


Laser Remelting of Ductile Cast Iron to Achieve a Graphite-Free Surface Layer for Enabling a Manual High-Gloss Finish

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Laser Remelting Process and Machine
2.3. Analysis
3. Results
3.1. Comparison of the Graphite Microstructures
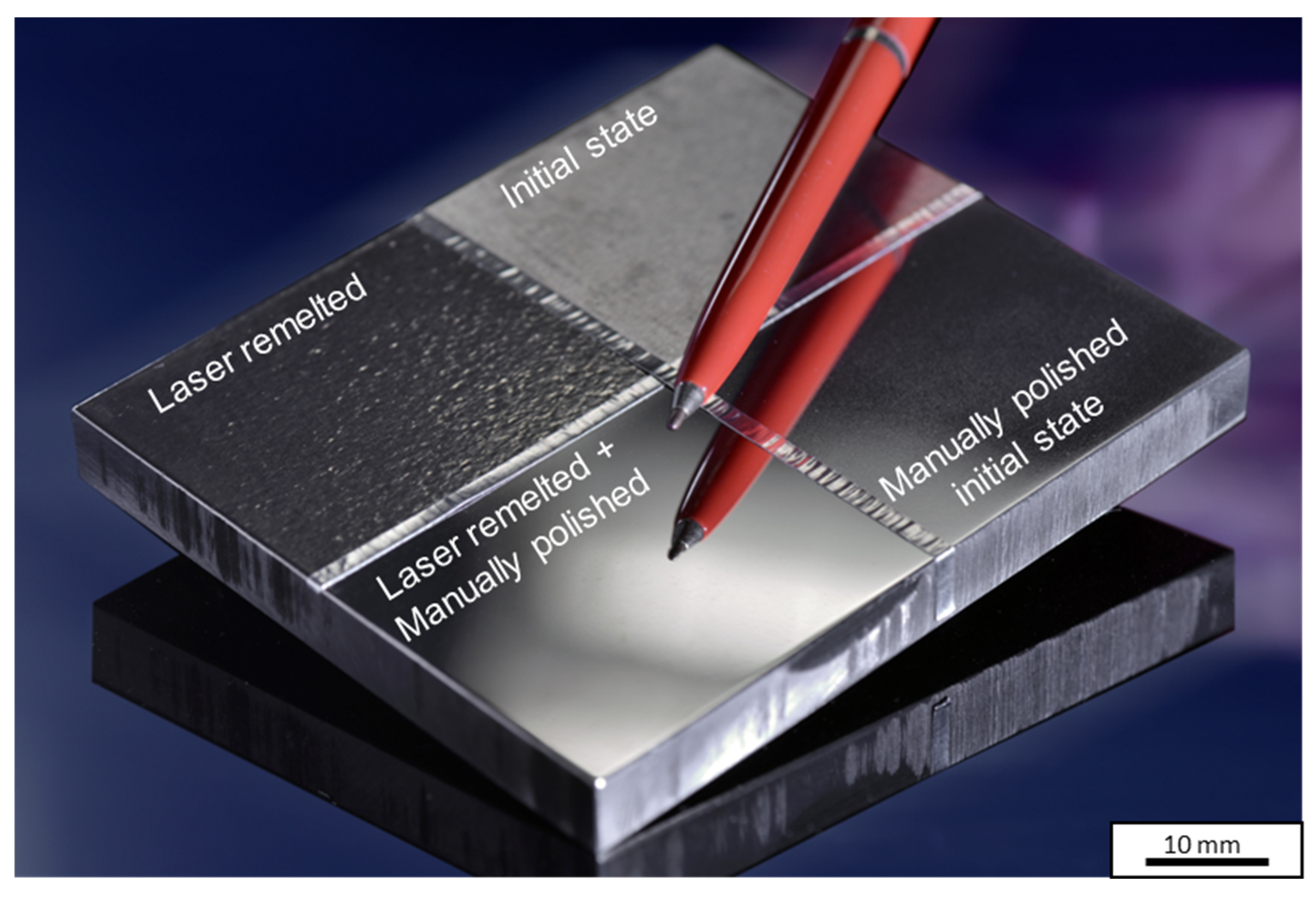
3.2. Demonstration
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bissacco, G.; Hansen, H.N.; de Chiffre, L. Micromilling of hardened tool steel for mould making applications. J. Mater. Process. Technol. 2005, 167, 207–210. [Google Scholar] [CrossRef]
- Griffiths, C.A.; Dimov, S.S.; Brousseau, E.B.; Hoyle, R.T. The effects of tool surface quality in micro-injection moulding. J. Mater. Process. Technol. 2007, 189, 418–427. [Google Scholar] [CrossRef]
- Kluck, S.; Hambitzer, L.; Luitz, M.; Mader, M.; Sanjaya, M.; Balster, A.; Milich, M.; Greiner, C.; Kotz-Helmer, F.; Rapp, B.E. Replicative manufacturing of metal moulds for low surface roughness polymer replication. Nat. Commun. 2022, 13, 5048. [Google Scholar] [CrossRef] [PubMed]
- Fallböhmer, P.; RodrõÂguez, C.A.; Ozel, T.; Altan, T. High-speed machining of cast iron and alloy steels for die and mold manufacturing. J. Mater. Process. Technol. 2000, 98, 104–115. [Google Scholar] [CrossRef]
- Catalán, N.; Ramos-Moore, E.; Boccardo, A.; Celentano, D. Surface Laser Treatment of Cast Irons: A Review. Metals 2022, 12, 562. [Google Scholar] [CrossRef]
- Yakut, R.; Ortakaya, R. Investigation of the Effect of Additional Zirconium Diboride (ZrB2) in Spherical Graphite Cast Iron on Mechanical Properties. Coatings 2023, 13, 1385. [Google Scholar] [CrossRef]
- Lagarinhos, J.N.; Santos, S.; Miranda, G.; Afonso, D.; Torcato, R.; Santos, C.; Oliveira, J.M. The influence of surface finishing on laser heat treatments of a tool steel. Procedia CIRP 2022, 108, 839–844. [Google Scholar] [CrossRef]
- Sun, F.; Li, Y.; Tan, W.; Pang, M. Effect of laser scanning speed on the thermal-mechanical coupling field of laser remelting of valve seat. Int. J. Light. Electron. Opt. 2021, 225, 165776. [Google Scholar] [CrossRef]
- Feldshtein, E.; Devojno, O.; Wojciechowski, S.; Kardapolava, M.; Kasiakova, I. On the Microstructure, Microhardnessand Wear Behavior of Gray Cast Iron Surface Layer after Laser Strengthening. Materials 2022, 15, 75. [Google Scholar] [CrossRef]
- Küçük, Y.; Altaş, E.; Topcu, M.E. A comparative analysis of the effect of laser surface treatment on the dry sliding wear behavior of ductile cast irons with different microstructures. Optik 2023, 274, 170540. [Google Scholar] [CrossRef]
- Song, J.; Zheng, B.; Tang, Y.; Li, Z.; Lei, J. Surface Residual Stress and Friction Wear Behavior of Vermicular Graphite Cast Iron after Laser Remelting. J. Mater. Eng. Perform. 2024, 1–13. [Google Scholar] [CrossRef]
- Li, Y.; Liu, X.; Dong, S.; Ren, X.; Yan, S.; Xu, B. Influence of laser power on interface characteristics and cracking behavior during laser remanufacturing of nodular cast iron. Eng. Fail. Anal. 2021, 122, 105226. [Google Scholar] [CrossRef]
- Paczkowska, M. The Comparison of the Effects of Nodular Cast Iron Laser Alloying with Selected Substances. Materials 2022, 15, 7561. [Google Scholar] [CrossRef] [PubMed]
- Nüsser, C.; Kumstel, J.; Kiedrowski, T.; Diatlov, A.; Willenborg, E. Process- and Material-Induced Surface Structures During Laser Polishing. Adv. Eng. Mater. 2015, 17, 268–277. [Google Scholar] [CrossRef]
- Ermergen, T.; Taylan, F. Review on Surface Quality Improvement of Additively Manufactured Metals by Laser Polishing. Arab. J. Sci. Eng. 2021, 46, 7125–7141. [Google Scholar] [CrossRef]
- Bordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Veniali, F. Laser polishing: A review of a constantly growing technology in the surface finishing of components made by additive manufacturing. Int. J. Adv. Manuf. Technol. 2022, 120, 1433–1472. [Google Scholar] [CrossRef]
- Kiedrowski, T.; Wissenbach, K. Laser Beam Polishing of Cast Iron—Annual Report 2004; Fraunhofer ILT: Aachen, Germany, 2004; p. 78. [Google Scholar]
- Ukar, E.; Lamikiz, A.; Liébana, F.; Martinez, S.; Tabernero, I. An industrial approach of laser polishing with different laser sources. Mater. Sci. Eng. Technol. 2015, 46, 661–667. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; Martinez, S.; Tabernero, I. Polishing of Ductile Cast Iron with Scan-Head Guided Fiber Laser. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Germany, 2014; pp. 151–156. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; Martínez, S.; Estalayo, F.; Tabernero, I. Laser Polishing of GGG70L Cast Iron with 2D Scan-head. Procedia Eng. 2013, 63, 53–59. [Google Scholar] [CrossRef][Green Version]
- DIN EN 1563:2019-04; Founding—Spheroidal Graphite Cast Irons. Deutsches Institut für Normung: Berlin, Germany, 2019.
- Benyounis, K.Y.; Fakron, O.; Abboud, J.H.; Olabi, A.G.; Hashmi, M. Surface melting of nodular cast iron by Nd-YAG laser and TIG. J. Mater. Process. Technol. 2005, 170, 127–132. [Google Scholar] [CrossRef]
- Pagano, N.; Angelini, V.; Ceschini, L.; Campana, G. Laser Remelting for Enhancing Tribological Performances of a Ductile Iron. Procedia CIRP 2016, 41, 987–991. [Google Scholar] [CrossRef]
- Friess, J.; Sonntag, U.; Steller, I.; Bührig-Polaczek, A. From Individual Graphite Assignment to an Improved Digital Image Analysis of Ductile Iron. Inter. J. Met. 2020, 14, 1090–1104. [Google Scholar] [CrossRef]
- Franzen, D.; Pustal, B.; Bührig-Polaczek, A. Influence of Graphite-Phase Parameters on the Mechanical Properties of High-Silicon Ductile Iron. Inter. J. Met. 2023, 17, 4–21. [Google Scholar] [CrossRef]
- Guo, X.; Stefanescu, D.M.; Chuzhoy, L.; Pershing, M.A.; Biltgen, G.L. A Mechanical Properties Model for Ductile Iron. AFS Trans. 1997, 105, 47–54. [Google Scholar]
- Willenborg, E.; Wissenbach, K.; Poprawe, R. Polishing by laser radiation. In Proceedings of the Second International WLT-Conference Lasers in Manufacturing, Munich, Germany, 24–26 June 2003; pp. 297–300. [Google Scholar]
- ISO 4288; Geometrical Product Specifications (GPS) Surface Texture: Profile Method. ISO: Geneva, Switzerland, 2017.
- ISO 25178; Geometrical Product Specifications (GPS) Surface Texture: Areal. ISO: Geneva, Switzerland, 2017.
- Kiedrowski, T. Oberflächenstrukturbildung beim Laserpolieren von Stahlwerkstoffen. Ph.D Thesis, RWTH Aachen, Aachen, Germany, 2009. [Google Scholar]
- Dhokey, N.B.; Maske, S.S.; Ghosh, P. Effect of tempering and cryogenic treatment on wear and mechanical properties of hot work tool steel (H13). Mater. Today Proc. 2021, 43, 3006–3013. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | Cr | Mo | Mg | S | Fe |
| wt% | 3.55 | 2.84 | 0.11 | 0.02 | 0.05 | <0.01 | 0.05 | <0.0005 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kreinest, L.; Schüssler, J.; Özaydin, O.; Kochuthundil Subhash, S.; Willenborg, E.; Bührig-Polaczek, A. Laser Remelting of Ductile Cast Iron to Achieve a Graphite-Free Surface Layer for Enabling a Manual High-Gloss Finish. Metals 2024, 14, 347. https://doi.org/10.3390/met14030347
Kreinest L, Schüssler J, Özaydin O, Kochuthundil Subhash S, Willenborg E, Bührig-Polaczek A. Laser Remelting of Ductile Cast Iron to Achieve a Graphite-Free Surface Layer for Enabling a Manual High-Gloss Finish. Metals. 2024; 14(3):347. https://doi.org/10.3390/met14030347
Chicago/Turabian StyleKreinest, Laura, Johannes Schüssler, Onur Özaydin, Sujith Kochuthundil Subhash, Edgar Willenborg, and Andreas Bührig-Polaczek. 2024. "Laser Remelting of Ductile Cast Iron to Achieve a Graphite-Free Surface Layer for Enabling a Manual High-Gloss Finish" Metals 14, no. 3: 347. https://doi.org/10.3390/met14030347
APA StyleKreinest, L., Schüssler, J., Özaydin, O., Kochuthundil Subhash, S., Willenborg, E., & Bührig-Polaczek, A. (2024). Laser Remelting of Ductile Cast Iron to Achieve a Graphite-Free Surface Layer for Enabling a Manual High-Gloss Finish. Metals, 14(3), 347. https://doi.org/10.3390/met14030347