
Numerical Study on Fretting Wear of DZ125/FGH99 Tenon/Mortise Joint Structure

Abstract
:1. Introduction
2. Theoretical Foundation
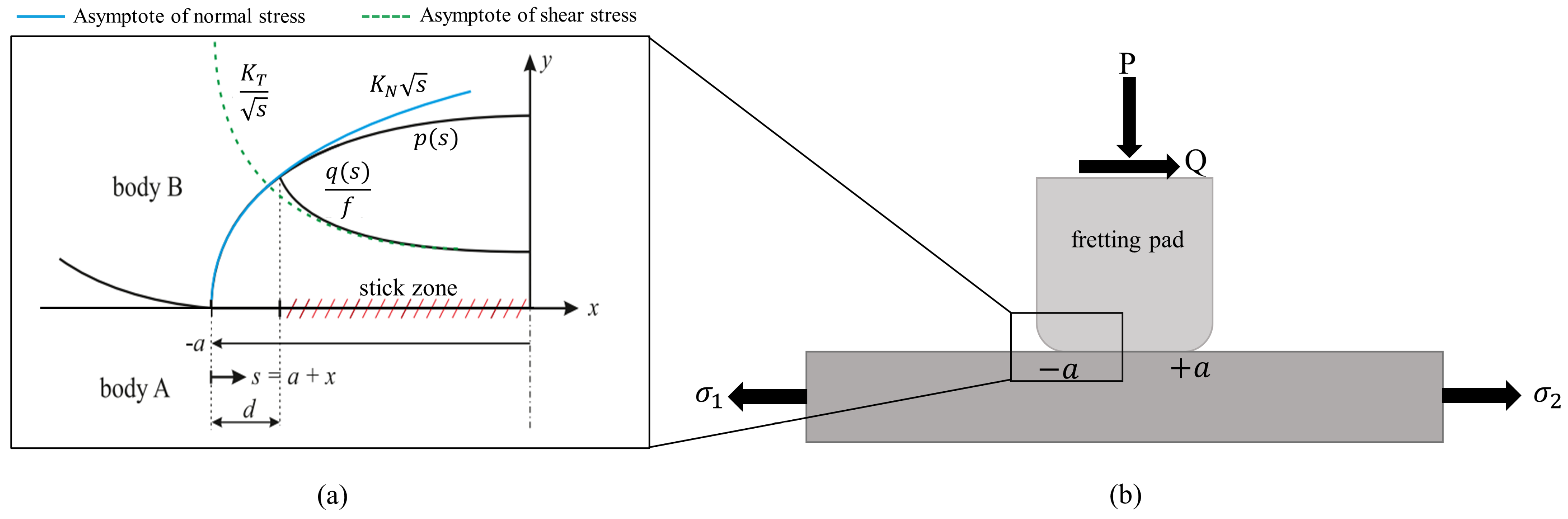
2.1. Asymptotic Approach for Incomplete Half-Plane Contacts
2.2. Wear Model
3. Establishment of Fretting Wear Finite Element Model
3.1. Geometric Model Construction
3.2. Definition of Material Properties
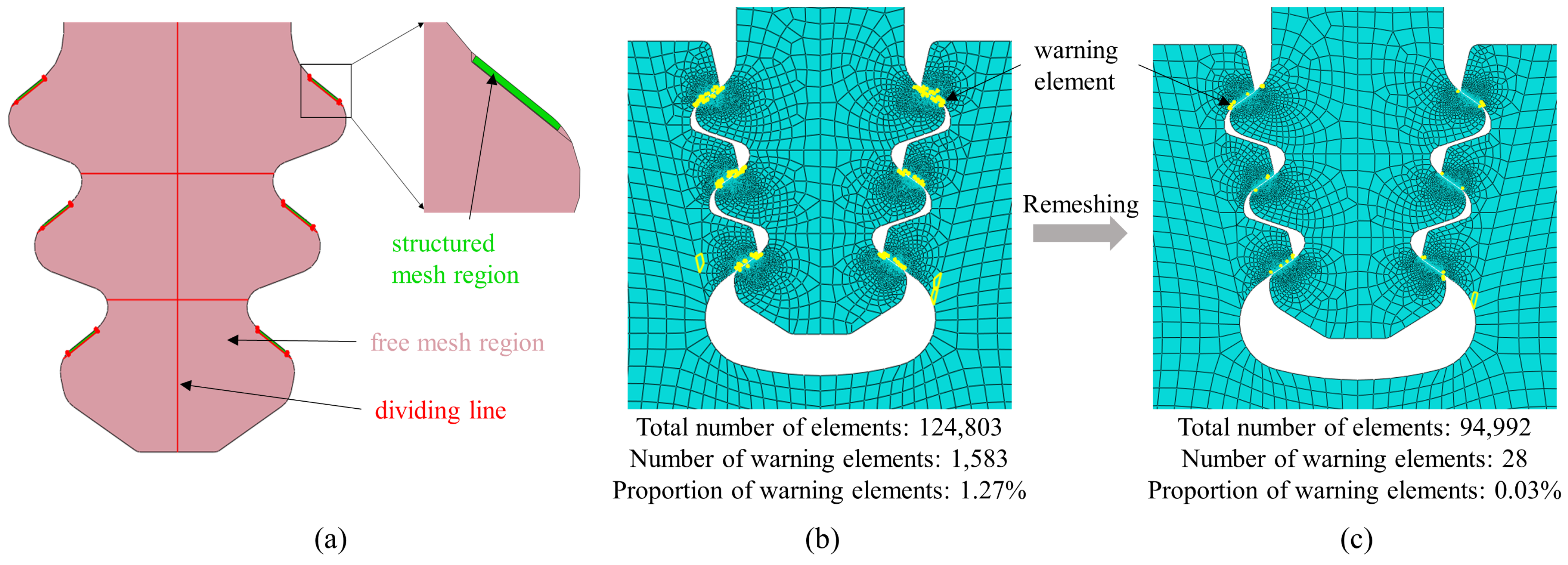
3.3. Mesh Generation Process
3.4. Analysis Step Settings
3.5. Define Contact Properties, Loads, and Boundary Conditions
4. Results and Discussion
4.1. The Influence of Element Size on the Accuracy of Numerical Calculations
4.2. Evolution of Fretting Wear on Contact Surface of Tenon Joint Structure
4.3. Stress Distribution and the Evolution of the Stick–Slip State during Different Cycles
4.4. The Coupling Relationship between Fretting Wear and Contact State
5. Conclusions
- The element size of the contact area has a great influence on the accuracy of the contact calculation results. As the element size gradually decreases, the error between the stress calculated by the numerical calculation and the theoretical value of the asymptotic form gradually decreases. However, when the element size is too small, the stress at the contact edge may fluctuate.
- The wear depth of each pair of tenon teeth gradually increases as the number of load cycles increases, and the wear depth of the upper side of the contact surface increases faster than that of the lower side. The average wear depth of the first tooth contact surface is much larger than that of the second and third teeth (about 10 times), with the third tooth having the smallest average wear depth.
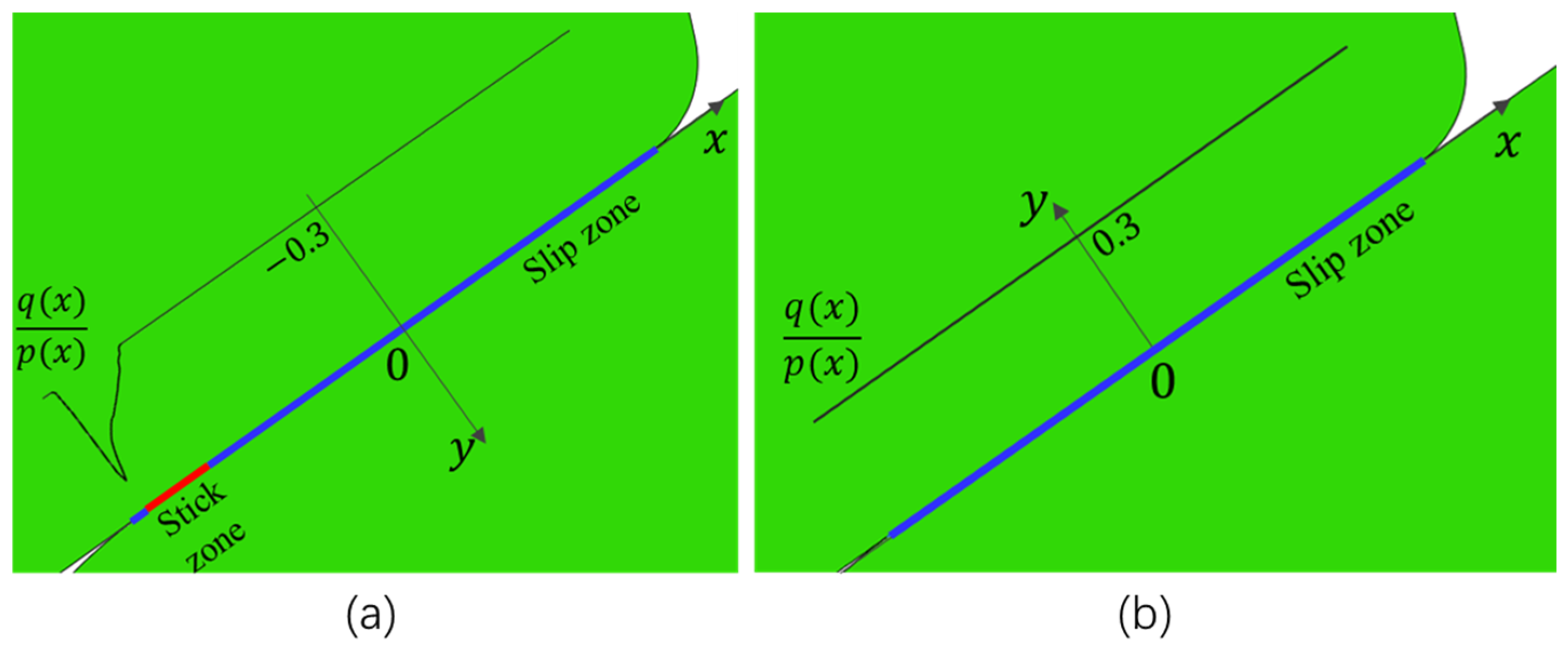
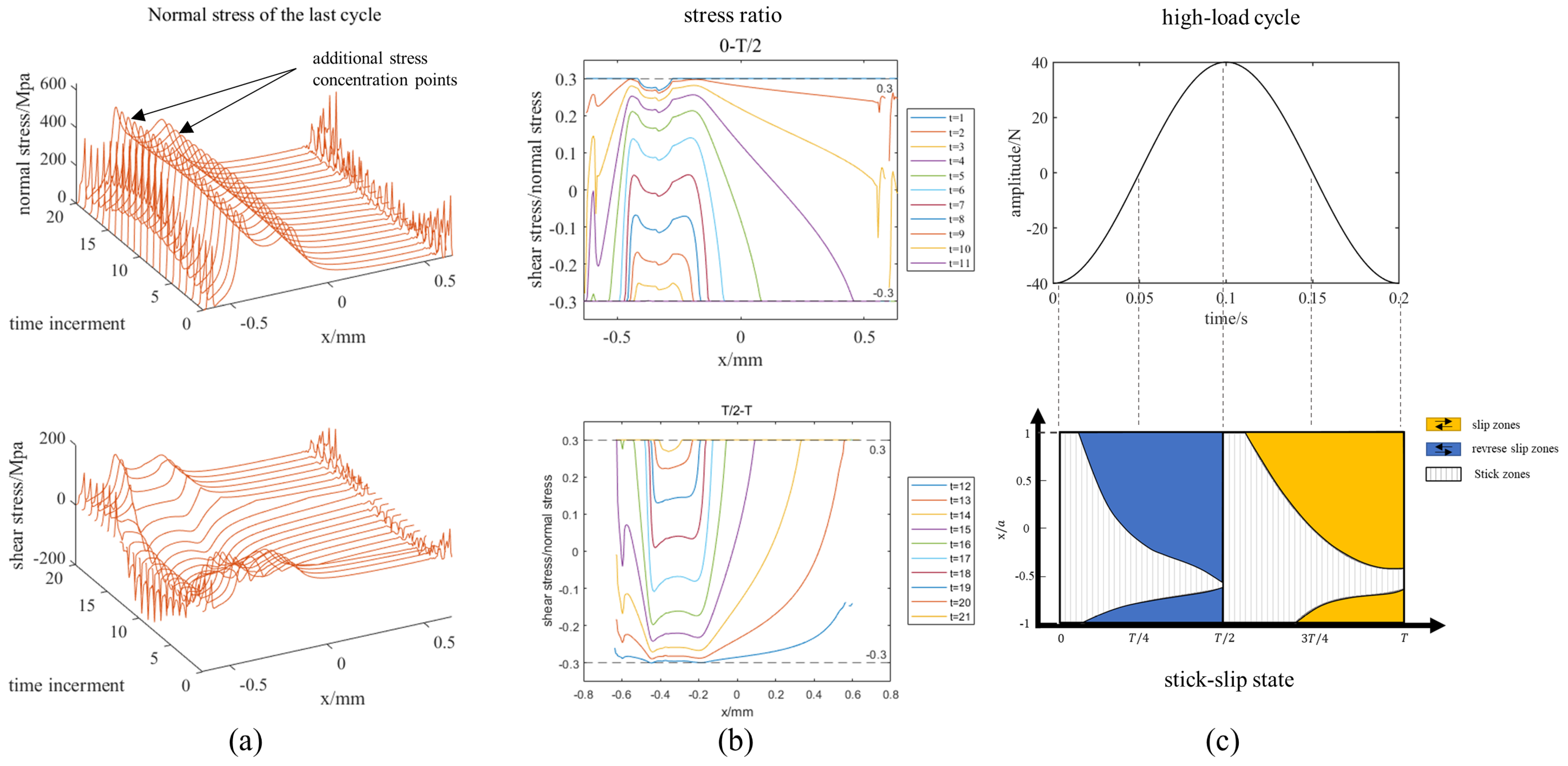
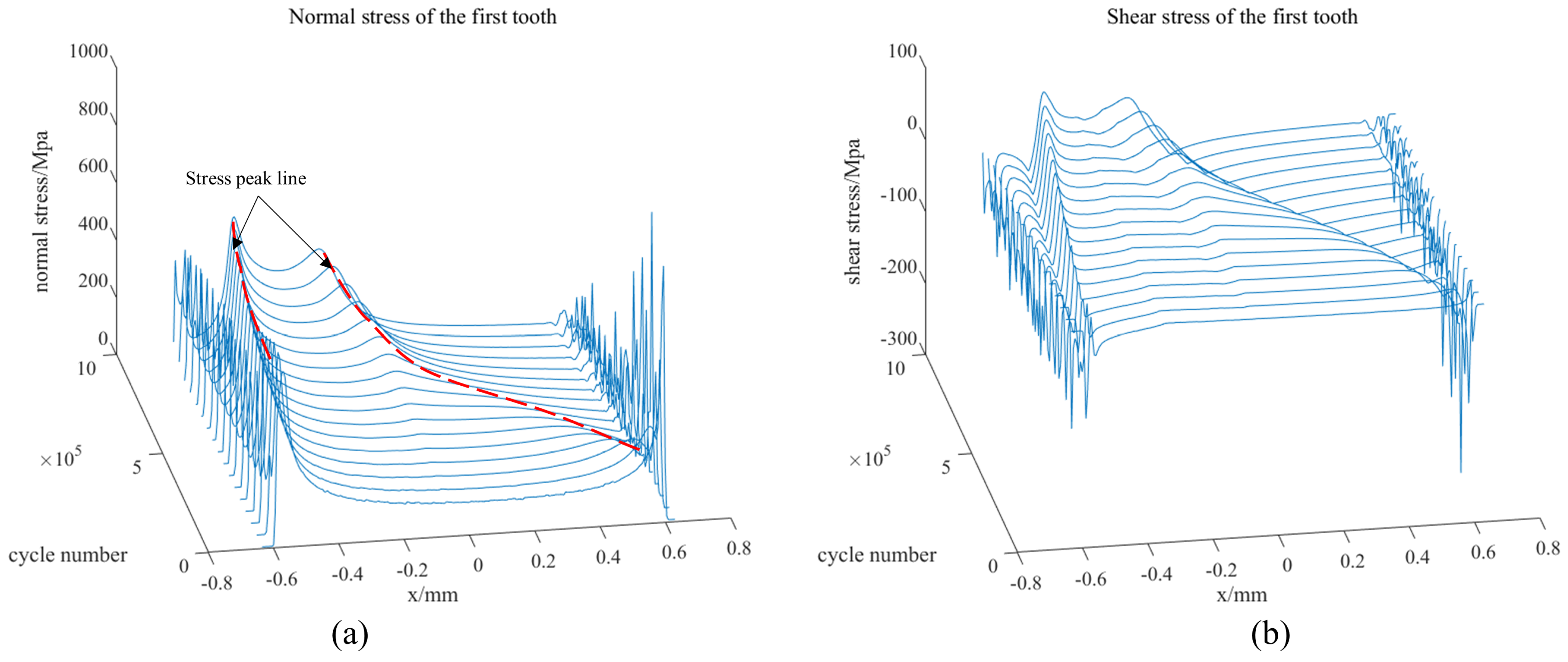
- The stress distribution and stick–slip state are different in different load cycles. In the initial cycle, wear has not yet occurred, and the three teeth only have a stress peak at the contact edge. The variation range of the ratio of normal stress to shear stress on the contact surface of the first tooth is much larger than that of the second and third tooth. The first tooth will appear as a slip region extending from the two contact edges to the inside, and the slip direction is opposite in the two half-load cycles. The remaining two pairs of tenon teeth are basically in a stick state during the whole process. In the last load cycle, fretting wear has an obvious effect on the stress distribution on the contact surface of the first tooth. There are two additional stress concentration points fluctuating with the load cycle near the lower edge of the contact area, and the stress peak at the contact edge is greatly reduced compared with the initial cycle. The slip area of the first tooth appears earlier from the edge of the contact surface, and the slip range is larger than that of the initial cycle process.
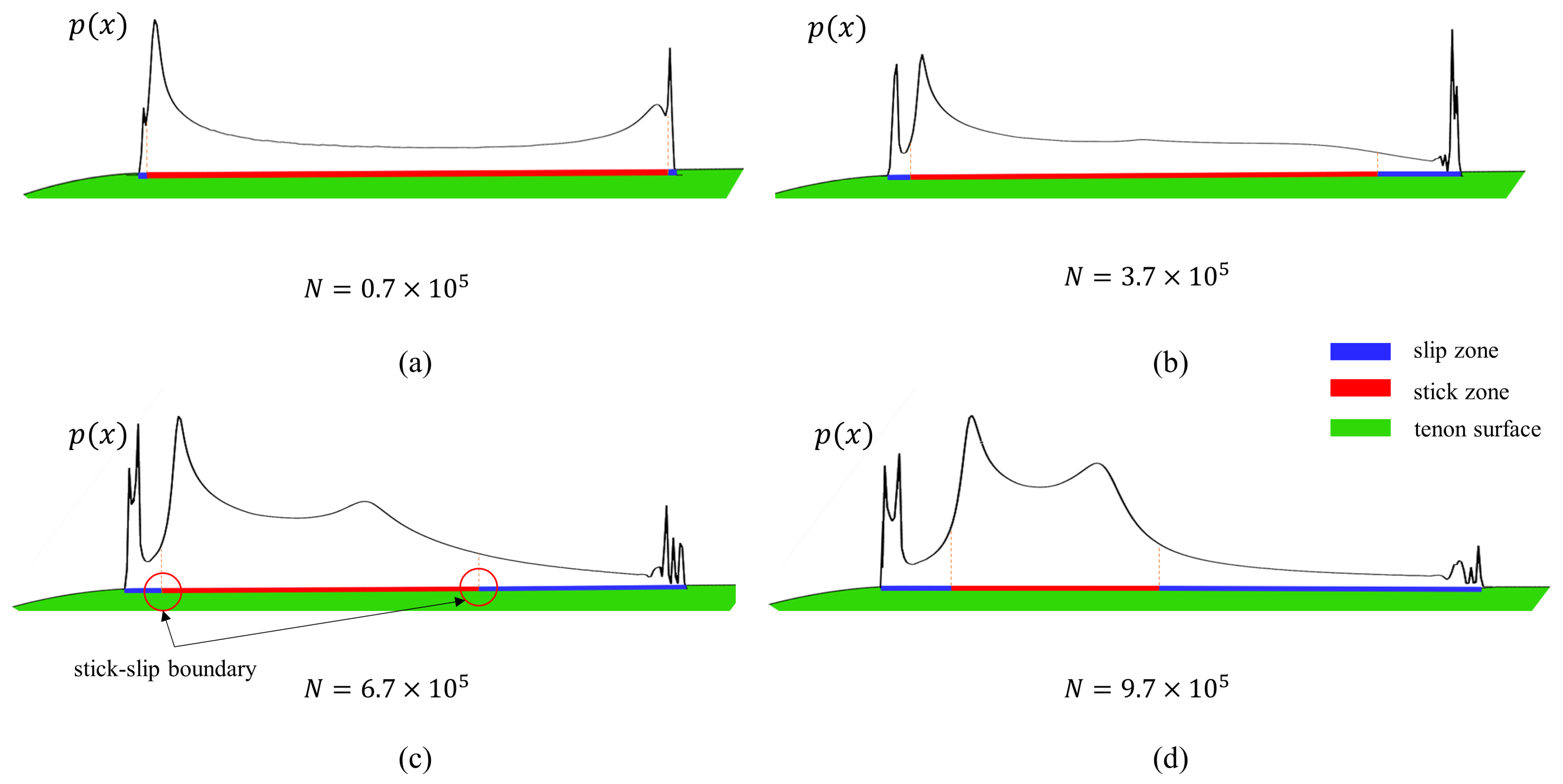
- There is a coupling relationship between fretting wear and stress distribution. On the one hand, the larger stress and slip at the contact edge will lead to larger fretting wear extending from the edge to the inside. On the other hand, the resulting fretting wear leads to changes in geometry, which in turn affects the stress distribution and stick–slip state of the contact surface. The range of the slip zone of the contact surface of the first tooth at a specific time gradually increases with the wear cycle, and the stress peak in the stick–slip transition area gradually evolves from the contact edge to the interior, leading to a gradual concentration of loads in the stick zone and an attenuation of the peak stresses at the contact edges, which may result in a decrease in the risk of cracking at the contact edges and an increase in the risk of cracking at the stick–slip interface.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Biswas, S.; Ramachandra, S.; Hans, P.; Kumar, S.P.S. Materials for gas turbine engines: Present status, future trends and indigenous efforts. J. Indian Inst. Sci. 2022, 102, 297–309. [Google Scholar] [CrossRef]
- Behera, A.; Sahoo, A.K.; Mahapatra, S.S. Application of Ni-based superalloy in aero turbine blade: A review. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023. [Google Scholar] [CrossRef]
- Zhang, J.; Jie, Z.; Huang, T.; Yang, W.; Liu, L.; Fu, H. Research and development of equiaxed grain solidification and forming technology for nickel-based cast superalloys. Acta Met. Sin. 2019, 55, 1145–1159. [Google Scholar]
- Zhang, J.; Wang, L.; Xie, G.; Wang, D.; Shen, J.; Lu, Y.; Huang, Y.; Li, Y. Recent progress in research and development of nickel-based single crystal superalloys. Acta Met. Sin. 2023, 59, 1109–1124. [Google Scholar]
- Ji, J.; Zhang, C.; Liang, Y.; Zhang, N.; Wang, J. Anisotropic V-Groove/Wrinkle Hierarchical Arrays for Multidirectional Strain Sensors with High Sensitivity and Exceptional Selectivity. ACS Appl. Mater. Interfaces 2024, 16, 29410–29420. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Wang, Y.; Yu, Z.; Jiang, R.; Baxevanakis, K.P.; Roy, A.; Zhao, L.; Tian, G.; Song, Y. Thermo-mechanical fatigue crack growth in a nickel-based powder metallurgy superalloy. Int. J. Fatigue 2024, 186, 108413. [Google Scholar] [CrossRef]
- Jiang, R.; Song, Y.D.; Reed, P.A. Fatigue crack growth mechanisms in powder metallurgy Ni-based superalloys—A review. Int. J. Fatigue 2020, 141, 105887. [Google Scholar] [CrossRef]
- Yan, X.; Nie, J. Turbine Blade Fatigue; Science Press: Beijing, China, 2013. [Google Scholar]
- Bhatti, N.A.; Wahab, M.A. A numerical investigation on critical plane orientation and initiation lifetimes in fretting fatigue under out of phase loading conditions. Tribol. Int. 2017, 115, 307–318. [Google Scholar] [CrossRef]
- Madge, J.J. Numerical Modelling of the Effect of Fretting Wear on Fretting Fatigue. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2009. [Google Scholar]
- Hills, D.A.; Andresen, H.N. Mechanics of Fretting and fretting Fatigue; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Andresen, H.; Hills, D.A.; Moore, M.R. Representation of incomplete contact problems by half-planes. Eur. J. Mech. -A/Solids 2021, 85, 104138. [Google Scholar] [CrossRef]
- Truelove JP, J.; Hills, D.A.; Blades, L.E. Flat and rounded contacts: Modelling the effect of a moment with application to fretting fatigue tests. J. Strain Anal. Eng. Des. 2023, 58, 91–97. [Google Scholar] [CrossRef]
- Moore, M.R.; Hills, D.A. A novel asymptotic formulation for partial slip half-plane frictional contact problems. Theor. Appl. Fract. Mech. 2022, 121, 103457. [Google Scholar] [CrossRef]
- Hills, D.; Ramesh, R.; Barber, J.; Moore, M. Methods to solve half-plane partial slip contact problems. Int. J. Solids Struct. 2018, 155, 155–159. [Google Scholar] [CrossRef]
- Wang, T.; Shang, X.; Wang, H.; Wang, J.; Zhang, C. Porous nanofibers and micro-pyramid structures array for high-performance flexible pressure sensors. Compos. Part A Appl. Sci. Manuf. 2024, 181, 108163. [Google Scholar] [CrossRef]
- Andresen, H.; Hills, D.A. A review of partial slip solutions for contacts represented by half-planes including bulk tension and moments. Tribol. Int. 2020, 143, 106050. [Google Scholar] [CrossRef]
- Zhu, M.H.; Zhou, Z.R. On the mechanisms of various fretting wear modes. Tribol. Int. 2011, 44, 1378–1388. [Google Scholar] [CrossRef]
- Kirk, A.M.; Sun, W.; Bennett, C.J.; Shipway, P.H. Interaction of displacement amplitude and frequency effects in fretting wear of a high strength steel: Impact on debris bed formation and subsurface damage. Wear 2021, 482, 203981. [Google Scholar] [CrossRef]
- Ahmadi, A.; Sadeghi, F. A three-dimensional finite element damage mechanics model to simulate fretting wear of hertzian line and circular contacts in partial slip regime. J. Tribol. 2022, 144, 051602. [Google Scholar] [CrossRef]
- Shen, F.; Ke, L.L.; Zhou, K. A debris layer evolution-based model for predicting both fretting wear and fretting fatigue lifetime. Int. J. Fatigue 2021, 142, 105928. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, G.; Yuan, Y.; Zhang, H.; Wu, Y. Finite Element Simulation and Fretting Wear Prediction of a Tenon Connection Structure. Lubricants 2023, 11, 421. [Google Scholar] [CrossRef]
- Qu, Z.; Yao, C.; Zhu, H.; Lin, X.; Chen, L.; Zhang, Z.; Fang, J. Research on the effect of fretting wear on the vibration characteristics of the tenon joint bladed disk. J. Phys. Conf. Ser. 2024, 2707, 012115. [Google Scholar] [CrossRef]
- Xue, F.; Wang, Z.X.; Zhao, W.S.; Zhang, X.L.; Qu, B.P.; Wei, L. Fretting fatigue crack analysis of the turbine blade from nuclear power plant. Eng. Fail. Anal. 2014, 44, 299–305. [Google Scholar] [CrossRef]
- Zhao, W.; Li, Y.; Xue, M.; Wang, P.; Jiang, J. Vibration analysis for failure detection in low pressure steam turbine blades in nuclear power plant. Eng. Fail. Anal. 2018, 84, 11–24. [Google Scholar] [CrossRef]
- Kuang, W.; Qing, M.I.; Wenfeng, D.I.; Yanjun, Z.H.; Biao, Z.H.; Xuebing, W.E.; Shaopeng, L.I. Fretting wear behaviour of machined layer of nickel-based superalloy produced by creep-feed profile grinding. Chin. J. Aeronaut. 2022, 35, 401–411. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, J.; Ning, T.; Yang, H.; Tang, Z.; Guo, S.; Wang, P. Process optimization and microstructure evolution of Inconel718 alloy by laser powder bed fusion. China Powder Sci. Technol. 2024, 30, 23–35. [Google Scholar]
- Long, Q.L.; Wu, W.H.; Lu, L. Effect of power on properties of Ti−6Al−4V alloy powder prepared by EIGA process. China Powder Sci. Technol. 2018, 24, 49. [Google Scholar]
- Yang, Q.Y.; Wu, Y.D.; Sha, F.; Wu, W.; Xu, H.; Cai, B. Characteristic of Inconel625 alloy powders used in selective laser melting. China Powder Sci. Technol. 2016, 22, 27–32. [Google Scholar]
- Liu, F.F.; Xiao, X. Microwave Resonator Design and Simulate of Cemented Carbide Roll Rings. China Powder Sci. Technol. 2013, 19, 27–31. [Google Scholar]
- Fleury, R.; Hills, D.; Ramesh, R.; Barber, J. Incomplete contacts in partial slip subject to varying normal and shear loading, and their representation by asymptotes. J. Mech. Phys. Solids 2017, 99, 178–191. [Google Scholar] [CrossRef]
- Yao, M.M.; Gou, Y.J.; He, Y.D. Research progress on high-temperature protection coatings. China Powder Sci. Technol. 2005, 3, 32. [Google Scholar]
- Zhang, R.; Meng, X.; Sun, K.; Li, Q.; Zhao, F. An investigation of high and room temperature fretting fatigue of DD6-FGH96 dovetail joint in aero-engine: Experimental and numerical analysis. Int. J. Fatigue 2022, 154, 106537. [Google Scholar] [CrossRef]
- Hu, C.; Wei, D.; Wang, Y.; Shi, L. Experimental and numerical study of fretting fatigue in dovetail assembly using a total life prediction model. Eng. Fract. Mech. 2019, 205, 301–318. [Google Scholar] [CrossRef]
- Guo, K.; Li, J.; Cao, H.; Yuan, H. Experimental and computational investigation of fretting fatigue characterized by nominal contact pressure in dovetail structures. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 3102–3117. [Google Scholar] [CrossRef]
- Qian, Z.; Mi, D.; Cheng, B.; Deng, L.; Li, S.; Zhang, H.; Cui, H. Optimization of a Certain Type of Aero-Engine Three-Tooth Mortise and Tenon Joint Structure against Fretting Fatigue. Metals 2023, 13, 1116. [Google Scholar] [CrossRef]
- Hills, D.A.; Fleury RM, N.; Dini, D. Partial slip incomplete contacts under constant normal load and subject to periodic loading. Int. J. Mech. Sci. 2016, 108, 115–121. [Google Scholar] [CrossRef]
- Hills, D.; Ramesh, R.; Fleury, R.; Parel, K. A unified approach for representing fretting and damage at the edges of incomplete and receding contacts. Tribol. Int. 2017, 108, 16–22. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- McColl, I.R.; Ding, J.; Leen, S.B. Finite element simulation and experimental validation of fretting wear. Wear 2004, 256, 1114–1127. [Google Scholar] [CrossRef]
- Aeroengine Design Materials Data Handbook Committee. Aeroengine Design Materials Data Handbook; Aviation Industry Press: Beijing, China, 2010. [Google Scholar]
- Qu, Z.; Liu, K.; Wang, B.; Chen, Z. Fretting fatigue experiment and finite element analysis for dovetail specimen at high temperature. Appl. Sci. 2021, 11, 9913. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature T/°C | Elastic Modulus E/Gpa | Poisson’s Ratio μ | Yield Strength σ0.2/MPa | Tensile Strength σb/GPa |
|---|---|---|---|---|
| 25 | 127 | 0.382 | 990 | 1340 |
| 400 | 113 | 0.388 | 965 | 1280 |
| 600 | 107.5 | 0.396 | 945 | 1220 |
| Temperature T/°C | Elastic Modulus E/Gpa | Poisson’s Ratio μ | Yield Strength σ0.2/MPa | Tensile Strength σb/GPa |
|---|---|---|---|---|
| 25 | 162 | 0.499 | 845 | 880 |
| 400 | 136 | 0.522 | 785 | 898 |
| 600 | 125.5 | 0.533 | 765 | 910 |
| Temperature T/°C | 20 | 200 | 350 | 400 | 500 | 600 | 700 | 750 | 800 |
|---|---|---|---|---|---|---|---|---|---|
| E/Gpa | 221 | 216 | 210 | 205 | 198 | 180 | 161 | 193 | 178 |
| υ | 0.3 | ||||||||
| Element Size/mm | 0.02 | 0.01 | 0.005 | 0.002 | 0.001 |
|---|---|---|---|---|---|
| Normal stress/MPa | 271.6 | 90.67 | 76.11 | 92.24 | 99.64 |
| Shear stress/MPa | 189.7 | 60.7 | 53.94 | 66.84 | 79.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, L.; Shi, Z.; Zhang, C.; Li, Y. Numerical Study on Fretting Wear of DZ125/FGH99 Tenon/Mortise Joint Structure. Metals 2024, 14, 830. https://doi.org/10.3390/met14070830
Song L, Shi Z, Zhang C, Li Y. Numerical Study on Fretting Wear of DZ125/FGH99 Tenon/Mortise Joint Structure. Metals. 2024; 14(7):830. https://doi.org/10.3390/met14070830
Chicago/Turabian StyleSong, Laicong, Zhenyu Shi, Chengpeng Zhang, and Yong Li. 2024. "Numerical Study on Fretting Wear of DZ125/FGH99 Tenon/Mortise Joint Structure" Metals 14, no. 7: 830. https://doi.org/10.3390/met14070830