
Failure Mechanism of Rear Drive Shaft in a Modified Pickup Truck


Abstract
:1. Introduction
2. Materials and Methods
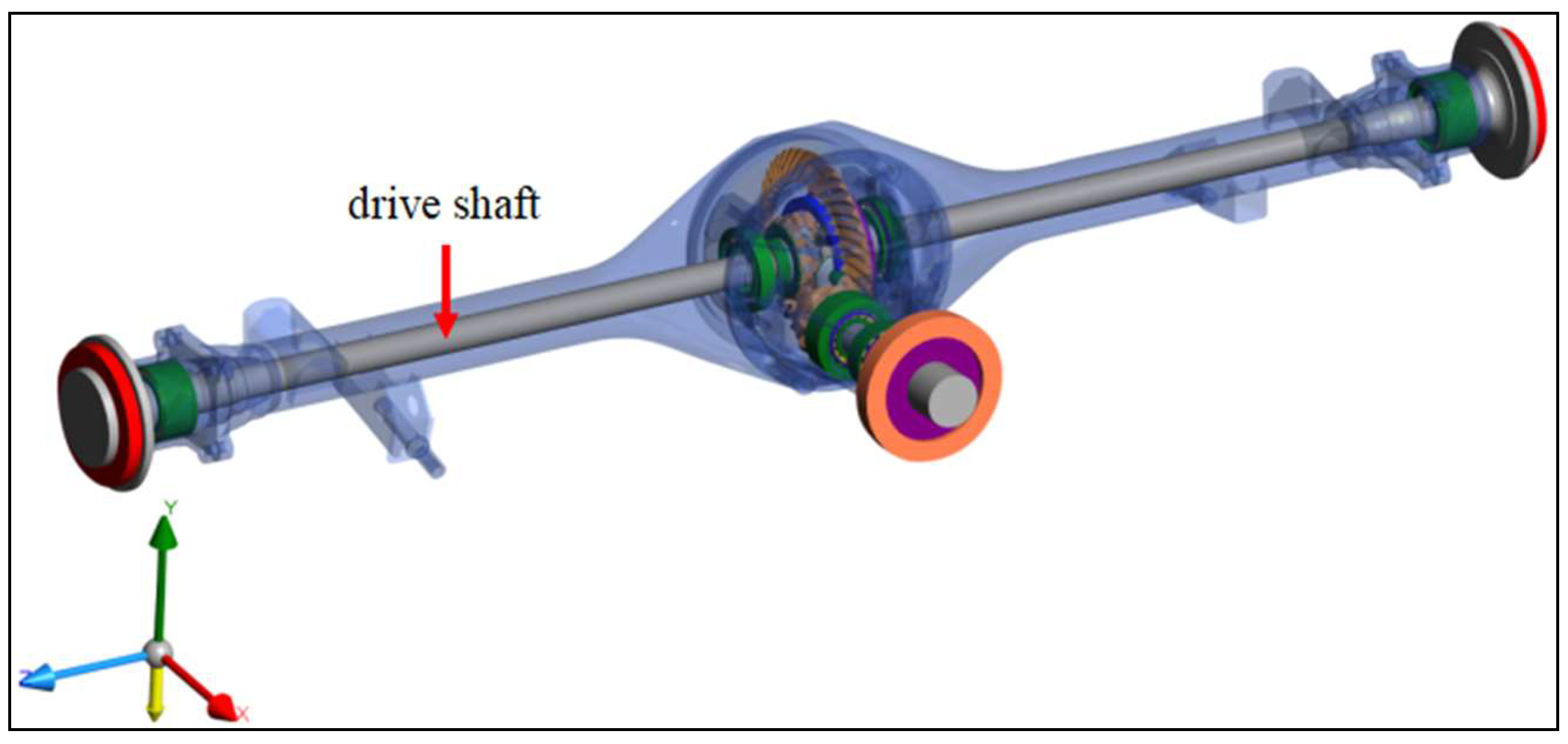
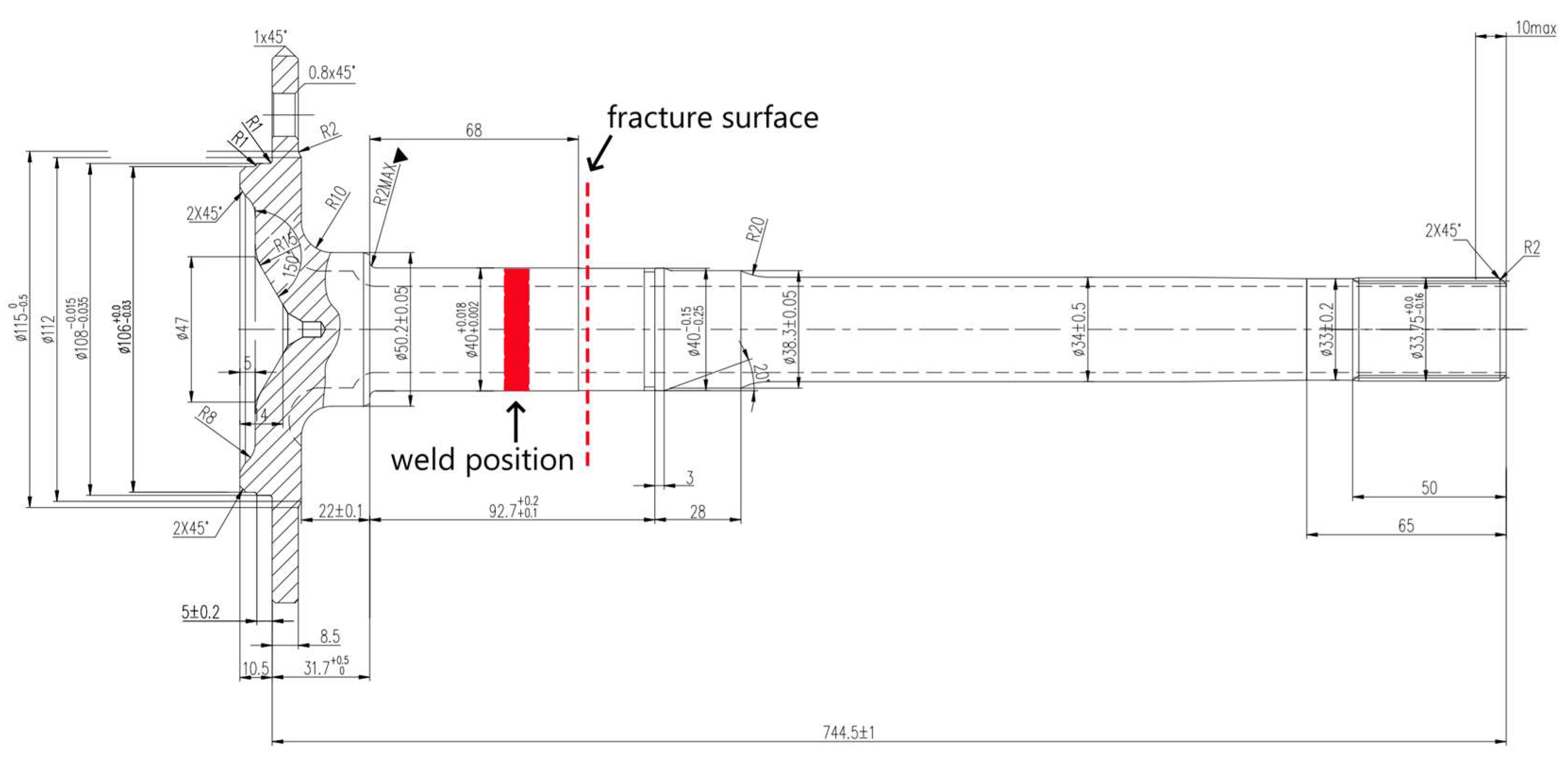
2.1. Drive Shaft and Failure Description
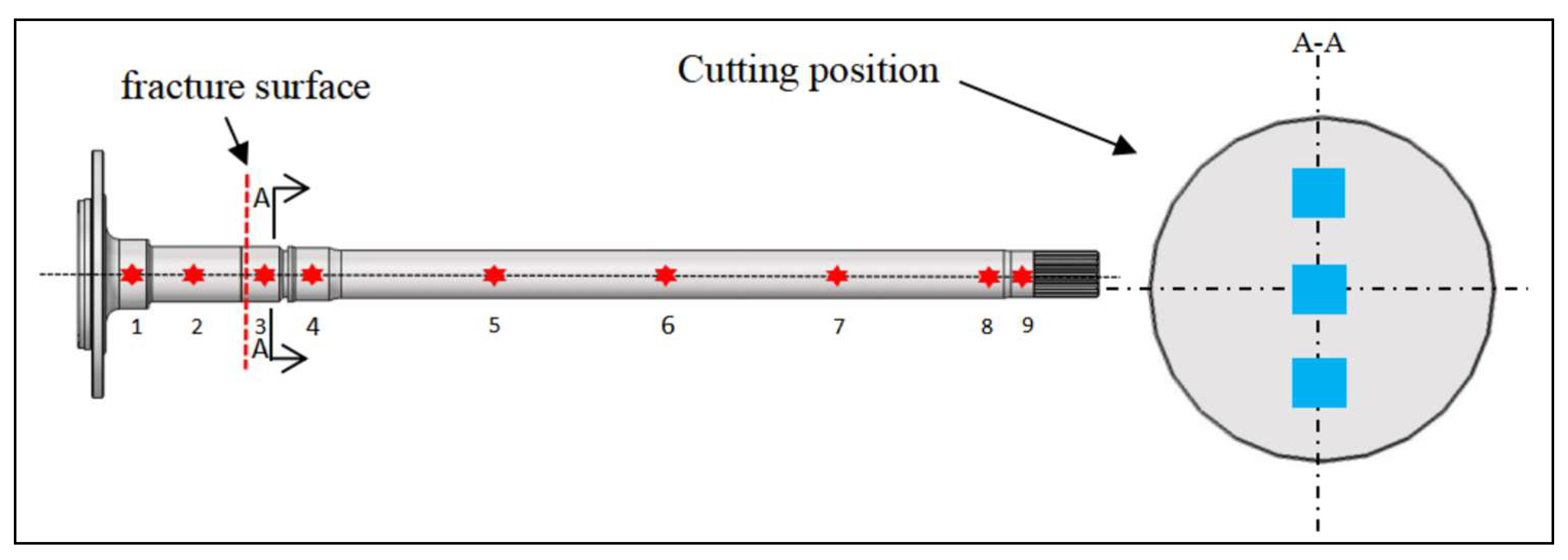
2.2. Investigation Method
2.2.1. Fracture Surface Examination
2.2.2. Material Inspection
2.2.3. Mechanical Properties
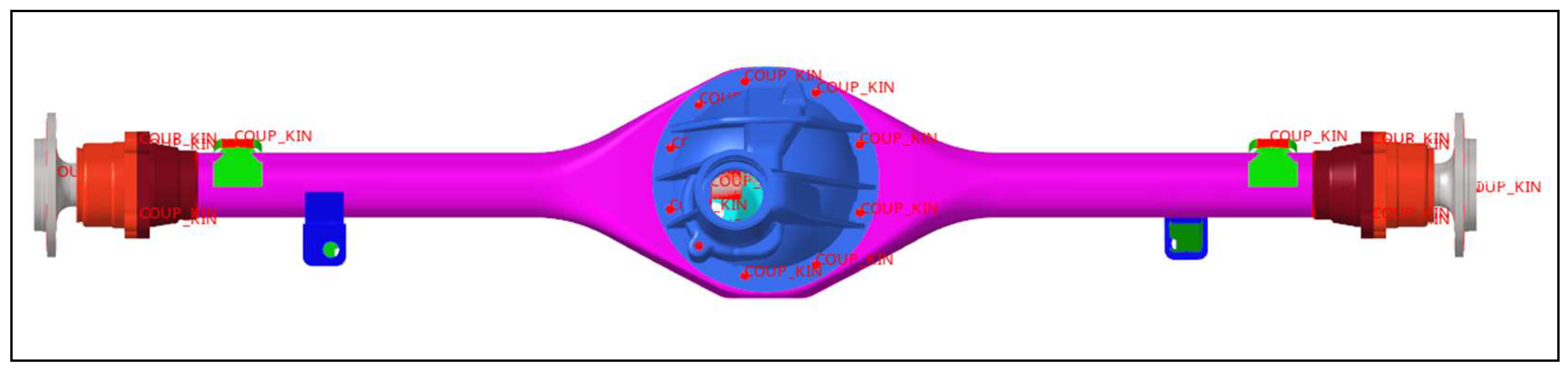
2.2.4. CAE Analysis
3. Results
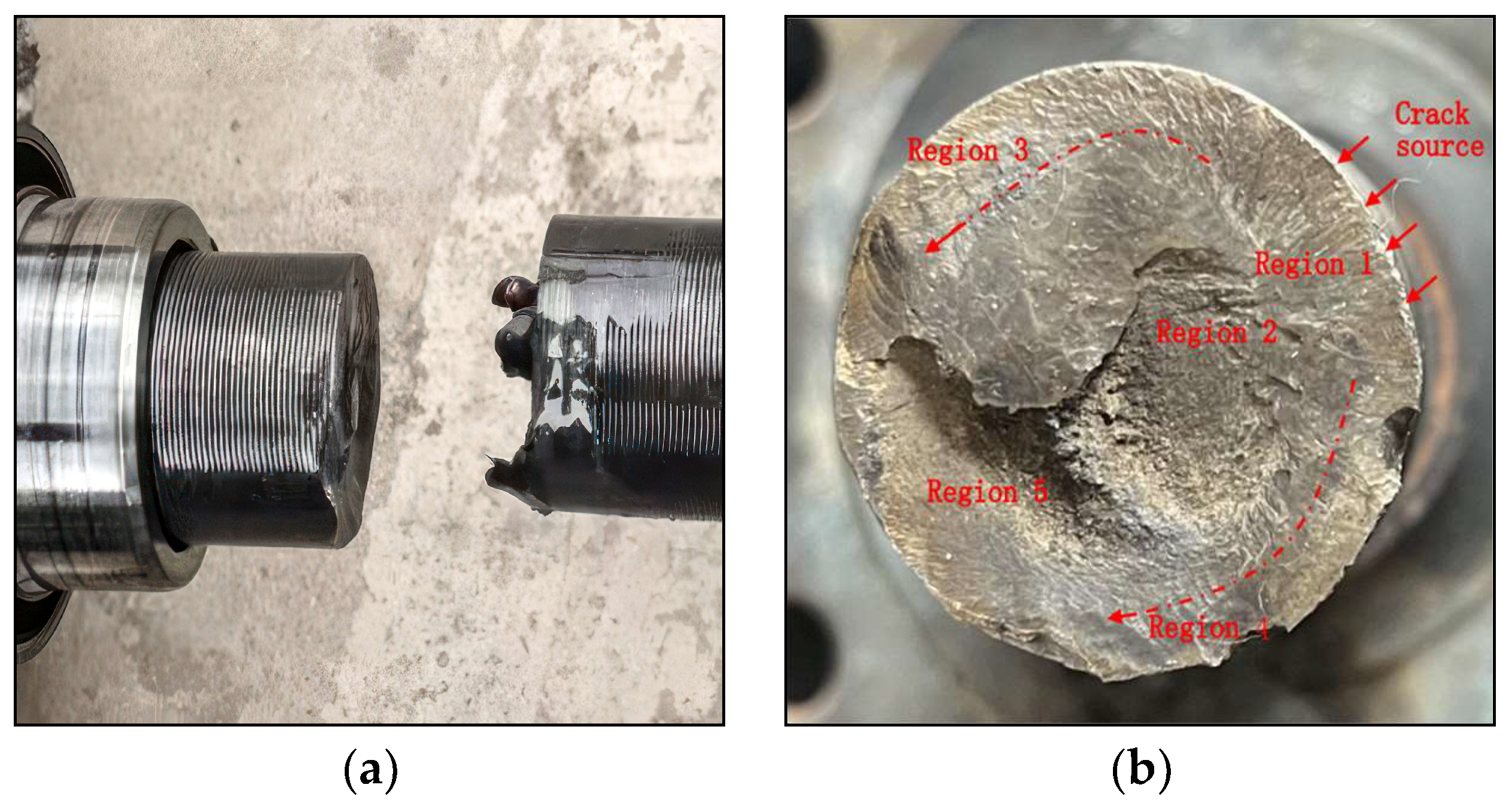
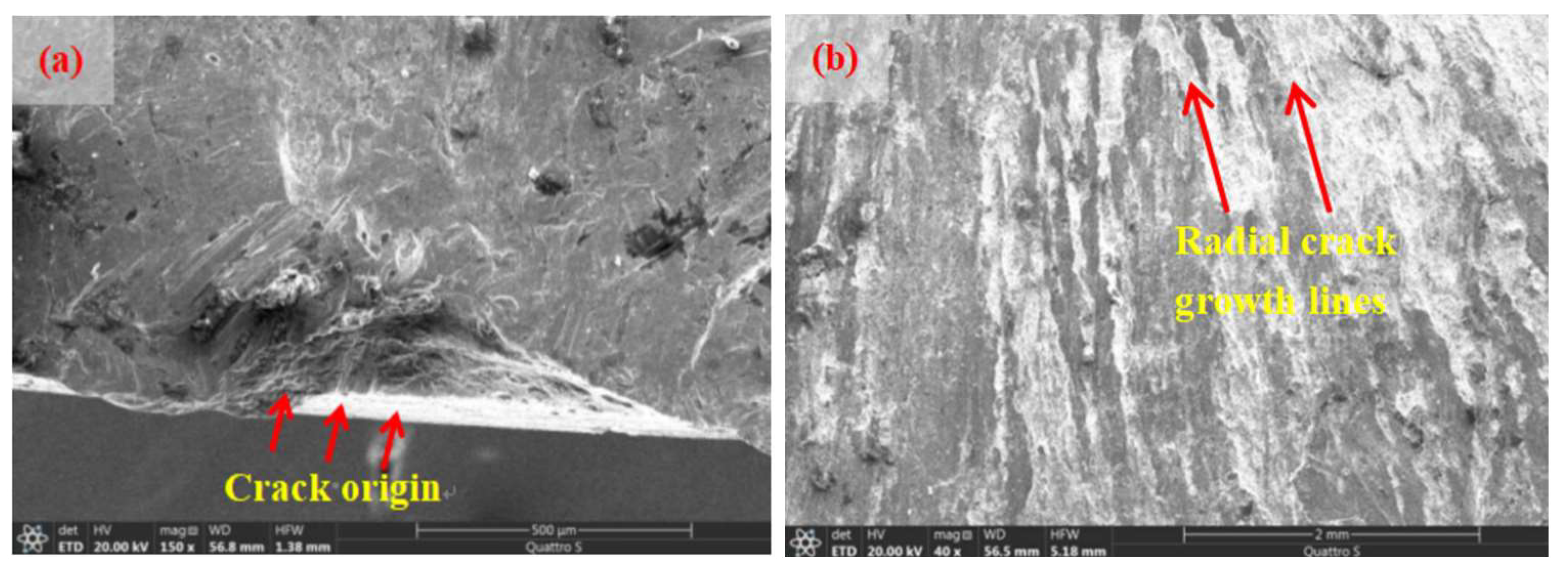
3.1. Fracture Surface
3.2. Chemical Composition and Metallographic Structures
3.3. Mechanical Properties
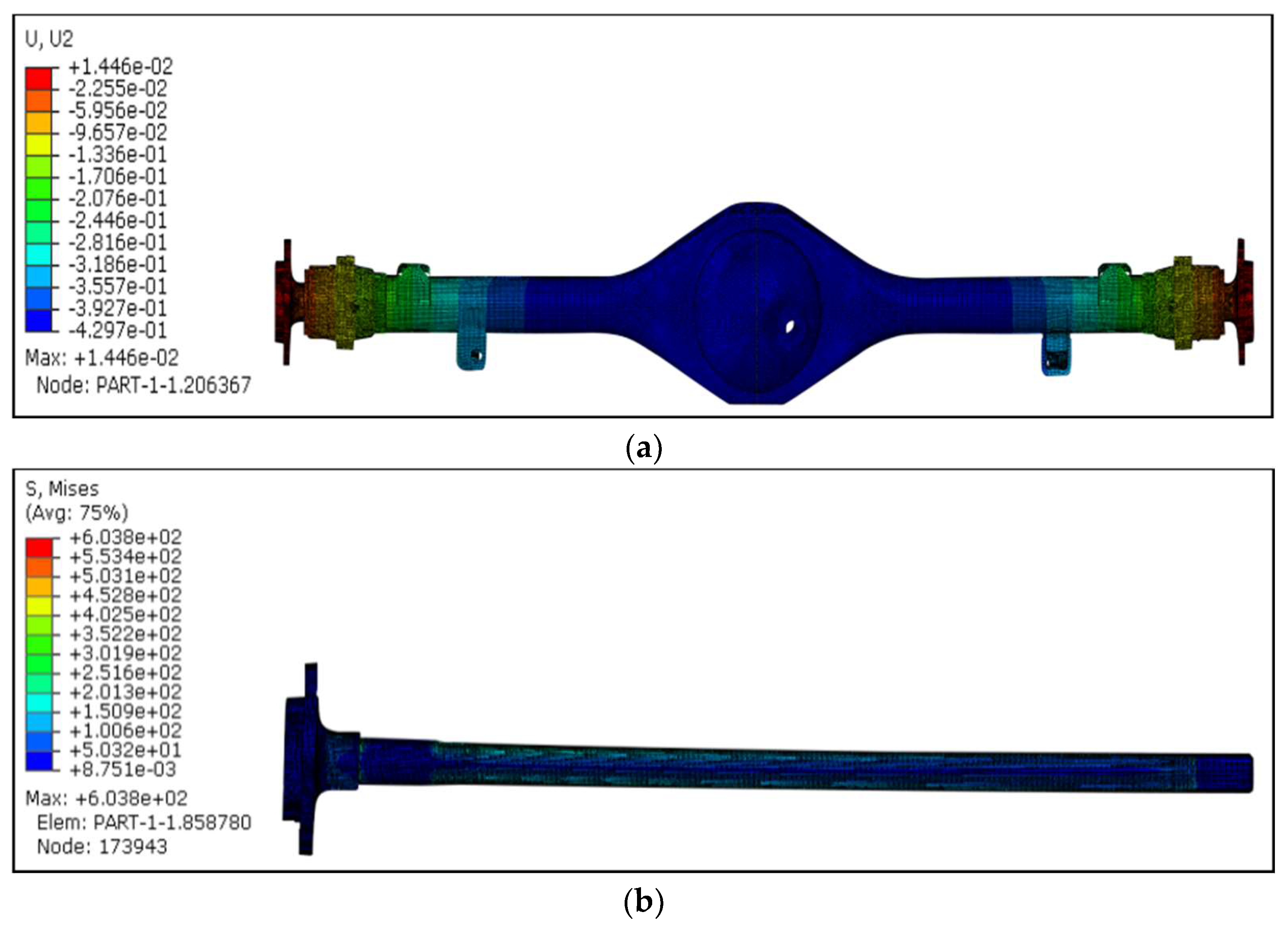
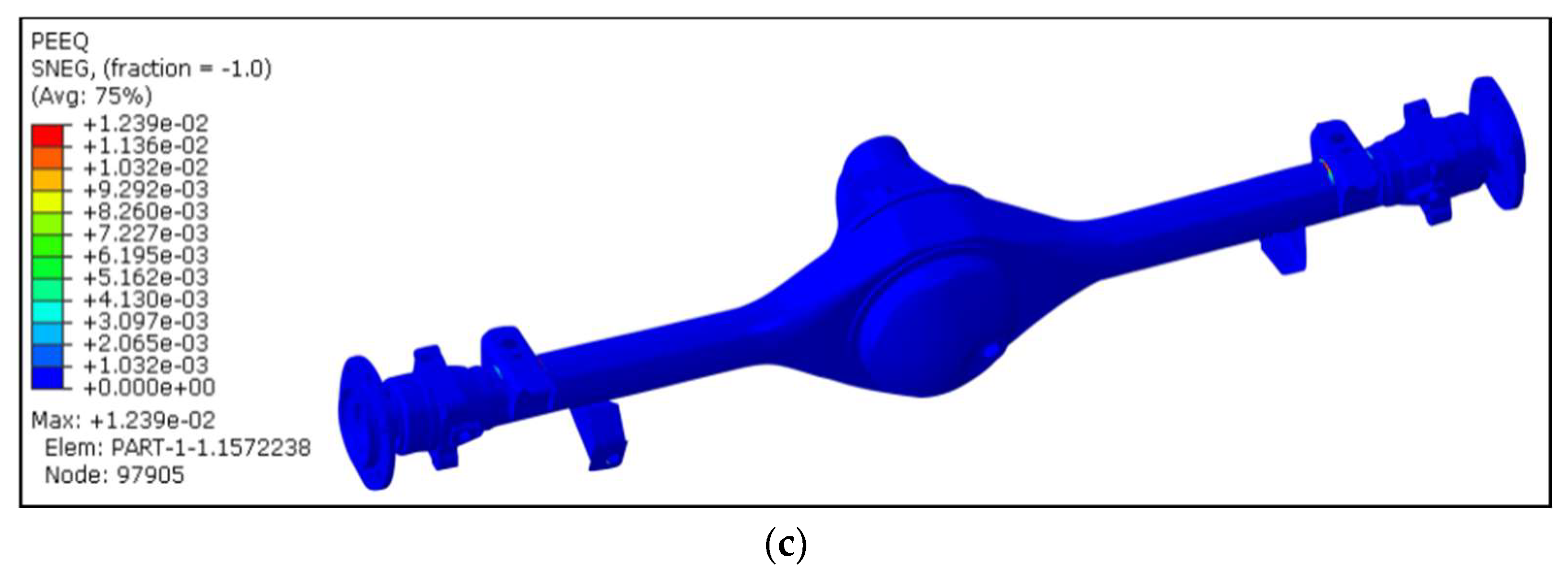
3.4. CAE Evaluation
3.4.1. Theory of Strength
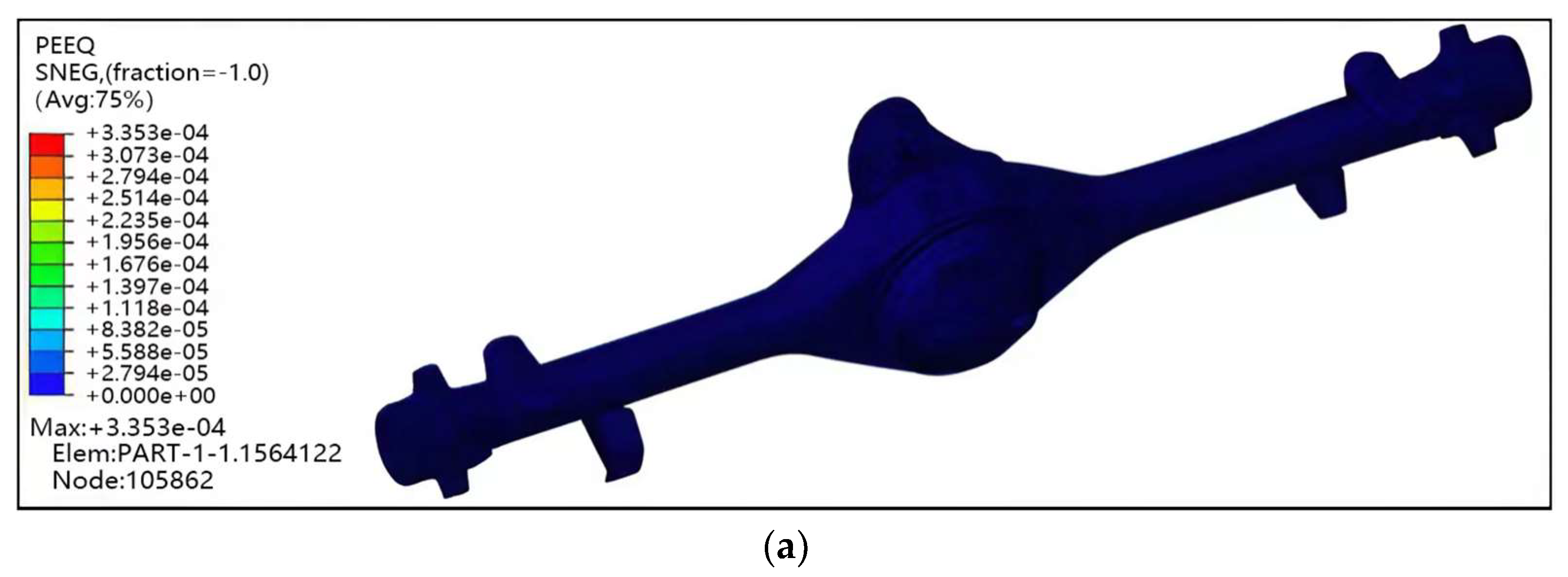
3.4.2. Simulation of 1G Load Operation
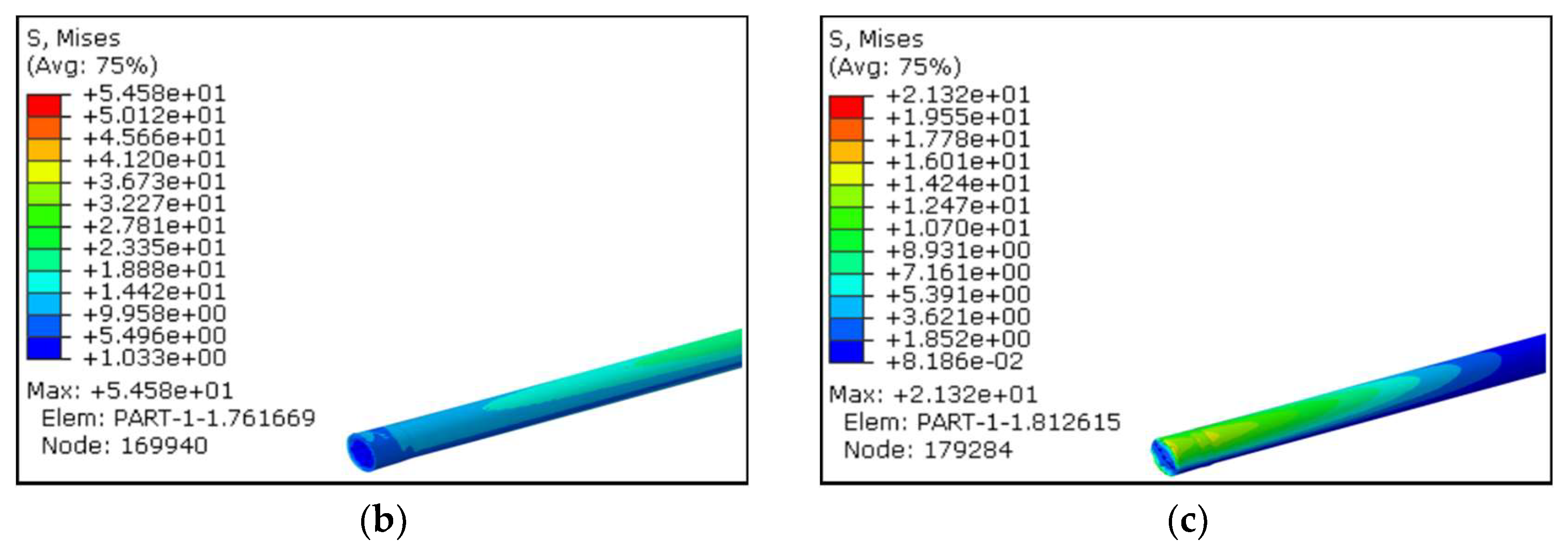
3.4.3. Side Slip Simulation under 1G Load
3.4.4. Vertical Bending Simulation under 4G Load
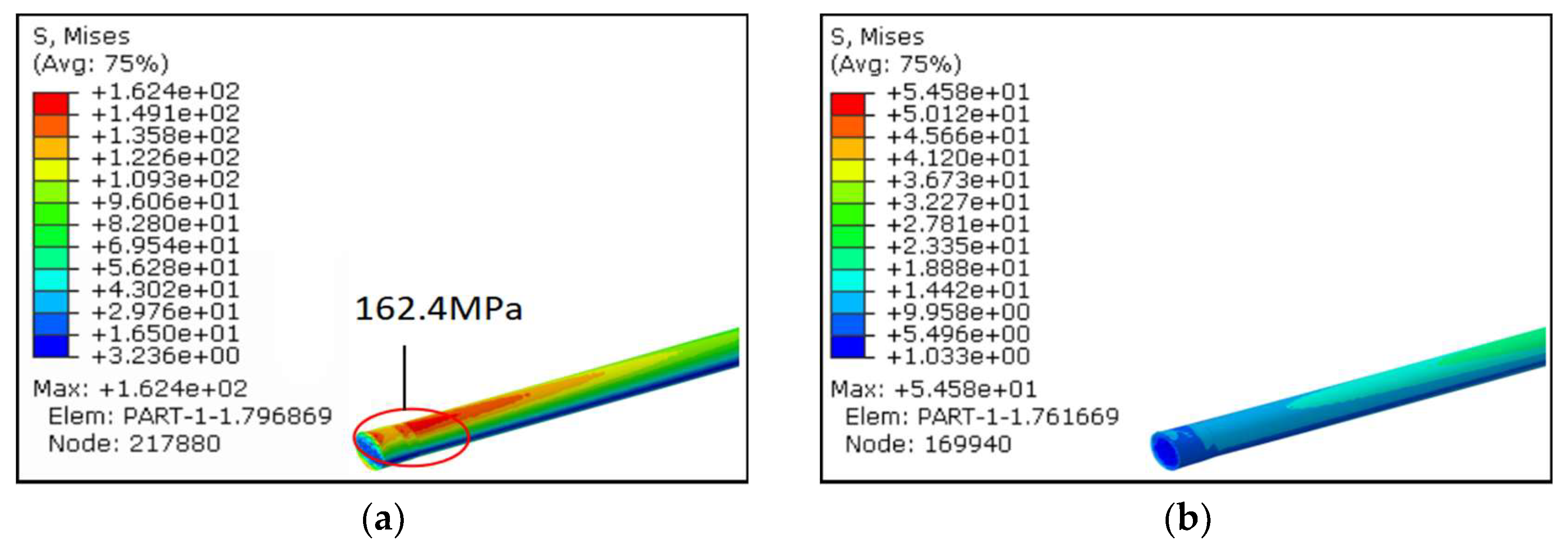
3.4.5. Simulation of Vertical Bending with 4G Load under Overload
3.4.6. Side Slip Simulation under Overload
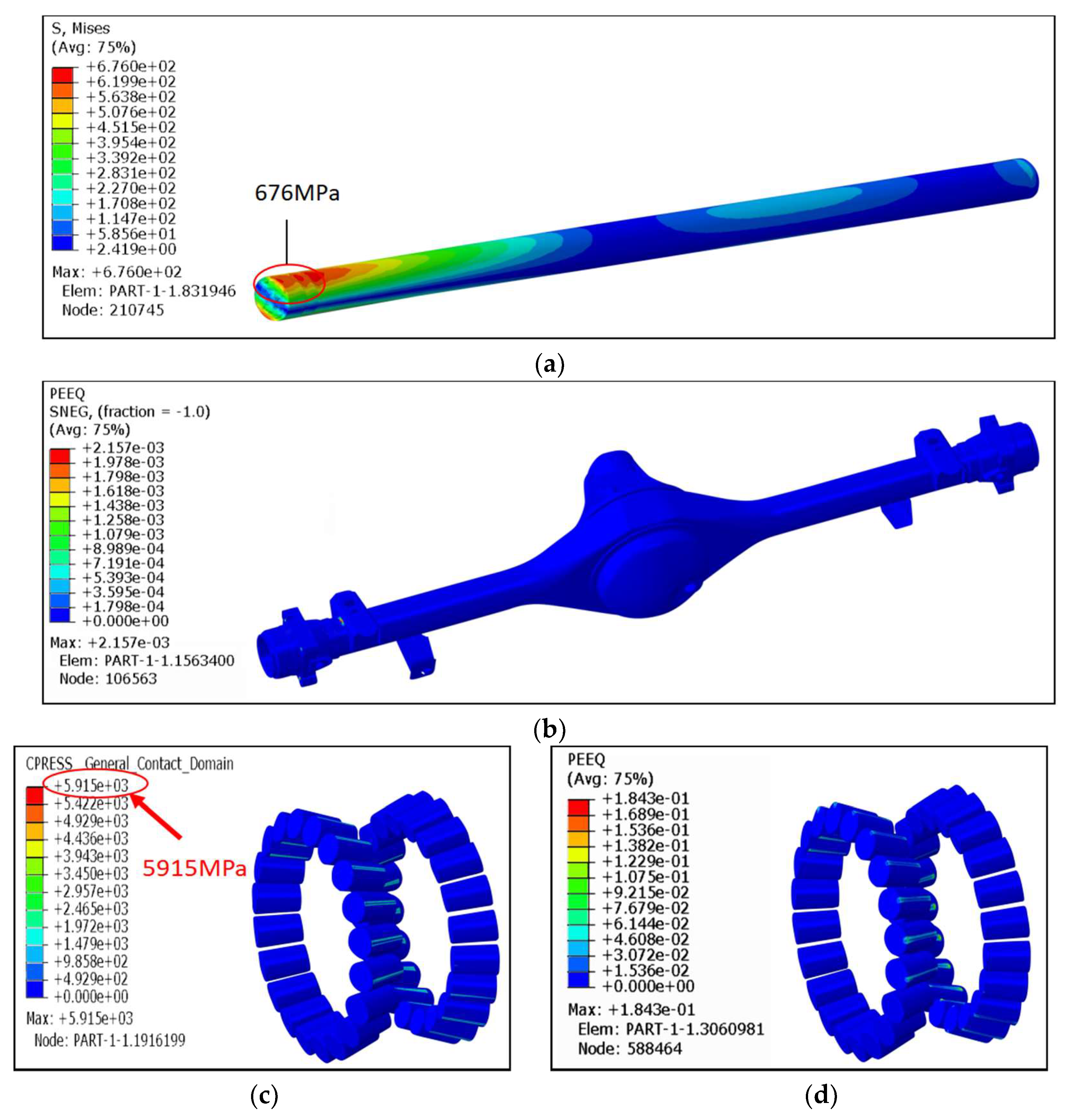
3.4.7. Side Slip Simulation of Drive Axle Assembly after 4G Impact under Overload
3.4.8. Extreme Side Slip Simulation of Drive Axle Assembly under Overload
4. Discussion
5. Conclusions
- The radial expansion pattern characteristic of the fracture surface indicates that the drive shaft has experienced fatigue failure during service. The main form of failure is rotation-bending fatigue failure.
- The hardness of the core of the drive shaft was found to be lower than the standard value during the mechanical property test, which was due to the occurrence of massive ferrite in the tempered sostenite organization after quenching, which would reduce the hardness and toughness of the drive shaft.
- One of the reasons for drive shaft failure is substandard core hardness. Protracted operation will cause damage to the bearings and other mechanical parts, indirectly causing wear and tear on the drive shaft. It should be reassessed in terms of its heat treatment process.
- Finite element analysis shows that the vehicle has been modified to increase the overall mass significantly; the vehicle was overloaded in the driving process and exceeded the legal overloading limit; overloading aggravates the fatigue fracture of the drive shaft.
- The finite element analysis indicates that the drive axle housing undergoes slight plastic deformation, not exceeding 1%. The maximum stress experienced by the drive shaft is 455.2 MPa, which does not lead to noticeable damage or fracture failure. However, under extreme skid conditions, the plastic deformation of the drive axle housing exceeds 1%, and the contact stress between the bearing and the drive shaft reaches 5915 MPa. The maximum stress value near the friction weld joint of the inner segment of the drive shaft is 676 MPa, surpassing the fatigue limit stress of the medium-frequency quenched material. Under this working condition, permanent damage to the drive shaft occurs.
- OEMs should reassess the overall quality of the vehicle, and the heat treatment process should be reassessed to prevent re-breaking of the drive shaft.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hou, N.; Ding, N.; Qu, S.; Guo, W.; Liu, L.; Xu, N.; Tian, L.; Xu, H.; Chen, X.; Zaïri, F.; et al. Failure Modes, Mechanisms and Causes of Shafts in Mechanical Equipment. Eng. Fail. Anal. 2022, 136, 106216. [Google Scholar] [CrossRef]
- Zhao, L.H.; Xing, Q.K.; Wang, J.Y.; Li, S.L.; Zheng, S.L. Failure and Root Cause Analysis of Vehicle Drive Shaft. Eng. Fail. Anal. 2019, 99, 225–234. [Google Scholar] [CrossRef]
- Anoop, M.S.; Dhanesh, S. Failure Analysis and Design Optimization of Alternator Shaft Used in Rail Coaches. Mater. Today Proc. 2021, 45, 1403–1410. [Google Scholar] [CrossRef]
- Cui, T.; Li, Y.; Luo, F.; Wang, C. Fracture Mechanism of Transmission Spindle System for High-Speed Tracked Vehicle. Eng. Fail. Anal. 2022, 136, 106174. [Google Scholar] [CrossRef]
- Zhang, Z.; Yin, Z.; Han, T.; Tan, A.C.C. Fracture Analysis of Wind Turbine Main Shaft. Eng. Fail. Anal. 2013, 34, 129–139. [Google Scholar] [CrossRef]
- Zhu, C.; He, J.; Peng, J.; Ren, Y.; Lin, X.; Zhu, M. Failure Mechanism Analysis on Railway Wheel Shaft of Power Locomotive. Eng. Fail. Anal. 2019, 104, 25–38. [Google Scholar] [CrossRef]
- Xu, Z.; Cui, Y.; Li, B.; Liu, K.; Shi, F.; Cao, P. Impact Analysis of Initial Cracks’ Angle on Fatigue Failure of Flange Shafts. Coatings 2022, 12, 276. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Zormalia, S.; Vazdirvanidis, A. Investigation of Fatigue Failure of Roll Shafts in a Tube Manufacturing Line. J. Fail. Anal. Prev. 2010, 10, 358–362. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Yan, X. Avoid Bogie Bearing Failure of IGBT Inverter Fed EMUs and Locomotives. Electronics 2023, 12, 2998. [Google Scholar] [CrossRef]
- Zhang, P.; Jiang, Y.; Li, Y.; Gong, J.; Sun, N. Experimental and Simulative Failure Analysis of AISI 316L Stainless Steel Screw Shaft. J. Fail. Anal. Prev. 2018, 18, 799–808. [Google Scholar] [CrossRef]
- Ntritsos, D.G.; Tsolakis, A.D.; Giannakopoulos, K.I. Experimental and Analytical Approach of Fatigue Behavior of Stepped CK45 Shaft with Adjacent Key Groove. Procedia Struct. Integr. 2018, 10, 288–294. [Google Scholar] [CrossRef]
- Xiaolei, X.; Zhiwei, Y. Failure Analysis of a Locomotive Turbocharger Main-Shaft. Eng. Fail. Anal. 2009, 16, 495–502. [Google Scholar] [CrossRef]
- Ghosh, D.; Roy, H.; Mondal, A. Failure Investigation of Condensate Pump Shaft. J. Fail. Anal. Prev. 2014, 14, 450–453. [Google Scholar] [CrossRef]
- Sitthipong, S.; Towatana, P.; Sitticharoenchai, A. Failure Analysis of Metal Alloy Propeller Shafts. Mater. Today Proc. 2017, 4, 6491–6494. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, X. Fatigue Fracture of a Locomotive Diesel Engine Cardan-Shaft. J. Fail. Anal. Prev. 2014, 14, 405–411. [Google Scholar] [CrossRef]
- Liu, Y.; Lian, Z.; Xia, C.; Qian, L.; Liu, S. Fracture Failure Analysis and Research on Drive Shaft of Positive Displacement Motor. Eng. Fail. Anal. 2019, 106, 104145. [Google Scholar] [CrossRef]
- Klinger, C.; Bettge, D. Axle Fracture of an ICE3 High Speed Train. Eng. Fail. Anal. 2013, 35, 66–81. [Google Scholar] [CrossRef]
- Guimaraes, A.V.; Brasileiro, P.C.; Giovanni, G.C.; Costa, L.R.O.; Araujo, L.S. Failure Analysis of a Half-Shaft of a Formula SAE Racing Car. Case Stud. Eng. Fail. Anal. 2016, 7, 17–23. [Google Scholar] [CrossRef]
- Zangeneh, S.; Ketabchi, M.; Kalaki, A. Fracture Failure Analysis of AISI 304L Stainless Steel Shaft. Eng. Fail. Anal. 2014, 36, 155–165. [Google Scholar] [CrossRef]
- Huda, Z.; Taib, N.I. Failure of car’s drive shaft under torsion. Mater. Technol. 2011, 26, 52–57. [Google Scholar] [CrossRef]
- Diler, A.A.; Gurgen, S.; Sert, A. Failure analysis of an axle shaft in an airport ground support vehicle. Proc. Inst. Mech. Eng. Part L J. Mater.-Des. Appl. 2023, 237, 925–940. [Google Scholar] [CrossRef]
- Bian, X.; Liu, Y.; Zhang, J. Fracture Analysis on Involute Spline of Large Tunnel Boring Machine. Eng. Fail. Anal. 2022, 142, 106728. [Google Scholar] [CrossRef]
- Maurya, P.; Mulani, N.; Michael, C.; Jebaseelan, D. Failure Analysis of Drive Axle Shaft Failed under Torsional Stress. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1128, 012011. [Google Scholar] [CrossRef]
- Kowalski, S.; Barta, D.; Dižo, J.; Dittrich, A. Assessment of the Wear of a Repeatedly Disassembled Interference-Fit Joint Operating under Rotational Bending Conditions. Appl. Sci. 2023, 13, 3902. [Google Scholar] [CrossRef]
- Miranda, R.S.; Cruz, C.; Cheung, N.; Cunha, A.P.A. Fatigue Failure Analysis of a Speed Reduction Shaft. Metals 2021, 11, 856. [Google Scholar] [CrossRef]
- Hou, X.Q.; Li, Y.; Liu, C.K.; He, Y.H. Fracture Failure Analysis of a 30CrMnSiA Steel Shaft. J. Fail. Anal. Prev. 2012, 12, 485–489. [Google Scholar] [CrossRef]
- Nassef, G.A.; Elkhatib, A.; Yakout, M. Analysis of a Failed Rocker Arm Shaft of a Passenger Car Engine. Case Stud. Eng. Fail. Anal. 2016, 5–6, 10–14. [Google Scholar] [CrossRef]
- Nguyen, T.; Romios, M.; Es-Said, O.S. Failure of a Conveyor Trunnion Shaft on a Centrifuge. Eng. Fail. Anal. 2004, 11, 401–412. [Google Scholar] [CrossRef]
- Muhammad, W.; Mairaj Deen, K. Failure Analysis of Water Pump Shaft. J. Fail. Anal. Prev. 2010, 10, 161–166. [Google Scholar] [CrossRef]
- Sun, S.; Yu, X.; Chen, X. Study of Component Structural Equivalent Fatigue Based on a Combined Stress Gradient Approach and the Theory of Critical Distance. Eng. Fail. Anal. 2016, 60, 199–208. [Google Scholar] [CrossRef]
- Trifkovic, D.; Stupar, S.; Bosnjak, S.; Milovancevic, M.; Krstic, B.; Rajic, Z.; Dunjic, M. Failure Analysis of the Combat Jet Aircraft Rudder Shaft. Eng. Fail. Anal. 2011, 18, 1998–2007. [Google Scholar] [CrossRef]
- Negru, R.; Muntean, S.; Pasca, N.; Marsavina, L. Failure Assessment of the Shaft of a Pumped Storage Unit. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 807–820. [Google Scholar] [CrossRef]
- Lee, D.W.; Lee, S.J.; Cho, S.S.; Joo, W.S. Failure of Rocker Arm Shaft for 4-Cylinder SOHC Engine. Eng. Fail. Anal. 2005, 12, 405–412. [Google Scholar] [CrossRef]
- Chaudhary, S.K.; Rajak, A.K.; Ashish, K. Failure Analysis of Rear Axle Shaft of a Heavy Vehicle. Mater. Today Proc. 2021, 38, 2235–2240. [Google Scholar] [CrossRef]
- Godec, M.; Mandrino, D.; Jenko, M. Investigation of the fracture of a car’s drive shaft. Eng. Fail. Anal. 2009, 16, 1252–1261. [Google Scholar] [CrossRef]
- Hamandi, F.; Whatley, S.; Simon, G.; Venkatarayappa, I.; Goswami, T. Failure Analysis of a Femoral Cephalomedullary Nail. Metals 2023, 13, 506. [Google Scholar] [CrossRef]
- Li, J.; Wu, T.; Chi, W.; Hu, Q. Teenhang Meen Integrated Analysis of Influence of Multiple Factors on Transmission Efficiency of Loader Drive Axle. Energies 2019, 12, 4540. [Google Scholar] [CrossRef]
- Domazet, Ž.; Lukša, F.; Bugarin, M. Failure of Two Overhead Crane Shafts. Eng. Fail. Anal. 2014, 44, 125–135. [Google Scholar] [CrossRef]
- Azevedo, T.F.; Sampaio WR, V.; Câmara EC, B.; Lima, G.D.; dos Santos Silva, W.F.; da Silva Ramos, S. Failure Analysis of a Sugarcane Loader Rear Shaft. Eng. Fail. Anal. 2020, 109, 104326. [Google Scholar] [CrossRef]
- Fonte, M.; Freitas, M. SEMI-ELLIPTICAL FATIGUE CRACK GROWTH under ROTATING or REVERSED BENDING COMBINED with STEADY TORSION. Fatigue Fract. Eng. Mater. Struct. 1997, 20, 895–906. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, X.; Guo, X. Failure Investigation of a Locomotive Turbocharger Main Shaft and Bearing Sleeve. J. Fail. Anal. Prev. 2010, 11, 167–174. [Google Scholar] [CrossRef]
- Shu, D.L. Mechanical Properties of Engineering Materials, 3rd ed.; China Machine Press: Beijing, China, 2016. [Google Scholar]
- Yin, P.; Zang, H.; Zhao, Y.; Wu, C.; Xu, X.; Pan, D.; Jiang, W. Superior Mechanical Properties of 40Cr Steel Obtained by Quenching and Microstress Relieving under Electropulsing. Mater. Sci. Eng. A 2020, 772, 138782. [Google Scholar] [CrossRef]
- Li, H.; Zhou, H.; Zhang, D.; Zhang, P.; Zhou, T.; Su, W. Comparative Study of Induction Quenching and Laser Surface Texturing on Anti-Wear Performance of 40Cr Steel. J. Mater. Eng. Perform. 2021, 30, 2238–2244. [Google Scholar] [CrossRef]
- Hu, J.J.; Zhang, G.B.; Xu, H.B.; Chen, Y.F. Microstructure Characteristics and Properties of 40Cr Steel Treated by High Current Pulsed Electron Beam. Mater. Technol. 2012, 27, 300–303. [Google Scholar] [CrossRef]
- GB/T 229-2020; Charpy Pendulum Impact Test Method for Metallic Materials. PRC National Bureau of Standards (NBS): Beijing, China, 2020.
- GB/T 3077-1999; Alloy Structural Steel. PRC National Bureau of Standards (NBS): Beijing, China, 1999.
- Liu, Y.; Lian, Z.; Zou, J.; Deng, C.; He, Y. Fracture Failure Analysis and Research on Thread Joint of Drive Shaft Shell of Positive Displacement Motor. Eng. Fail. Anal. 2020, 118, 104805. [Google Scholar] [CrossRef]
- Sun, X.F.; Guan, L.T.; Fang, X.S. Mechanics of Materials, 5th ed.; Higher Education Press (PRC): Beijing, China, 2009. [Google Scholar]
- Maslak, T.; Karuskevich, M. Introduction of Crystallographic Factor into the von Mises Equivalent Stress Calculation. Fatigue Fract. Eng. Mater. Struct. 2022, 46, 1211–1214. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Li, G.Q.; Wang, Y.B.; Lyu, Y.F. Simplified Method to Identify Full von Mises Stress-Strain Curve of Structural Metals. J. Constr. Steel Res. 2021, 181, 106624. [Google Scholar] [CrossRef]
- Xu, L.; Yu, X.; Hou, Z. Analysis of the Causes of Driving Gear Shaft Fractures in Gear Pumps. J. Fail. Anal. Prev. 2020, 20, 242–248. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | S | Si | Mn | P | Cr |
|---|---|---|---|---|---|---|
| Specification | 0.37–0.44 | ≤0.035 | 0.17–0.37 | 0.50–0.80 | ≤0.035 | 0.80–1.10 |
| Actual | 0.39 | 0.007 | 0.26 | 0.55 | 0.011 | 0.93 |
| Index | TS (MPa) | YS (MPa) | Δ (%) | Ψ (%) |
|---|---|---|---|---|
| Stretch 1 # | 1012 | 823 | 23.0 | 65 |
| Stretch 2 # | 1036 | 846 | 22.5 | 66 |
| Stretch 3 # | 1025 | 827 | 23.0 | 65 |
| Standard requirements | ≥980 | ≥785 | ≥9 | ≥45 |
| Index | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | Standard Requirements |
|---|---|---|---|---|---|---|---|---|---|---|
| hardness of surface | 48.4 | 51.5 | 52 | 52 | 51.7 | 52 | 51.5 | 49.1 | 49.8 | 48–61 |
| hardness of core | 23.1 | 22 | 22 | 22.5 | 24.8 | 24.1 | 25.6 | 22.5 | 22.2 | 24–32 |
| Index | Impact 1 # | Impact 2 # | Impact 3 # |
|---|---|---|---|
| KU 2 (J) | 144 | 152 | 148 |
| Standard requirements | ≥47 | ||
| Evaluation Indicators | Failure Standard | Number of Failed Mesh Cells | Percentage of Failed Mesh Cells |
|---|---|---|---|
| Min size | 2.0 | 200 | 0.33 |
| Max size | 20.0 | 0.007 | 0 |
| Aspect ratio | 5.0 | 0 | 0 |
| Warpage | 15.0 | 0 | 0 |
| Skew | 40.0 | 0 | 0 |
| Jacobian | 0.6 | 0 | 0 |
| Trias | 15.0 | 1848 | 3.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Z.; Wang, J.; Hu, Y.; Jiang, Y.; Xu, Y.; Wan, X. Failure Mechanism of Rear Drive Shaft in a Modified Pickup Truck. Metals 2024, 14, 641. https://doi.org/10.3390/met14060641
Huang Z, Wang J, Hu Y, Jiang Y, Xu Y, Wan X. Failure Mechanism of Rear Drive Shaft in a Modified Pickup Truck. Metals. 2024; 14(6):641. https://doi.org/10.3390/met14060641
Chicago/Turabian StyleHuang, Zhichao, Jiaxuan Wang, Yihua Hu, Yuqiang Jiang, Yong Xu, and Xiongfei Wan. 2024. "Failure Mechanism of Rear Drive Shaft in a Modified Pickup Truck" Metals 14, no. 6: 641. https://doi.org/10.3390/met14060641