
On Dynamic Recrystallization during the Friction Stir Processing of Commercially Pure Ti and Its Influence on the Microstructure and Mechanical Properties


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material Processing
2.2. Metallography
2.3. Mechanical Properties
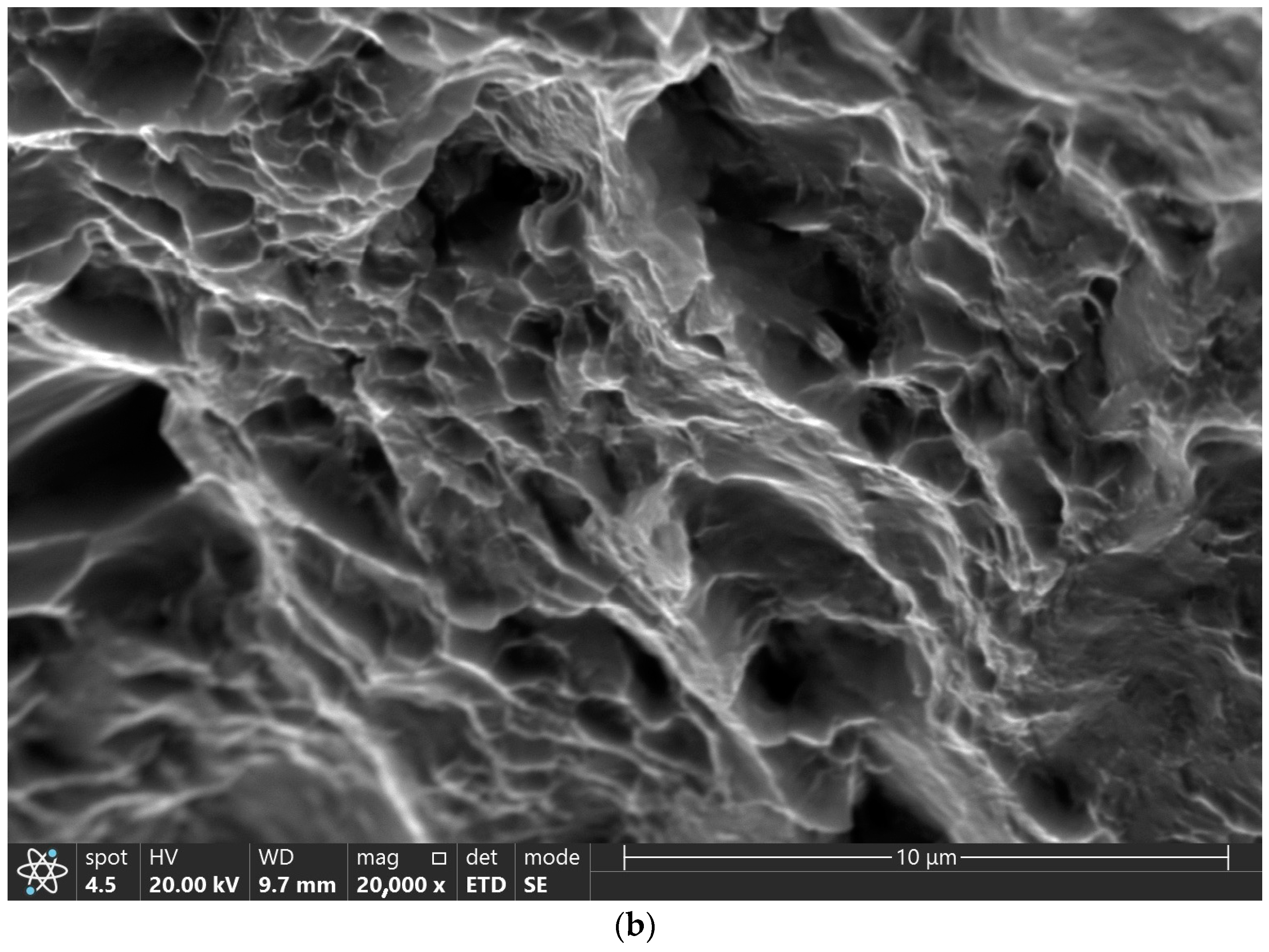
2.4. Fractography
3. Results
4. Discussion
5. Conclusions
- Pure CP-Ti underwent FSP with the aid of an H13 tool with a WC pin, thus yielding a defect-free processed material.
- The material that underwent FSP proved to be mechanically superior to the parent material at RT.
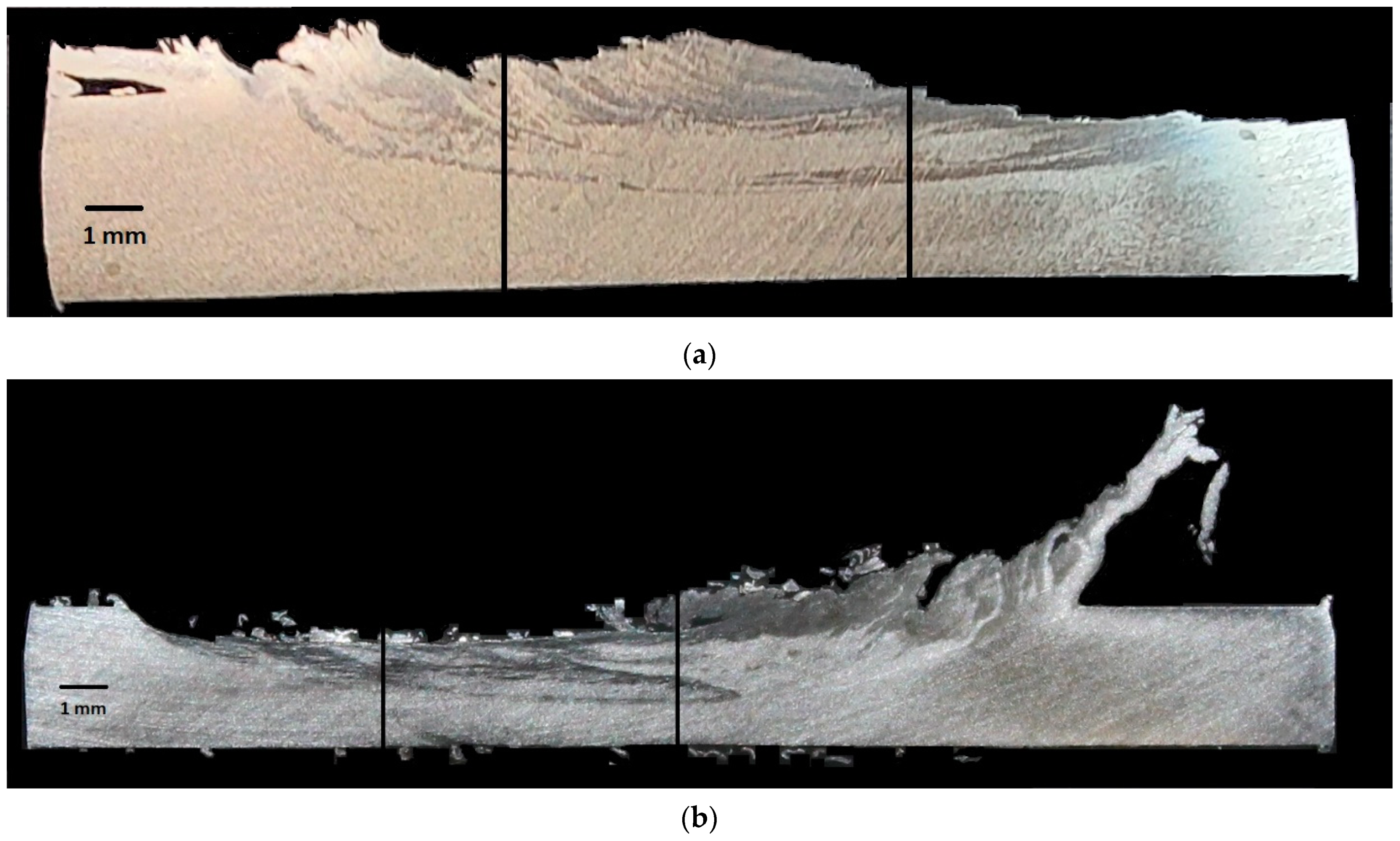
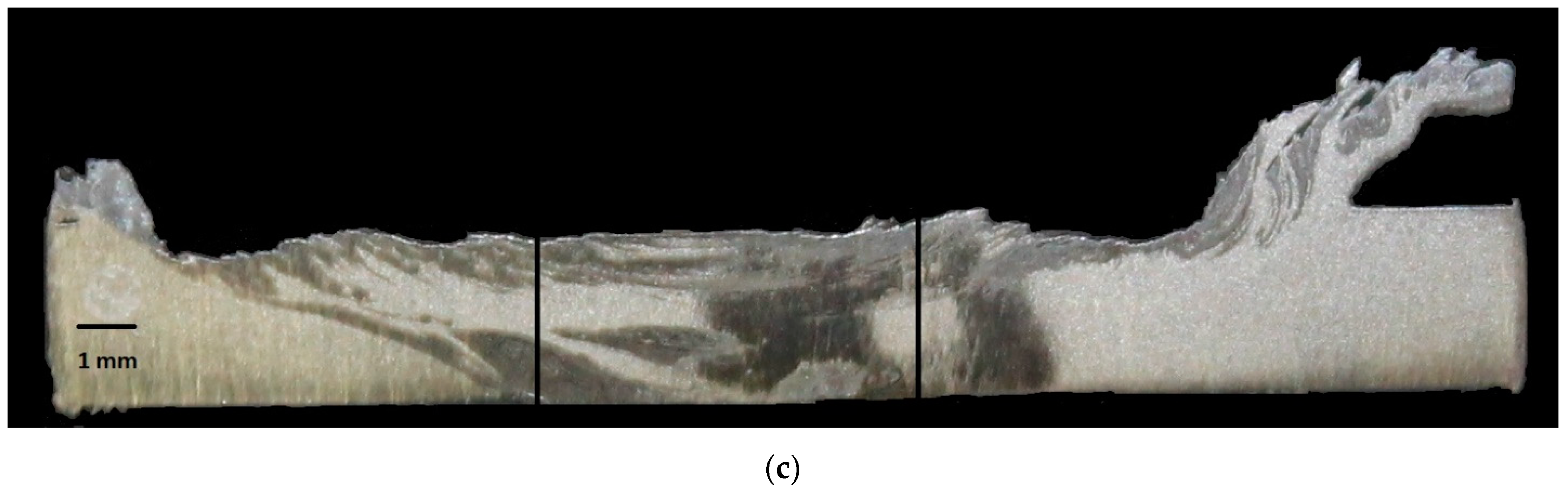
- Optical microscopy revealed bright bands across the cross-section; the size and shape of these bands changed along the processed strip.
- The microhardness values measured at the bright regions were significantly higher than those of the rest of the material subjected to FSP.
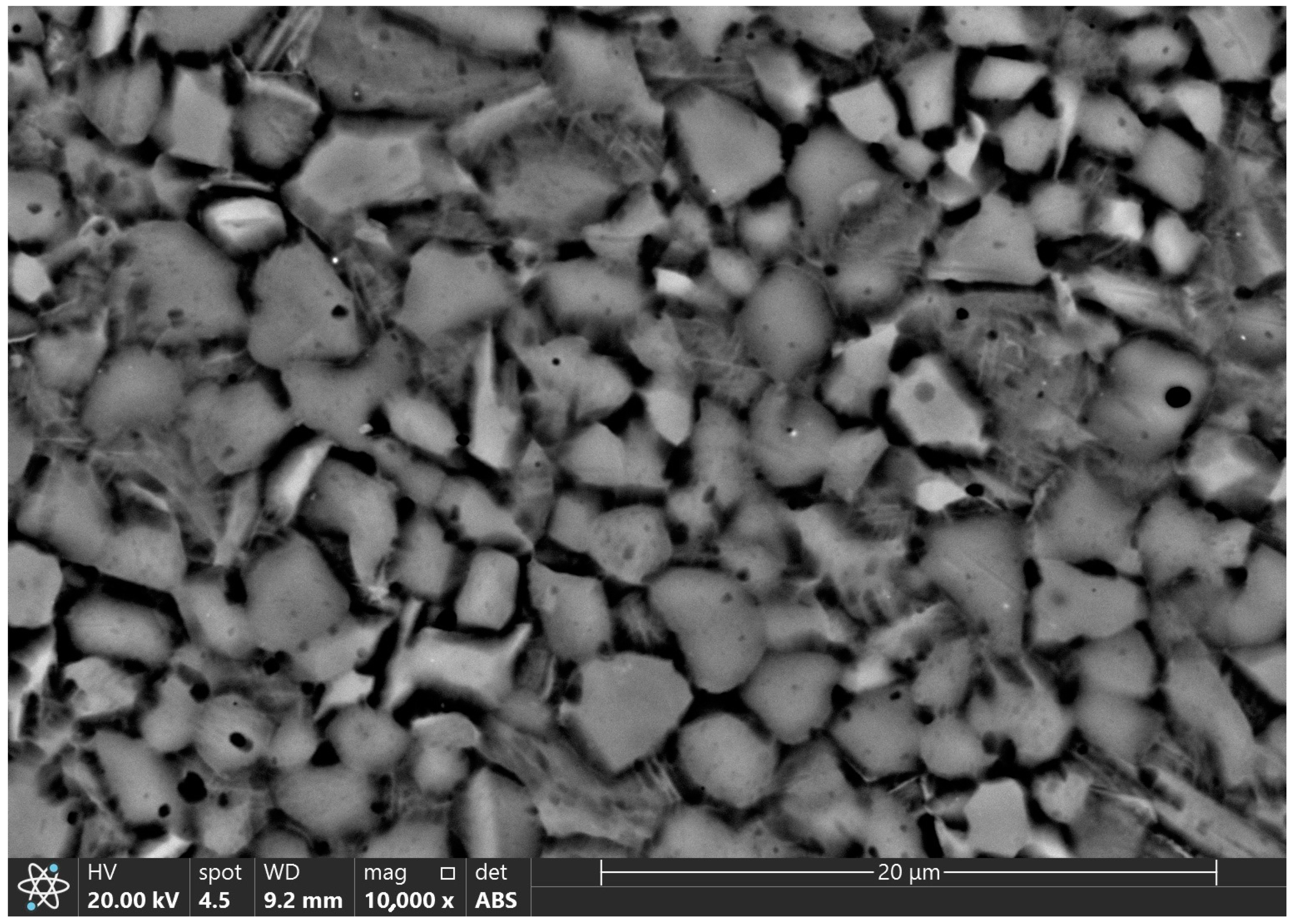
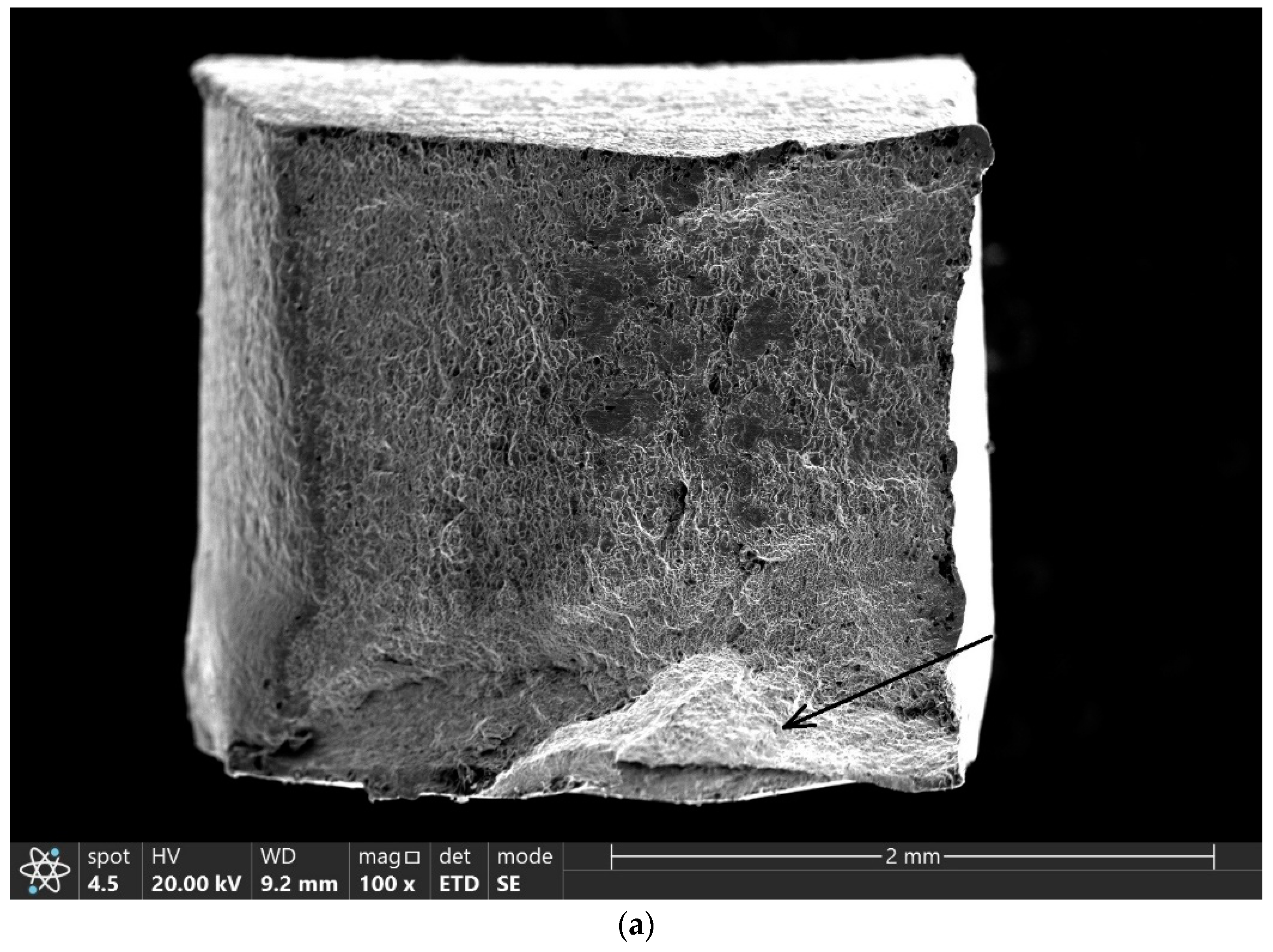
- A SEM study showed that these regions were composed of fine equiaxed α grains having an average size of one to two microns, together with a retained β phase at the grain boundaries as well as separate β grains to a certain extent. These regions also served as fracture nucleation sites, as revealed by a fractography study.
- EDS analyses conducted on the bright regions revealed that their chemical composition was similar to the rest of the stir zone, namely pure Ti.
- The above regions are likely to be due to excessive DRX resulting from higher amounts of plastic deformation.
- Due to its markedly lower cost than Ti alloys such as Ti-6Al-4V, CP-Ti subjected to FSP has the potential to become an industrial means of improving the mechanical properties of the material to make it a partial replacement for expensive alloys.
- The material that underwent FSP showed improved mechanical properties at room temperature as expected, but the microstructure revealed in the deformation bands was not expected since it had not been reported before.
- Further research is still required in order to find suitable processing parameters that can yield an entire cross-section having the microstructure of the deformation bands. These parameters include the rotational speed, transverse speed, shape and material of the processing tool. The stability of this microstructure upon exposure to high temperatures and its creep properties should be investigated as well.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Stir zone microstructure of commercial purity titanium friction stir welded using pcBN tool. Mater. Sci. Eng. A 2008, 488, 25–30. [Google Scholar] [CrossRef]
- Lee, W.B.; Lee, C.Y.; Chang, W.S.; Yeon, Y.M.; Jung, S.B. Microstructural investigation of friction stir welded pure titanium. Mater. Lett. 2005, 59, 3315–3318. [Google Scholar] [CrossRef]
- Reshad Seighalani, K.; Besharati Givi, M.K.; Nasiri, A.M.; Behemat, P. Investigations on the effects of the tool material, geometry, and tilt angle on friction stir welding of pure titanium. J. Mater. Eng. Perform. 2010, 19, 955–962. [Google Scholar] [CrossRef]
- Fujii, H.; Sun, Y.; Kato, H.; Nakata, K. Investigation of welding parameter dependent microstructure and mechanical properties in friction stir welded pure Ti joints. Mater. Sci. Eng. A 2010, 527, 3386–3391. [Google Scholar] [CrossRef]
- Kim, J.D.; Jin, E.G.; Murugan, S.P.; Park, Y.D. Recent advances in friction-stir welding process and microstructural investigation of friction stir welded pure titanium. J. Weld. Join. 2017, 35, 6–15. [Google Scholar] [CrossRef]
- Karna, S.; Cheepu, M.; Venkateswarulu, D.; Srikanth, V. Recent developments and research progress on friction stir welding of titanium alloys: An overview. IOP Conf. Ser. Mater. Sci. Eng. 2018, 330, 012068. [Google Scholar] [CrossRef]
- Xu, N.; Song, Q.; Bao, Y.; Jiang, Y.; Shen, J.; Cao, X. Twinning-induced mechanical properties’ modification of CP-Ti by friction stir welding associated with simultaneous backward cooling. Sci. Technol. Weld. Join. 2017, 7, 610–616. [Google Scholar] [CrossRef]
- Bahl, S.; Nithilaksh, P.L.; Suwas, S.; Kailas, S.V.; Chatterjee, K. Processing–microstructure–crystallographic texture–surface property relationships in friction stir processing of titanium. J. Mater. Eng. Perform. 2017, 26, 4206–4216. [Google Scholar] [CrossRef]
- Jiang, L.; Huang, W.; Liu, C.; Chai, L.; Yang, X.; Xu, Q. Microstructure, texture evolution and mechanical properties of pure Ti by friction stir processing with slow rotation speed. Mater. Charact. 2019, 148, 1–8. [Google Scholar] [CrossRef]
- Singh, A.K.; Kaushik, L.; Pawar, S.; Singh, J.; Das, H.; Mondal, M.; Hong, S.T.; Choi, S.H. Unraveling the heterogeneous evolution of the microstructure and texture in the thermomechanically affected zone of commercially pure titanium during friction stir processing. Int. J. Mech. Sci. 2023, 239, 107894. [Google Scholar] [CrossRef]
- Vakili-Azghandi, M.; Rokinan, M.; Szpunar, J.A.; Mousavizade, S.M. Surface modification of pure titanium via friction stir processing: Microstructure evolution and dry sliding wear performance. J. Alloys Compd. 2020, 816, 152557. [Google Scholar] [CrossRef]
- Fattah-alhosseini, A.; Vakili-Azghandi, M.; Haghshenas, M. On the passive and electrochemical behavior of severely deformed pure Ti through friction stir processing. Int. J. Adv. Manuf. Technol. 2017, 90, 991–1002. [Google Scholar] [CrossRef]
- Singh, A.K.; Kaushik, L.; Pawar, S.; Singh, J.; Das, H.; Mondal, M.; Hong, S.T.; Choi, S.H. Evolution of microstructure and texture in the stir zone of commercially pure titanium during friction stir processing. Int. J. Plast. 2022, 150, 103184. [Google Scholar] [CrossRef]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Grain structure and microtexture in friction stir welded commercial purity titanium. Sci. Technol. Weld. Join. 2010, 15, 500–505. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W.; McFadden, S.X.; Mara, N.A.; Mukherjee, A.K. High strain rate superplasticity in a friction stir processed 7070 Al alloy. Scr. Mater. 2000, 42, 163–168. [Google Scholar] [CrossRef]
- Rubtsov, V.; Chumaevskii, A.; Knyazhev, E.; Utyaganova, V.; Gurianov, D.; Amirov, A.; Cheremnov, A.; Kolubaev, E. The Regularities of Metal Transfer by a Nickel-Based Superalloy Tool During Friction Stir Processing of a Titanium Alloy Produced by Wire-Feed Electron Beam Additive Manufacturing. Metals 2024, 14, 105. [Google Scholar] [CrossRef]
- Kang, D.S.; Lee, K.J. Recent R&D status on friction stir welding of Ti and its alloys. J. Weld. Join. 2015, 33, 1–7. [Google Scholar]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Development of grain structure during friction stir welding of pure titanium. Acta Mater. 2009, 57, 4519–4528. [Google Scholar] [CrossRef]
- Liu, H.; Nakata, K.; Yamamoto, N.; Liao, J. Friction stir welding of pure titanium lap joint. Sci. Technol. Weld. Join. 2010, 15, 428–432. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E.; Levinson, A.J.; Feng, C.R. Enhancing the weldability of CP titanium friction stir welds with elemental foils. Sci. Technol. Weld. Join. 2019, 24, 617–623. [Google Scholar] [CrossRef]
- Ganesan, R.; Porthur, H. Review on Friction Stir Welding of Titanium Alloys—A Fracture Mechanics Perspective. In Advances in Additive Manufacturing and Metal Joining, Proceedings of the AIMTDR, Virtual, 9–11 December 2021; Ramesh Babu, N., Kumar, N.S., Thyla, P.R., Sripriyan, K., Eds.; Springer Nature Singapore Pte Ltd.: Singapore, 2023; pp. 445–458. [Google Scholar]
- Chumaevskii, A.; Amirov, A.; Ivanov, A.; Rubtsov, V.; Kolubaev, E. Friction Stir Welding/Processing of Various Metals with Working Tools of Different Materials and Its Peculiarities for Titanium Alloys: A Review. Metals 2023, 13, 970. [Google Scholar] [CrossRef]
- Sajid, M.; Kumar, G.; Kumar, M. Recent advances in friction stir welding and processing of light metals alloys. Int. J. Res. Eng. Innov. 2023, 7, 15–22. [Google Scholar] [CrossRef]
- Vakili-Azghandi, M.; Hatami, F.M.; Szpunar, J.A. Mechanical properties and corrosion behavior of titanium surface biocomposites reinforced with Al2O3 particles fabricated by friction stir processing. Mater. Chem. Phys. 2024, 313, 128749. [Google Scholar] [CrossRef]
- Zykova, A.P.; Tarasov, S.Y.; Chumaevskiy, A.V.; Kolubaev, E.A. A Review of Friction Stir Processing of Structural Metallic Materials: Process, Properties, and Methods. Metals 2020, 10, 772. [Google Scholar] [CrossRef]
- Ding, Z.; Fan, Q.; Wang, L. A Review on Friction Stir Processing of Titanium Alloy: Characterization, Method, Microstructure. Metall. Mater. Trans. B 2019, 50B, 2134–2162. [Google Scholar] [CrossRef]
- Santhanam, S.K.V.; Jeyarajan, J.R.; Manivannan, S.K.; Jayamanickam, J.B.; Kuppusamy, R.; Nambi, N. Analysis on Mechanical Properties and Corrosion Behavior of Friction Stir Processing of Commercially Pure-Titanium. In Proceedings of the ASME 2022 International Mechanical Engineering Congress and Exposition, Columbus, OH, USA, 30 October–3 November 2022; American Society of Mechanical Engineers: New York, NY, USA, 2022. [Google Scholar]
- Regev, M.; Almoznino, B.; Spigarelli, S. A Study of the Metallurgical and Mechanical Properties of Friction-Stir-Welded Pure Titanium. Metals 2023, 13, 524. [Google Scholar] [CrossRef]
- Regev, M.; Spigarelli, S. Metallurgical and Mechanical Properties of Friction Stir-Welded Pure Titanium. J. Mater. Eng. Perform. 2024; published online. [Google Scholar] [CrossRef]
- Zheng Chen, G.; Fray, D.J.; Farthing, T.W. Cathodic Deoxygenation of the Alpha Case on Titanium and Alloys in Molten Calcium Chloride. Metall. Mater. Trans. 2001, 32B, 1041–1052. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Average Yield Strength [MPa] | Yield Strength S.D. [MPa] | Ultimate Tensile Strength [MPa] | Ultimate Tensile Strength S.D. [MPa] | Elongation [%] | Elongation S.D. [%] |
|---|---|---|---|---|---|---|
| PM | 325.4 | 27.4 | 504.6 | 10.8 | 37.6 | 4.8 |
| Subjected to FSP | 481.8 | 41.3 | 616.8 | 41.8 | 11.8 | 4.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Regev, M.; Spigarelli, S. On Dynamic Recrystallization during the Friction Stir Processing of Commercially Pure Ti and Its Influence on the Microstructure and Mechanical Properties. Metals 2024, 14, 644. https://doi.org/10.3390/met14060644
Regev M, Spigarelli S. On Dynamic Recrystallization during the Friction Stir Processing of Commercially Pure Ti and Its Influence on the Microstructure and Mechanical Properties. Metals. 2024; 14(6):644. https://doi.org/10.3390/met14060644
Chicago/Turabian StyleRegev, Michael, and Stefano Spigarelli. 2024. "On Dynamic Recrystallization during the Friction Stir Processing of Commercially Pure Ti and Its Influence on the Microstructure and Mechanical Properties" Metals 14, no. 6: 644. https://doi.org/10.3390/met14060644