
Achieving Homogeneous Microstructure and Superior Properties in High-N Austenitic Stainless Steel via a Novel Atmosphere-Switching Method

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Effect of SNAT Processing on Phase Structure Evolution
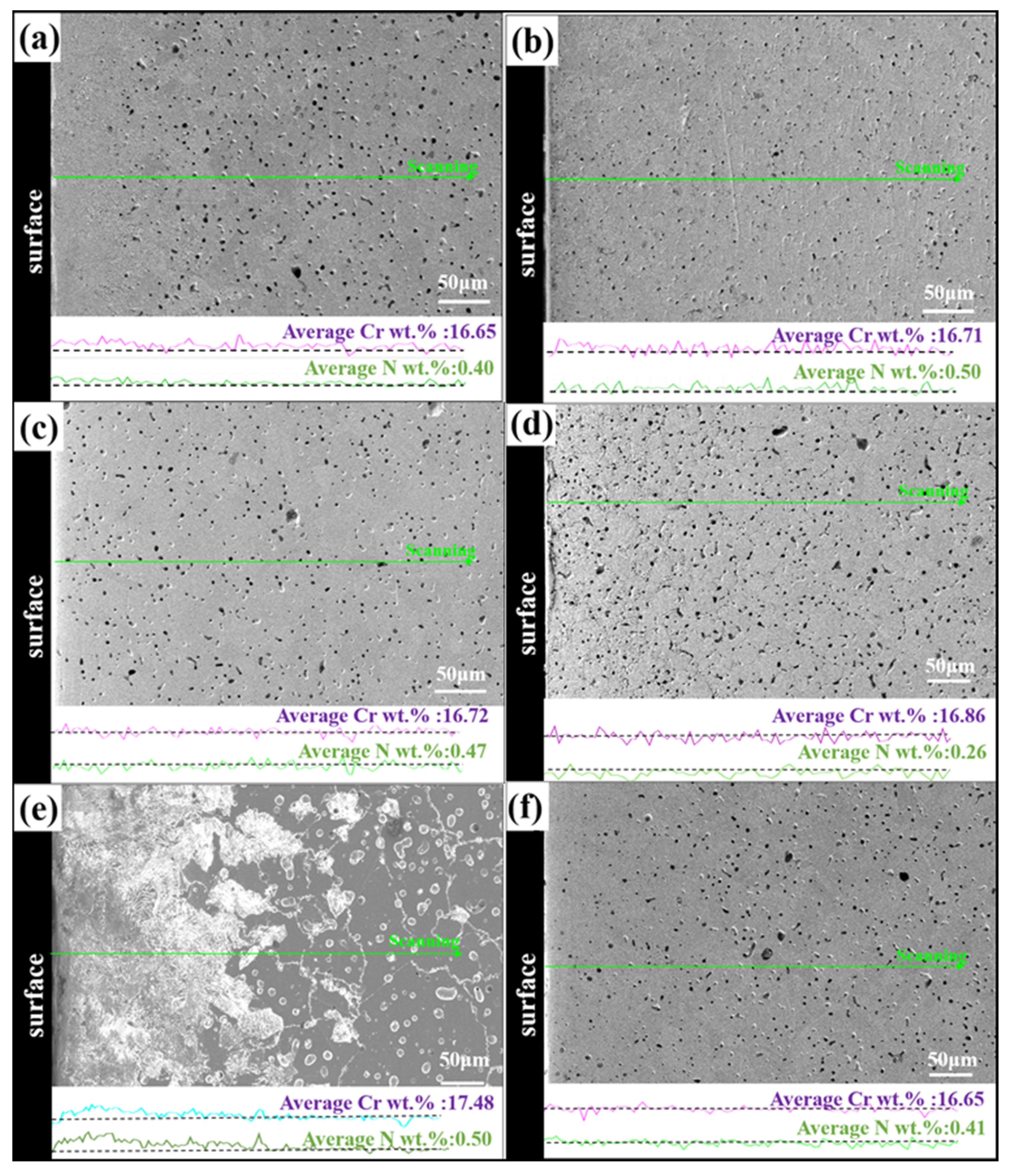
3.2. Nitriding Efficiency and Nitrogen Distribution under Different Process Conditions
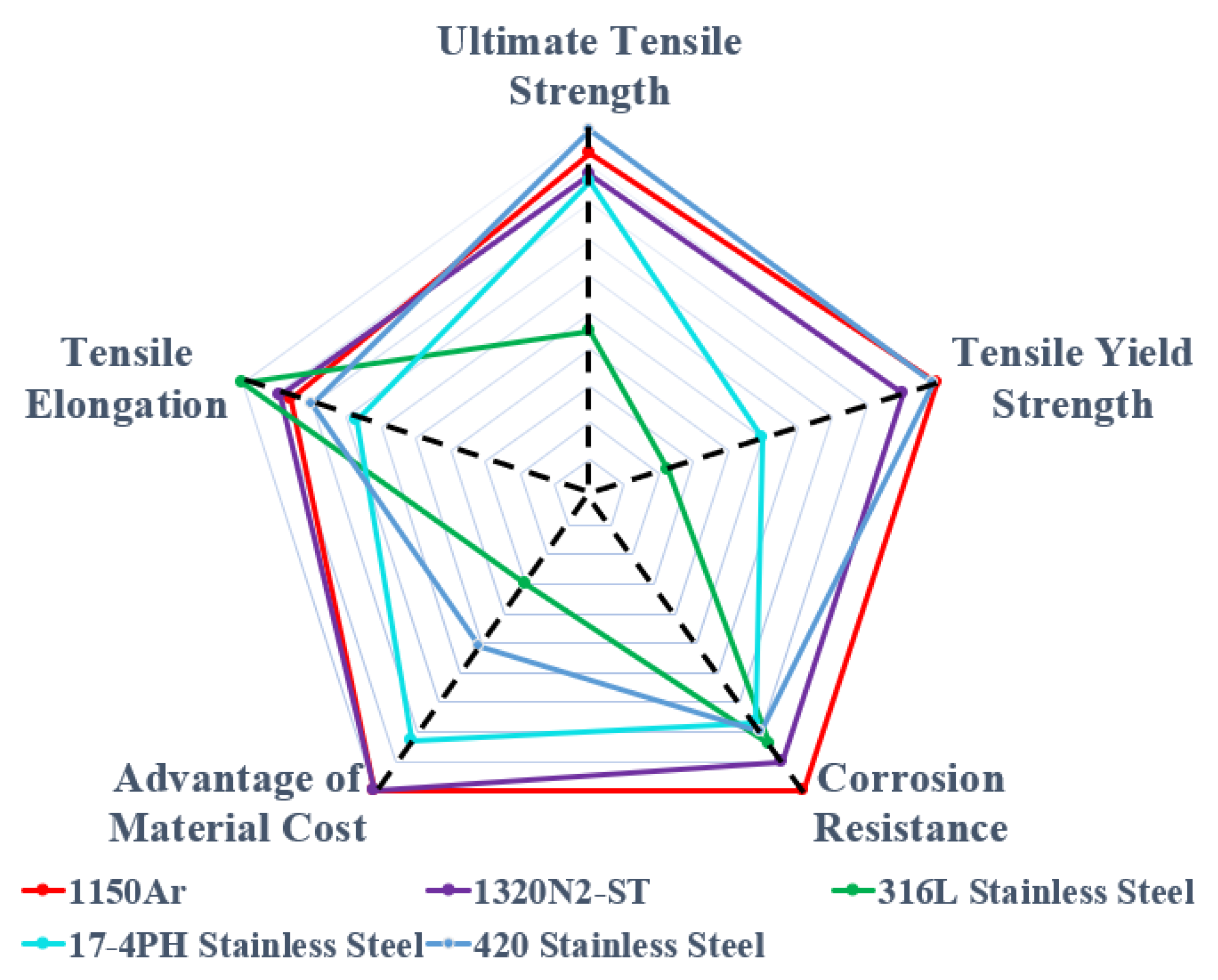
3.3. Comparative Performance Advantages of SNAT Processing
4. Conclusions
- (1)
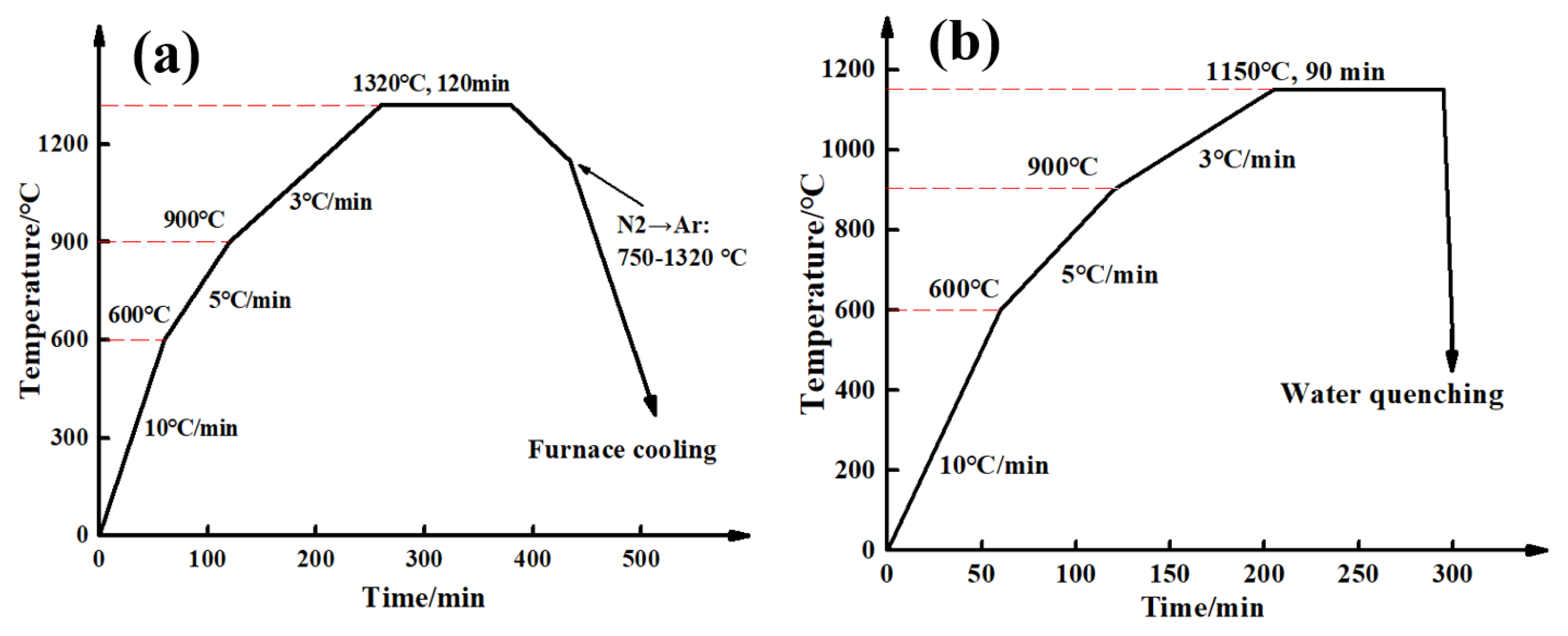
- Cooling in a N2 atmosphere initially transforms the matrix to a nitrogen-rich austenite. Excessive nitrogen infiltration precipitates Cr2N, inducing partial austenite decomposition and ultimately forming a multiphase structure of austenite, α-Fe, and Cr2N.
- (2)
- Switching atmosphere from N2 to Ar reverses the nitriding reaction, and the earlier the switch, the shorter the nitriding time and the longer the denitriding time. A balance between these two processes is needed to achieve a high-nitrogen, chemically uniform single-phase austenitic structure.
- (3)
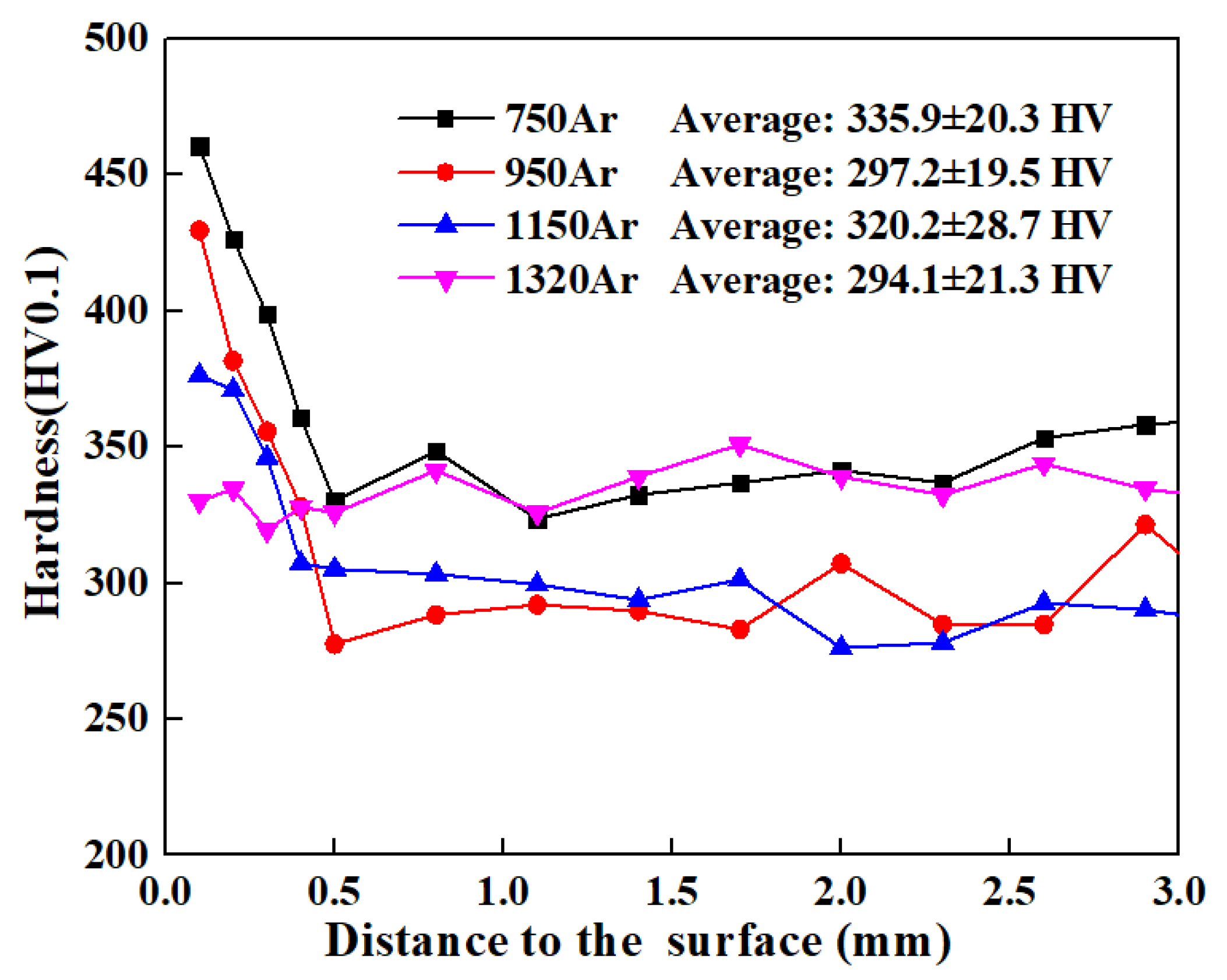
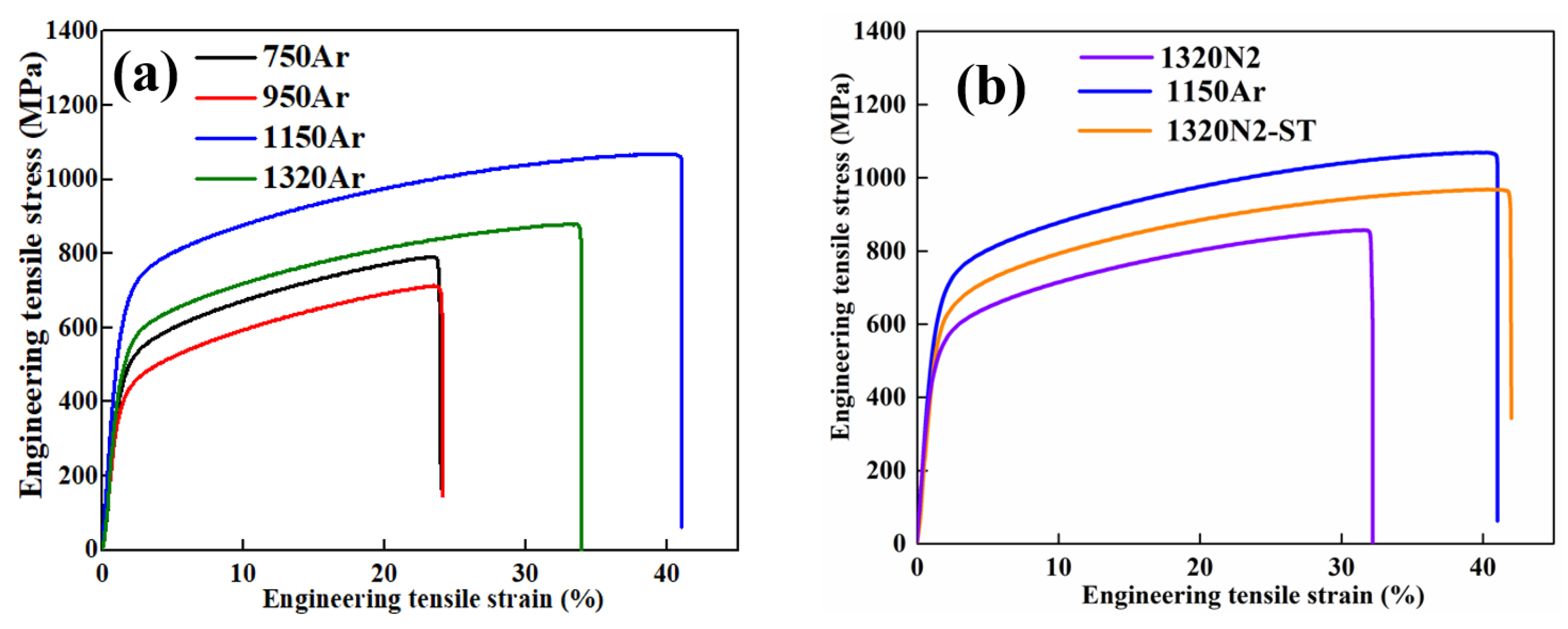
- Optimal properties were observed at a switching temperature of 1150 °C, where the steel exhibited a yield strength of 749 MPa, ultimate tensile strength of 1030 MPa, elongation of 38.7%, and corrosion current density of 0.06 mA/cm2. These properties surpass those of N2-cooled and solution-treated steels, as well as other MIM stainless steels.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lang, Y.-P.; Qu, H.-P.; Chen, H.-T.; Weng, Y.-Q. Research progress and development tendency of nitrogen-alloyed austenitic stainless steels. J. Iron Steel Res. Int. 2015, 22, 91–98. [Google Scholar] [CrossRef]
- Reed, R.P. Nitrogen in austenitic stainless steels. JOM-US 1989, 3, 16–21. [Google Scholar] [CrossRef]
- Simmons, J.W. Overview, high-nitrogen alloying of stainless steels. Mater. Sci. Eng. A 1996, 207, 159–169. [Google Scholar] [CrossRef]
- Hänninen, H.; Romu, J.; Ilola, R.; Tervo, J.; Laitinen, A. Effects of processing and manufacturing of high nitrogen-containing stainless steels on their mechanical, corrosion and wear properties. J. Mater. Process. Technol. 2001, 117, 424–430. [Google Scholar] [CrossRef]
- Berns, H.; Bouwman, J.W.; Eul, U.; Izagirre, J.; Juse, R.L.; Niederau, H.J.; Tavernier, G.; Zieschang, R. Solution nitriding of stainless steels for process engineering. Materwiss. Werksttech. 2000, 31, 152–161. [Google Scholar] [CrossRef]
- Wang, J.B.; Zhou, Y.F.; Xing, X.L.; Liu, S.; Zhao, C.C.; Yang, Y.L.; Yang, Q.X. The effect of nitrogen alloying to the microstructure and mechanical properties of martensitic stainless steel hardfacing. Surf. Coat. Technol. 2016, 294, 115–121. [Google Scholar] [CrossRef]
- Weddeling, A.; Lefor, K.; Hryha, E.; Huth, S.; Nyborg, L.; Weber, S.; Theisen, W. Nitrogen uptake of nickel free austenitic stainless steel powder during heat treatment-an XPS study. Surf. Interface Anal. 2015, 47, 413–422. [Google Scholar] [CrossRef]
- Talha, M.; Behera, C.K.; Sinha, O.P. Effect of nitrogen and cold working on structural and mechanical behavior of Ni-free nitrogen containing austenitic stainless steels for biomedical applications. Mater. Sci. Eng. C 2015, 47, 196–203. [Google Scholar] [CrossRef]
- Lefor, K.; Walter, M.; Weddeling, A.; Hryha, E.; Huth, S.; Weber, S.; Nyborg, L. Influence of the PM-processing route and nitrogen content on the properties of Ni-free austenitic stainless steel. Metall. Mater. Trans. A 2015, 46, 1154–1167. [Google Scholar] [CrossRef]
- Salahinejad, E.; Amini, R.; Hadianfard, M.J. Contribution of nitrogen concentration to compressive elastic modulus of 18Cr–12Mn–xN austenitic stainless steels developed by powder metallurgy. Mater. Des. 2010, 31, 2241–2244. [Google Scholar] [CrossRef]
- Salahinejad, E.; Amini, R.; Marasi, M.; Hadianfard, M.J. The effect of sintering time on the densification and mechanical properties of a mechanically alloyed Cr–Mn–N stainless steel. Mater. Des. 2010, 31, 527–532. [Google Scholar] [CrossRef]
- Kuroda, Y.; Komada, M.; Murakami, R.; Fukumoto, S.; Tsuchida, N.; Harada, Y.; Fukaura, K. Metal injection molding of nickel-free austenitic stainless-steels I-manufacturing process. Adv. Mater. Res. 2007, 26–28, 15–18. [Google Scholar] [CrossRef]
- Chen, S.; Wang, Q.; Yang, H.; Yang, K. High-nitrogen nickel-free stainless steel, an attractive material with potential for biomedical application. Steel Res. Int. 2023, 94, 2200355. [Google Scholar] [CrossRef]
- Zheng, Z.; Long, J.; Guo, Y.; Li, H.; Zheng, K.; Qiao, Y. Corrosion and impact–abrasion–corrosion behaviors of quenching–tempering martensitic Fe–Cr alloy steels. J. Iron Steel Res. Int. 2022, 29, 1853–1863. [Google Scholar] [CrossRef]
- Nam, N.D.; Kim, M.J.; Kim, J.G. Corrosion behavior of low alloy steels containing manganese in mixed chloride sulfate solution. Metall. Mater. Trans. A 2014, 45, 893–905. [Google Scholar] [CrossRef]
- Mazur, K.; Hebda, M. Analysis of the oxidation process of powders and sinters of the austenitic stainless steel. J. Therm. Anal. Calorim. 2018, 133, 115–122. [Google Scholar] [CrossRef]
- Peng, H.; Hu, L.; Chen, J.; Huang, S.; Li, L.; Yi, Y.; Zhou, F.; Fang, W.; Baker, I. Microstructures and deformation mechanisms of the medium-entropy alloy (NiCoCr)76(Ni6AlTi)3. Mater. Sci. Eng. A 2022, 849, 143449. [Google Scholar] [CrossRef]
- Peng, H.; Yi, Y.; Fang, W.; Hu, L.; Baker, I.; Li, L.; Luo, B. Optimization of the microstructure and mechanical properties of electron beam welded high-strength medium-entropy alloy (NiCoCr)94Al3Ti3. Intermetallics 2022, 141, 107439. [Google Scholar] [CrossRef]
- Suzuki, K.; Nakamura, Y.; Nakajima, M.; Bai, Y.; Uematsu, Y. Improvement of fatigue properties by solution treatment in nitrided type 304 stainless steel. Procedia Mater. Sci. 2014, 3, 627–633. [Google Scholar] [CrossRef]
- Bannykh, I.O.; Sevost’yanov, M.A.; Prutskov, M.E. Effect of heat treatment on the mechanical properties and the structure of a high-nitrogen austenitic 02Kh20AG10N4MFB steel. Russ. Metall. 2016, 2016, 613–618. [Google Scholar] [CrossRef]
- de Oro Calderon, R.; Gierl-Mayer, C.; Danninger, H. Thermoanalytical techniques for characterizing sintering processes in ferrous powder metallurgy. J. Therm. Anal. Calorim. 2023, 148, 1309–1320. [Google Scholar] [CrossRef]
- Jain, H.; Mondal, D.P.; Gupta, G.; Kumar, R. Effect of compressive strain rate on the deformation behaviour of austenitic stainless steel foam produced by space holder technique. Mater. Chem. Phys. 2021, 259, 124010. [Google Scholar] [CrossRef]
- Dai, J.; Feng, H.; Li, H.-B.; Jiang, Z.-H.; Li, H.; Zhang, S.-C.; Zhou, P.; Zhang, T. Nitrogen significantly enhances corrosion resistance of 316L stainless steel in thiosulfate-chloride solution. Corros. Sci. 2020, 174, 108792. [Google Scholar] [CrossRef]
- Ren, Y.; Zhao, H.; Yang, K.; Zhang, Y. Biomechanical compatibility of high strength nickel free stainless steel bone plate under lightweight design. Mater. Sci. Eng. C 2019, 101, 415–422. [Google Scholar] [CrossRef] [PubMed]
- Falkowska, A.; Seweryn, A.; Szusta, J. Predicting the fatigue strength and life of 316L steel sinters of varying porosity for implants in a uniaxial loading state. Eng. Fract. Mech. 2018, 200, 146–165. [Google Scholar] [CrossRef]
- Brink, B.K.; Ståhl, K.; Christiansen, T.L.; Oddershede, J.; Winther, G.; Somers, M.A.J. On the elusive crystal structure of expanded austenite. Scr. Mater. 2017, 131, 59–62. [Google Scholar] [CrossRef]
- Romu, J.; Hnninen, H. Effect of Nitrogen Content on precipitation during isothermal annealing of P/M high nitrogen austenitic stainless steels. Mater. Sci. Forum 1999, 318–320, 673–680. [Google Scholar] [CrossRef]
- Yuan, Z.Z.; Dai, Q.X.; Cheng, X.N.; Chen, K.M. Microstructural thermostability of high nitrogen austenitic stainless steel. Mater. Charact. 2007, 58, 87–91. [Google Scholar] [CrossRef]
- Mohammadzadeh, R.; Akbari, A. Grain refinement of a nickel and manganese free austenitic stainless steel produced by pressurized solution nitriding. Mater. Charact. 2014, 93, 119–128. [Google Scholar] [CrossRef]
- Hu, L.; Peng, H.; Baker, I.; Li, L.; Zhang, W.; Ngai, T. Characterization of high-strength high-nitrogen austenitic stainless steel synthesized from nitrided powders by spark plasma sintering. Mater. Charact. 2019, 152, 76–84. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, F.; Li, C.; Li, Y.; Cheng, J. Microstructural evolution, coarsening behavior of precipitates and mechanical properties of boron bearing steel 25CrMoNbB during tempering. Mater. Sci. Eng. A 2018, 712, 453–465. [Google Scholar] [CrossRef]
- Chao, K.L.; Liao, H.Y.; Shyue, J.J.; Lian, S.S. Corrosion behavior of high nitrogen nickel-free Fe-16Cr-Mn-Mo-N stainless steels. Metall. Mater. Trans. B 2014, 45, 381–391. [Google Scholar] [CrossRef]
- Zhang, Y.; Feng, E.; Mo, W.; Lv, Y.; Ma, R.; Ye, S.; Wang, X.; Yu, P. On the microstructures and fatigue behaviors of 316L stainless steel metal injection molded with gas- and water-atomized powders. Metals 2018, 8, 893. [Google Scholar] [CrossRef]
- Wang, T.; Qiao, X.; Li, D.; Huang, Z.; Wang, B.; Lu, R.; Yang, Z. Influence of sintering process parameters on properties and dimensional accuracy of MIM17-4PH stainless steel. Trans. Indian Inst. Met. 2024, 77, 397–404. [Google Scholar] [CrossRef]
- Huang, Z.; Jiang, X.; Li, D.; Yang, Z.; Lu, R. Effect of sintering temperature on microstructure and properties of MIM420 stainless steel. Powder Metall. 2022, 65, 214–221. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Cr | Mn | Mo | N | C | Si | P | S | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 16.9 | 11 | 3.28 | 0.4 | 0.07 | 0.7 | 0.013 | 0.005 | 0.1 | Balance |
| Composition | Melting Point/°C | Decomposition Temperature Range/°C | Density/g∙cm−3 | Mass Fraction in Binder/wt.% |
|---|---|---|---|---|
| Microcrystalline wax | 75 | 300–500 | 0.920 | 65 |
| High-density polyethylene | 133.5 | 420–510 | 0.964 | 25 |
| Ethylene–vinyl acetate | 86 | 310–500 | 0.941 | 5 |
| stearic acid | 67 | 290–370 | 0.941 | 5 |
| Sample Label | Key Processing Steps |
|---|---|
| 750Ar | S-N process → Switch to Ar atmosphere when cooled to 750 °C |
| 950Ar | S-N process → Switch to Ar atmosphere when cooled to 950 °C |
| 1150Ar | S-N process → Switch to Ar atmosphere when cooled to 1150 °C |
| 1320Ar | S-N process → Switch to Ar atmosphere directly at 1320 °C |
| 1320N2 | S-N process → Keep N2 atmosphere throughout during cooling |
| 1320N2-ST | As-prepared 1320N2 steel → Solution-treated in N2 atmosphere |
| Sample Code | σb (MPa) | σ0.2 (MPa) | Elongation (%) |
|---|---|---|---|
| 750Ar | 733 ± 12 | 437 ± 9 | 21.8 ± 2.1 |
| 950Ar | 674 ± 15 | 411 ± 9 | 22.4 ± 1.4 |
| 1150Ar | 1030 ± 20 | 749 ± 33 | 38.7 ± 3.7 |
| 1320Ar | 824 ± 24 | 483 ± 10 | 31.9 ± 2.0 |
| 1320N2 | 843 ± 28 | 578 ± 26 | 30.2 ± 3.2 |
| 1320N2-ST | 968 ± 31 | 676 ± 20 | 39.5 ± 3.5 |
| Sample Code | Ecorr (V) | Icorr (mA/cm2) | Rp (kΩ) | C. Rate (mm/y) |
|---|---|---|---|---|
| 750Ar | −0.46 | 0.76 | 5.3 | 13 |
| 950Ar | −0.42 | 0.24 | 10.5 | 4 |
| 1150Ar | −0.21 | 0.06 | 42.1 | 1.1 |
| 1320Ar | −0.29 | 0.13 | 19.6 | 2 |
| 1320N2 | −0.43 | 7.13 | 15.2 | 82 |
| 1320N2-ST | −0.24 | 0.10 | 30.3 | 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Li, L.; Huang, C.; Gao, J.; Zou, L.; Li, Z.; Peng, Z. Achieving Homogeneous Microstructure and Superior Properties in High-N Austenitic Stainless Steel via a Novel Atmosphere-Switching Method. Metals 2024, 14, 795. https://doi.org/10.3390/met14070795
Zhang W, Li L, Huang C, Gao J, Zou L, Li Z, Peng Z. Achieving Homogeneous Microstructure and Superior Properties in High-N Austenitic Stainless Steel via a Novel Atmosphere-Switching Method. Metals. 2024; 14(7):795. https://doi.org/10.3390/met14070795
Chicago/Turabian StyleZhang, Weipeng, Liejun Li, Chengcheng Huang, Jixiang Gao, Liming Zou, Zhuoran Li, and Zhengwu Peng. 2024. "Achieving Homogeneous Microstructure and Superior Properties in High-N Austenitic Stainless Steel via a Novel Atmosphere-Switching Method" Metals 14, no. 7: 795. https://doi.org/10.3390/met14070795
APA StyleZhang, W., Li, L., Huang, C., Gao, J., Zou, L., Li, Z., & Peng, Z. (2024). Achieving Homogeneous Microstructure and Superior Properties in High-N Austenitic Stainless Steel via a Novel Atmosphere-Switching Method. Metals, 14(7), 795. https://doi.org/10.3390/met14070795