

Effect of a Gradient Temperature Rolling Process on the Microstructure and Mechanical Properties of the Center of Ultra-Heavy Plates


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
4.1. Research on Strength
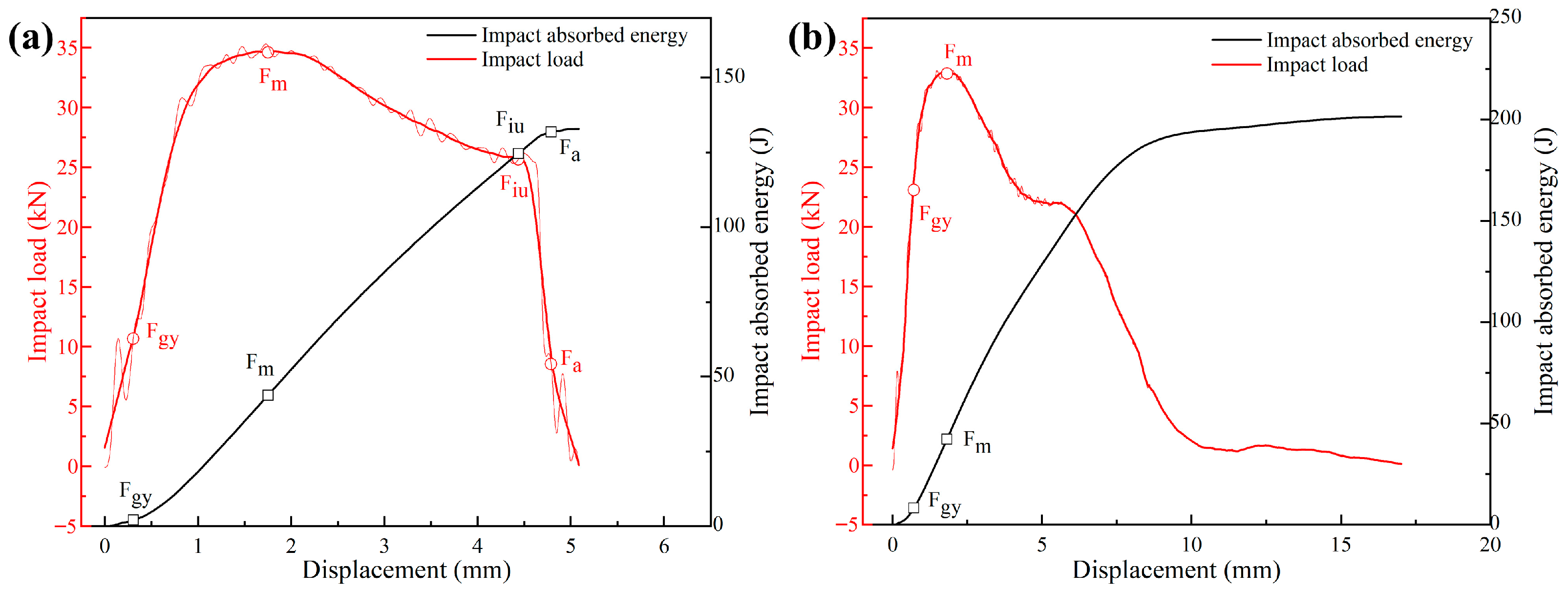
4.2. Research on Toughness
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhou, T.; Yu, H.; Wang, S. Effect of microstructural types on toughness and microstructural optimization of ultra-heavy steel plate: EBSD analysis and microscopic fracture mechanism. Mater. Sci. Eng. A 2016, 658, 150–158. [Google Scholar] [CrossRef]
- Liu, D.; Cheng, B.; Chen, Y. Strengthening and Toughening of a Heavy Plate Steel for Shipbuilding with Yield Strength of Approximately 690 MPa. Metall. Mater. Trans. A 2012, 44, 440–455. [Google Scholar] [CrossRef]
- Zhou, T.; Yu, H.; Wang, S. Microstructural Characterization and Mechanical Properties across Thickness of Ultra-Heavy Steel Plate. Steel Res. Int. 2017, 88, 1700132. [Google Scholar] [CrossRef]
- Xie, B.-S.; Cai, Q.-W.; Yun, Y.; Li, G.-S.; Ning, Z. Development of high strength ultra-heavy plate processed with gradient temperature rolling, intercritical quenching and tempering. Mater. Sci. Eng. A 2017, 680, 454–468. [Google Scholar] [CrossRef]
- Guo, K.; Pan, T.; Zhang, N.; Meng, L.; Luo, X.; Chai, F. Effect of Microstructural Evolution on the Mechanical Properties of Ni-Cr-Mo Ultra-Heavy Steel Plate. Materials 2023, 16, 1607. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Ye, Q.; Tian, Y.; Fu, T.; Wang, Z. Superior Through-Thickness Homogeneity of Microstructure and Mechanical Properties of Ultraheavy Steel Plate by Advanced Casting and Quenching Technologies. Steel Res. Int. 2021, 92, 2000698. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, X.; Du, Y.; Jiang, H.; Pang, H.; Rong, L. Cross-section effect of Ni-Cr-Mo-B ultra-heavy steel plate for offshore platform. Acta Met. Sin. 2020, 56, 1227–1238. [Google Scholar]
- Wei, Y.; Gaosheng, L.; Qingwu, C. Effect of a novel gradient temperature rolling process on deformation, microstructure and mechanical properties of ultra-heavy plate. J. Mater. Process. Technol. 2015, 217, 317–326. [Google Scholar] [CrossRef]
- Tao, P.; Yu, H.; Fan, Y.; Fu, Y. Effects of cooling method after intercritical heat treatment on microstructural characteristics and mechanical properties of as-cast high-strength low-alloy steel. Mater. Des. (1980–2015) 2014, 54, 914–923. [Google Scholar] [CrossRef]
- Tsuyama, S. Thick Plate Technology for the Last 100 Years: A World Leader in Thermo Mechanical Control Process. ISIJ Int. 2015, 55, 67–78. [Google Scholar] [CrossRef]
- Nishioka, K.; Ichikawa, K. Progress in thermomechanical control of steel plates and their commercialization. Sci. Technol. Adv. Mater. 2012, 13, 023001. [Google Scholar] [CrossRef] [PubMed]
- Omata, K.; Yoshimura, H.; Yamamoto, S. Leading high performance steel plates with advanced manufacturing technologies. NKK Technol. Rev. 2003, 88, 8. [Google Scholar]
- Gaosheng, L.; Wei, Y.; Qingwu, C. Investigation of the Evolution of Central Defects in Ultra-Heavy Plate Rolled Using Gradient Temperature Process. Metall. Mater. Trans. B 2015, 46, 831–840. [Google Scholar] [CrossRef]
- Kang, J.; Wang, C.; Wang, G.D. Microstructural characteristics and impact fracture behavior of a high-strength low-alloy steel treated by intercritical heat treatment. Mater. Sci. Eng. A 2012, 553, 96–104. [Google Scholar] [CrossRef]
- Li, X.; Lu, G.; Wang, Q.; Zhao, J.; Xie, Z.; Misra RD, K.; Shang, C. The Effects of Prior Austenite Grain Refinement on Strength and Toughness of High-Strength Low-Alloy Steel. Metals 2021, 12, 28. [Google Scholar] [CrossRef]
- Li, X.C.; Zhao, J.X.; Cong, J.H.; Misra RD, K.; Wang, X.M.; Wang, X.L.; Shang, C.J. Machine learning guided automatic recognition of crystal boundaries in bainitic/martensitic alloy and relationship between boundary types and ductile-to-brittle transition behavior. J. Mater. Sci. Technol. 2021, 84, 49–58. [Google Scholar] [CrossRef]
- Cong, J.; Li, J.; Fan, J.; Misra, R.D.K.; Xu, X.; Wang, X. Effect of austenitic state before ferrite transformation on the mechanical behavior at an elevated temperature for seismic-resistant and fire-resistant constructional steel. J. Mater. Res. Technol. 2021, 13, 1220–1229. [Google Scholar] [CrossRef]
- Han, P.; Liu, Z.P.; Li, Q.; Xie, Z.J.; Wang, X.L.; Misra, R.D.K.; Shang, C.J. A phenomenological understanding of the novel design of hierarchical structure for 1 GPa ultrahigh strength and high toughness combination low alloy steel. Mater. Sci. Eng. A 2023, 881, 145387. [Google Scholar] [CrossRef]
- Xie, Z.J.; Han, P.; Liu, Z.P.; Wang, X.L.; Shang, C.J. Influence of initial microstructure on reaustenitization behavior in low alloy steel by in-situ high-temperature EBSD characterization. Mater. Lett. 2023, 350, 134876. [Google Scholar] [CrossRef]
- Han, P.; Liu, Z.; Xie, Z.; Wang, H.; Jin, Y.; Wang, X.; Shang, C. Influence of band microstructure on carbide precipitation behavior and toughness of 1 GPa-grade ultra-heavy gauge low-alloy steel. Int. J. Miner. Metall. Mater. 2023, 30, 1329–1337. [Google Scholar] [CrossRef]
- Furuhara, T.; Kikumoto, K.; Saito, H.; Sekine, T.; Ogawa, T.; Morito, S.; Maki, T. Phase Transformation from Fine-grained Austenite. Isij Int. 2008, 48, 1038–1045. [Google Scholar] [CrossRef]
- Kubin, L.P.; Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: A few critical issues. Scr. Mater. 2003, 48, 119–125. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Cong, J.; Li, J.; Fan, J.; Liu, P.; Misra, R.D.K.; Shang, C.; Wang, X. The Impact of Interphase Precipitation on the Mechanical Behavior of Fire-Resistant Steels at an Elevated Temperature. Materials 2020, 13, 4294. [Google Scholar] [CrossRef] [PubMed]
- Gladman, T. The Physical Metallurgy of Microalloyed Steels; The Institute of Materials: London, UK, 1997. [Google Scholar]
- Sun, X.; Choi, K.S.; Soulami, A.; Liu, W.N.; Khaleel, M.A. On key factors influencing ductile fractures of dual phase (DP) steels. Mater. Sci. Eng. A 2009, 526, 140–149. [Google Scholar] [CrossRef]
- Du, C.; Hoefnagels, J.P.M.; Vaes, R.; Geers, M.G.D. Block and sub-block boundary strengthening in lath martensite. Scr. Mater. 2016, 116, 117–121. [Google Scholar] [CrossRef]
- Wang, J.; Hong, H.; Huang, A.; Yang, X.; Qian, R.; Shang, C. New insight into the relationship between grain boundaries and hardness in bainitic/martensitic steels from the crystallographic perspective. Mater. Lett. 2022, 308, 131105. [Google Scholar] [CrossRef]
- Weaver, J.S.; Nan, L.; Mara, N.A.; Jones, D.R.; Hansohl, C.; Bronkhorst, C.A.; Fensin, S.J.; Gray, G.T. Slip transmission of high angle grain boundaries in body-centered cubic metals: Micropillar compression of pure Ta single and bi-crystals. Acta Mater. 2018, 156, 356–368. [Google Scholar] [CrossRef]
- Wang, J.; Qian, R.; Huang, S.; Shang, C. Effect of Double-Quenching on the Hardness and Toughness of a Wear-Resistant Steel. Metals 2022, 13, 61. [Google Scholar] [CrossRef]
- Wang, Z.; Guo, Z.; Shang, C.; Chen, B.; Hui, Y. Characterization of the Stretch Flangeabitity of High-Strength Bainitic Steel: The Significance of Variant Pairs. Materials 2022, 15, 276. [Google Scholar] [CrossRef]
- Zhao, J.; Li, X.; Wang, X.; Liu, S.; Wang, X.; Shang, C. Distribution feature of specific misorientation angle in a bainitic steel. Mater. Charact. 2021, 172, 110874. [Google Scholar] [CrossRef]
- Chaouadi, R.; Fabry, A. On the utilization of the instrumented Charpy impact test for characterizing the flow and fracture behavior of reactor pressure vessel steels. In European Structural Integrity Society; Elsevier: Amsterdam, The Netherlands, 2002; Volume 30, pp. 103–117. [Google Scholar]
- ISO 14556:2015; Metallic Materials—Charpy V-Notch Pendulum Impact Test—Instrumented Test Method. ES-AENOR: Madrid, Spain, 2016; Volume UNE-EN ISO 14556-2016.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Cu | Mo | V | P | S |
|---|---|---|---|---|---|---|---|---|---|
| 0.069 | 0.34 | 0.59 | 0.64 | 4.79 | 0.024 | 0.5 | 0.065 | 0.0053 | 0.0004 |
| Number | YS 1 (MPa) | TS 2 (MPa) | Yield Ratio | El 3 (%) | −80 °C CVN 4 (J) |
|---|---|---|---|---|---|
| UTR-1/2 | 769.5 | 1083.5 | 0.71 | 15.6 | 168.8 |
| GTR-1/2 | 791.5 | 1120.5 | 0.71 | 17.7 | 240.0 |
| Number | Dislocation Density (ρ)/m−2 | ∆σDis/MPa |
|---|---|---|
| UTR-1/2 | 1.42 × 1014 | 283.9 |
| GTR-1/2 | 1.51 × 1014 | 292.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cong, J.; Zhao, J.; Wang, X.; Wu, Z. Effect of a Gradient Temperature Rolling Process on the Microstructure and Mechanical Properties of the Center of Ultra-Heavy Plates. Metals 2024, 14, 199. https://doi.org/10.3390/met14020199
Cong J, Zhao J, Wang X, Wu Z. Effect of a Gradient Temperature Rolling Process on the Microstructure and Mechanical Properties of the Center of Ultra-Heavy Plates. Metals. 2024; 14(2):199. https://doi.org/10.3390/met14020199
Chicago/Turabian StyleCong, Jinghua, Jingxiao Zhao, Xuemin Wang, and Zhongwen Wu. 2024. "Effect of a Gradient Temperature Rolling Process on the Microstructure and Mechanical Properties of the Center of Ultra-Heavy Plates" Metals 14, no. 2: 199. https://doi.org/10.3390/met14020199
APA StyleCong, J., Zhao, J., Wang, X., & Wu, Z. (2024). Effect of a Gradient Temperature Rolling Process on the Microstructure and Mechanical Properties of the Center of Ultra-Heavy Plates. Metals, 14(2), 199. https://doi.org/10.3390/met14020199