1. Introduction
With the continuous improvement in wire rod users’ requirements for product performance, molten salt heat treatment has started to be used as a new type of quenching technology [
1]. Lead bath cooling was a commonly used sorbitization treatment method in the early days. However, lead baths are toxic and affect the health of workers. They also have the disadvantages of high cost and serious pollution. Therefore, at present, most sorbitization treatments in steel plants use molten salts. Molten salt has excellent thermal stability and chemical stability. As a non-flammable substance, salt baths eliminate fire hazards during heat treatment [
2]. Molten salt has good thermal conductivity, which can cool wire to the phase transformation temperature in a short time after entering the salt bath [
3]. It can also quickly conduct away phase transformation latent heat, and is environmentally friendly [
4]. Compared with molten lead, the molten salt heat-treating process meets the production requirements of various steel wires, and has the advantages of saving time, conserving energy, and reducing lead dust and lead smoke pollution, which affect human health and the environment [
5]. As long as the appropriate quenching medium and quenching process are selected, steel wire products that meet the requirements of the production process can be produced on the basis of reducing waste gas pollutants [
6].
Austenite can form multiple products after cooling, as detailed in
Table 1. Pearlite is a mixture of ferrite and cementite, formed by the transformation of supercooled austenite at temperatures from A
1 to 550 °C. Depending on the different interlamellar spacings, pearlite can be classified into pearlite, sorbite, and troosite.
Pearlite is formed by supercooled austenite at A1–650 °C, and it has relatively coarse lamellae. Parallel wide-strip ferrite and fine-strip cementite can be distinguished by magnifying more than 400 times under a metallurgical microscope, and the interlamellar spacing is larger than 200 nm;
Sorbite is formed by supercooled austenite at 650–600 °C. Using a metallurgical microscope to magnify 500 times, you can only see a black line on the cementite. Only a 1000 times magnification can distinguish the lamellae, and the interlamellar spacing is about 80~200 nm;
Troosite is formed by supercooled austenite at 600–550 °C. Using a metallurgical microscope to magnify 500 times, only a black pellet structure can be seen. The lamellae can only be distinguished by magnifying 10,000 times with an electron microscope, and the interlamellar spacing is less than 80 nm.
Sorbite is transformed by supercooled austenite between 600 and 650 °C [
7,
8]. It is a kind of structure with the best comprehensive mechanical performance (excellent tensile strength and impact toughness) in iron and steel structures. Sorbite has fine interlamellar spacing, closely related to the eutectoid transformation temperature. The refinement of interlamellar spacing enhances tensile strength and plastic deformation ability, making it well suited for steel cables for bridge construction [
9]. During the cooling process of transformation, it is crucial to rapidly cool the supercooled austenite to prevent the formation of coarse pearlite. In the meantime, it is important to minimize the reheating temperature during the phase transformation process to achieve sorbite with consistent interlamellar spacing. Furthermore, salt bath heat treatment can also reduce steel deformation, residual stress, and cracking.
Bainite is formed by supercooled austenite at M
s–550 °C, which can be divided into two types: upper bainite and lower bainite, according to the range of formation temperatures. In the range of 550 to 350 °C, the upper bainite structure is obtained, which is feather-shaped. The hardness of bainite is 40–50 HRC, its strength is low, and its plasticity and toughness are poor. In the range of 350 °C to M
s, the lower bainite structure is obtained, which is acicular, and its mechanical properties are better than that of upper bainite. The wire studied in this article is used for bridge cables, so it is necessary to obtain sorbite as much as possible. Salt bath heat treatment is suggested to increase the strength and toughness of the wires.
At present, the research on salt heat treatment mainly uses experimental methods to statically measure various mechanical properties and the microstructure of wire rod, or uses inverse heat transfer technology to simulate the heat-treating process [
10]. There are few studies on simulating the whole dynamical process of wires in a salt bath. In order to predict the latent heat of phase transformation, the Johnson–Mehl–Avrami–Kolmorgorov (JMAK) equation has been used to track the process of phase transformation since the 1930s [
11,
12], which is shown in Equation (1), where b and n can be fitted from the TTT (Time–Temperature-Transformation) curve. Some scholars have developed numerical models of phase transformation based on the additivity rule of the TTT curve [
13]. Mark Lusk and Herng-JengJou [
14] studied the scope of application of the additivity rule in detail from the mathematical aspect, and proved that not all reactions follow this rule. Only the rate-independent reaction, that is, when n in the JMAK equation is constant, is the additivity rule applicable. Prakash K.Agarwal et al. [
15] developed a numerical model to predict the transformation from austenite to pearlite and compared it with actual industrial data. The model is used to predict the effects of diameter, initial temperature, HTC, and quenching temperature on the temperature field and austenite transformation rate. Tamura et al. [
16,
17] developed a model to predict the phase transformation of steel, and the JMAK equation is still used to characterize transformation from austenite to pearlite or bainite. They believe that the incubation period should also be included in the equation. However, a study by E.B.Hawbolt et al. [
18] shows that only the phase transformation process follows the JMAK equation, and isothermal kinetic parameters should be calculated from the initial time of the phase transformation. In addition, they also compared predicted and experimental phase transformation curves. K.M.Pranesh Rao et al. [
19,
20,
21] calculated the instantaneous heat flux of the quenching interface by using the temperature data obtained from the quenching experiments of samples with different salt temperatures and different molten salts. By comparing this with the oil quenching process, it is found that only nucleate boiling heat transfer and convective heat transfer occur in the salt bath heat-treating process.
At present, the demand for the performance of sorbite wire used in bridge cables is getting higher and higher. The core control point of ultra-high strength steel wire is to control the structure to obtain fine pearlite (sorbite). In the process of heat treatment for steel, the selection of the cooling process, and determination of the cooling medium and cooling process conditions are important. The purpose of this study is to determine the appropriate isothermal quenching process for the wires through experimental and simulation research methods, and put forward some improvement suggestions to improve the sorbite transformation rate to ensure that the quality of the wire meets the standard.
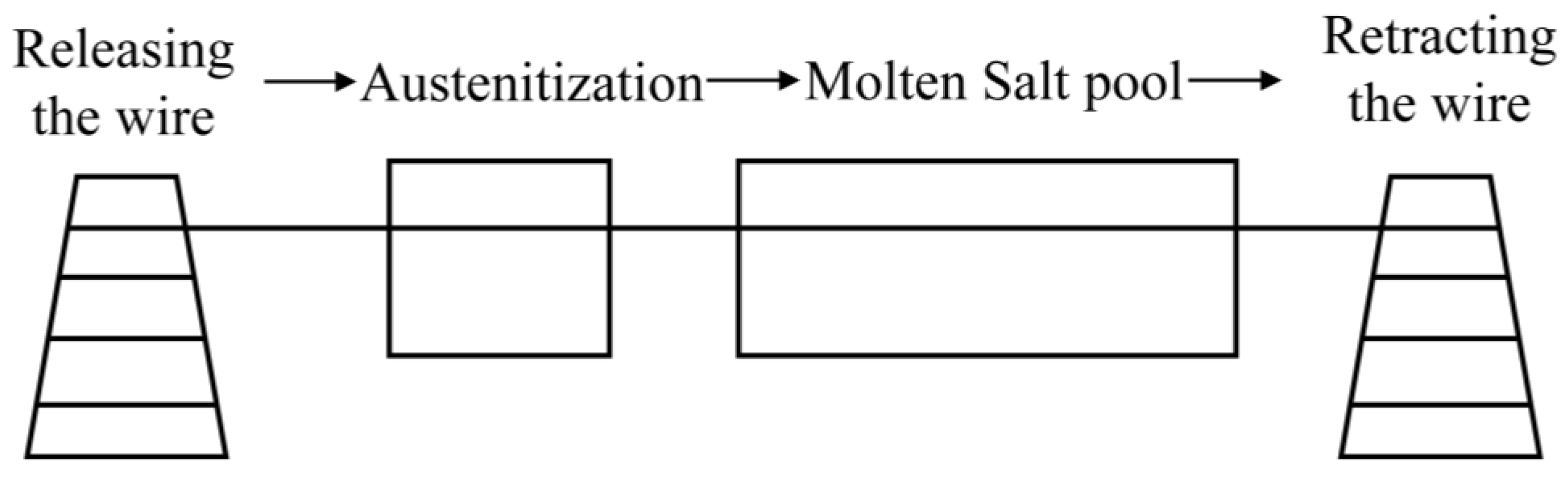
This article proposes a new salt bath design, which divides the salt bath into two parts. The first salt bath at 515 °C is used to cool the austenitized wire and complete the initial phase transformation. The second salt bath at 560 °C is used to prevent the transformation from retained austenite to bainite, and to induce its transformation from retained austenite to sorbite.
In the field of sorbite heat treatment, the molten salt bath is a very advanced technology. Because the molten salt in the bath has a very low thermal diffusivity and a low viscosity, it remains stable within a specific temperature range. This lower viscosity facilitates the flow of molten salt during quenching, ultimately enhancing the cooling performance. In addition, salt baths help minimize surface oxidation and decarburization by isolating the contact between the wire and atmosphere. The salt bath also provides buoyancy to the wires, minimizing deformation. For wire rods of different steel grades and diameters, it is convenient to adjust the cooling process by changing the temperature of the salt bath. As molten salt is corrosive, this article chose molten nitrate with corrosion resistance as the cooling medium [
22]. In addition, in order to prevent corrosion, after the salt bath heat treatment was completed, the production site had special equipment to clean residual molten salt.
In this article,
Section 1 introduces the molten salt heat treatment for obtaining sorbite. In
Section 2, the physical model of the salt bath is established according to practical production.
Section 3 details the simulation method, the mathematical model, and boundary conditions used in the simulation.
Section 4 provides a detailed analysis of the simulation results, including the redesign of the controlling cap, the correction of the original model, and the proposal of a new salt bath heat treatment method.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}