
High-Pressure Torsion: A Path to Refractory High-Entropy Alloys from Elemental Powders

 ,
, 
Abstract
1. Introduction
2. Materials and Experimental Procedures
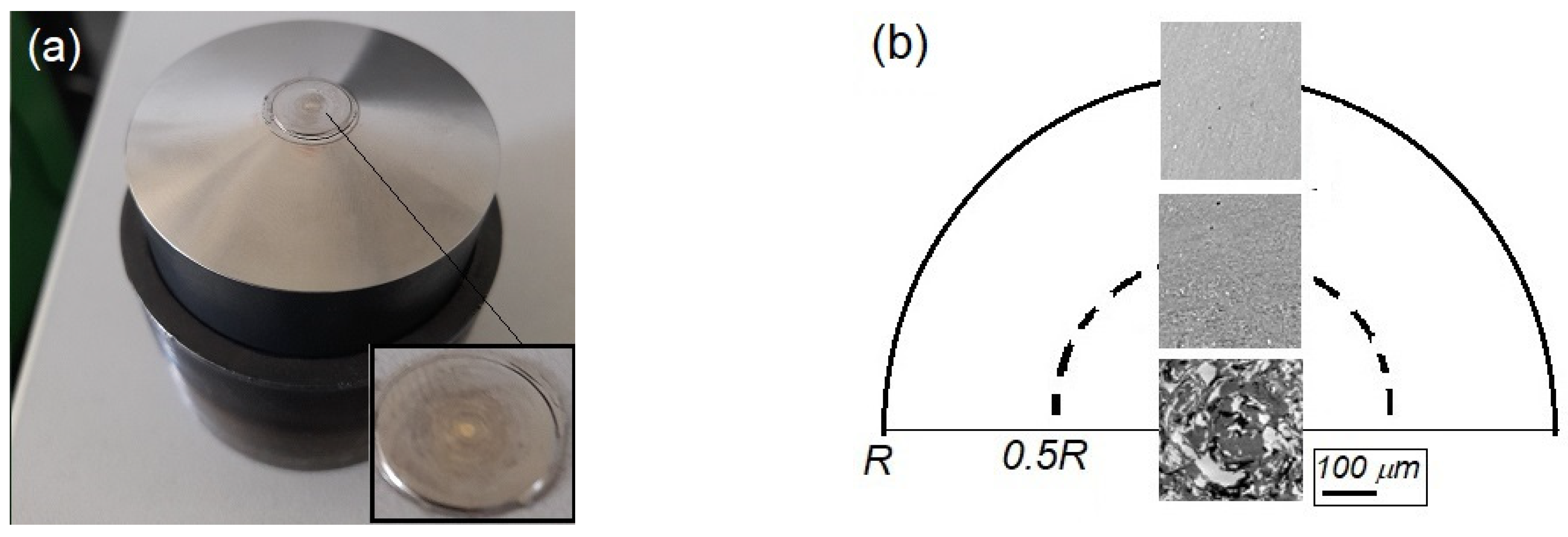
2.1. Powder Consolidation by High Pressure Torsion
2.2. Vickers Hardness Measurements
2.3. Phase Analysis
2.4. Microstructure Characterization
3. Results and Discussion
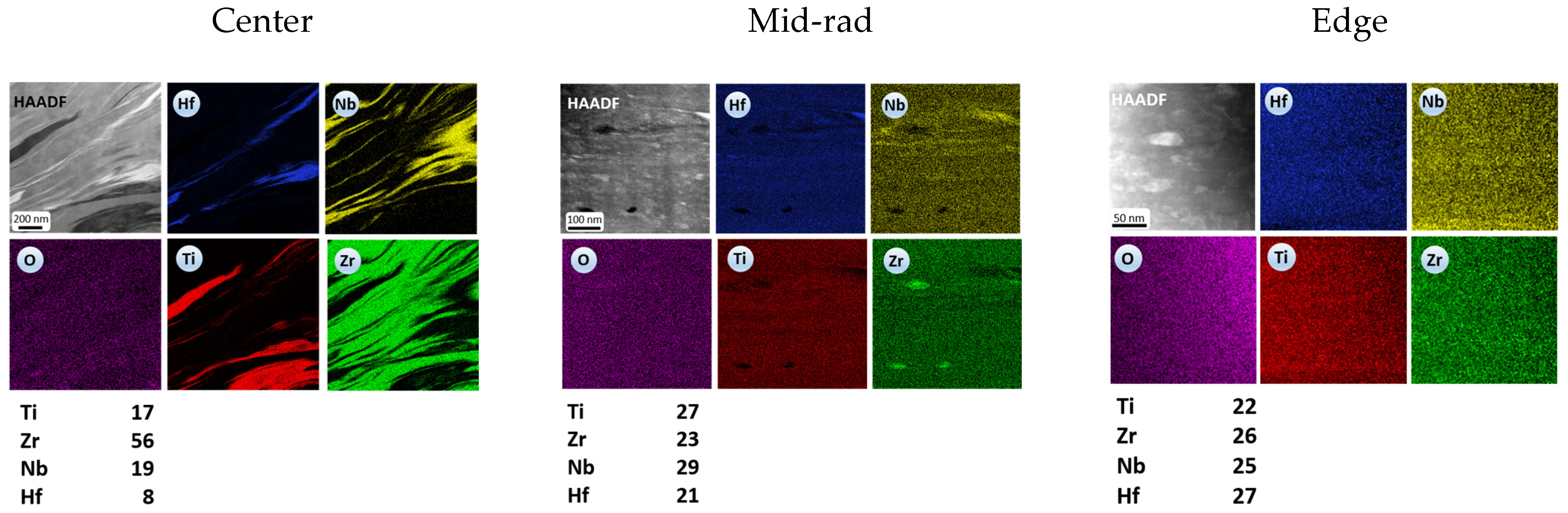
3.1. Intermixing Study by STEM-EDX
3.2. Hardness Characterization
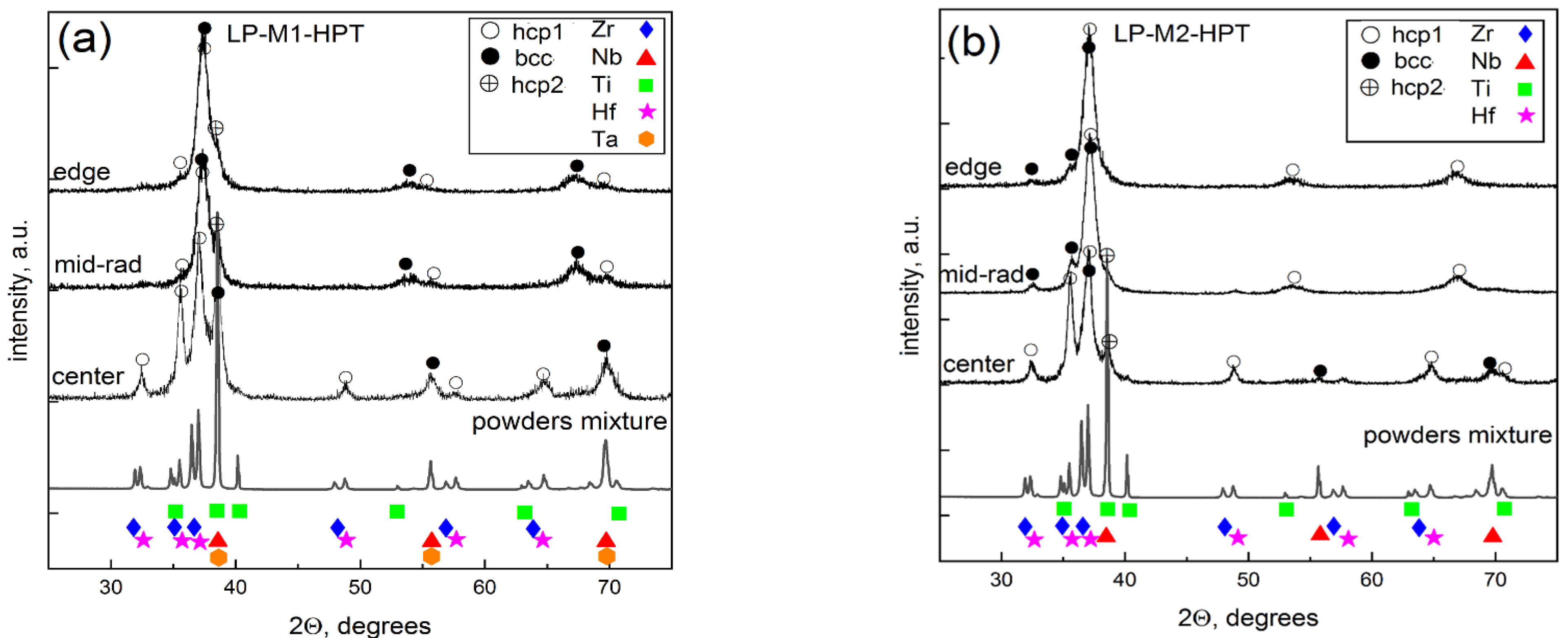
3.3. Definition of Phase Formation by XRD Analysis
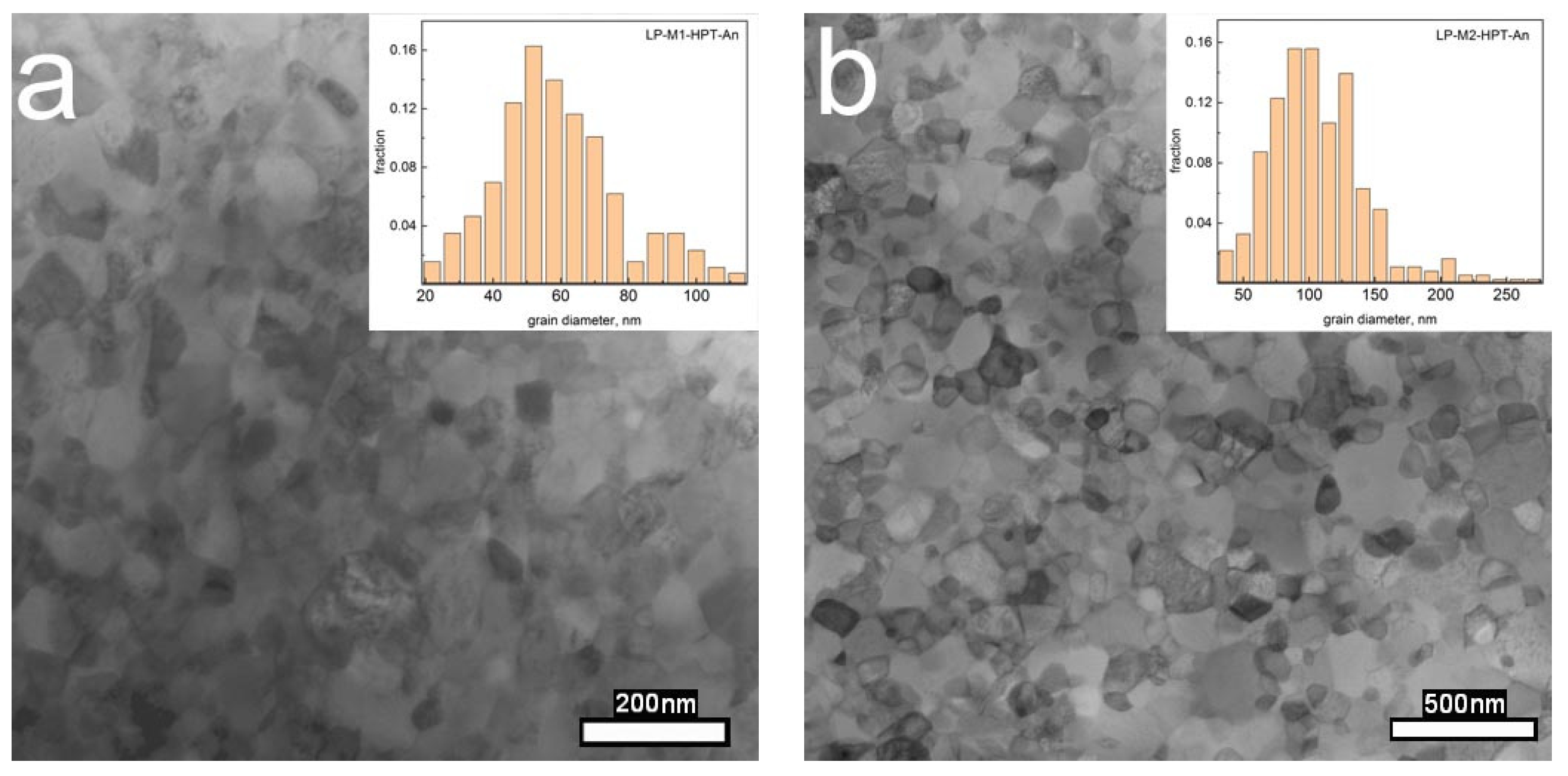
3.4. Microstructure Characterization by TEM
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Koch, C.C. Nanocrystalline high-entropy alloys. J. Mater. Res. 2017, 32, 3435–3444. [Google Scholar] [CrossRef]
- Ren, X.; Li, Y.; Qi, Y.; Wang, B. Review on preparation technology and properties of refractory high entropy alloys. Materials 2022, 15, 2931. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J.; Couzinie, J.-P. Development and exploration of refractory high entropy alloys-A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miller, J.D.; Miracle, D.B.; Woodward, C. Accelerated exploration of multi-principal element alloys with solid state solution phases. Nat. Commun. 2015, 6, 6529. [Google Scholar] [CrossRef]
- Lapovok, R.; Tomus, D.; Muddle, B. Low-temperature compaction of Ti–6Al–4V powder using equal channel angular extrusion with back pressure. Mater. Sci. Eng. A 2008, 490, 171–180. [Google Scholar] [CrossRef]
- Lapovok, R.; Ferdowsi, M.R.G.; Shterner, V.; Hodgson, P.D.; Mazilkin, A.; Boltynjuk, E.; Kulagin, R.; Semiatin, S.L. Refractory High-Entropy Alloys Produced from Elemental Powders by Severe Plastic Deformation. Adv. Eng. Mater. 2024, 26, 2301949. [Google Scholar] [CrossRef]
- Málek, J.; Zýka, J.; Lukáč, F.; Vilémová, M.; Vlasák, T.; Čížek, J.; Melikhova, O.; Macháčková, A.; Kim, H.-S. The effect of processing route on properties of HfNbTaTiZr high entropy alloy. Materials 2019, 12, 4022. [Google Scholar] [CrossRef] [PubMed]
- Málek, J.; Zýka, J.; Lukáč, F.; Čížek, J.; Kunčická, L.; Kocich, R. Microstructure and mechanical properties of sintered and heat-treated HfNbTaTiZr high entropy alloy. Metals 2019, 9, 1324. [Google Scholar] [CrossRef]
- Lukáč, F.; Vilémová, M.; Klementová, M.; Minárik, P.; Chráska, T. The origin and the effect of the fcc phase in sintered HfNbTaTiZr. Mater. Lett. 2021, 286, 129224. [Google Scholar] [CrossRef]
- Kulagin, R.; Beygelzimer, Y.; Ivanisenko, Y.; Mazilkin, A.; Hahn, H. High Pressure Torsion: From Laminar Flow to Turbulence. IOP Conf. Ser. Mater. Sci. Eng. 2017, 194, 012045. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kulagin, R.; Klinger, L.; Rabkin, E.; Straumal, P.B.; Kogtenkova, O.A.; Baretzky, B. Structure Refinement and Fragmentation of Precipitates under Severe Plastic Deformation: A Review. Materials 2022, 15, 601. [Google Scholar] [CrossRef] [PubMed]
- Cízek, J.; Hausild, P.; Cieslar, M.; Melikhova, O.; Vlasak, T.; Janecek, M.; Kral, R.; Harcuba, P.; Lukac, F.; Zýka, J.; et al. Strength enhancement of high entropy alloy HfNbTaTiZr by severe plastic deformation. J. Alloys Compd. 2018, 768, 924–937. [Google Scholar] [CrossRef]
- Hung, P.T.; Kawasaki, M.; Han, J.-K.; Lábár, J.L.; Gubicza, J. Thermal stability of a nanocrystalline HfNbTiZr multi-principal element alloy processed by high-pressure torsion. Mater. Charact. 2020, 168, 110550. [Google Scholar] [CrossRef]
- Schuh, B.; Volker, B.; Todt, J.; Schell, N.; Perriere, L.; Li, J.; Couzinie, J.P.; Hohenwarter, A. Thermodynamic instability of a nanocrystalline, single-phase TiZrNbHfTa alloy and its impact on the mechanical properties. Acta Mater. 2018, 142, 201–212. [Google Scholar] [CrossRef]
- Cao, P.; Huang, H.; Jiang, S.; Liu, X.; Wang, H.; Wu, Y.; Lu, Z. Microstructural stability and aging behavior of refractory high entropy alloys at intermediate temperatures. J. Mater. Sci. Technol. 2022, 122, 243–254. [Google Scholar] [CrossRef]
- Chen, S.-M.; Ma, Z.-J.; Qiu, S.; Zhang, L.-J.; Zhang, S.-Z.; Yang, R.; Hu, Q.-M. Phase decomposition and strengthening in HfNbTaTiZr high entropy alloy from first-principles calculations. Acta Mater. 2021, 225, 117582. [Google Scholar] [CrossRef]
- Li, T.; Wang, S.; Fan, W.; Lu, Y.; Wang, T.; Li, T.; Laaw, P.K. CALPHAD-aided design for superior thermal stability and mechanical behavior in a TiZrHfNb refractory high-entropy alloy. Acta Mater. 2023, 246, 118728. [Google Scholar] [CrossRef]
- Yang, W.; Pang, S.; Liu, Y.; Wang, Q.; Liaw, P.K.; Zhang, T. Design and properties of novel Ti-Zr-Hf-Nb-Ta high-entropy alloys for biomedical applications. Intermetallics 2022, 141, 107421. [Google Scholar] [CrossRef]
- Huang, Y.-C.; Lai, Y.-C.; Lin, Y.-H.; Wu, S.-K. A study on the severely cold-rolled and annealed quaternary equiatomic derivatives from quinary HfNbTaTiZr refractory high entropy alloy. J. Alloys Compd. 2020, 855, 157404. [Google Scholar] [CrossRef]
- Huang, H.; Sun, Y.; Cao, P.; Wu, Y.; Liu, X.; Jiang, S.; Wang, H.; Lu, Z. On cooling rates dependence of microstructure and mechanical properties of refractory high-entropy alloys HfTaTiZr and HfNbTiZr. Scr. Mater. 2022, 211, 114506. [Google Scholar] [CrossRef]
- He, Q.; Yoshida, S.; Tsuji, N. Characteristic strengthening mechanisms in body-centered cubic refractory high/medium entropy alloys. Scr. Mater. 2023, 231, 115442. [Google Scholar] [CrossRef]
- Sun, Y.; Lu, Z.; Liu, X.; Du, Q.; Xie, H.; Lv, J.; Song, R.; Wu, Y.; Wang, H.; Jiang, S.; et al. Prediction of Ti-Zr-Nb-Ta high-entropy alloys with desirable hardness by combining machine learning and experimental data. Appl. Phys. Lett. 2021, 119, 201905. [Google Scholar] [CrossRef]
- Nataraj, C.M.; van de Walle, A.; Samanta, A. Temperature-Dependent Configurational Entropy Calculations for Refractory High Entropy Alloys. J. Phase Equilib. Diffus. 2021, 42, 571–577. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Center | Mid-Radius | Edge | |||||
|---|---|---|---|---|---|---|---|
| Fraction, % | Lattice, Å | Fraction, % | Lattice, Å | Fraction, % | Lattice, Å | ||
| LP-M1-HPT | hcp1 | 48 | a = 3.202 | 2 | a = 3.215 | 0 | a = 3.202 |
| c = 5.063 | c = 5.109 | c = 5.063 | |||||
| bcc | 49 | a = 3.304 | 93 | a = 3.400 | 98 | a = 3.304 | |
| hcp2 | 3 | a = 2.951 | 5 | a = 3.051 | 2 | ||
| c = 4.662 | c = 4.672 | ||||||
| LP-M2-HPT | hcp1 | 54 | a = 3.202 | 5 | a = 3.188 | 2 | a = 3.202 |
| c = 5.063 | c = 5.063 | c = 5.063 | |||||
| bcc | 28 | a = 3.304 | 95 | a = 3.404 | 98 | a = 3.304 | |
| hcp2 | 18 | a = 2.951 c = 4.662 | 0 | 0 | |||
| Center | Mid-Radius | Edge | |||||
|---|---|---|---|---|---|---|---|
| Fraction, % | Lattice, Å | Fraction, % | Lattice, Å | Fraction, % | Lattice, Å | ||
| LP-M1-HPT-An | hcp1 | 32 | a = 3.192 | 40 | a = 3.184 | 67 | a = 3.199 |
| c = 5.063 | c = 5.054 | c = 5.161 | |||||
| bcc | 59 | a = 3.299 | 57 | a = 3.295 | 33 | a = 3.306 | |
| hcp3 | 9 | a = 3.237 | 3 | a = 3.229 | 0 | ||
| c = 5.161 | c = 5.160 | ||||||
| LP-M2-HPT-An | hcp1 | 84 | a = 3.179 | 78 | a = 3.182 | 93 | a = 3.178 |
| c = 5.086 | c = 5.101 | c = 5.074 | |||||
| bcc | 13 | a = 3.305 | 6 | a = 3.314 | 0 | ||
| hcp3 | 3 | a = 3.242 c = 5.182 | 16 | a = 3.246 c = 5.192 | 7 | a = 3.246 c = 5.193 | |
| Center | Mid-Rad | Edge | |
|---|---|---|---|
| LP-M1-HPT | 82 | 36 | 35 |
| LP-M2-HPT | 92 | 39 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazilkin, A.; Ferdowsi, M.R.G.; Boltynjuk, E.; Kulagin, R.; Lapovok, R. High-Pressure Torsion: A Path to Refractory High-Entropy Alloys from Elemental Powders. Metals 2024, 14, 672. https://doi.org/10.3390/met14060672
Mazilkin A, Ferdowsi MRG, Boltynjuk E, Kulagin R, Lapovok R. High-Pressure Torsion: A Path to Refractory High-Entropy Alloys from Elemental Powders. Metals. 2024; 14(6):672. https://doi.org/10.3390/met14060672
Chicago/Turabian StyleMazilkin, Andrey, Mahmoud R. G. Ferdowsi, Evgeniy Boltynjuk, Roman Kulagin, and Rimma Lapovok. 2024. "High-Pressure Torsion: A Path to Refractory High-Entropy Alloys from Elemental Powders" Metals 14, no. 6: 672. https://doi.org/10.3390/met14060672
APA StyleMazilkin, A., Ferdowsi, M. R. G., Boltynjuk, E., Kulagin, R., & Lapovok, R. (2024). High-Pressure Torsion: A Path to Refractory High-Entropy Alloys from Elemental Powders. Metals, 14(6), 672. https://doi.org/10.3390/met14060672