
Investigating Technological Parameters and TiN-Coated Electrodes for Enhanced Efficiency in Ti-6Al-4V Micro-EDM Machining


 , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Design Methodology
3. Results and Discussion
3.1. Tool Wear Rate (TWR) Using a Titanium Nitride-Coated Microelectrode
3.1.1. Analysis of Variance for TWR
3.1.2. Influence of Parameters on TWR
3.1.3. Comparative Analysis
3.2. Overcut Using Titanium Nitride-Coated Microelectrode
3.2.1. Analysis of Variance for Overcut
3.2.2. Influence of Parameters on Overcut (OVC)
3.3. Z Coordinate Using Titanium Nitride-Coated Microelectrode
3.3.1. Analysis of Variance for Z Coordinate
3.3.2. Influence of Parameters on Z Coordinate (Z)
3.4. Analysis of Machined Surface Layers of Coated and Uncoated Electrodes
3.4.1. Surface Morphology and Microcracks
3.4.2. Analysis of the Machined Surface
4. Conclusions
- -
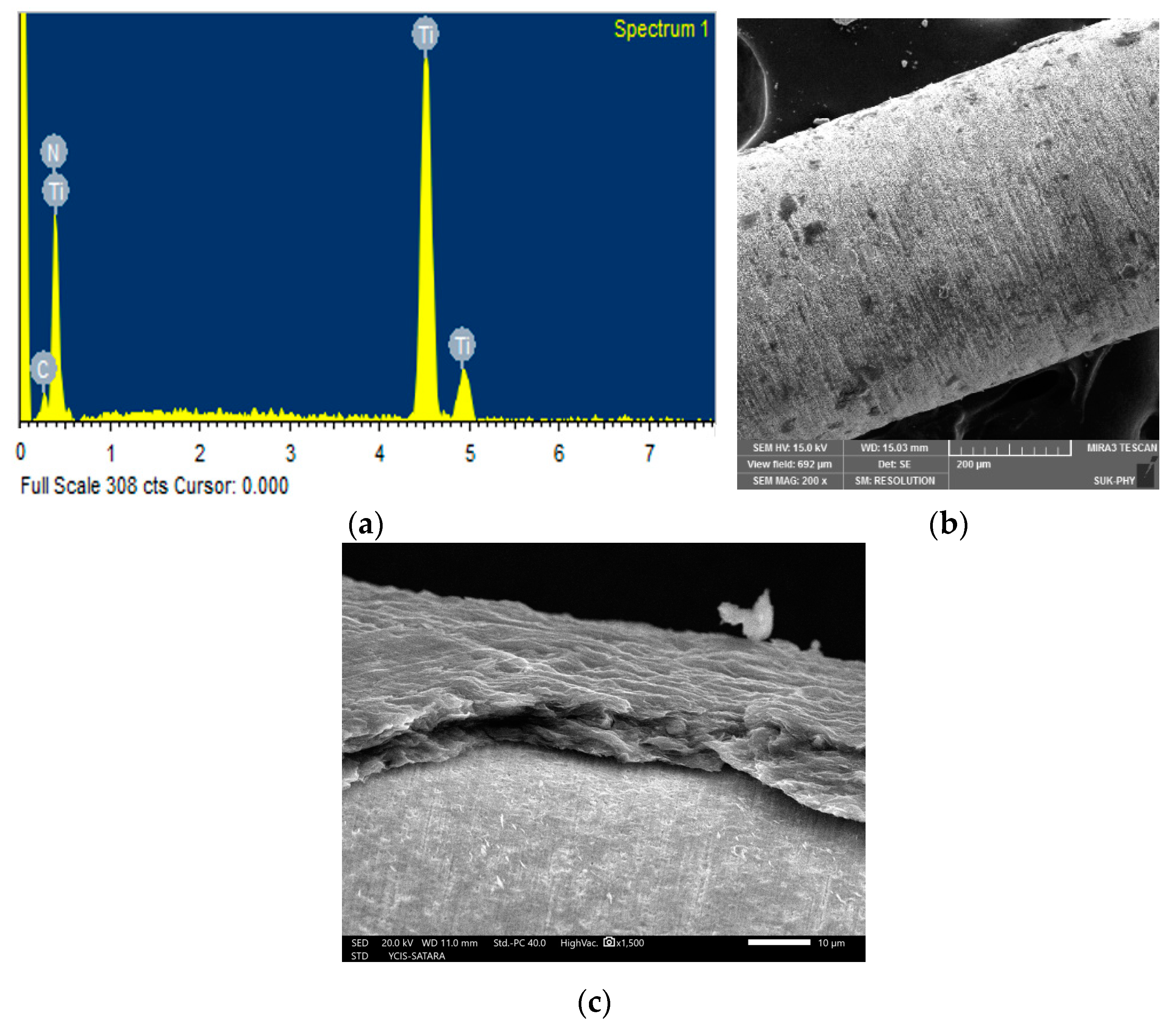
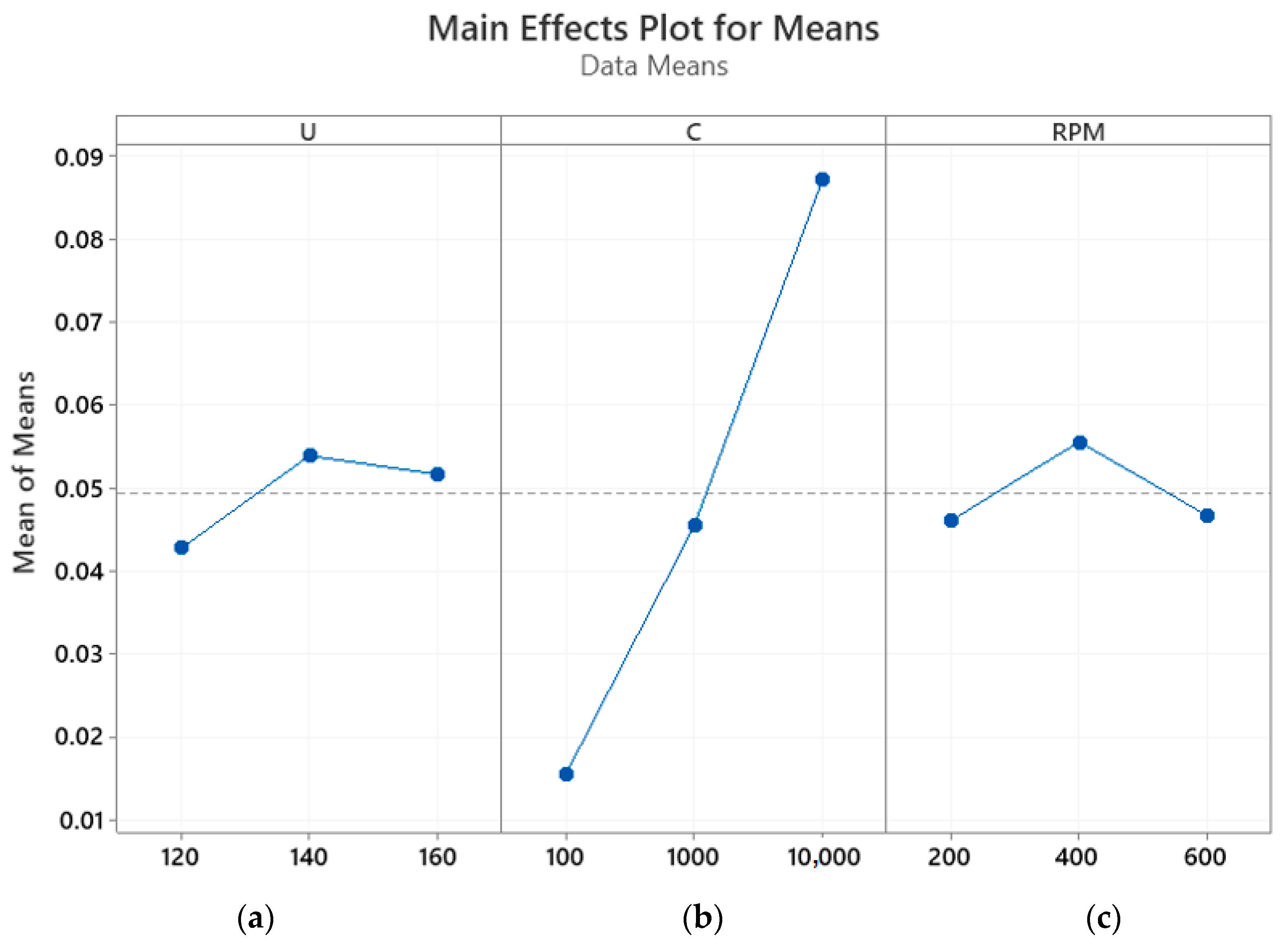
- Utilizing a TiN-coated microelectrode, this investigation focused on the TWR, revealing capacitance as the dominant factor with a substantial 94.83% influence, followed by voltage at 2.52% and RPM at 2.07%. The analysis underscored the dual phenomena governing tool wear characteristics—the erosion of electrode material and material deposition on the tool.
- -
- For OVC, capacitance and voltage played pivotal roles, showcasing statistically significant F-values. Capacitance demonstrated a remarkable 42.44% influence, while voltage exhibited a slightly higher impact at 48.55%. In contrast, RPM exerted non-significant effects on OVC. A main effects plot illustrated the intricate interplay of these parameters on OVC, emphasizing the significance of coating characteristics.
- -
- An ANOVA for the Z coordinate accentuated the critical role of capacitance, which emerged as the most significant parameter with an 85.95% contribution. Voltage and RPM were deemed nonsignificant. The main effects plot highlighted the positive correlation between the Z-axis position and technological parameters, elucidating an increase in electric spark energy with rising parameters.
- -
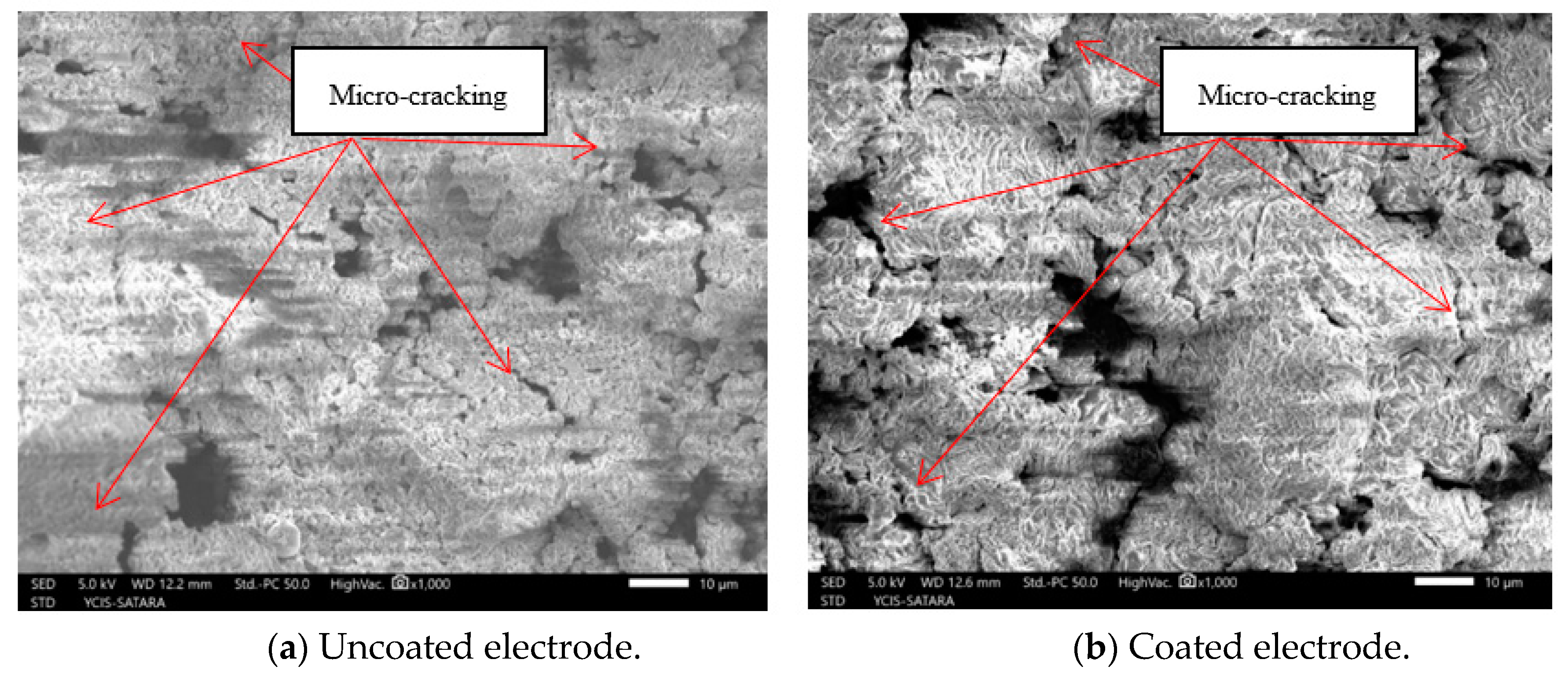
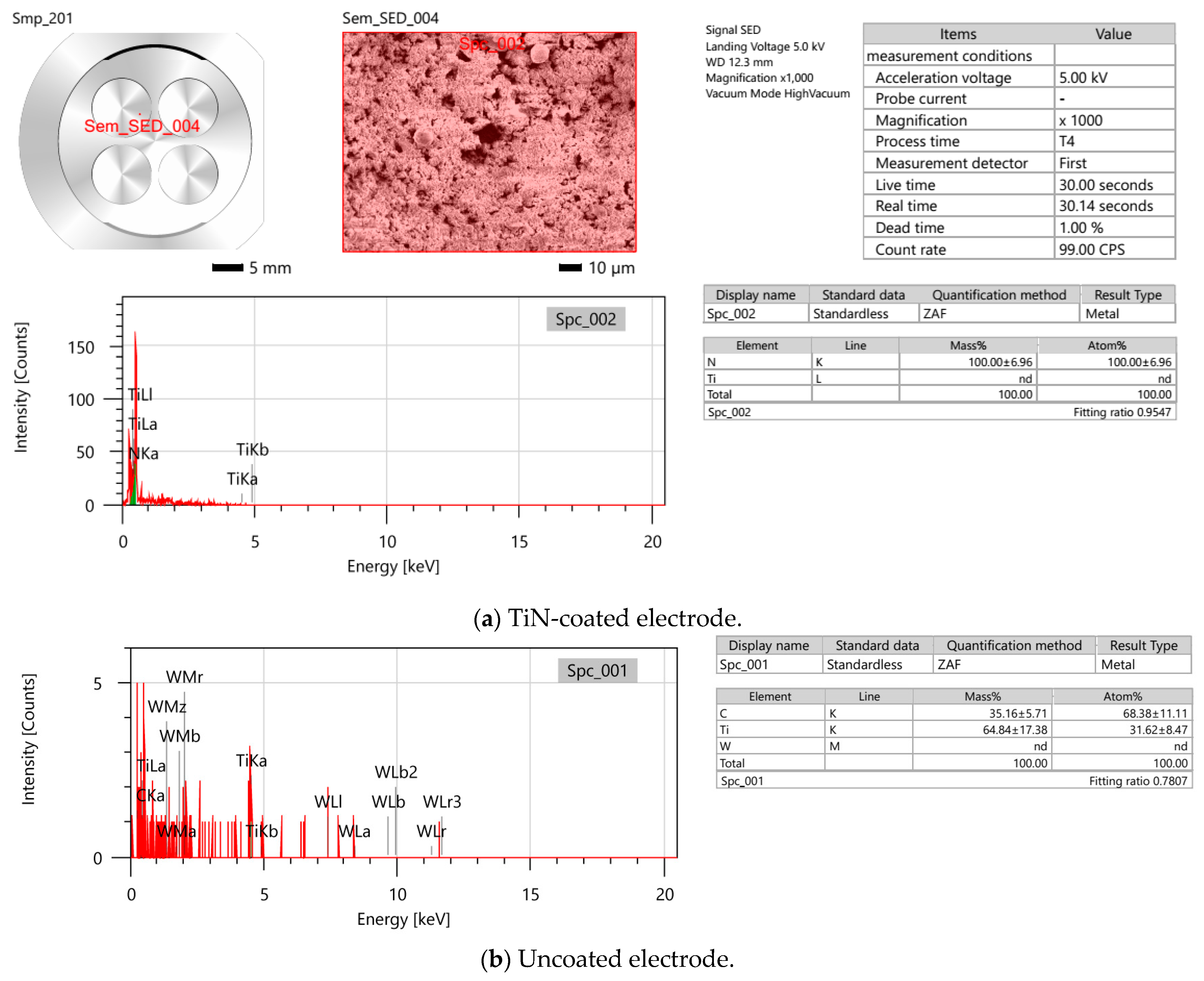
- A visual representation of the machined surface, both with coated and uncoated electrodes, revealed the presence of numerous microcracks and voids. These features were attributed to the transformative impact of electric sparks on the workpiece material. Notably, an EDX analysis shed light on the penetration of electrode materials into the machined surface layer, forming an alloy layer with altered properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mao, X.; Almeida, S.; Mo, J.; Ding, S. The state of the art of electrical discharge drilling: A review. Int. J. Adv. Manuf. Technol. 2022, 121, 2947–2969. [Google Scholar] [CrossRef]
- Naveen Anthuvan, R.; Krishnaraj, V. Effect of coated and treated electrodes on Micro-EDM characteristics of Ti-6Al-4V. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 517. [Google Scholar] [CrossRef]
- Voigt, O.; Peuker, U.A. Suitability of Eroded Particles from Die-Sink Electro Discharge Machining for Additive Manufactur-ing—Review, Characterization and Processing. Metals 2022, 12, 1447. [Google Scholar] [CrossRef]
- Ivanov, A.; Lahiri, A.; Baldzhiev, V.; Trych-Wildner, A. Suggested Research Trends in the Area of Micro-EDM—Study of Some Parameters Affecting Micro-EDM. Micromachines 2021, 12, 1184. [Google Scholar] [CrossRef]
- Esser, G.; Yan, J. Direct Observation of Discharge Phenomena in Vibration-Assisted Micro EDM of Array Structures. Micromachines 2022, 13, 1286. [Google Scholar] [CrossRef]
- Abbas, A.T.; Sharma, N.; Alsuhaibani, Z.A.; Sharma, V.S.; Soliman, M.S.; Sharma, R.C. Processing of Al/SiC/Gr Hybrid Composite on EDM by Different Electrode Materials Using RSM-COPRAS Approach. Metals 2023, 13, 1125. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, S.; Li, A.; Cao, Y.; Zhao, Y.; Ming, W. Parameters Optimization of Electrical Discharge Machining Process Using Swarm Intelligence: A Review. Metals 2023, 13, 839. [Google Scholar] [CrossRef]
- Phan, N.H.; Dong, P.V.; Mthuramalingam, T.; Thien, N.V.; Dung, H.T.; Hung, T.Q.; Duc, N.V.; Ly, N.T. Experimental Investigation of Uncoated Electrode and PVD AlCrNi Coating on Surface Roughness in Electrical Discharge Machining of Ti-6Al-4V. Int. J. Eng. Trans. A Basics 2021, 34, 928–934. [Google Scholar] [CrossRef]
- Ishfaq, K.; Sana, M.; Mahmood, M.A.; Anwar, S.; Waseem, M.U. Evalu-ating Surface Quality of Inconel 617 by Employing Deep Cryogenically Treated Electrodes in Surfactant-Added Dielectrics of Transformer Oil. Metals 2023, 13, 1092. [Google Scholar] [CrossRef]
- Van, D.P.; Shirguppikar, S.; Huu, P.N.; Thangaraj, M.; Phuong, T.L.T.; Trong, L.N.; Ganachari, V. Influence of graphene coating in electrical discharge machining with an aluminum electrode. J. Mech. Behav. Mater. 2023, 32, 20220287. [Google Scholar] [CrossRef]
- Nguyen, H.P.; Ngo, N.V.; Nguyen, C.T. Tam Nguyen, Study on Multi-objects Optimization in EDM with Nickel Coated Electrode using Taguchi-AHP-Topsis. Int. J. Eng. Trans. B Appl. 2022, 35, 276–282. [Google Scholar]
- Van, D.P.; Shirguppikar, S.; Huu, P.N.; Duc, M.N.; Tien, T.B.; Le Thi Phuong, T.; Trong, L.N. Multi-objects optimization in μ-EDM using AlCrN coated tungsten carbide electrode by Deng’s method. Manuf. Rev. 2022, 9, 19. [Google Scholar]
- Van, D.P.; Huu, P.N.; Muthuramalingam, T.; Shirguppikar, S.; Van, D.T.; Quoc, H.T. Influence of carbon coated WC electrode on drilling measures of Ti–6Al–4V alloy in µ-EDM process. Sādhanā 2023, 48, 108. [Google Scholar] [CrossRef]
- Prabhakar Reddy, P.; Akhilesh, K.; Manideep, G.; SaiKrishna, P. Performance Evaluation of Copper Coated Aluminum Electrodes in EDM Process. Int. J. Innov. Sci. Eng. Technol. 2020, 7, 443–451. [Google Scholar]
- Ablyaz, T.R.; Shlykov, E.S.; Kremlev, S.S. Copper-Coated Electrodes for Electrical Discharge Machining of 38X2H2MA Steel. Russ. Eng. Res. 2017, 37, 910–911. [Google Scholar] [CrossRef]
- Karunakaran, K.; Chandrasekaran, M. Investigation of Machine-ability of Inconel 800 in EDM with Coated Electrode. IOP Conf. Ser. Mater. Sci. Eng. 2017, 183, 012014. [Google Scholar] [CrossRef]
- Shirguppikar, S.S.; Patil, M.S. Experimental investigation on micro-electro discharge machining process using tungsten carbide and titanium nitride-coated micro-tool electrode for machining of Ti-6Al-4V. Adv. Mater. Process. Technol. 2022, 8, 187–204. [Google Scholar] [CrossRef]
- Mandal, P.; Mondal, S.C. Performance analysis of copper-based MWCNT composite coated 316L SS tool in electro discharge machining. Mach. Sci. Technol. 2021, 25, 422–437. [Google Scholar] [CrossRef]
- Hanizam, H.; Mohamad, N.; Azlan UA, A.; Qamaruddin, M. Process Optimization of EDM Cutting Process on Tool Steel using Zinc Coated Electrode. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2017; Volume 97, p. 01073. [Google Scholar]
- Chindaladdha, N.; Kaewdook, D. Performance of Electroplated Copper Coating on Graphite Electrode in EDM Process. TNI J. Eng. Technol. 2020, 8, 50–57. [Google Scholar]
- George, J.; Chandan, R.; Manu, R.; Mathew, J. Experimental investigation of silicon powder mixed EDM using graphene and CNT nano particle coated electrodes. Silicon 2021, 13, 3835–3851. [Google Scholar] [CrossRef]
- Nguyen, P.H.; Banh, T.L.; Mashood, K.A.; Tran, D.Q.; Pham, V.D.; Muthuramalingam, T.; Nguyen, V.D.; Nguyen, D.T. Application of TGRA-Based Optimisation for Machinability of High-Chromium Tool Steel in the EDM Process. Arab. J. Sci. Eng. 2020, 45, 5555–5562. [Google Scholar] [CrossRef]
- Baral, S.K.; Pallavi, P.; Utkarshaa, A. Effect of nichroloy coated electrode on machining performance of electrical discharge machining using Inconel 625. Mater. Today Proc. 2021, 45, 7894–7900. [Google Scholar] [CrossRef]
- Ablyaz, T.; Muratov, K.; Preetkanwal, S.B.; Sarabjeet, S.S. Experimental investigation of wear resistance of copper coated electrode-tool during electrical discharge machining. IOP Conf. Ser. Mater. Sci. Eng. 2019, 510, 012001. [Google Scholar] [CrossRef]
- Uhlmann, E.; Rosiwal, S.; Bayerlein, K.; Röhner, M. Influence of grain size on the wear behavior of CVD diamond coatings in micro-EDM. Int. J. Adv. Manuf. Technol. 2010, 47, 919–922. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, W.; Zhang, W.; Ma, F.; Yang, D.; Sha, Z.; Zhang, S. Experimental Study on Electrode Wear of Diamond-Nickel Coated Electrode in EDM Small Hole Machining. Adv. Mater. Sci. Eng. 2019, 2019, 7181237. [Google Scholar] [CrossRef]
- Prasanna, J.; Rajamanickam, S. Investigation of Die Sinking Electrical Discharge Machining of Ti-6Al-4V Using Copper and Al O -TiO Coated Copper Electrode. Middle-East J. Sci. Res. 2016, 24, 33–37. [Google Scholar]
- Maddu, J.; Karrolla, B.; Vuppala, S.; Shaik, R.U. Formation and Optimization of Electrical Discharge Coatings Using Conventional Electrodes. Energies 2021, 14, 5691. [Google Scholar] [CrossRef]
- Huu, P.N.; Muthuramalingam, T.; Van, D.P.; Shirguppikar, S.; Tien, D.H.; Van, T.N.; Trong, L.N. Multi-objects optimization in µ-EDM using AlCrNi-coated tungsten carbide electrode for Ti-6AL-4 V. Int. J. Adv. Manuf. Technol. 2022, 122, 2267–2276. [Google Scholar] [CrossRef]
- Nguyen, P.H.; Pham, D.V.; Shirguppikar, S.; Nguyen, T.N.; Nguyen, T.C.; Nguyen, L.T. Multi-objective optimization of micro EDM using TOPSIS method with Tungsten carbide electrode. Sādhanā 2022, 47, 133. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Weight (%) | Atomic (%) |
|---|---|---|
| C K | 5.25 | 11.53 |
| N K | 27.21 | 51.26 |
| Ti K | 67.54 | 37.21 |
| Total | 100.00 | |
| Expt. No. | Process Parameters | Response Variables | ||||
|---|---|---|---|---|---|---|
| Voltage (V) | Capacitance (F) | RPM | Z (mm) | TWR (mg/min) | Overcut (μm) | |
| 1 | 120 | 100 pF | 200 | 0.534 | 0.00834 | 60.2635 |
| 2 | 120 | 1000 pF | 400 | 1.2214 | 0.045 | 28.6535 |
| 3 | 120 | 10 nF | 600 | 1.9078 | 0.075 | 54.3135 |
| 4 | 140 | 100 pF | 400 | 0.762 | 0.0234 | 84.0535 |
| 5 | 140 | 1000 pF | 600 | 1.3956 | 0.05 | 33.8096 |
| 6 | 140 | 10 nF | 200 | 2.2538 | 0.0883 | 58.093 |
| 7 | 160 | 100 pF | 600 | 1.2933 | 0.015 | 95.2285 |
| 8 | 160 | 1000 pF | 200 | 1.2092 | 0.0416 | 62.2585 |
| 9 | 160 | 10 nF | 400 | 2.3833 | 0.0983 | 112.8685 |
| Source | DF | SS | MS | F Ratio | p Value | Contribution (%) | Ranking |
|---|---|---|---|---|---|---|---|
| Voltage (V(amp) | 2 | 0.000207 | 0.000104 | 4.49 | 0.182 | 2.52 | 2 |
| Capacitance (µs) | 2 | 0.007763 | 0.003881 | 168.21 | 0.006 | 94.83 | 1 |
| RPM | 2 | 0.000170 | 0.000085 | 3.67 | 0.214 | 2.07 | 3 |
| Error | 2 | 0.000046 | 0.000023 | - | - | 0.56 | - |
| Total | 8 | 0.008186 | - | - | |||
| S = 0.0048036 R-Sq = 99.44% R-Sq(adj) = 97.74% | |||||||
| Source | DF | SS | MS | F Ratio | p Value | Contribution (%) | Ranking |
|---|---|---|---|---|---|---|---|
| Voltage (V(amp) | 2 | 2878.3 | 1439.13 | 22.64 | 0.042 | 48.55 | 1 |
| Capacitance (µs) | 2 | 2516.2 | 1258.12 | 19.79 | 0.048 | 42.44 | 2 |
| RPM | 2 | 406.9 | 203.44 | 3.20 | 0.238 | 6.86 | 3 |
| Error | 2 | 127.1 | 63.56 | - | - | 2.14 | - |
| Total | 8 | 5928.5 | - | - | |||
| S = 7.97423 R-Sq = 97.86% R-Sq(adj) = 91.42% | |||||||
| Source | DF | SS | MS | F Ratio | p Value | Contribution (%) | Ranking |
|---|---|---|---|---|---|---|---|
| Voltage (V(amp) | 2 | 0.25329 | 0.12664 | 1.92 | 0.342 | 7.97 | 2 |
| Capacitance (µs) | 2 | 2.72978 | 1.36489 | 20.70 | 0.046 | 85.95 | 1 |
| RPM | 2 | 0.06102 | 0.03051 | 0.46 | 0.684 | 1.92 | 3 |
| Error | 2 | 0.13189 | 0.06595 | - | - | 4.15 | - |
| Total | 8 | 3.17599 | - | - | |||
| S = 0.256802 R-Sq = 95.85% R-Sq(adj) = 83.39% | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pham, H.-V.; Nguyen, H.-P.; Shailesh, S.; Nguyen, D.-T.; Bui, N.-T. Investigating Technological Parameters and TiN-Coated Electrodes for Enhanced Efficiency in Ti-6Al-4V Micro-EDM Machining. Metals 2024, 14, 162. https://doi.org/10.3390/met14020162
Pham H-V, Nguyen H-P, Shailesh S, Nguyen D-T, Bui N-T. Investigating Technological Parameters and TiN-Coated Electrodes for Enhanced Efficiency in Ti-6Al-4V Micro-EDM Machining. Metals. 2024; 14(2):162. https://doi.org/10.3390/met14020162
Chicago/Turabian StylePham, Hoang-Vuong, Huu-Phan Nguyen, Shirguppikar Shailesh, Duc-Toan Nguyen, and Ngoc-Tam Bui. 2024. "Investigating Technological Parameters and TiN-Coated Electrodes for Enhanced Efficiency in Ti-6Al-4V Micro-EDM Machining" Metals 14, no. 2: 162. https://doi.org/10.3390/met14020162
APA StylePham, H.-V., Nguyen, H.-P., Shailesh, S., Nguyen, D.-T., & Bui, N.-T. (2024). Investigating Technological Parameters and TiN-Coated Electrodes for Enhanced Efficiency in Ti-6Al-4V Micro-EDM Machining. Metals, 14(2), 162. https://doi.org/10.3390/met14020162