
Aging Treatment Induces the Preferential Crystallographic Orientation of αs in the Near-α Titanium Alloy Ti60



Abstract
1. Introduction
2. Materials and Experimental Procedures
2.1. Materials
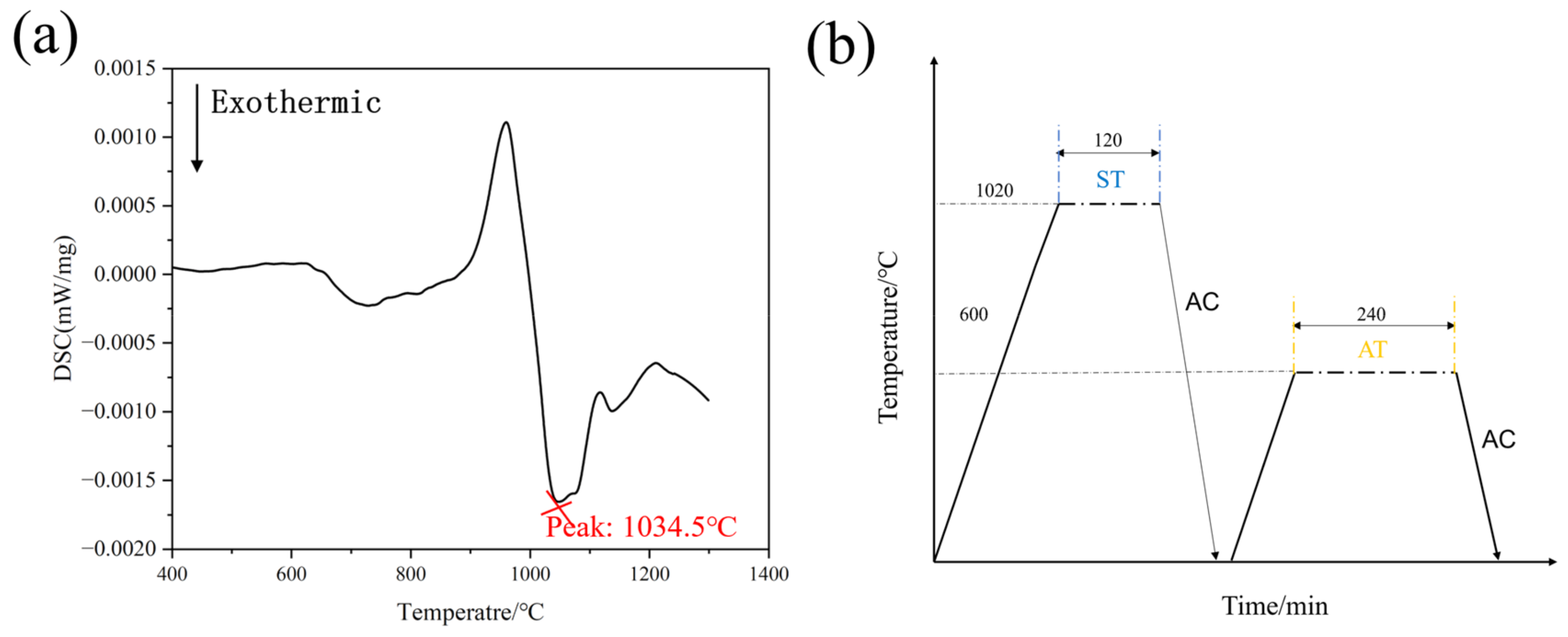
2.2. Experimental Procedures
3. Results and Discussion
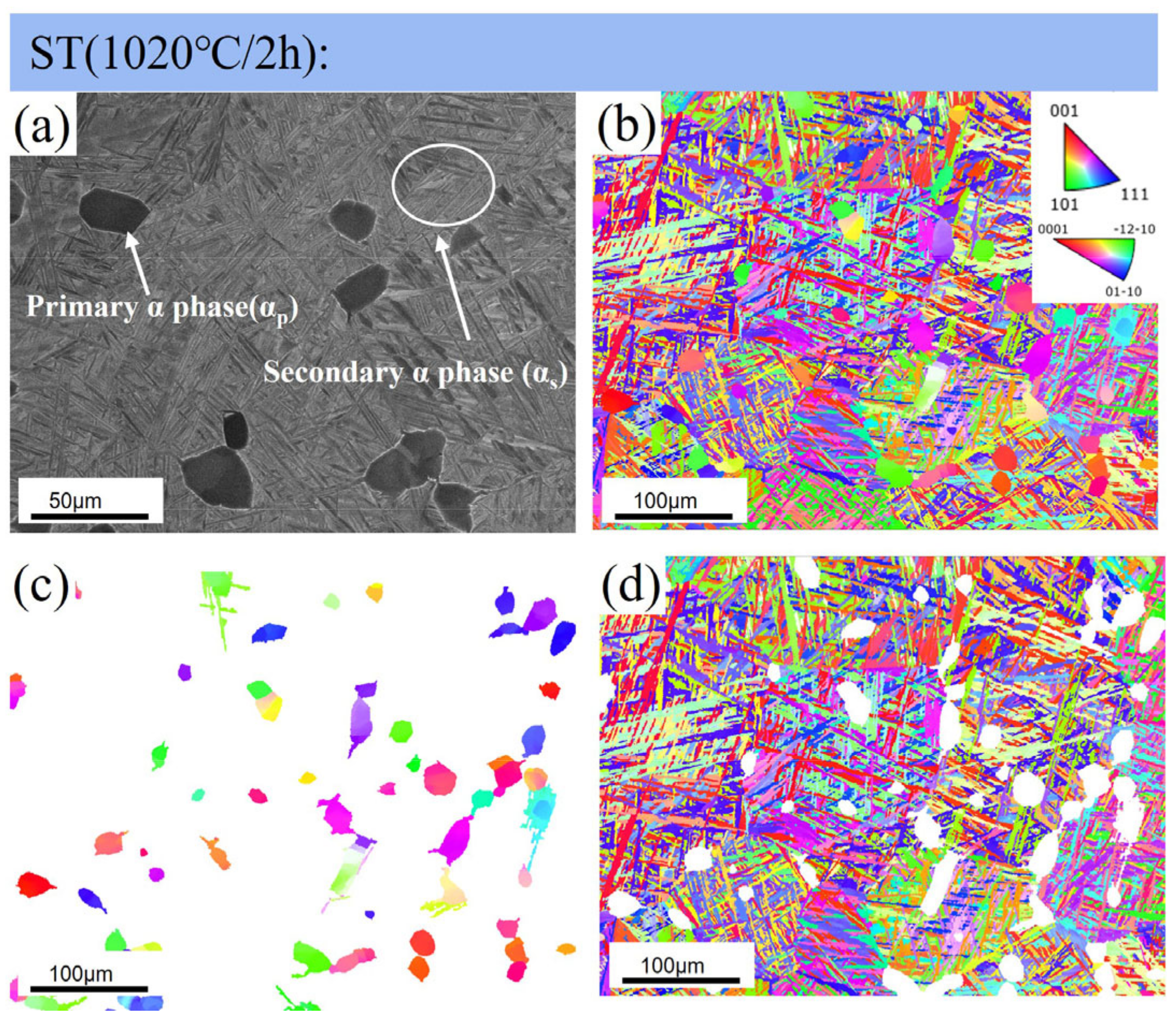
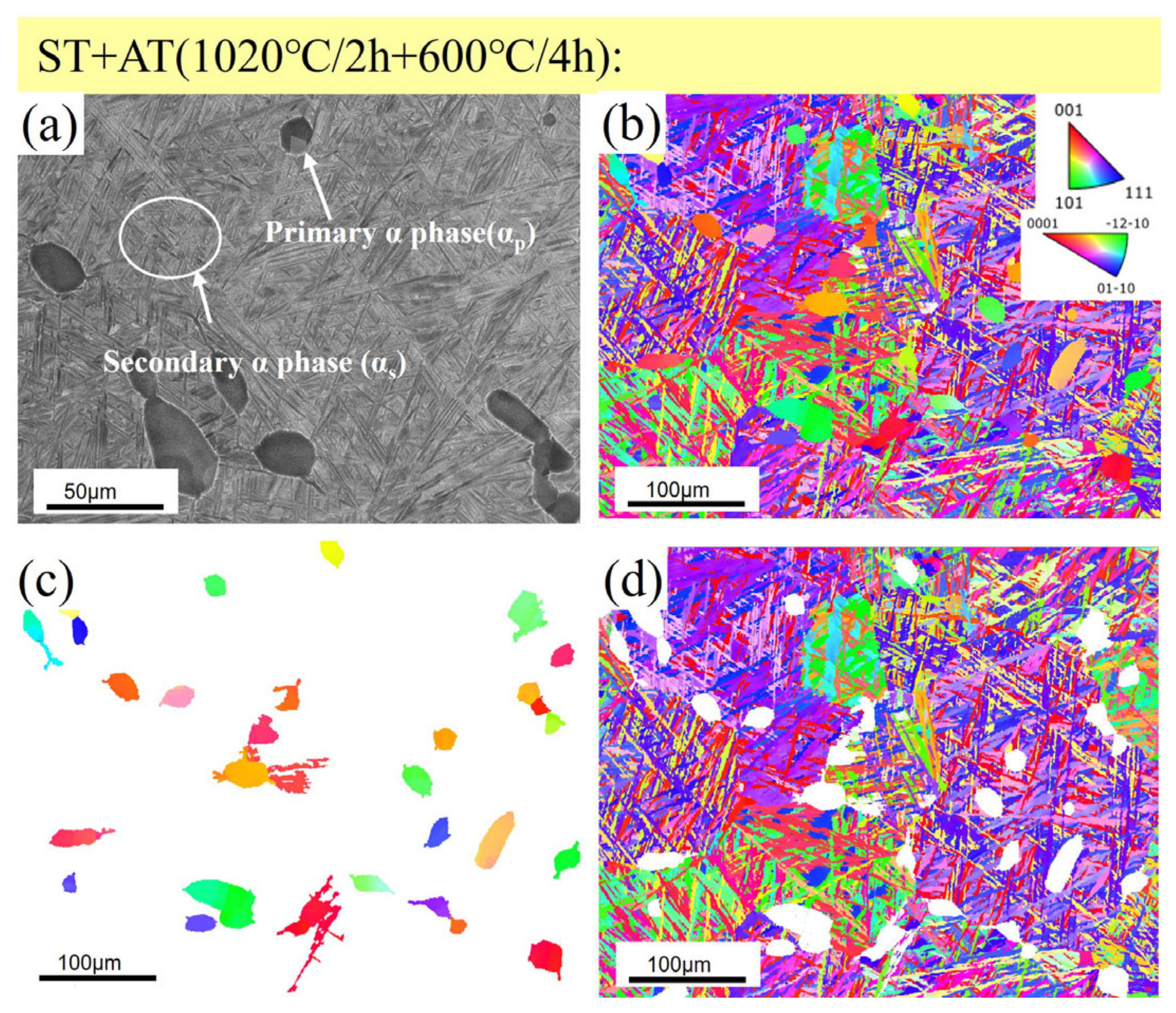
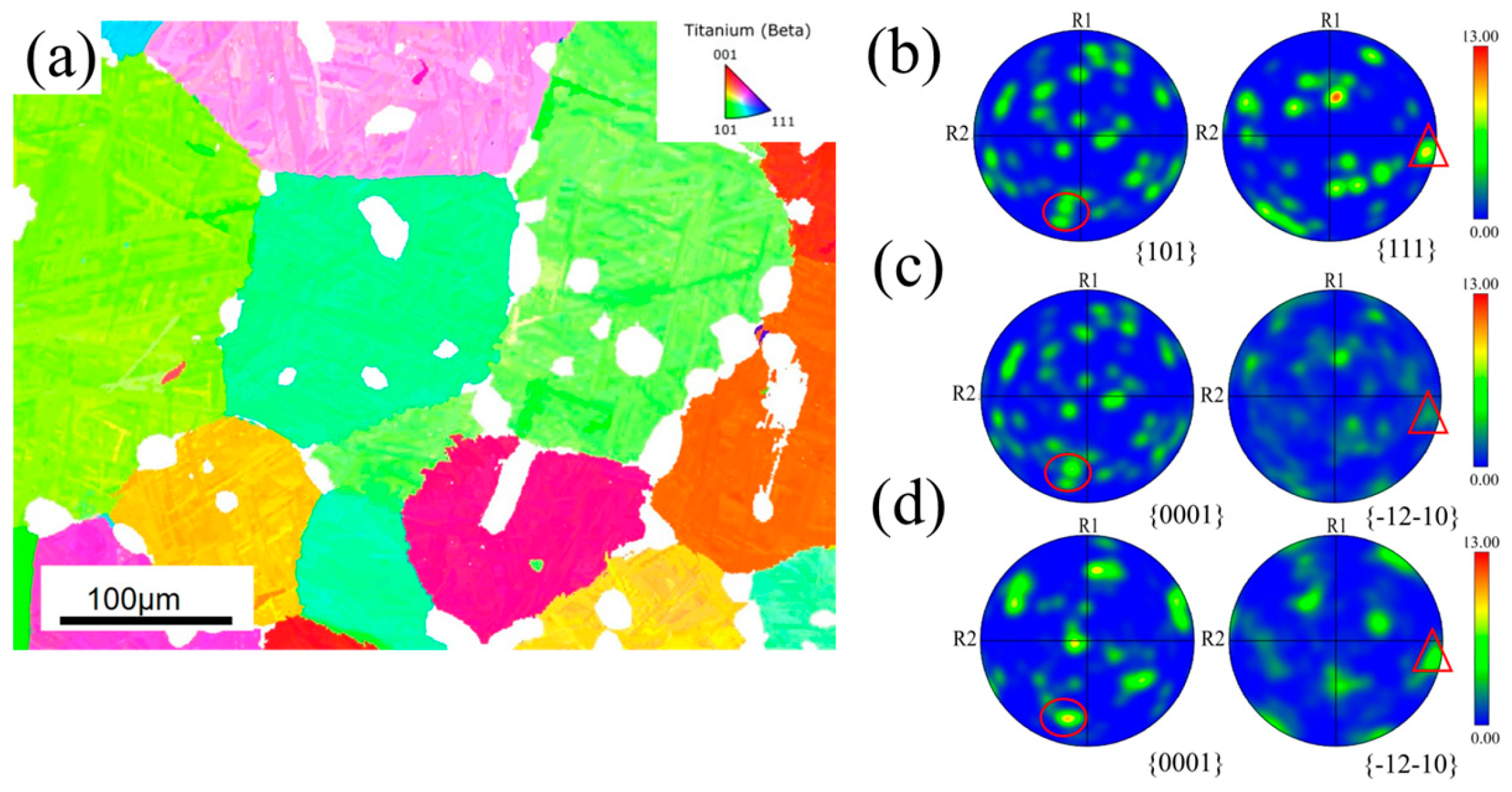
3.1. Microstructure Changes during Solid-Solution and Aging Treatments
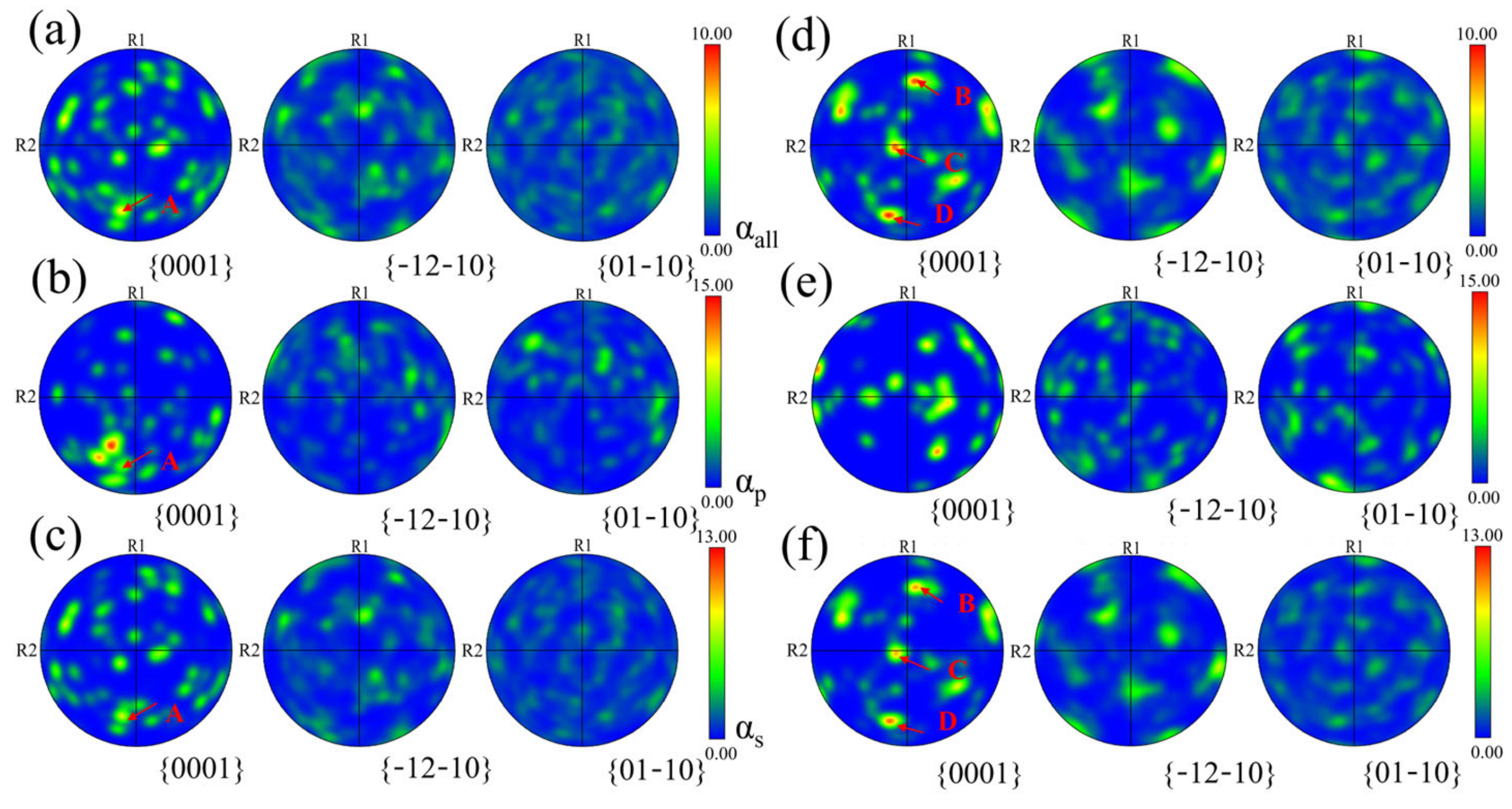
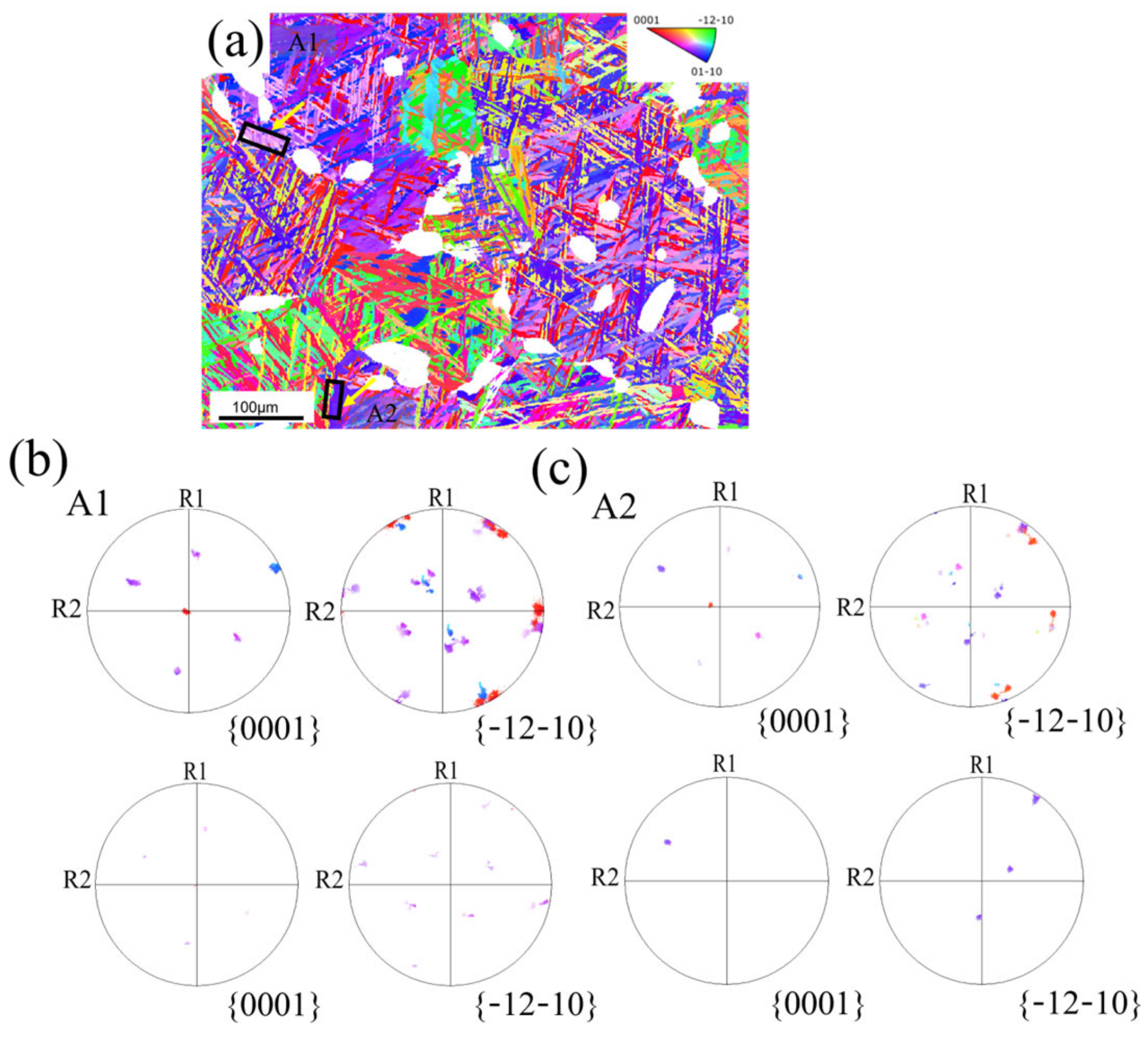
3.2. Effect of Aging Treatment on αs Phase Orientation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variant | Plane | Direction | Rotation Angle/Axis from V1 |
|---|---|---|---|
| V1 | (1–10) (0001) | [111] [11–20] | - |
| V2 | (10–1) (0001) | [111] [11–20] | 60°/[11–20] |
| V3 | (01–1) (0001) | [111] [11–20] | 60°/[11–20] |
| V4 | (110) (0001) | [−111] [11–20] | 90°/[1 −2.38 1.38 0] |
| V5 | (101) (0001) | [−111] [11–20] | 63.26°/[−10 5 5 3] |
| V6 | (01–1) (0001) | [−111] [11–20] | 60.83°/[−1.377 −1 2.377 0.359] |
| V7 | (110) (0001) | [1–11] [11–20] | 90°/[1 −2.38 1.38 0] |
| V8 | (10–1) (0001) | [1–11] [11–20] | 60.83°/[−1.377 −1 2.377 0.359] |
| V9 | (011) (0001) | [1–11] [11–20] | 63.26°/[−10 5 5 3] |
| V10 | (1–10) (0001) | [11–1] [11–20] | 10°/[0 0 0 1] |
| V11 | (101) (0001) | [11–1] [11–20] | 60.83°/[−1.377 −1 2.377 0.359] |
| V12 | (011) (0001) | [11–1] [11–20] | 60.83°/[−1.377 −1 2.377 0.359] |
4. Conclusions
- (1)
- Heat treatment serves as a pivotal tool for microstructure regulation. As the solid-solution temperature rises, the primary α−phase content, size, and lamellar α-phase width progressively diminish. Although there was no significant change in the microstructure after aging treatment and solid-solution treatment, the analysis of their orientation relationship using EBSD revealed that the organization appeared to have a selective orientation of {0 1 −1 0} after solid-solution treatment at 1020 °C for 2 h follow by air cooling at 600 °C for 4 h.
- (2)
- During the aging process of the forged Ti60 alloy, the dissolution of variants near 60° and 90° enhanced the phenomenon of variant selection, resulting in a notable bias in the αs orientation towards {0 1 −1 0}. Additionally, the {0 1 −1 0}-oriented laths identified at the α boundaries demonstrated nucleation, intergrowth, and aggregation into α-laths during aging treatment, thereby augmenting the intensity of the distinctive texture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Z.B.; Liu, Z.; Wang, Q.J.; Liu, J.R.; Yang, R. Analysis of local crystallographic orientation in an annealed Ti60 billet. J. Mater. Sci. Technol. 2019, 35, 591–595. [Google Scholar] [CrossRef]
- Glavicic, M.; Bartha, B.; Jha, S.; Szczepanski, C. The origins of microtexture in duplex Ti alloys. Mater. Sci. Eng. A 2009, 513, 325–328. [Google Scholar] [CrossRef]
- Gey, N.; Bocher, P.; Uta, E.; Germain, L.; Humbert, M. Texture and microtexture variations in a near-α titanium forged disk of bimodal microstructure. Acta Mater. 2012, 60, 2647–2655. [Google Scholar] [CrossRef]
- Germain, L.; Gey, N.; Humbert, M.; Vo, P.; Jahazi, M.; Bocher, P. Texture heterogeneities induced by subtransus processing of near α titanium alloys. Acta Mater. 2008, 56, 4298–4308. [Google Scholar] [CrossRef]
- Chuan, W.; He, Y.; Wei, L.H. Modeling of discontinuous dynamic recrystallization of a near-α titanium alloy IMI834 during isothermal hot compression by combining a cellular automaton model with a crystal plasticity finite element method. Comp. Mater. Sci. 2013, 79, 944–959. [Google Scholar] [CrossRef]
- Wang, C.C.; Li, B.L.; Qiao, X.; Wang, T.B.; Qi, P.; Nie, Z.-R. In Effect of primary α phase content on creep property of high temperature titanium alloy. Mater. Sci. Forum 2020, 993, 217–222. [Google Scholar] [CrossRef]
- Zhao, Z.B.; Wang, Q.J.; Liu, J.R.; Yang, R. Effect of heat treatment on the crystallographic orientation evolution in a near-α titanium alloy Ti60. Acta Mater. 2017, 131, 305–314. [Google Scholar] [CrossRef]
- Balachandran, S.; Kashiwar, A.; Choudhury, A.; Banerjee, D.; Shi, R.; Wang, Y. On variant distribution and coarsening behavior of the α phase in a metastable β titanium alloy. Acta Mater. 2016, 106, 374–387. [Google Scholar] [CrossRef]
- Beladi, H.; Chao, Q.; Rohrer, G.S. Variant selection and intervariant crystallographic planes distribution in martensite in a Ti-6Al-4V alloy. Acta Mater. 2014, 80, 478–489. [Google Scholar] [CrossRef]
- Shi, R.; Dixit, V.; Fraser, H.L.; Wang, Y. Variant selection of grain boundary α by special prior β grain boundaries in titanium alloys. Acta Mater. 2014, 75, 156–166. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, Z.; Yin, Z.; Yin, L.; Huang, L. Formation and characteristics of bilamellar microstructure in Ti6242S titanium alloy under dual heat treatment. Mater. Charact. 2022, 187, 111835. [Google Scholar] [CrossRef]
- Zhang, Y.; Xin, R.; Wang, K.; Liu, Q. Variant selection of α precipitates formed at β triple junctions in titanium alloy. Mater. Charact. 2022, 189, 111975. [Google Scholar] [CrossRef]
- Sun, Z.; Wu, H.; Ma, X.; Mao, X.; Yang, H. Dependence of microstructure on solution and aging treatment for near-β forged TA15 Ti-alloy. J. Mater. Eng. Perform. 2016, 25, 4549–4560. [Google Scholar] [CrossRef]
- Wu, C.; Zhan, M. Microstructural evolution, mechanical properties and fracture toughness of near β titanium alloy during different solution plus aging heat treatments. J. Alloys Compd. 2019, 805, 1144–1160. [Google Scholar] [CrossRef]
- Xiang, W.; Yuan, W.; Deng, H.; Luo, H.; Chen, L.; Yin, W. Effect of Aging Temperature on the Microstructure and Mechanical Properties of a Novel β Titanium Alloy. Materials 2023, 16, 7393. [Google Scholar] [CrossRef] [PubMed]
- Jia, M.; Alshammari, Y.; Yang, F.; Bolzoni, L. Effect of heat treatment on the microstructure and mechanical properties of blended elemental Ti–6Al–4V produced by powder forging. Mater. Sci. Eng. A 2020, 791, 139724. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Yu, H. Effect of aging on the tensile properties and microstructures of a near-alpha titanium alloy. Mater. Des. 2014, 58, 108–115. [Google Scholar] [CrossRef]
- Lei, L.; Zhao, Q.; Wu, C.; Zhao, Y.; Huang, S.; Jia, W.; Zeng, W. Variant selection, coarsening behavior of α phase and associated tensile properties in an α+β titanium alloy. J. Mater. Sci. Technol. 2022, 99, 101–113. [Google Scholar] [CrossRef]
- Huang, S.; Zhao, Q.; Wu, C.; Lin, C.; Zhao, Y.; Jia, W.; Mao, C. Effects of β-stabilizer elements on microstructure formation and mechanical properties of titanium alloys. J. Alloys Compd. 2021, 876, 160085. [Google Scholar] [CrossRef]
- Yue, K.; Liu, J.; Zhang, H.; Yu, H.; Song, Y.; Hu, Q.; Wang, Q.; Yang, R. Precipitates and alloying elements distribution in near α titanium alloy Ti65. J. Mater. Sci. Technol. 2020, 36, 91–96. [Google Scholar] [CrossRef]
- Gao, X.; Zeng, W.; Wang, Y.; Long, Y.; Zhang, S.; Wang, Q. Evolution of equiaxed alpha phase during heat treatment in a near alpha titanium alloy. J. Alloys Compd. 2017, 725, 536–543. [Google Scholar] [CrossRef]
- Stanford, N.; Bate, P. Crystallographic variant selection in Ti-6Al-4V. Acta Mater. 2004, 52, 5215–5224. [Google Scholar] [CrossRef]
- Lu, S.; Todaro, C.; Sun, Y.; Song, T.; Brandt, M.; Qian, M. Variant selection in additively manufactured alpha-beta titanium alloys. J. Mater. Sci. Technol. 2022, 113, 14–21. [Google Scholar] [CrossRef]
- Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y. Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working process: A review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Li, Z.; Li, J.; Zhu, Y.; Tian, X.; Wang, H. Variant selection in laser melting deposited α+ β titanium alloy. J. Alloys Compd. 2016, 661, 126–135. [Google Scholar] [CrossRef]
- Shi, R.; Ma, N.; Wang, Y. Predicting equilibrium shape of precipitates as function of coherency state. Acta Mater. 2012, 60, 4172–4184. [Google Scholar] [CrossRef]
- Shi, R.; Wang, Y. Variant selection during α precipitation in Ti-6Al-4V under the influence of local stress—A simulation study. Acta Mater. 2013, 61, 6006–6024. [Google Scholar] [CrossRef]
- Wang, S.; Aindow, M.; Starink, M. Effect of self-accommodation on α/α boundary populations in pure titanium. Acta Mater. 2003, 51, 2485–2503. [Google Scholar] [CrossRef]
- Furuhara, T.; Kawata, H.; Morito, S.; Maki, T. Crystallography of upper bainite in Fe-Ni-C alloys. Mater. Sci. Eng. A 2006, 431, 228–236. [Google Scholar] [CrossRef]
- Davis, A.E.; Donoghue, J.; Kennedy, J.R.; Byres, N.; Prangnell, P.B. In-situ observation of single variant α colony formation in Ti-6Al-4V. Acta Mater. 2021, 220, 117315. [Google Scholar] [CrossRef]


| Al | Sn | Zr | Mo | S | Ta | Nb | Fe | H | O | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| 5.6 | 3.8 | 3.2 | 0.5 | 0.35 | 1 | 0.4 | 0.032 | 0.001 | 0.09 | bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Liu, C.; Li, X.; Wu, H.; Miao, K.; Wu, H.; Li, R. Aging Treatment Induces the Preferential Crystallographic Orientation of αs in the Near-α Titanium Alloy Ti60. Metals 2024, 14, 602. https://doi.org/10.3390/met14050602
Liu B, Liu C, Li X, Wu H, Miao K, Wu H, Li R. Aging Treatment Induces the Preferential Crystallographic Orientation of αs in the Near-α Titanium Alloy Ti60. Metals. 2024; 14(5):602. https://doi.org/10.3390/met14050602
Chicago/Turabian StyleLiu, Bin, Chenglu Liu, Xuewen Li, Hao Wu, Kesong Miao, He Wu, and Rengeng Li. 2024. "Aging Treatment Induces the Preferential Crystallographic Orientation of αs in the Near-α Titanium Alloy Ti60" Metals 14, no. 5: 602. https://doi.org/10.3390/met14050602
APA StyleLiu, B., Liu, C., Li, X., Wu, H., Miao, K., Wu, H., & Li, R. (2024). Aging Treatment Induces the Preferential Crystallographic Orientation of αs in the Near-α Titanium Alloy Ti60. Metals, 14(5), 602. https://doi.org/10.3390/met14050602