
Investigation of the Flow Stress Model for Cr4Mo4V Bearing Steel under Ultrasonic Vibration Conditions


 ,
,  and
and 
Abstract
1. Introduction
2. Analytical Models
2.1. Classical Crystal Plasticity Theory
2.2. Athermal Stress Term under the Acoustic Effect
2.3. Thermal Stress Term under the Acoustic Effect
3. Experimental Setup
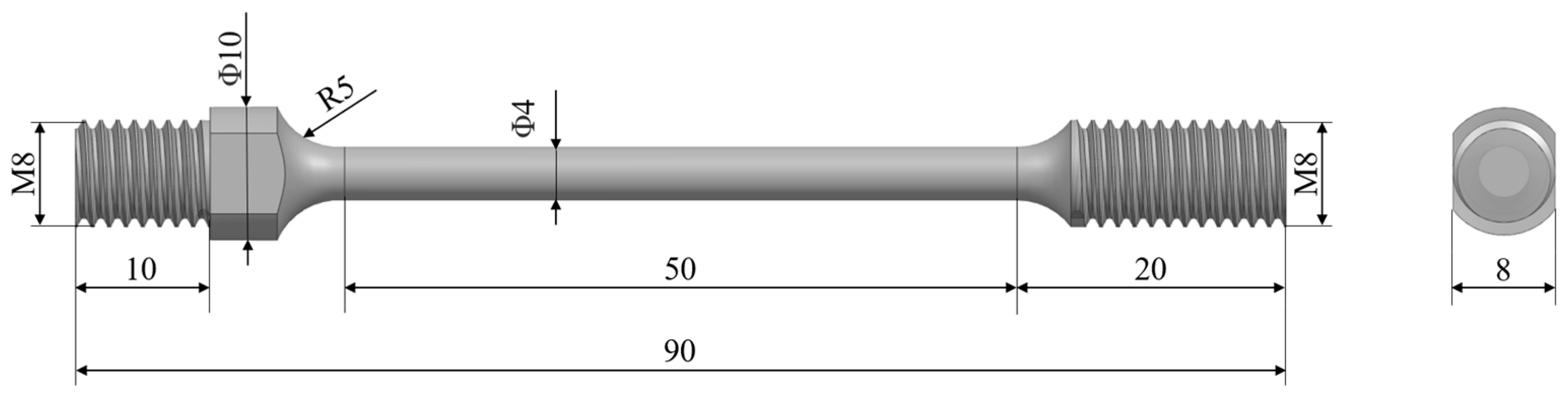
3.1. Sample Preparation
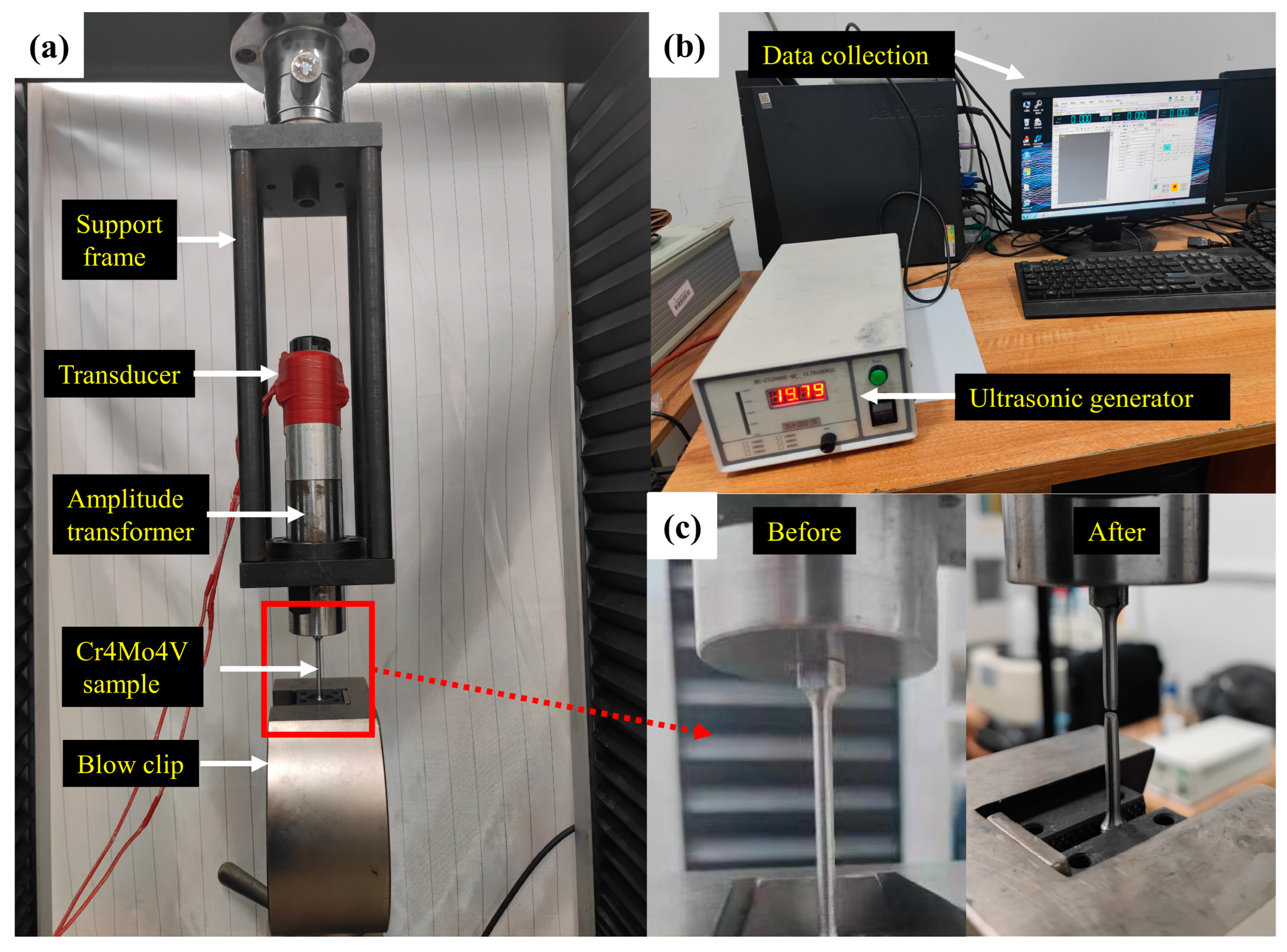
3.2. Experimental Devices
3.3. Experimental Program
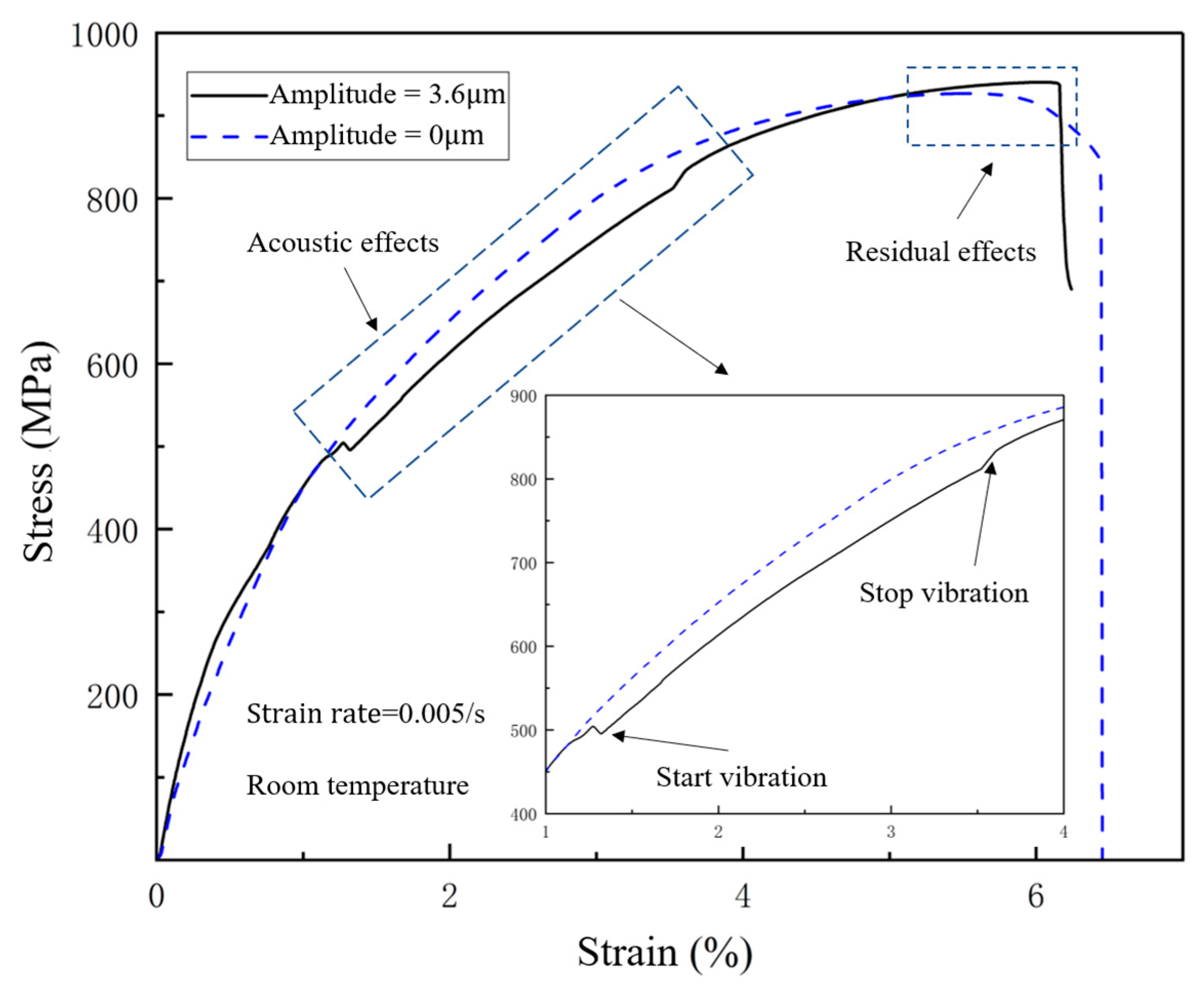
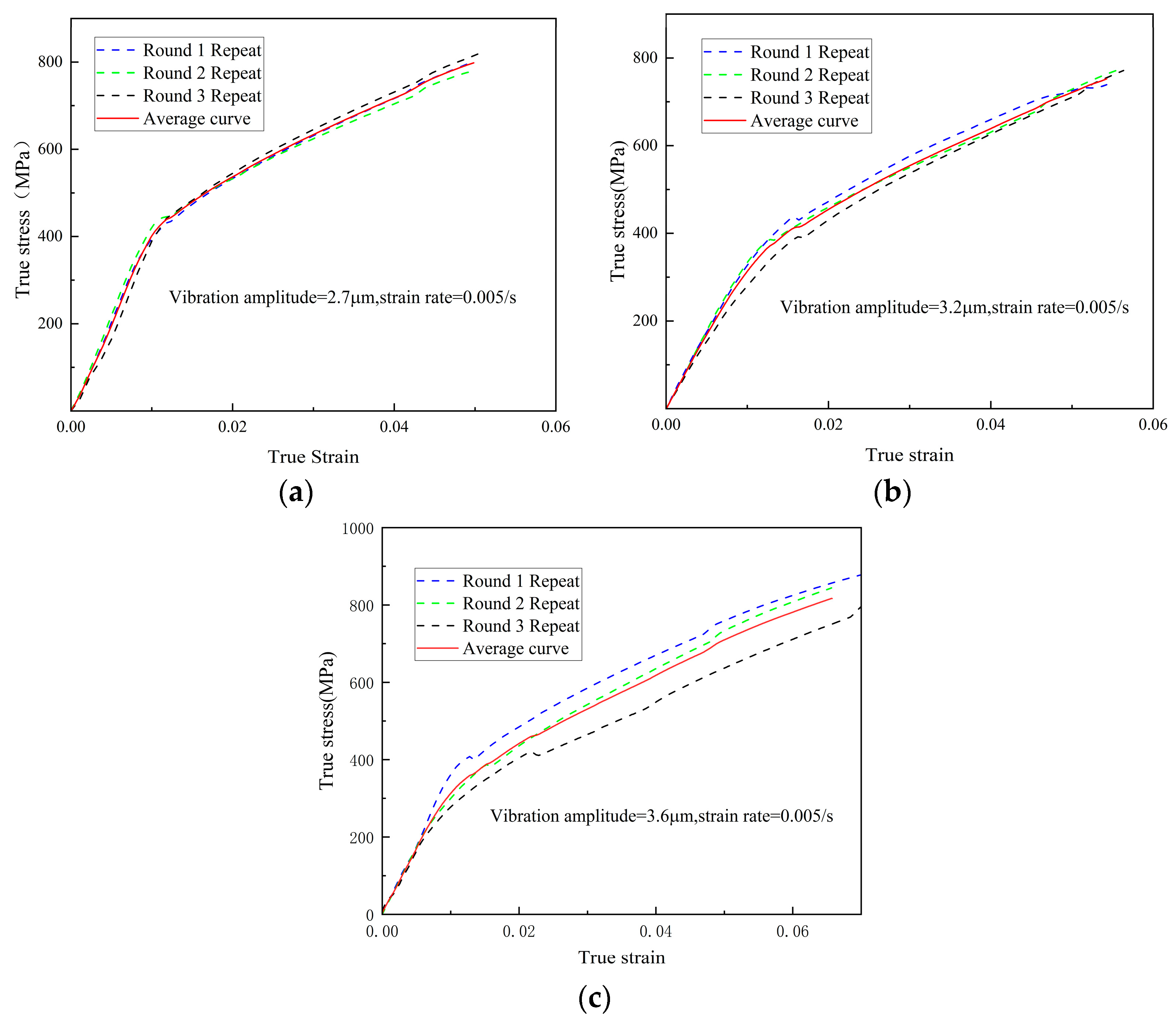
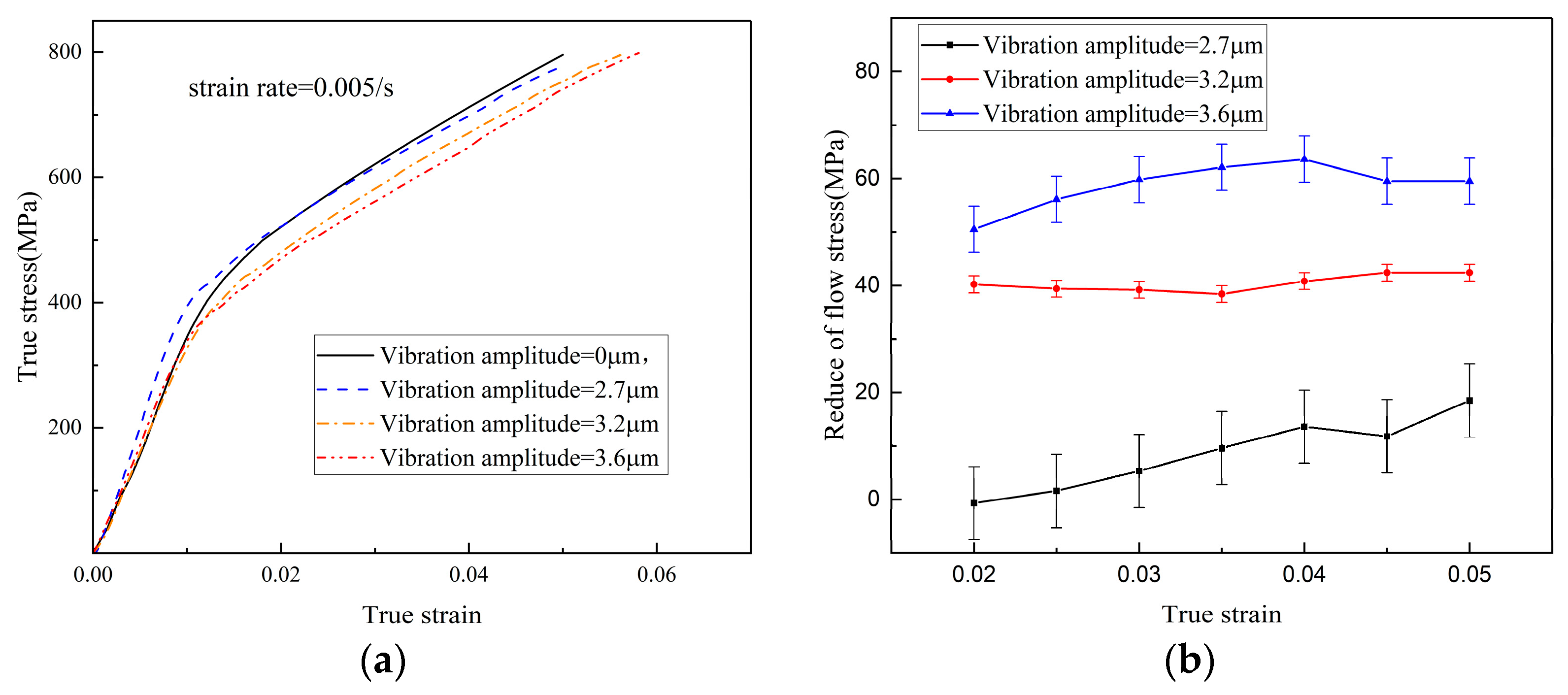
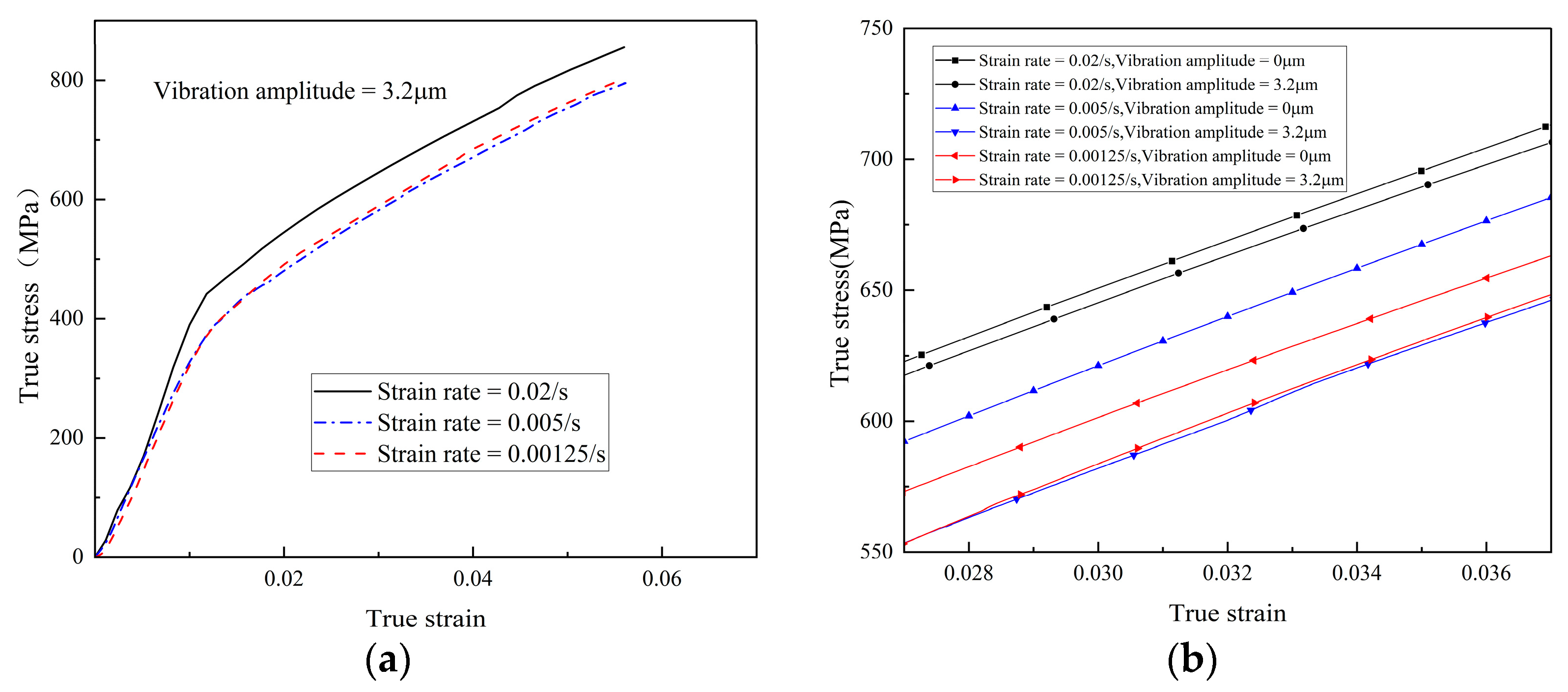
3.4. Discussion of Experimental Results
4. Model Development and Discussion
4.1. Flow Stress Constitutive Parameters for the Cr4Mo4V Bearing Steel
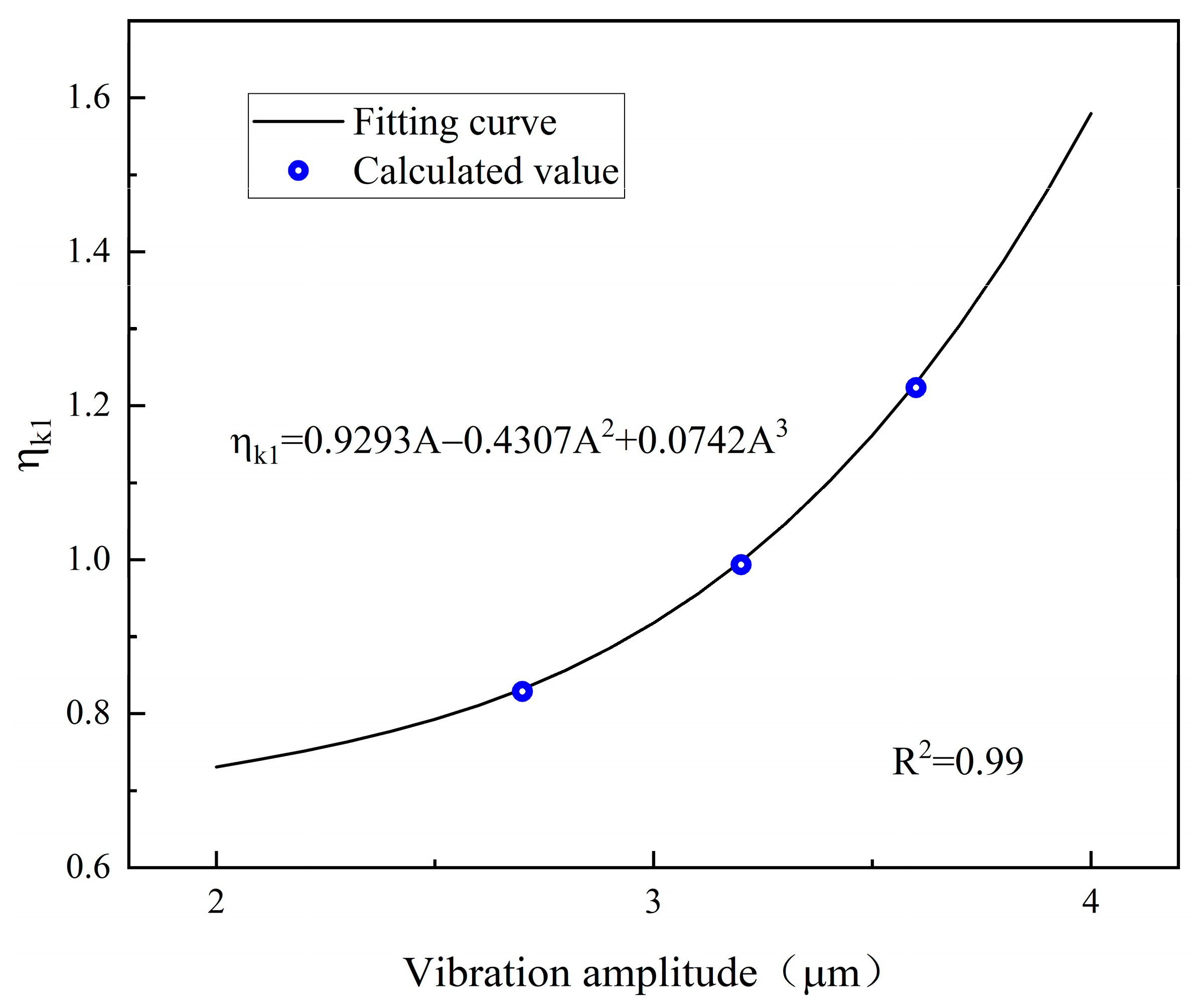
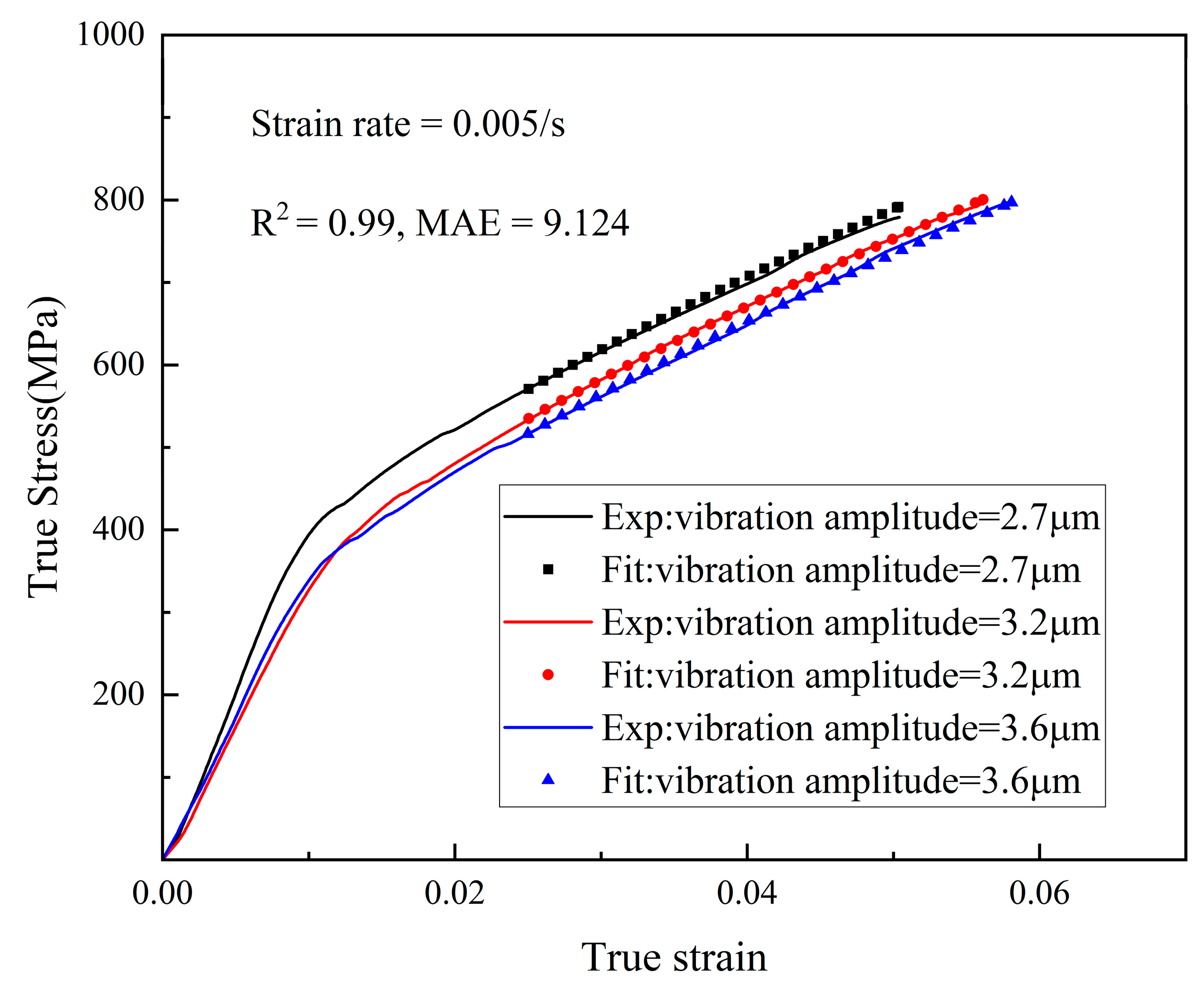
4.2. Model Fitting and Discussion
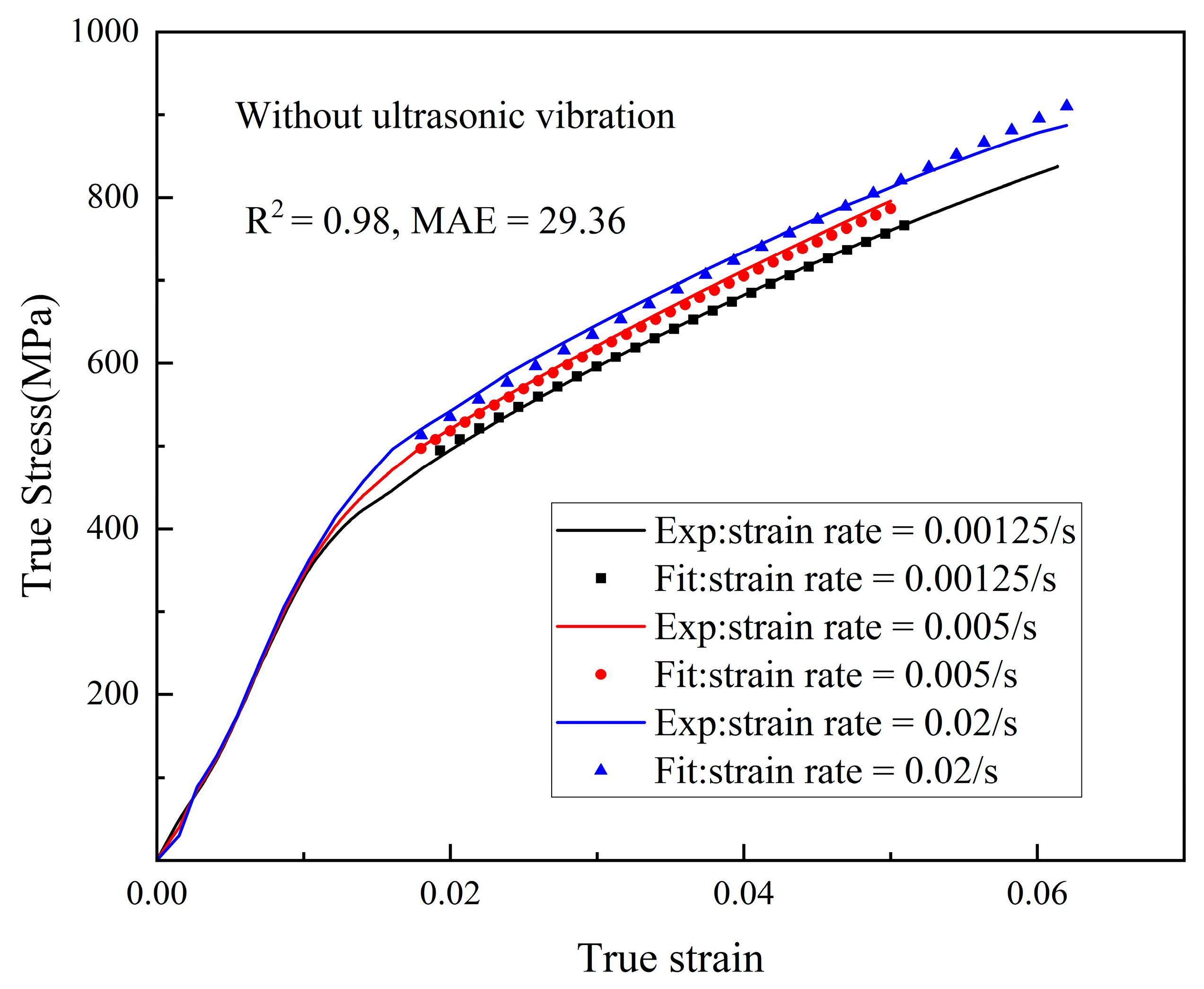
4.3. Model Validation and Error Analysis
5. Conclusions
- (1)
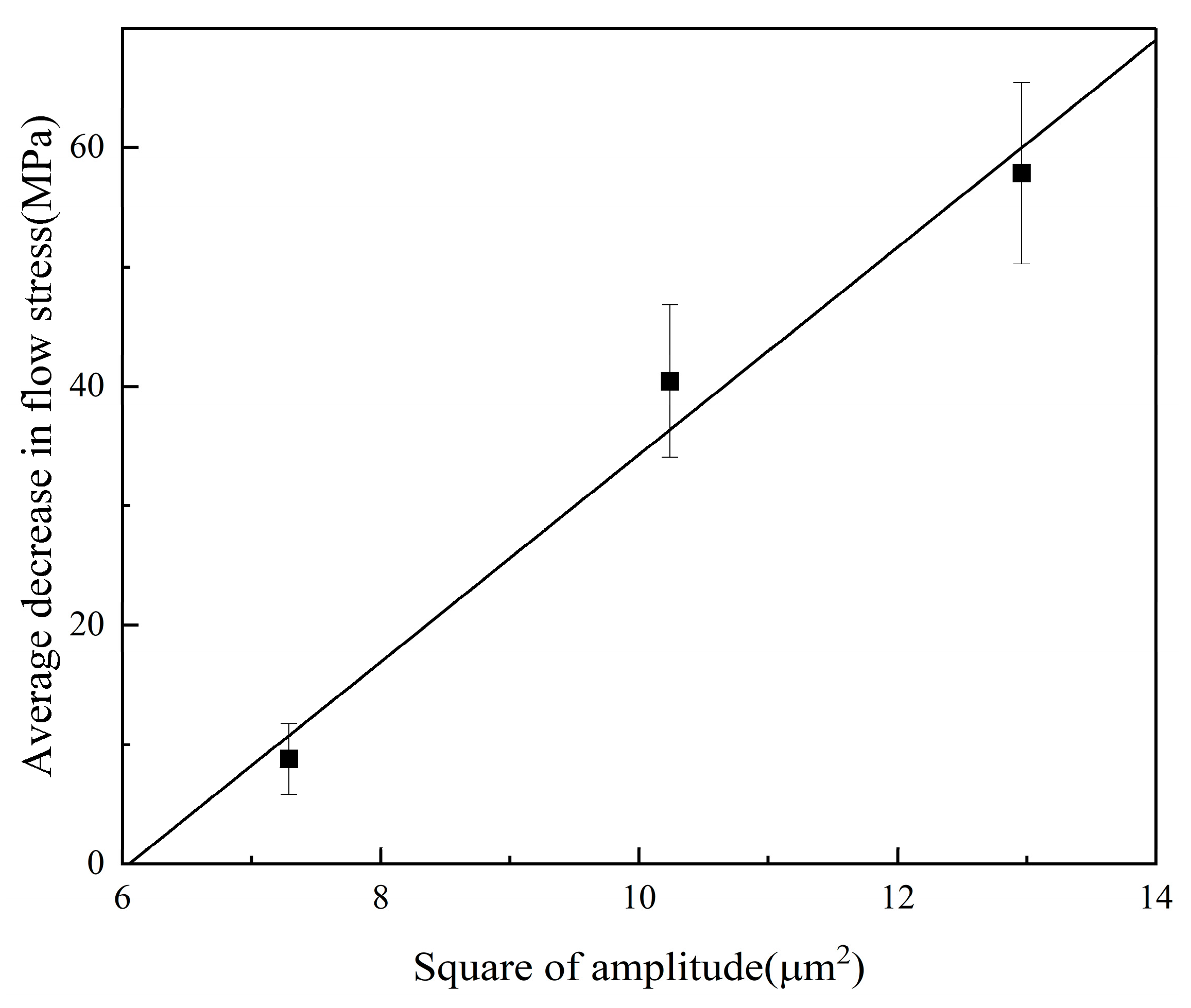
- This investigation demonstrates that the yield strength of the material decreases in ultrasonic vibration-assisted stretching of Cr4Mo4V bearing steel, and the reduction of flow stress increases with increasing amplitude; the strain rate shows a nonlinear relationship with the acoustic softening effect under ultrasonic conditions.
- (2)
- The material dislocation density is proliferated and annihilated due to the influence of acoustic energy. At the end of the vibration, the flow stress recovered and exceeded that of the flow stress without ultrasonic conditions.
- (3)
- Based on the thermal activation mechanism and dislocation evolution theory, the flow stress model of Cr4Mo4V under ultrasonic vibration conditions was constructed by taking into account the crystal structure. The optimal values of each parameter were obtained based on a genetic algorithm, and the results showed that the model is effective at predicting the stress-strain relationship under different amplitudes and strain rates. The MAE values under the three ultrasonic vibration conditions predicted in this experiment were 29.70, 8.182, and 38.36, and the AARE values were 4.49%, 1.27%, and 5.64%. However, there is a saturation value for dislocation proliferation, and the polynomial expression as an amplitude may not be applicable at larger amplitudes. In future studies, can be determined as a function of amplitude by using a larger amplitude parameter. The validity of the model can be further verified by measuring the real dislocation density to compare with the existing findings. To validate our model, more tests about fracture imaging, TEM, EBSD, etc., should be conducted.
- (4)
- High-frequency ultrasonic vibration was shown to make Cr4Mo4V bearing steel more prone to plastic deformation and increase surface hardening after processing. The ultrasonic-assisted process is effective at reducing the machining difficulty, improving the surface quality, and increasing the use of bearing steel performance. This study provides a theoretical basis for the ultrasonic-assisted process of bearing steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Wei, Y.H.; Yu, X.F.; Su, Y.-F.; Shen, X.Y.; Xia, Y.Z.; Yang, W.W. Effect of residual stress and microstructure evolution on size stability of M50 bearing steel. J. Mater. Res. Technol. 2021, 10, 651–661. [Google Scholar] [CrossRef]
- ISO 281; Rolling Bearings Dynamic Load Ratings and Rating Life. ISO: Geneva, Switzerland, 2017.
- Yang, L.; Xue, W.; Gao, S.; Li, L.; Cao, Y.; Liu, H.; Duan, D.; Li, D.; Li, S. Rolling contact fatigue behaviour of M50 bearing steel with rare earth addition. Int. J. Fatigue 2023, 177, 107940. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.; Hua, L.; Lu, X. The effect of prior cold rolling on the carbide dissolution, precipitation and dry wear behaviors of M50 bearing steel. Tribol. Int. 2019, 132, 253–264. [Google Scholar] [CrossRef]
- Jiang, H.; Song, Y.; Wu, Y.; Shan, D.; Zong, Y. Microstructure evolution and mechanical anisotropy of M50 steel ball bearing rings during multi-stage hot forging. Chin. J. Aeronaut. 2021, 34, 254–266. [Google Scholar] [CrossRef]
- Zhou, L.; Tang, G.; Ma, X.; Wang, L.; Zhang, X. Relationship between microstructure and mechanical properties of M50 ultra-high strength steel via quenching-partitioning-tempering process. Mater. Charact. 2018, 146, 258–266. [Google Scholar] [CrossRef]
- Kim, D.M.; Kim, H.I.; Park, H.W. Tool wear, economic costs, and CO2 emissions analysis in cryogenic assisted hard-turning process of AISI 52100 steel. Sustain. Mater. Technol. 2021, 30, e00349. [Google Scholar] [CrossRef]
- Shao, G.; Li, H.; Zhan, M. A Review on Ultrasonic-Assisted Forming: Mechanism, Model, and Process. Chin. J. Mech. Eng. 2021, 34, 99. [Google Scholar] [CrossRef]
- Sonia, P.; Jain, J.K.; Saxena, K.K. Influence of ultrasonic vibration assistance in manufacturing processes: A Review. Mater. Manuf. Process. 2021, 36, 1451–1475. [Google Scholar] [CrossRef]
- Chen, K.; Zhang, Y.; Wang, H. Effect of acoustic softening on the thermal-mechanical process of ultrasonic welding. Ultrasonics 2017, 75, 9–21. [Google Scholar] [CrossRef]
- Cao, M.Y.; Hu, H.; Jia, X.D.; Tian, S.J.; Zhao, C.C.; Han, X.B. Mechanism of ultrasonic vibration assisted upsetting of 6061 aluminum alloy. J. Manuf. Process. 2020, 59, 690–697. [Google Scholar] [CrossRef]
- Yao, Z.; Kim, G.-Y.; Wang, Z.; Faidley, L.; Zou, Q.; Mei, D.; Chen, Z. Acoustic softening and residual hardening in aluminum: Modeling and experiments. Int. J. Plast. 2012, 39, 75–87. [Google Scholar] [CrossRef]
- Hu, J.; Shimizu, T.; Yoshino, T.; Shiratori, T.; Yang, M. Evolution of acoustic softening effect on ultrasonic-assisted micro/meso-compression behavior and microstructure. Ultrasonics 2020, 107, 106107. [Google Scholar] [CrossRef] [PubMed]
- Blaha, F.; Langenecker, B. Elongation of zinc monocrystals under ultrasonic action. Die Naturwissenschaften 1955, 42, 556. [Google Scholar] [CrossRef]
- Wang, X.; Wang, C.; Liu, Y.; Liu, C.; Wang, Z.; Guo, B.; Shan, D. An energy based modeling for the acoustic softening effect on the Hall-Petch behavior of pure titanium in ultrasonic vibration assisted micro-tension. Int. J. Plast. 2021, 136, 102879. [Google Scholar] [CrossRef]
- Kang, J.; Liu, X.; Xu, M. Plastic deformation of pure copper in ultrasonic assisted micro-tensile test. Mater. Sci. Eng. A 2020, 785, 139364. [Google Scholar] [CrossRef]
- Huang, H.; Pequegnat, A.; Chang, B.; Mayer, M.; Du, D.; Zhou, Y.N. Influence of superimposed ultrasound on deformability of Cu. J. Appl. Phys. 2009, 106, 113514. [Google Scholar] [CrossRef]
- Ting-jian, Z.; Li-xia, Z.; Juan, L. Mechanical behavior and constitutive modeling of magnesium alloy sheet in ultrasonic vibration assisted tensile test. J. Plast. Eng. 2020, 27, 170–176. [Google Scholar] [CrossRef]
- Gao, G.; Fu, Z.; Wang, Y.; Pan, X.; Xiang, D.; Zhao, B. Ultrasonic constitutive model and its application in ultrasonic vibration-assisted milling Ti3Al intermetallics. Chin. J. Aeronaut. 2023, 36, 226–243. [Google Scholar] [CrossRef]
- Shackelford, J.F.; Han, Y.-H.; Kim, S.; Kwon, S.-H. CRC Materials Science and Engineering Handbook; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Dutta, R.K.; Petrov, R.H.; Delhez, R.; Hermans, M.J.M.; Richardson, I.M.; Böttger, A.J. The effect of tensile deformation by in situ ultrasonic treatment on the microstructure of low-carbon steel. Acta Mater. 2013, 61, 1592–1602. [Google Scholar] [CrossRef]
- Siu, K.W.; Ngan, A.H.W.; Jones, I.P. New insight on acoustoplasticity—Ultrasonic irradiation enhances subgrain formation during deformation. Int. J. Plast. 2011, 27, 788–800. [Google Scholar] [CrossRef]
- Xie, Z.; Guan, Y.; Lin, J.; Zhai, J.; Zhu, L. Constitutive model of 6063 aluminum alloy under the ultrasonic vibration upsetting based on Johnson-Cook model. Ultrasonics 2019, 96, 1–9. [Google Scholar] [CrossRef]
- Kang, J.; Liu, X.; Niezgoda, S.R. Crystal plasticity modeling of ultrasonic softening effect considering anisotropy in the softening of slip systems. Int. J. Plast. 2022, 156, 103343. [Google Scholar] [CrossRef]
- Fu, Z.; Gao, G.; Wang, Y.; Wang, D.; Xiang, D.; Zhao, B. Investigation of acoustic softening and microstructure evolution characteristics of Ti3Al intermetallics undergoing ultrasonic vibration-assisted tension. Mater. Des. 2022, 222, 111015. [Google Scholar] [CrossRef]
- Fartashvand, V.; Abdullah, A.; Sadough Vanini, S.A. Investigation of Ti-6Al-4V alloy acoustic softening. Ultrason. Sonochem. 2017, 38, 744–749. [Google Scholar] [CrossRef] [PubMed]
- Chu, Z.; He, Q. Experimental Research on the Performance of High-Temperature Bearing Steel Cr4Mo4 V. Recent Pat. Mech. Eng. 2021, 14, 195–205. [Google Scholar] [CrossRef]
- Zerilli, F.J. Dislocation mechanics-based constitutive equations. Metall. Mater. Trans. A 2004, 35, 2547–2555. [Google Scholar] [CrossRef]
- Gao, C.Y.; Zhang, L.C.; Yan, H.X. A new constitutive model for HCP metals. Mater. Sci. Eng. A 2011, 528, 4445–4452. [Google Scholar] [CrossRef]
- Zhao, M.; Ji, X.; Liang, S.Y. Influence of AA7075 crystallographic orientation on micro-grinding force. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 233, 1831–1843. [Google Scholar] [CrossRef]
- Gao, C.Y.; Lu, W.R.; Zhang, L.C.; Yan, H.X. A constitutive description of the thermo-viscoplastic behavior of body-centered cubic metals. Mater. Des. 2012, 36, 671–678. [Google Scholar] [CrossRef]
- Abed, F.H. Constitutive modeling of the mechanical behavior of high strength ferritic steels for static and dynamic applications. Mech. Time-Depend. Mater. 2010, 14, 329–345. [Google Scholar] [CrossRef]
- Krausz, A.S.; Krausz, K. Unified constitutive laws of plastic deformation; Elsevier: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Yao, Z.; Kim, G.-Y.; Faidley, L.; Zou, Q.; Mei, D.; Chen, Z. Acoustic Softening and Hardening of Aluminum in High-Frequency Vibration-Assisted Micro/Meso Forming. Mater. Manuf. Process. 2013, 28, 584–588. [Google Scholar] [CrossRef]
- Qian, C.; Li, K.; Rui, S.-S.; Hou, M.; Zhang, X.; Wu, Y.; Cai, Z. Magnetic induced re-dissolution and microstructure modifications on mechanical properties of Cr4Mo4V steel subjected to pulsed magnetic treatment. J. Alloys Compd. 2021, 881, 160471. [Google Scholar] [CrossRef]
- Chen, G.; Lu, X.; Yan, J.; Liu, H.; Baoguang, S. High-Temperature Deformation Behavior of M50 Steel. Metals 2022, 12, 541. [Google Scholar] [CrossRef]
- He, Y.; Zhang, J.; Zhou, W.; Tang, J.; Xu, Y.; Zhang, Y. Study on force reduction mechanism in ultrasonic-assisted grinding based on single-grain scratching. Arch. Civ. Mech. Eng. 2022, 22, 80. [Google Scholar] [CrossRef]
- Lin, C.-C.; Deng, D.-J. Dynamic Load Balancing in Cloud-Based Multimedia System Using Genetic Algorithm. In Advances in Intelligent Systems and Applications—Volume 1; Chang, R.-S., Jain, L.C., Peng, S.-L., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 461–470. [Google Scholar]
- Jun, D.; Yuchuan, G.U.; Xia, H.; Kun, S.; Shiqing, L.U.; Lusheng, W. Research on Prediction Accuracy of Flow Stress of 304 Stainless Steel Based on Artificial Neural Network Optimized by Improved Genetic Algorithm. J. Mech. Eng. 2022, 58, 78–86. [Google Scholar] [CrossRef]
- Shen, Q.; Huang, D.; Li, F.; Liu, M.; Wang, X. Microstructures and mechanical properties of the precipitation strengthened Al0.4Cr0.7FexNi2V0.2 high entropy alloys. Mater. Sci. Eng. A 2023, 864, 144606. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Ni | Cr | Mo | V | Cu | |
|---|---|---|---|---|---|---|---|---|---|---|
| Cr4Mo4V | 0.75 | 0.35 | 0.4 | 0.02 | 0.03 | 0.20 | 3.8 | 4.0 | 0.9 | 0.2 |
| M50 [36] | 0.82 | 0.24 | 0.21 | / | / | / | 4.20 | 4.22 | 1.10 | / |
| Serial No. | Power (W) | Frequency (Hz) | ||
|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 0 |
| 2 | 1200 | 19,730 | 2.7 | 885.1 |
| 3 | 1600 | 19,730 | 3.2 | 1243.2 |
| 4 | 2400 | 19,730 | 3.6 | 1573.4 |
| Strain rate (/s) | 0.00125 | 0.005 | 0.02 |
| Duration of vibration (s) | 10 | 10 | 2 |
| Parameter | ||||
|---|---|---|---|---|
| Value | 0.0624 | 22.79 | 0.0224 | 7.5 |
| Parameters | Symbol | Values | |
|---|---|---|---|
| Parameters obtained from references [30,31] | Taylor factor | 3.06 | |
| Coefficient in Equation (6) | 1/3 | ||
| Burgers vector length (nm) | 0.286 | ||
| Reference strain rate | |||
| Saturated reference strain rate | |||
| Working parameters | Kelvin temperature (K) | 293 | |
| Loading frequency (Hz) | 19,730 | ||
| Parameters identified from experiments | Coefficient in Equation (18) | 8319 | |
| Coefficient in Equation (18) | 0.694 | ||
| Coefficient in Equation (18) | 186 | ||
| Coefficient in Equation (18) | |||
| Coefficient in Equation (18) | |||
| Coefficient in Equation (18) | −0.1894 | ||
| Coefficient in Equation (18) | 1 |
| Serial No. | Strain Rate (/s) | Duration of Vibration (s) | |||
|---|---|---|---|---|---|
| 1 | 3.2 | 0.00125 | 1243.2 | 10 | 0.9948 |
| 2 | 4.0 | 0.005 | 1932.7 | 10 | 1.5748 |
| 3 | 3.2 | 0.02 | 1243.2 | 2 | 0.9948 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luan, Z.; Zhao, M.; Mao, J.; Liu, G.; Zhang, L.; Feng, Y.; Liang, S.Y. Investigation of the Flow Stress Model for Cr4Mo4V Bearing Steel under Ultrasonic Vibration Conditions. Metals 2024, 14, 143. https://doi.org/10.3390/met14020143
Luan Z, Zhao M, Mao J, Liu G, Zhang L, Feng Y, Liang SY. Investigation of the Flow Stress Model for Cr4Mo4V Bearing Steel under Ultrasonic Vibration Conditions. Metals. 2024; 14(2):143. https://doi.org/10.3390/met14020143
Chicago/Turabian StyleLuan, Zhenmeng, Man Zhao, Jian Mao, Gang Liu, Liqiang Zhang, Yixuan Feng, and Steven Y. Liang. 2024. "Investigation of the Flow Stress Model for Cr4Mo4V Bearing Steel under Ultrasonic Vibration Conditions" Metals 14, no. 2: 143. https://doi.org/10.3390/met14020143
APA StyleLuan, Z., Zhao, M., Mao, J., Liu, G., Zhang, L., Feng, Y., & Liang, S. Y. (2024). Investigation of the Flow Stress Model for Cr4Mo4V Bearing Steel under Ultrasonic Vibration Conditions. Metals, 14(2), 143. https://doi.org/10.3390/met14020143