRef]
- Fang, X.; Wang, W.; Brisset, F.; Helbert, A.L.; Baudin, T. Microstructure and texture evolution of nonoriented silicon steel during the punching process. Int. J. Miner. Metall. Mater. 2022, 29, 2064–2071. [Google Scholar] [CrossRef]
- Fan, T.; Li, Q.; Wen, X. Development of a high power density motor made of amorphous alloy cores. IEEE Trans. Ind. Electron. 2013, 61, 4510–4518. [Google Scholar] [CrossRef]
- He, A.; Zhang, Q.; Wei, G. Cenetic Algorthms of Work Roll Wear Model for Hot Rolling. Iron Steel 2000, 35, 50–59. [Google Scholar] [CrossRef]
- Zheng, X.T.; Zhang, J.; Li, H.B.; Cheng, F.W.; Hu, W.D.; Shi, L. Work roll uneven wear prediction model in broad-strip hot rolling mill. Iron Steel 2015, 50, 49–53. [Google Scholar] [CrossRef]
- Weigang, L. Roll wear model and effect of work roll shifting on roll wear in hot strip mill. J. Wuhan Univ. Sci. Technol. 2013, 36, 98–103. [Google Scholar]
- Dong, Q.; Wang, Z.; He, Y.; Zhang, L.; Shang, F.; Li, Z. The effect of shifting modes on work roll wear in strip steel hot rolling process. Ironmak. Steelmak. 2023, 50, 67–74. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rolling Cycle | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Degree of asymmetry | 2.07 | 1.74 | 1.09 | 1.61 | 1.67 | 2.03 | 1.24 | 1.82 | 2.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, J.; Zhao, A. Research on the Prediction of Roll Wear in a Strip Mill. Metals 2024, 14, 1180. https://doi.org/10.3390/met14101180
Wei J, Zhao A. Research on the Prediction of Roll Wear in a Strip Mill. Metals. 2024; 14(10):1180. https://doi.org/10.3390/met14101180
Chicago/Turabian StyleWei, Jianhua, and Aimin Zhao. 2024. "Research on the Prediction of Roll Wear in a Strip Mill" Metals 14, no. 10: 1180. https://doi.org/10.3390/met14101180
APA StyleWei, J., & Zhao, A. (2024). Research on the Prediction of Roll Wear in a Strip Mill. Metals, 14(10), 1180. https://doi.org/10.3390/met14101180