
Fracture and Fatigue Crack Growth Behaviour of A516 Gr 60 Steel Welded Joints


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
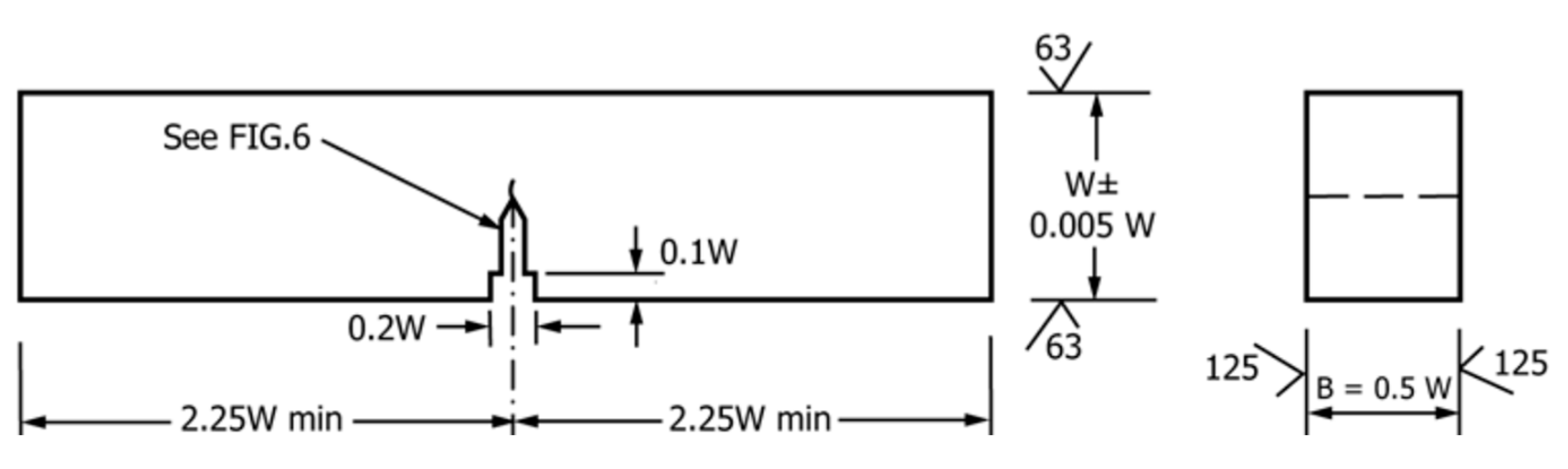
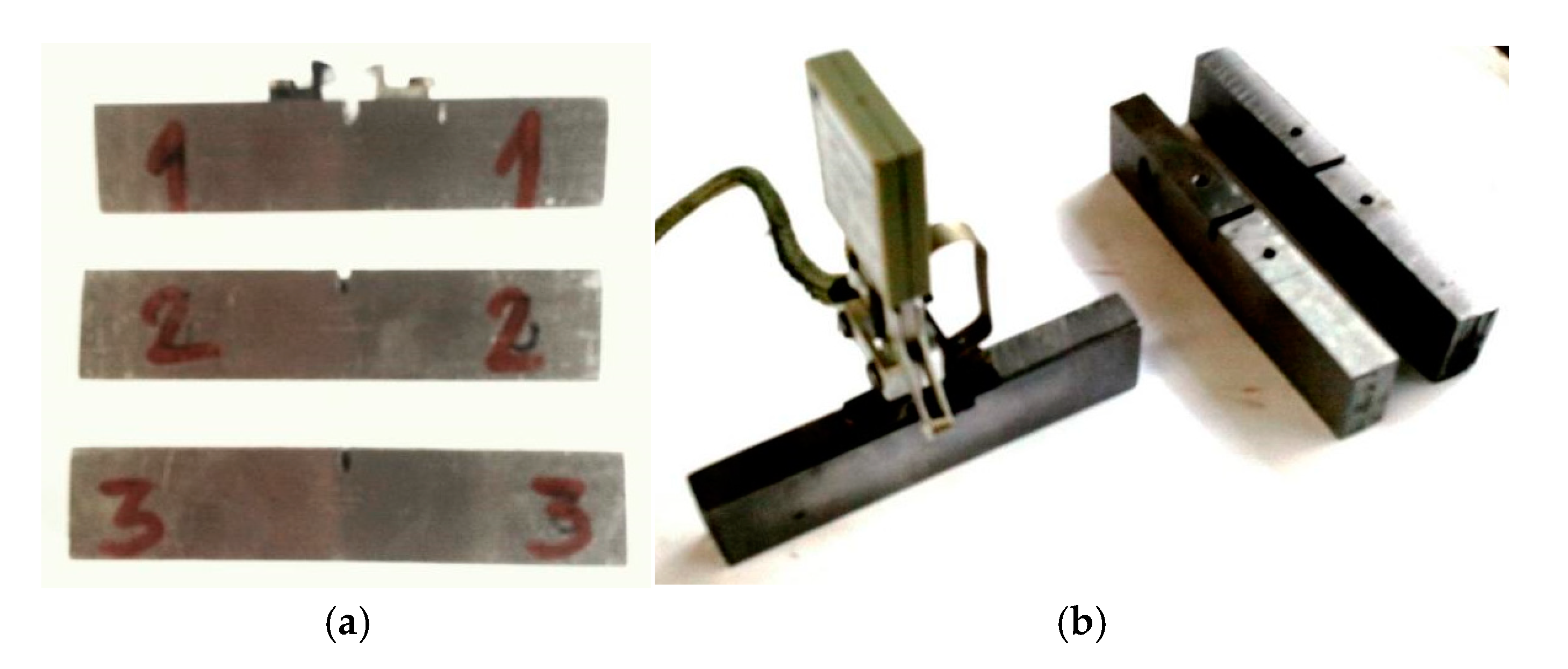
2.1. Fracture Toughness
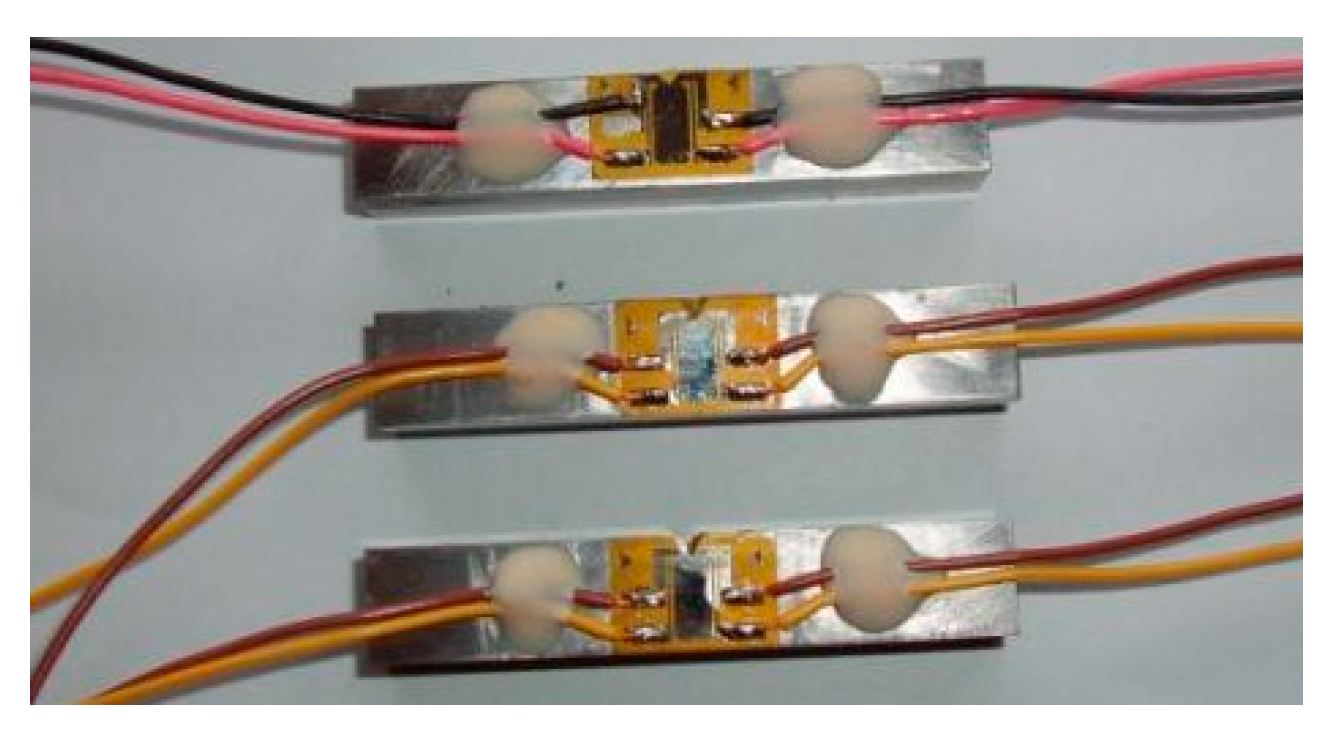
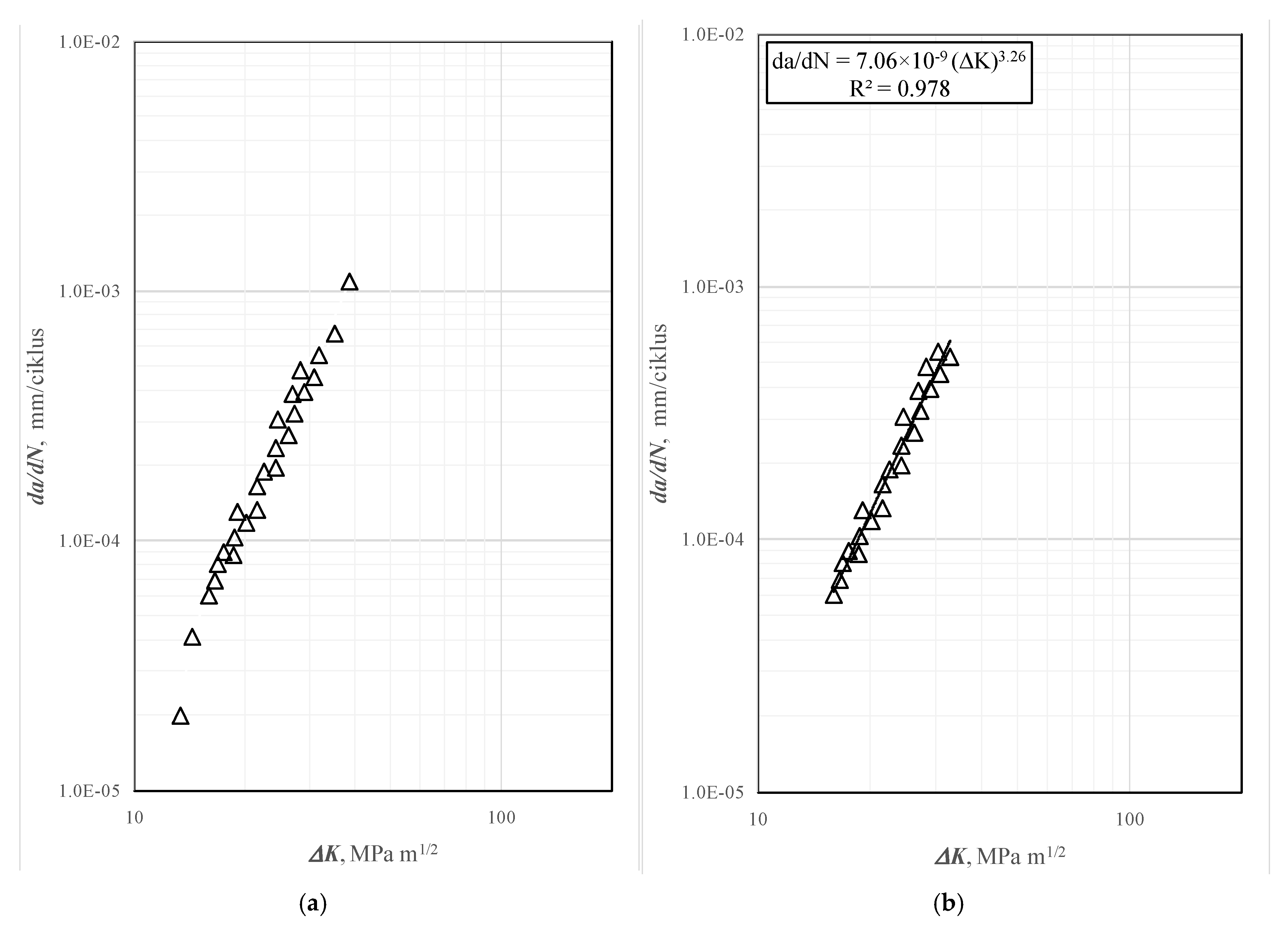
2.2. Determining of Fatigue Crack Growth Parameters
2.3. Risk-Based Analysis—FAD
3. Results
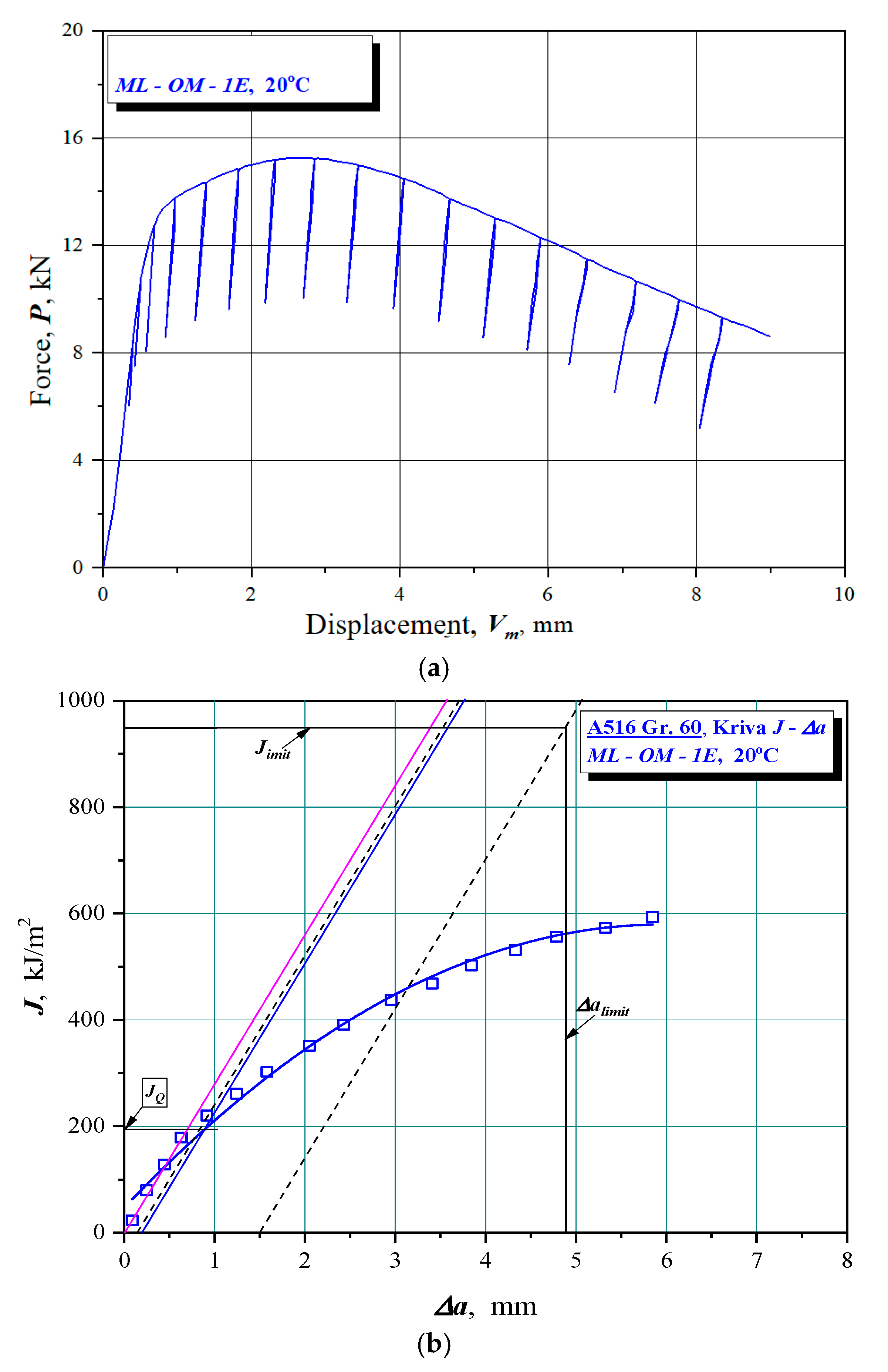
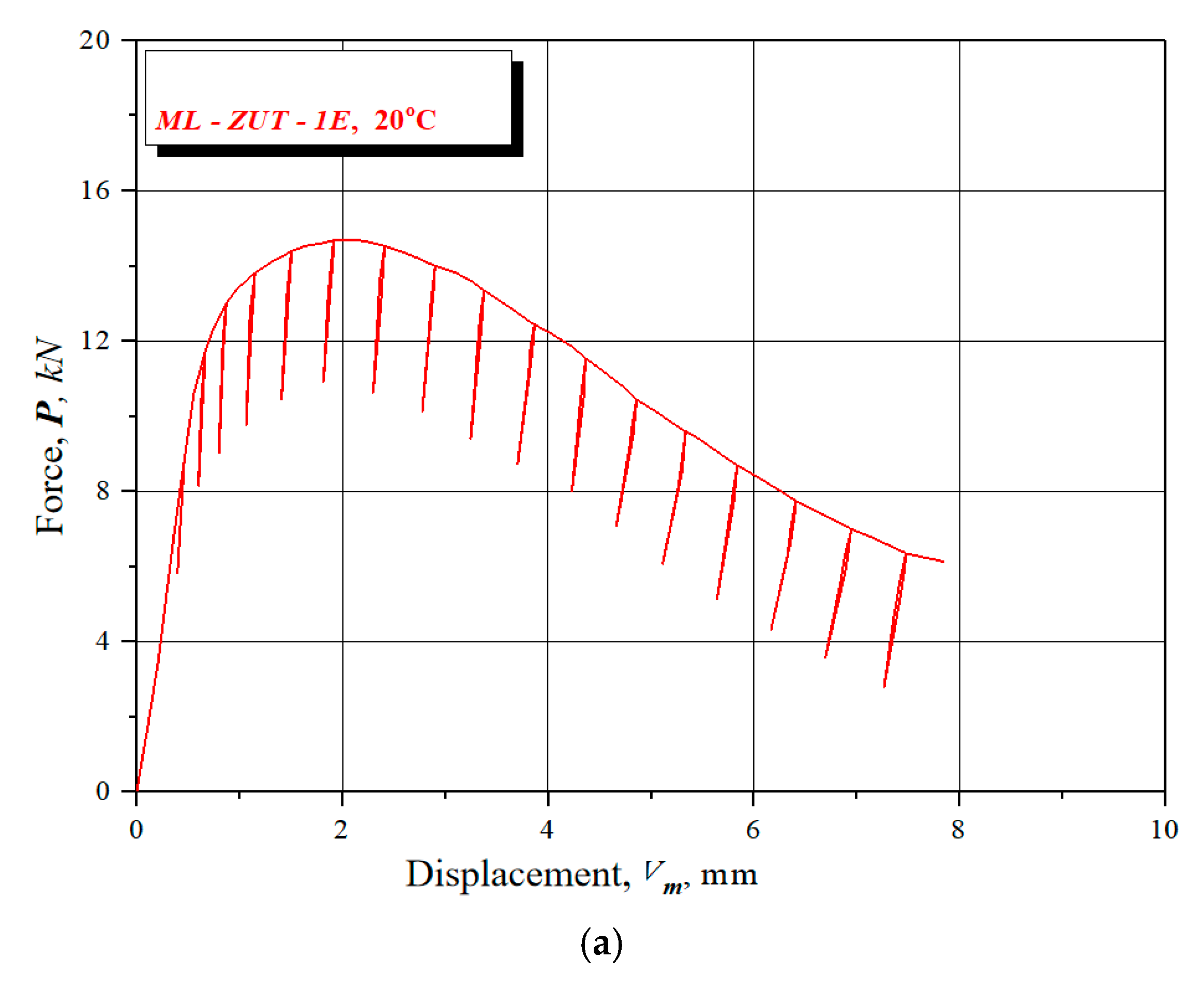
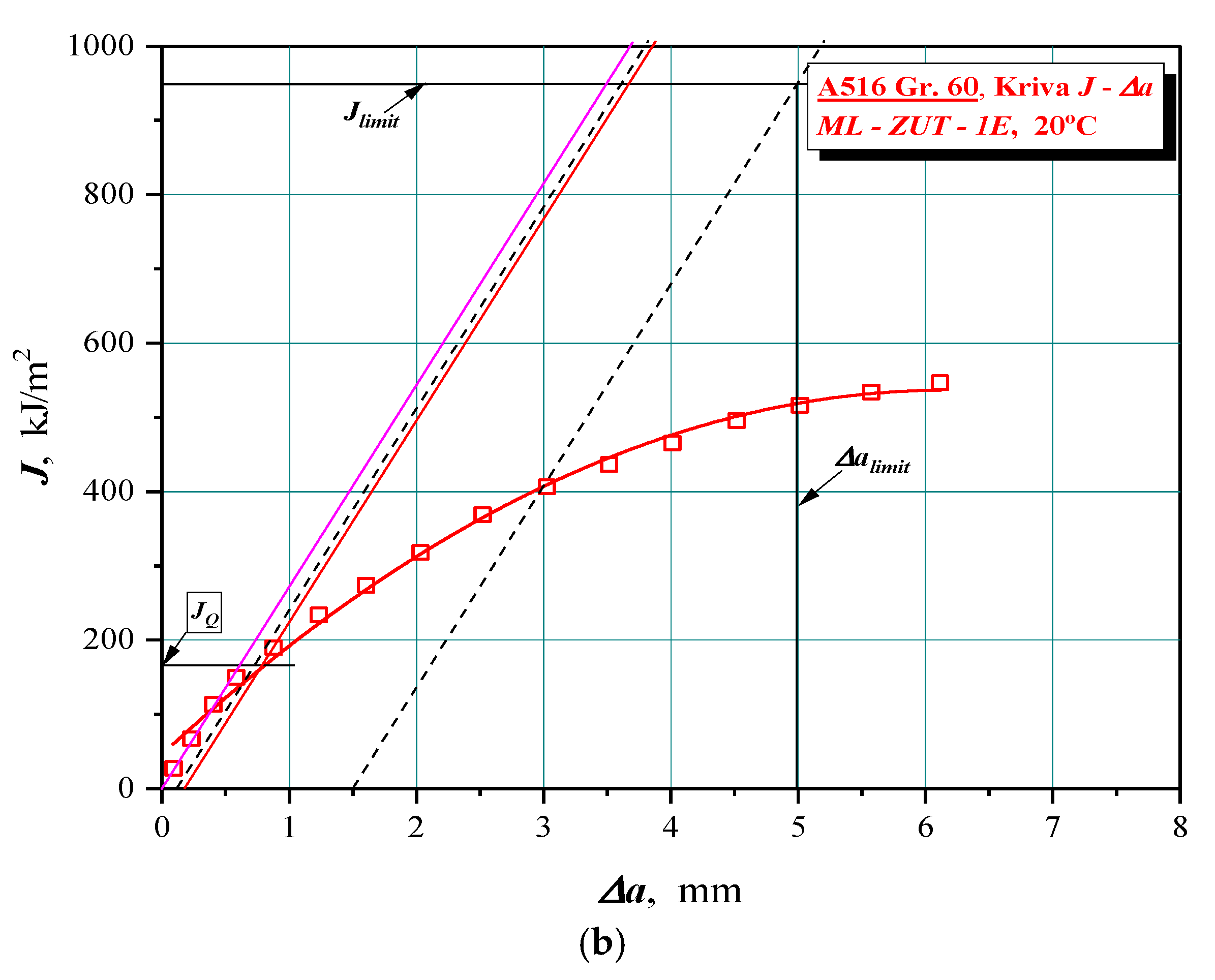
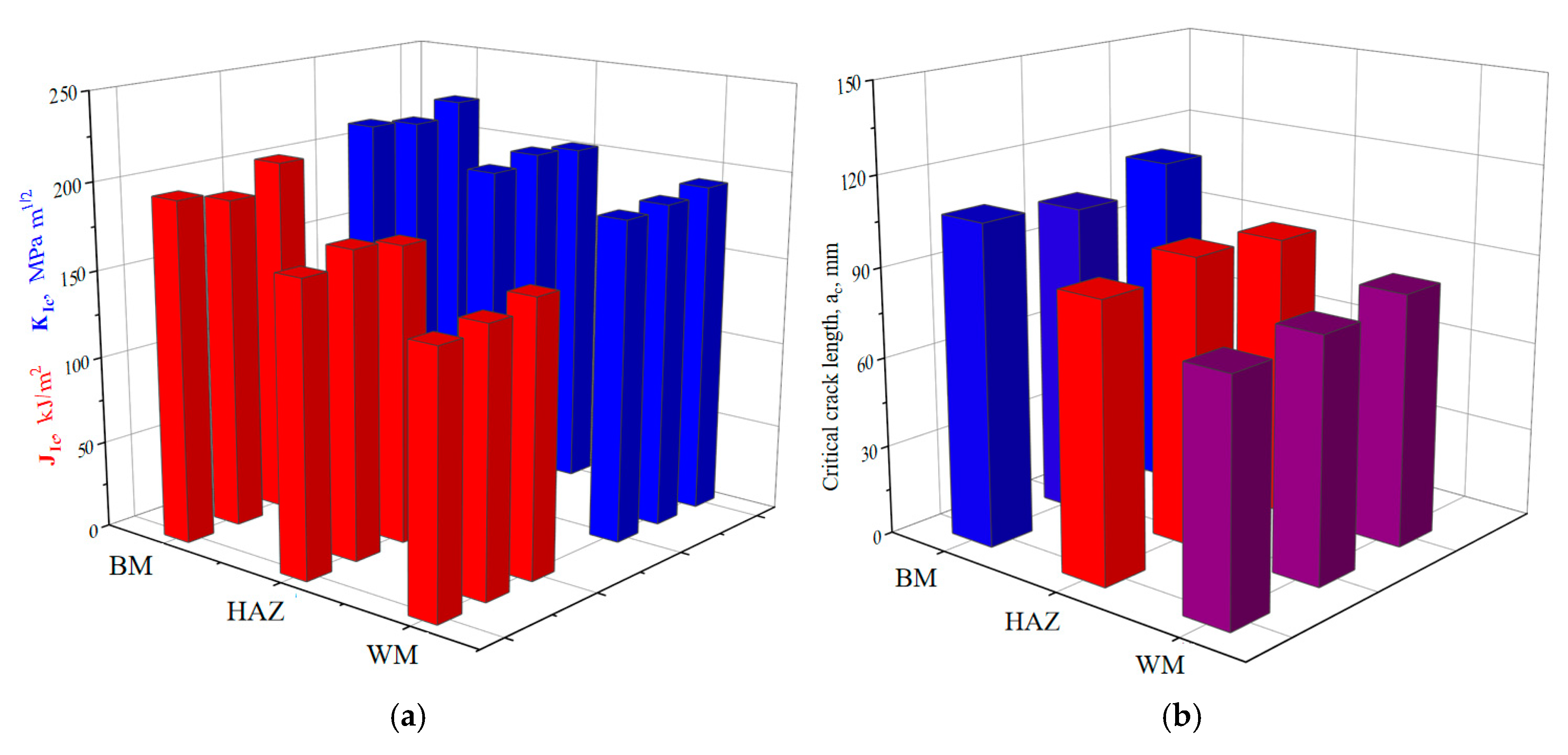
3.1. J–R Curves and Calculation of JIc and KIc
3.2. Risk Assessment of Pressure Vessels in RHPP Bajina Basta
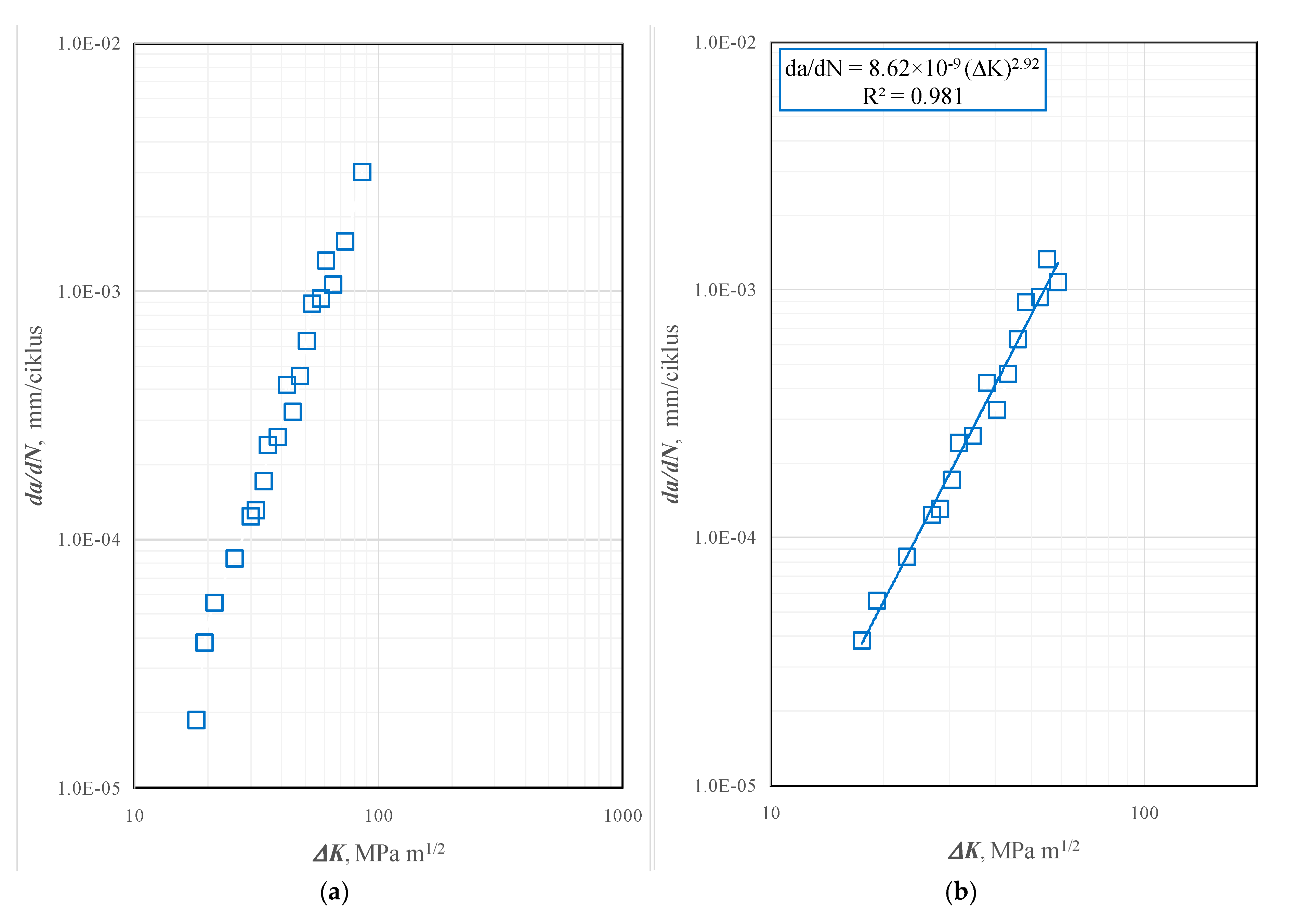
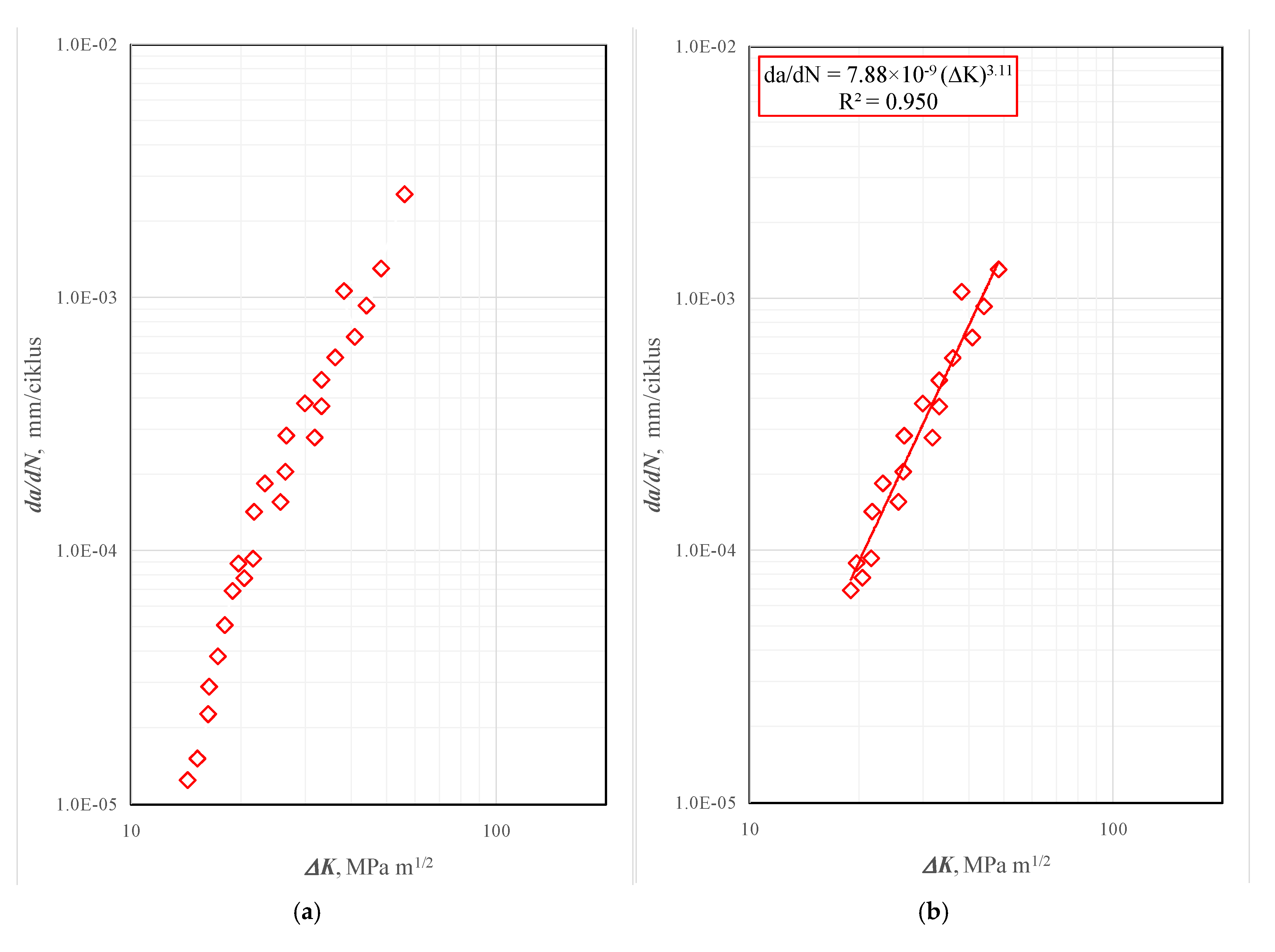
3.3. Fatigue Crack Growth (FCG)
4. Discussion
5. Conclusions
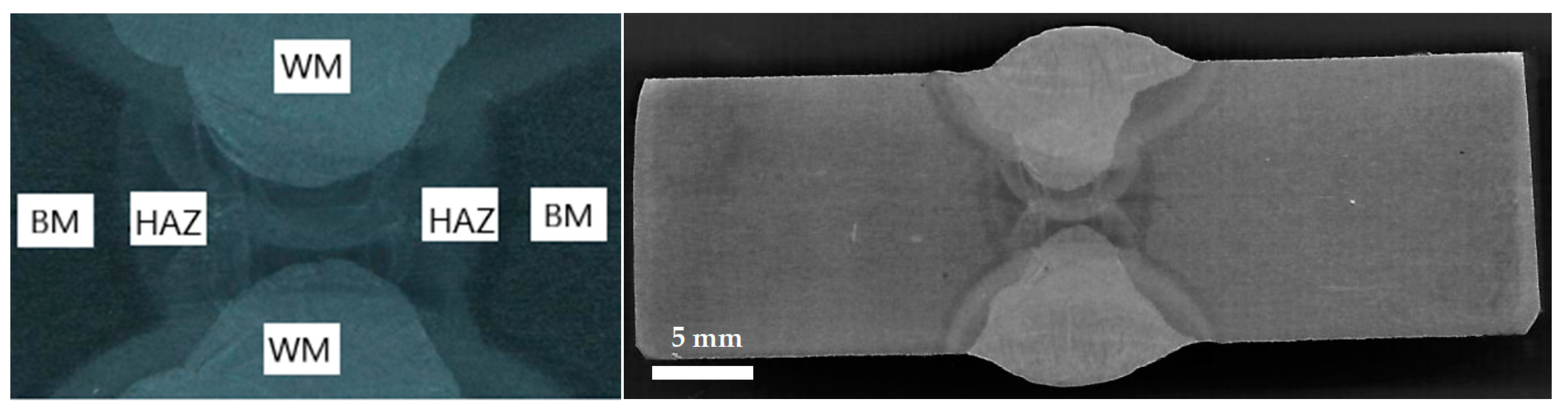
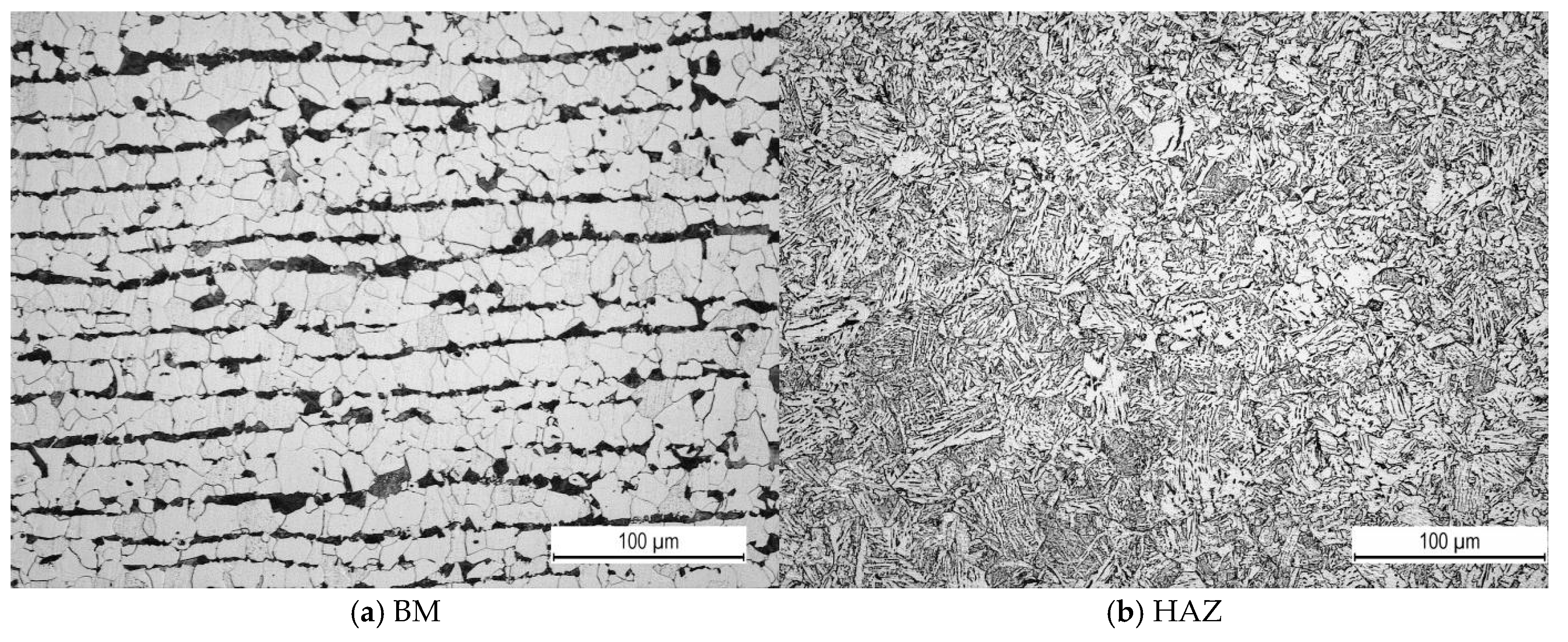
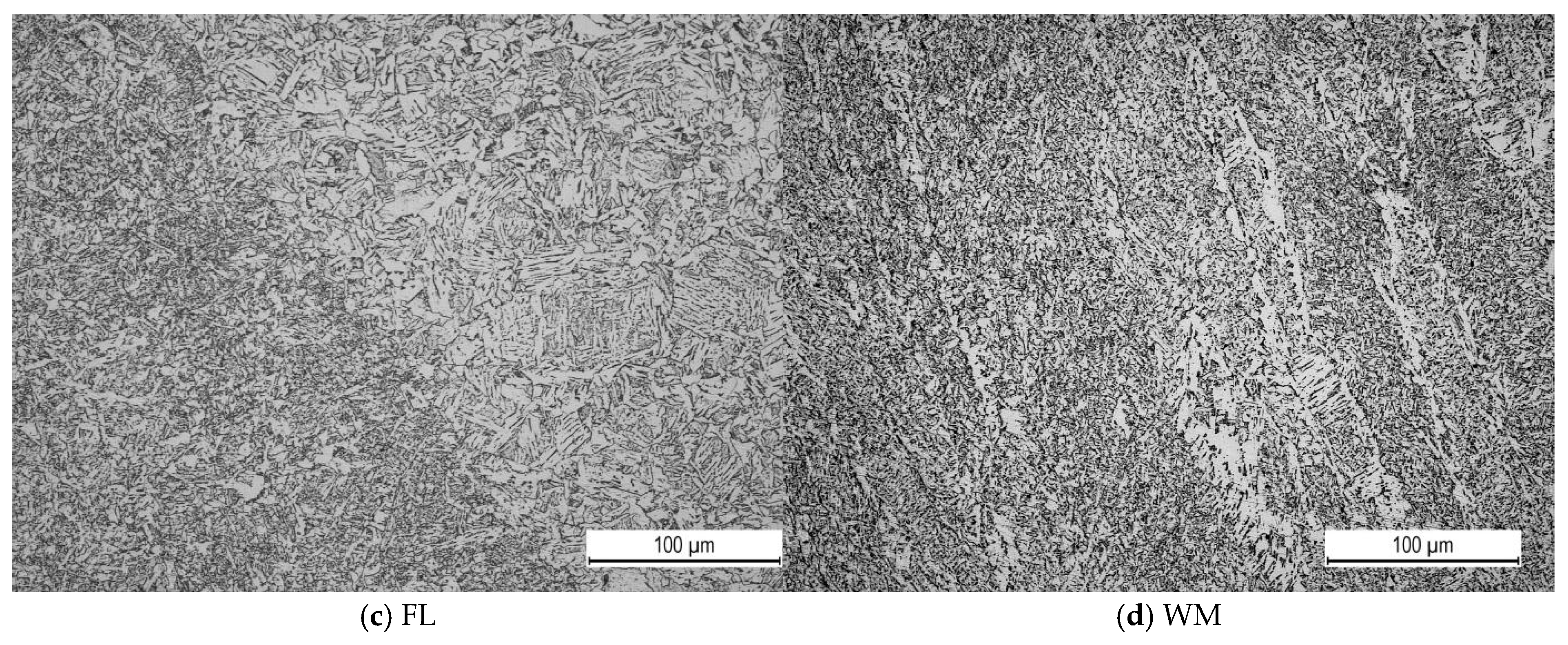
- The heterogeneity of the welded joint microstructure of a common carbon structural steel, such as A516 Gr. 60, causes different crack growth behaviours in the BM, WM and HAZ, which are not significant for static loading, but may become important in the case of fatigue loading, since the analysis presented here showed that the crack growth rate in the least favourable region, the WM, can be 2.5 to 3.2 times greater than that in the BM.
- The effectiveness of replacing a common carbon structural steel such as A516 Gr. 60 with HSLA steel Nioval 50 is questionable because of the low static crack resistance of the later one. This was confirmed via a risk matrix, which indicated that A516 Gr. 60 was in the low-risk zone, as opposed to Nioval 50, which was in the high-risk zone, with a much greater probability of failure. Nevertheless, modern HSLA steels not only have higher strength, but also significantly better crack resistance, including both static and fatigue resistance, due to their more favourable microstructure.
- The risk-based procedure presented and applied here is a practical tool to assess structural integrity and is especially useful in the case of components which have been in service for a long time.
- More advanced methods for structural integrity assessment are needed, such as SINTAP, in the case of a component with a more complex geometry, including numerical analysis of the stress state by the finite element method.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vojvodic Tuma, J.; Sedmak, A. Analysis of the unstable fracture behaviour of a high strength low alloy steel weldment. Eng. Fract. Mech. 2004, 71, 1435–1451. [Google Scholar] [CrossRef]
- Sedmak, A.; Doncheva, E.; Medjo, B.; Rakin, M.; Milosevic, N.; Radu, D. Crack Size and Undermatching Effects on Fracture Behavior of a Welded Joint. Materials 2023, 16, 4858. [Google Scholar] [CrossRef] [PubMed]
- Aranđelović, M.; Sedmak, S.; Jovičić, R.; Perković, S.; Burzić, Z.; Radu, D.; Radaković, Z. Numerical and experimental investigations of fracture behaviour of welded joints with multiple defects. Materials 2021, 14, 4832. [Google Scholar] [CrossRef] [PubMed]
- Song, W.; Man, Z.; Xu, J.; Wang, X.; Liu, C.; Zhou, G.; Berto, F. Fatigue Crack Growth Behavior of Different Zones in an Overmatched Welded Joint Made with D32 Marine Structural Steel. Metals 2023, 13, 535. [Google Scholar] [CrossRef]
- Tomków, J.; Landowski, M.; Rogalski, G. Application possibilities of the S960 steel in underwater welded structures. Facta Univ. Ser. Mech. Eng. 2022, 20, 199–209. [Google Scholar] [CrossRef]
- Jahns, H.; Unglaub, J.; Müller, J.; Hensel, J.; Thiele, K. Material Behavior of High-Strength Low-Alloy Steel (HSLA) WAAM Walls in Construction. Metals 2023, 13, 589. [Google Scholar] [CrossRef]
- Hrivnak, I. Breakdown and repair of large spherical containers for liquefied hydrocarbon gases. Int. J. Press. Vessel. Pip. 1989, 40, 193–222. [Google Scholar] [CrossRef]
- Hall, A. The Effect of Welding Speed on the Properties of ASME SA516 Grade 70 Steel. Master’s Thesis, University of Saskatchewan, Saskatoon, SK, Canada, 2010. [Google Scholar]
- Sharma, S.; Samal, M.K. Study of effect of loading rate on fracture toughness of SA516Gr.70 steel for nuclear pressure vessel and piping in DBTT regime and evaluation of shift in reference transition temperature. Theor. Appl. Fract. Mech. 2020, 110, 102814. [Google Scholar] [CrossRef]
- ASTM E1921-23; Standard Test Method for Determination of Reference Temperature, T0, for Ferritic Steels in the Transition Range. ASTM: West Conshohocken, PA, USA, 2024.
- Coêlho, G.d.C.; Silva, A.A.; dos Santos, M.A.; Machado, J.J.M.; Tavares, J.M.R.S. Ductile Fracture Behavior of ASTM A516 Gr.70 Pressure Vessel Steel by ASTM and ISO Fracture Toughness Standards. Metals 2023, 13, 867. [Google Scholar] [CrossRef]
- ASTM A516/A516M-17; Standard Specification for Pressure Vessel Plates, Carbon Steel, for Moderate- and Lower-Temperature Service. ASTM: West Conshohocken, PA, USA, 2017.
- Ghasemi, H.; Masoudi Nejad, R.; Jalayerian Darbandi, A.; Tadi Beni, Y.; Shariati, M. Fatigue and fracture behavior of A516 steel used in thick-walled pressure vessels. Sci. Iran. B 2020, 27, 2902–2914. [Google Scholar] [CrossRef]
- Kostić, N.; Čamagić, I.; Sedmak, A.; Burzić, Z.; Sedmak, S. Impact toughness behaviour of A516 Gr. 60 steel welded joints. Struct. Integr. Life 2024, 24, 232–239. [Google Scholar] [CrossRef]
- Gupta, L.; Keskar, N.; Maji, B.C.; Singh, R.N.; Krishnan, M. Effect of Heat Treatments on the Microstructure and Mechanical Properties of SS317L/ASTM SA516 GR60 Steel Clad Plate Fabricated Through Hot Roll Bonding. Met. Mater. Trans. A 2024, 55, 4354–4372. [Google Scholar] [CrossRef]
- Golubović, T.; Sedmak, A.; Spasojević Brkić, V.; Kirin, S.; Rakonjac, I. Novel risk based assessment of pressure vessels integrity. Tech. Gaz. 2018, 25, 803–807. [Google Scholar]
- Stanojević, P.; Jovanović, A.; Kirin, S.; Misita, M.; Orlić, B.; Eremić, S. Some achievements in RBIM implementation according to RIMAP approach. Struct. Integr. Life 2015, 15, 79–84. [Google Scholar]
- Jeremic, L.; Sedmak, A.; Milovanović, N.; Milošević, N. Assessment of structural integrity of pressure vessel for compressed air. Struct. Integr. Life 2021, 21, 3–6. [Google Scholar]
- ASTM E1820-20; Standard Test Method for Measurement of Fracture Toughness. ASTM International: West Conshohocken, PA, USA, 2019.
- Bhushan, A.; Panda, S.K. Experimental and computational correlation of fracture parameters KIc, JIc, and GIc for unimodular and bimodular graphite components. J. Nucl. Mater. 2018, 503, 205–225. [Google Scholar] [CrossRef]
- Sadananda, K.; Nani Babu, M.; Vasudevan, A.K. A review of fatigue crack growth resistance in the short crack growth regime. Mater. Sci. Eng. A 2019, 754, 674–701. [Google Scholar] [CrossRef]
- Pugno, N.; Ciavarella, M.; Cornetti, P.; Carpinteri, A. A generalized Paris’ law for fatigue crack growth. J. Mech. Phys. Solids 2006, 54, 1333–1349. [Google Scholar] [CrossRef]
- Schweizer, C.; Seifert, T.; Nieweg, B.; von Hartrott, P.; Riedel, H. Mechanisms and modelling of fatigue crack growth under combined low and high cycle fatigue loading. Int. J. Fatigue 2011, 33, 194–202. [Google Scholar] [CrossRef]
- Paris, P.; Ergodan, F. A Critical Analysis of Crack Propagation Laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- ASTME647-15e1; Standard Test Method for Measurement of Fatigue Crack Growth Rates. ASTM International: West Conshohocken, PA, USA, 2024.
- Available online: https://www.rumul.ch/250_products.php?lang_choose=1 (accessed on 23 August 2024).
- Burdekin, F.M.; Dawes, M.G. Practical use of linear elastic and yielding fracture mechanics with particular reference in pressure vessels. In Proceedings of the Institute of Mechanical Engineering Conference, London, UK, 7–10 September 1971; pp. 28–37. [Google Scholar]
- Anderson, T.L. Fracture Mechanics—Fundamentals and Applications, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Kačmarčik, J.; Hadžalić, M.; Konjatić, P. Structural integrity assessment of a mine hoist rope attachment element with a crack. Struct. Integr. Life 2021, 21, 59–64. [Google Scholar]
- Opačić, M. Structural Integrity Assessment of Welded Joints with Unacceptable Defects. Ph.D. Thesis, University of Belgrade, Faculty of Mechanical Engineering, Beograd, Serbia, 2023. (In Serbian). [Google Scholar]
- EN ISO 11666:2018; Non-Destructive Testing of Welds—Ultrasonic Testing—Acceptance Levels. ISO: Geneva, Switzerland, 2018.
- Gerić, K. Crack Initiation and Growth in High Strength Steel Welded Joints. Ph.D. Thesis, University of Belgrade, Beograd, Serbia, 1997. (In Serbian). [Google Scholar]
- Verma, V.; Nallasivam, K.; Khair, U.; Wani, F. Forecasting fatigue life of horizontally curved thin-walled box girder railway bridge exposed to cyclic high-speed train loads. Struct. Integr. Life 2023, 23, 335–342. [Google Scholar]
- Sedmak, A. Fatigue crack growth simulation by extended finite element method: A review of case studies. Fatigue Fract. Eng. Mater. Struct. 2024, 47, 1819–1855. [Google Scholar] [CrossRef]
- Rege, K.; Lemu, G.H. A review of fatigue crack propagation modelling techniques using FEM and XFEM. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Stavanger, Norway, 30 November–1 December 2017; Volume 276, p. 012027. [Google Scholar] [CrossRef]
- Pathak, H.; Singh, A.; Vir Singh, I. Fatigue crack growth simulations of 3-D problems using XFEM. Int. J. Mech. Sci. 2013, 76, 112–131. [Google Scholar] [CrossRef]
- Milne, I. Failure analysis in the presence of ductile crack growth. Mater. Sci. Eng. 1979, 39, 65–79. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element, %wt. | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cu | Al | Cr | Mo | Ni | N |
| 0.22 | 0.20 | 0.86 | 0.007 | <0.001 | 0.24 | 0.038 | 0.12 | 0.05 | 0.15 | 0.005 |
| Material | Upper Yield Stress, ReH, MPa | Lower Yield Stress, ReL, MPa | Tensile Strength Rm, MPa | Elongation A, % | Elasticity Module E, GPa |
|---|---|---|---|---|---|
| BM (A516 Gr. 60) | 365.9 | 350.4 | 483.1 | 40.8 | 211.7 |
| NIOVAL 50 | 527 | 505 | 650 | 22.6 | 205.0 |
| Filler Material | Element, %wt. | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | P | S | N | |
| EVB Ni | 0.07 | 0.50 | 1.40 | 1.1 | 0.009 | 0.011 | 0.012 |
| Filer Material | Yield Stress Rp0.2, MPa, min. | Tensile Strength Rm, MPa | Elongation A, %, min. | Impact Energy, KV, J нa −40 °C, min. |
|---|---|---|---|---|
| EVB Ni | 460 | 560–720 | 22 | 47 |
| Specimen Designation | Critical J-Integral, JIc, kJ/m2 | Fracture Toughness, KIc, MPa√m | Critical Crack Length, ac, mm |
|---|---|---|---|
| BM 1 | 195.3 | 215.1 | 107.6 |
| BM 2 | 189.2 | 211.7 | 104.3 |
| BM 3 | 204.5 | 220.1 | 112.7 |
| HAZ 1 | 167.2 | 199.0 | 92.2 |
| HAZ 2 | 175.4 | 203.9 | 96.7 |
| HAZ 3 | 170.8 | 201.2 | 94.1 |
| WM 1 | 147.8 | 185.0 | 79.6 |
| WM 2 | 151.2 | 187.1 | 81.4 |
| WM 3 | 157.4 | 190.9 | 84.8 |
| Consequence Category | |||||||
|---|---|---|---|---|---|---|---|
| 1 Very Low | 2 Low | 3 Medium | 4 High | 5 very High | Risk Level | ||
| Probability Category | ≤0.2 very low | Very low | |||||
| 0.2–0.4 low | A516 Gr. 60 | Low | |||||
| 0.4–0.6 medium | Medium | ||||||
| 0.6–0.8 high | Nioval 50 | High | |||||
| 0.8–1.0 very high | Very high | ||||||
| Crack Tip Position | Coefficient, C | Exponent, m | da/dN, mm/cycl, for ΔK = 30 MPa√m |
|---|---|---|---|
| BM 1 | 8.62 × 10−9 | 2.92 | 1.77 × 10−4 |
| BM 2 | 2.49 × 10−9 | 3.19 | 1.28 × 10−4 |
| BM 3 | 3.65 × 10−8 | 2.36 | 1.12 × 10−4 |
| HAZ 1 | 7.88 × 10−9 | 3.11 | 3.09 × 10−4 |
| HAZ 2 | 2.84 × 10−9 | 3.36 | 2.61 × 10−4 |
| HAZ 3 | 1.23 × 10−8 | 2.92 | 2.52 × 10−4 |
| WM 1 | 7.06 × 10−9 | 3.26 | 4.58 × 10−4 |
| WM 2 | 2.21 × 10−9 | 3.56 | 4.01 × 10−4 |
| WM 3 | 3.18 × 10−10 | 4.10 | 3.62 × 10−4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kostić, N.; Čamagić, I.; Sedmak, A.; Jovanović, M.; Burzić, Z.; Golubović, T.; Sedmak, S.; Martić, I. Fracture and Fatigue Crack Growth Behaviour of A516 Gr 60 Steel Welded Joints. Metals 2024, 14, 1447. https://doi.org/10.3390/met14121447
Kostić N, Čamagić I, Sedmak A, Jovanović M, Burzić Z, Golubović T, Sedmak S, Martić I. Fracture and Fatigue Crack Growth Behaviour of A516 Gr 60 Steel Welded Joints. Metals. 2024; 14(12):1447. https://doi.org/10.3390/met14121447
Chicago/Turabian StyleKostić, Nikola, Ivica Čamagić, Aleksandar Sedmak, Milivoje Jovanović, Zijah Burzić, Tamara Golubović, Simon Sedmak, and Igor Martić. 2024. "Fracture and Fatigue Crack Growth Behaviour of A516 Gr 60 Steel Welded Joints" Metals 14, no. 12: 1447. https://doi.org/10.3390/met14121447
APA StyleKostić, N., Čamagić, I., Sedmak, A., Jovanović, M., Burzić, Z., Golubović, T., Sedmak, S., & Martić, I. (2024). Fracture and Fatigue Crack Growth Behaviour of A516 Gr 60 Steel Welded Joints. Metals, 14(12), 1447. https://doi.org/10.3390/met14121447