
Reduction in Porosity in GMAW-P Welds of CP780 Galvanized Steel with ER70S-3 Electrode Using the Taguchi Methodology

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical Composition of the Base Materials
2.2. Design of Experiments (DOE) and L9 Array Experiments
2.3. Welding Procedure
2.4. Quantification of the Percentage of Porosity
2.5. Microstructural Characterization
3. Results
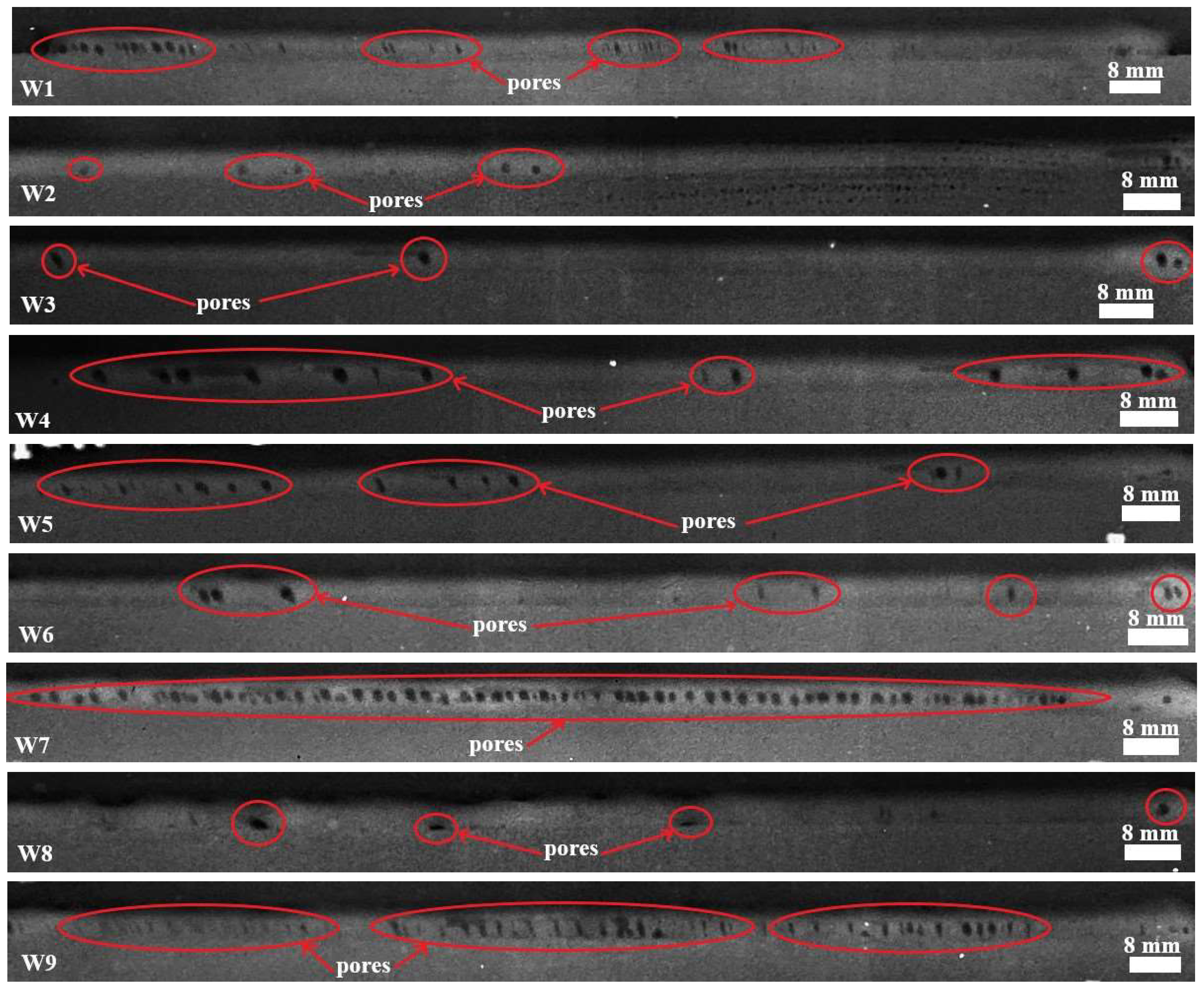
3.1. Evaluation of Porosity in the Weld Metal

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial | Qr J/mm |
|---|---|
| W1 | 229.57 |
| W2 | 244.15 |
| W3 | 241.89 |
| W4 | 246.01 |
| W5 | 239.93 |
| W6 | 233.06 |
| W7 | 220.48 |
| W8 | 231.05 |
| W9 | 232.89 |
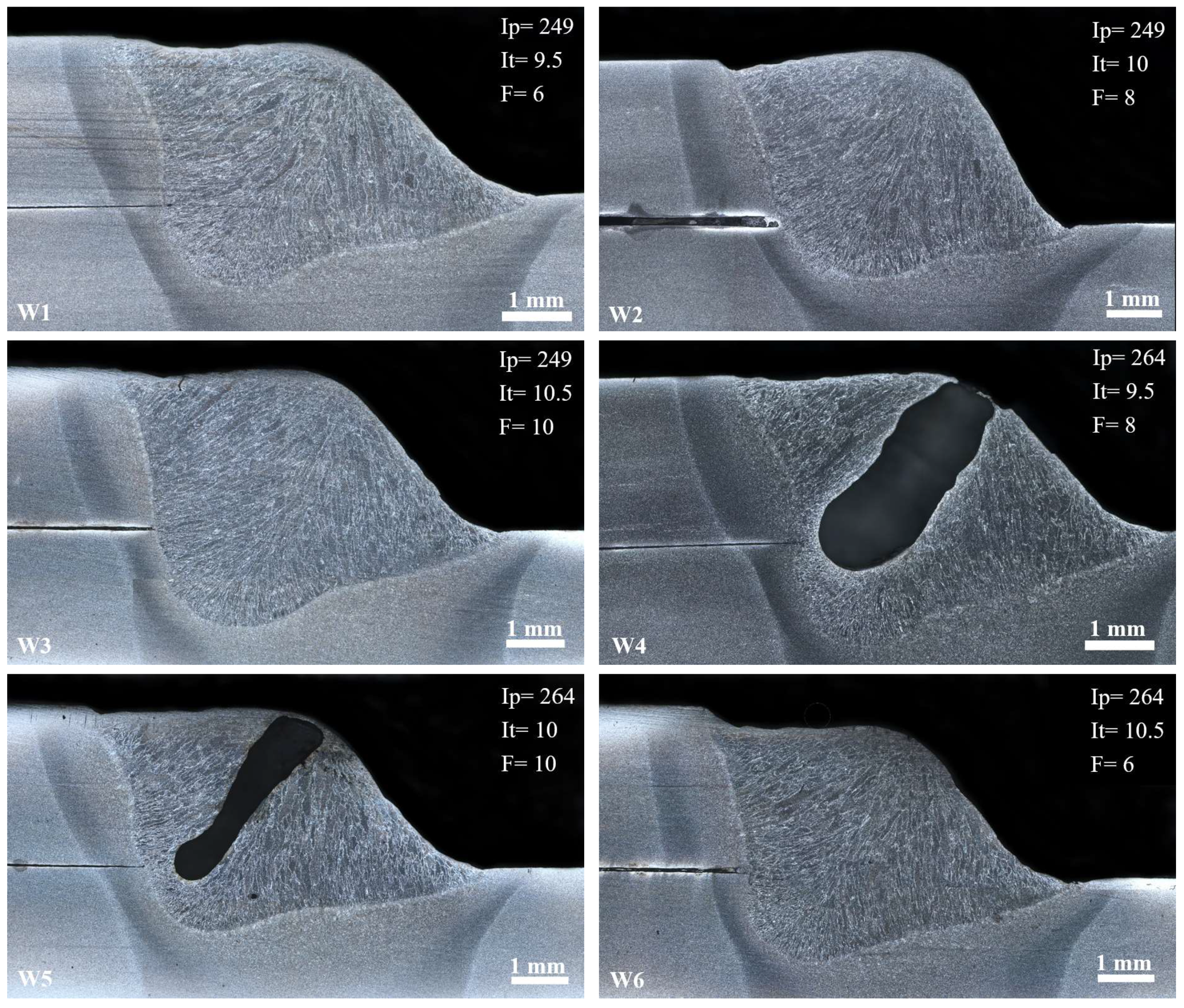
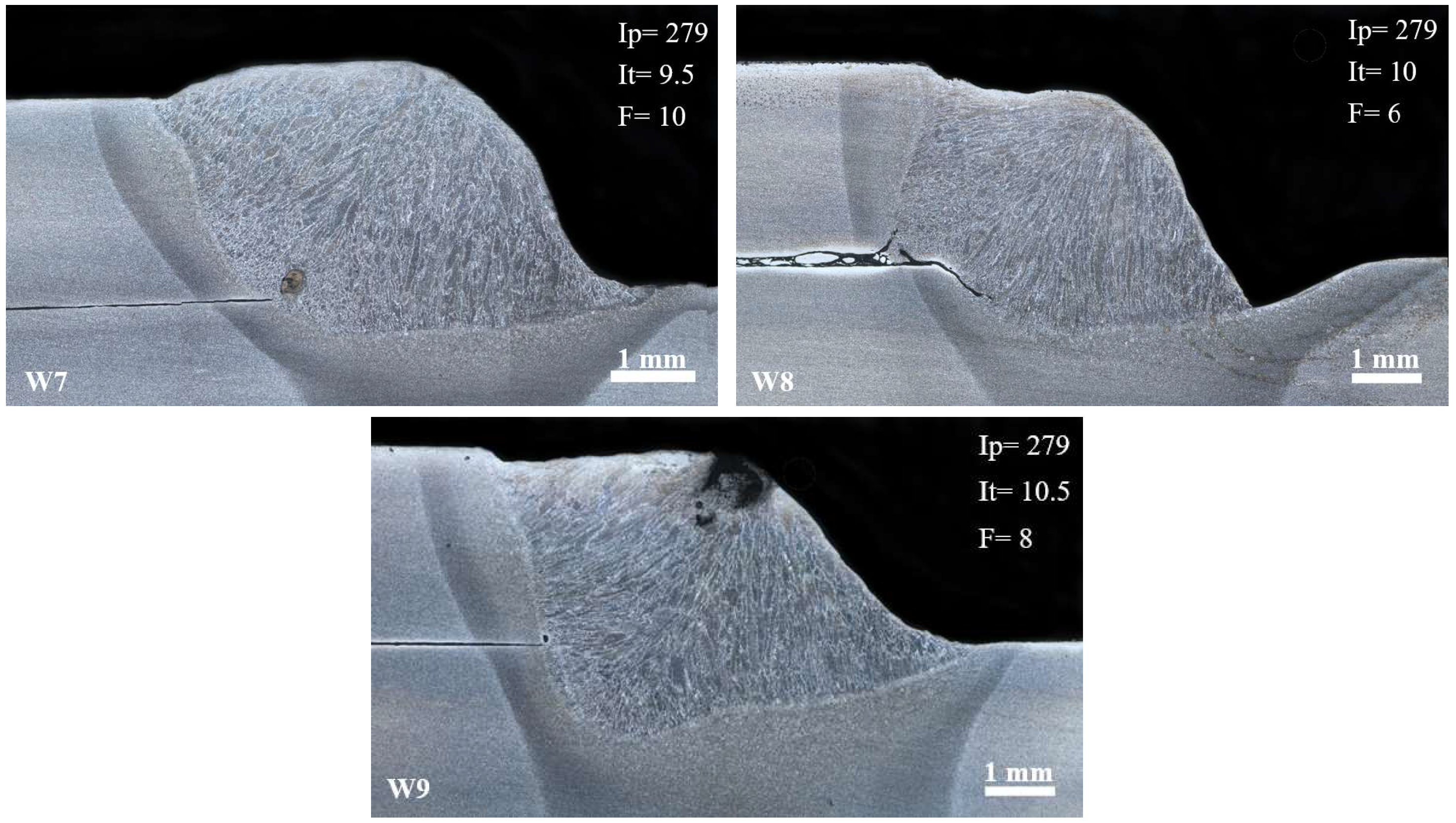
3.2. Macrostructural Observation of the Welds
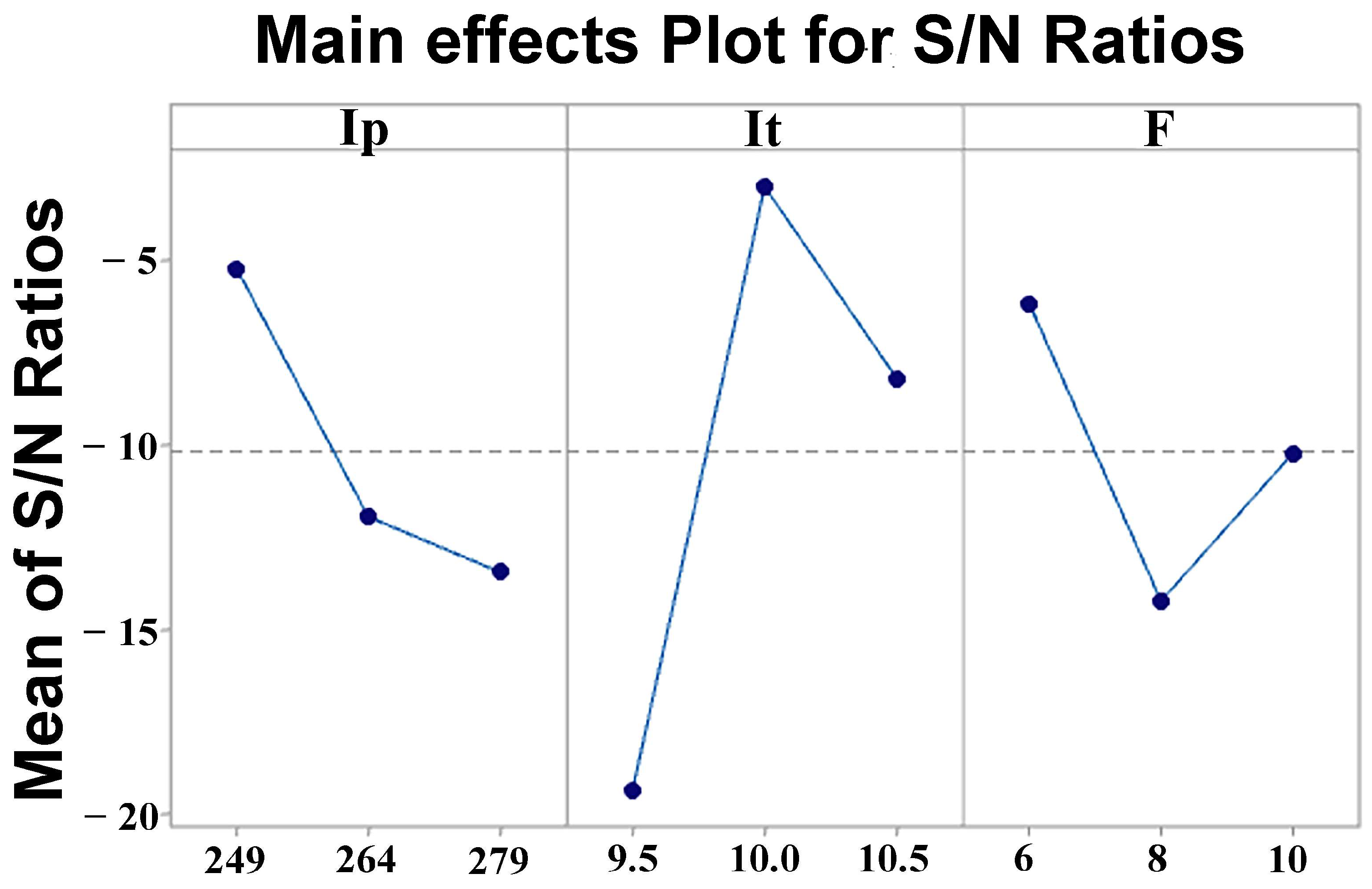
3.3. Taguchi Analysis
3.3.1. Analysis of Variance (ANOVA)
3.3.2. Predicted Values
3.3.3. Evaluation of Welding Parameters with Optimal Values Predicted by the Taguchi Method
4. Conclusions
- The optimum welding parameters obtained with the Taguchi model were as follows: Ip = 249 A, It = 10 ms, and F = 6 Hz. The most dominant variable in the analysis was the real heat input, Qr = 250 J/mm, which improved the porosity in the weld bead to values below 1%.
- From the results obtained in the L9 experimental array, weld W3 shows better penetration, better fill in the weld bead, better macrostructural characteristics, and a lower percentage of porosity, with a Qr value of 241.89 J/mm. Weld W7 has the highest percentage of porosity, nearly 20%, with a Qr value of 220.48 J/mm.
- Heat input values between 230 and 250 J/mm guarantee welds with low porosity percentages, but values outside this range dramatically increase the presence of porosity due to the entrapment of zinc vapor within the weld pool before solidification concludes.
- The presence of Si and Mn at concentrations exceeding 0.30% and 0.51%, respectively, in the electrode increases the viscosity of the weld pool, hindering the escape of Zn vapor to the surface.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Bai, S.; Chen, Y.; Sheng, J.; Li, D.; Lu, H.; Bai, P.; Huang, Z.; Li, J.; Zhao, C. A comprehensive overview of high strength and toughness steels for automobile based on QP process. J. Mater. Res. Technol. 2023, 27, 2216–2236. [Google Scholar] [CrossRef]
- Wang, Y.; Mao, B.; Chu, S.; Chen, S.; Xing, H.; Zhao, H.; Wang, A.; Wang, Y.; Zhang, J.; Sun, B. Advanced manufacturing of high-speed steels: A critical review of the process design, microstructural evolution, and engineering performance. J. Mater. Res. Technol. 2023, 224, 8198–8240. [Google Scholar] [CrossRef]
- Koganti, R.; Orsette, C. Resistance Spot Welding Evaluation of Complex Phase 780 (CP780) Steel for Automotive Body Structural Applications. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Lake Buena Vista, FL, USA, 13–19 November 2009; IMECE2009-13319. pp. 501–507. [Google Scholar]
- Fonstein, N. Advanced High Strength Sheet Steels; Springer: East Chicago, IN, USA, 2015; pp. 241–2586. [Google Scholar]
- Diniz, P.; de Morais, W.A. Impact of welding consumables strength level on metallurgical and mechanical properties homogeneity of welds obtained with a complex phase steel. Unisanta Sci. Technol. 2020, 8, 105–113. [Google Scholar]
- Sarpe, M.; Wesling, V.; Treutler, K. Influence of classified pore contents on the dynamic strength of the welded joint in gas metal arc welding with different process variants made of galvanized and uncoated complex-phase (CP) steel. Weld. World 2024, 68, 2023–2043. [Google Scholar] [CrossRef]
- Fernández-Carbajal, D.A. Soldadura de Aceros Complejos Termogalvanizados. Ph.D. Thesis, Universidad Autónoma de Nuevo León, San Nicolás de los Garza, Mexico, 9 February 2005. [Google Scholar]
- De Bruycker, E.; De Cooman, B.; De Meyer, M. Galvanizability of complex phase high strength steel. Steel Res. Int. 2004, 75, 147–152. [Google Scholar] [CrossRef]
- Salas Reyes, A.E.; Lara Rodriguez, G.Á.; González Parra, J.R.; Mercado Lemus, V.H.J.M. Microstructural characterization and corrosion behavior of similar and dissimilar welded advanced high-strength steels (AHSS) by rotary friction welding. Materials 2024, 17, 918. [Google Scholar] [CrossRef] [PubMed]
- Hopf, A.; Jüttner, S.; Goth, K.; Luttmer, M. Evaluation of hydrogen diffusion and trapping in AHSS and effects of laser-welding. J. Adv. Join. Process 2024, 9, 100195. [Google Scholar] [CrossRef]
- Midawi, A.; Sherepenko, O.; Ramachandran, D.; Akbarian, S.; Shojaee, M.; Zhang, T.; Ghassemi-Armaki, H.; Worswick, M.; Biro, E. Prediction of mechanical properties in the sub-critical heat affected zone of AHSS spot welds using Gleeble thermal simulator and Hollomon-Jaffe model. Metals 2023, 13, 1822. [Google Scholar] [CrossRef]
- Di Cocco, V.; Iacoviello, F.; Natali, S. Damaging micromechanisms in hot-dip galvanizing Zn based coatings. Theor. Appl. Fract. Mech. 2014, 70, 91–98. [Google Scholar] [CrossRef]
- Wu, C.; Chen, M.; Lu, Y. Effect of current waveforms on metal transfer in pulsed gas metal arc welding. Meas. Sci. Technol. 2005, 16, 2459. [Google Scholar] [CrossRef]
- Dos Santos, E.B.; Pistor, R.; Gerlich, A.P. High frequency pulsed gas metal arc welding (GMAW-P): The metal beam process. Manuf. Lett. 2017, 11, 1–4. [Google Scholar] [CrossRef]
- Palani, P.; Murugan, N. Selection of parameters of pulsed current gas metal arc welding. J. Mater. Process. Technol. 2006, 172, 1–10. [Google Scholar] [CrossRef]
- Hernández, A.B.; De la Paz Guillon, M.; García, L.A. La metodología de Taguchi en el control estadístico de la calidad. Investig. Oper. 2015, 23, 65–83. [Google Scholar]
- Xu, S.; Yeyao, T.; Shabaz, M. Multi-criteria decision making for determining best teaching method using fuzzy analytical hierarchy process. Soft Comput. 2023, 27, 2795–2807. [Google Scholar] [CrossRef] [PubMed]
- Anawa, E.; Olabi, A.-G. Using Taguchi method to optimize welding pool of dissimilar laser-welded components. Opt. Laser Technol. 2008, 40, 379–388. [Google Scholar] [CrossRef]
- Trejos, E.A.C.; Varela, P.D.M.; Diaz, C.A.S. Una revisión crítica de la razón señal ruido usada por Taguchi. Sci. Tech. 2012, 2, 52–56. [Google Scholar]
- Lázaro-Lobato, L.Á.; Curiel-Lopez, F.F.; Lopez-Morelos, V.H.; Garcia-Renteria, M.A. Taguchi methodology approach on microstructural and mechanical properties of bimetallic welded joints of API 5L X-52/AISI 316L-Si. MRS Adv. 2023, 8, 27–33. [Google Scholar] [CrossRef]
- Hussein, K.; Akbari, H.; Noorossana, R.; Yadegari, R. A multi-response optimization approach to mechanical properties improvement of dissimilar resistance spot welding joints. J. Eng. Des. Technol. 2023. [Google Scholar] [CrossRef]
- Garcia-Guerrero, J.; Curiel-López, F.; López-Morelos, V.; Taha-Tijerina, J.; Sánchez-Cruz, T.; Ramirez-Lopez, M.; Cortes-Carillo, E.; Quinones-Salinas, M. Impact of welding parameters in the porosity of a dissimilar welded lap joint of CP800-XPF1000 steel weldment by GMAW-P. Metals 2024, 14, 309. [Google Scholar] [CrossRef]
- ASTM E407-07; Standard Practice for Microetching Metals and Alloys. American Society for Testing and Materials: West Conshohocken, PA, USA, 2007.
- Ahsan, M.; Kim, Y.; Kim, C.; Kim, J.; Ashiri, R.; Park, Y. Porosity formation mechanisms in cold metal transfer (CMT) gas metal arc welding (GMAW) of zinc coated steels. Sci. Technol. Weld. Join. 2016, 21, 209–215. [Google Scholar] [CrossRef]
- Yu, J.; Cho, S. Metal-cored welding wire for minimizing weld porosity of zinc-coated steel. J. Mater. Process. Technol. 2017, 249, 350–357. [Google Scholar] [CrossRef]
- Molera Solá, P. Soldadura Industrial: Clases y Aplicaciones; Marcombo: Barcelona, Spain, 1992; p. 128. [Google Scholar]
- Marconi, C.; Consigli, C.; Castillo, M.; Svoboda, H. Efecto de los parámetros de proceso sobre las propiedades mecánicas de uniones GMAW-brazing de acero DP 1000. Soldag. Inspeção 2020, 25, e2534. [Google Scholar] [CrossRef]
- Sánchez-Cruz, N.; Curiel-López, F.; López-Morelos, V.; González–Sánchez, J.; Ruiz, A.; Carrillo, E. Optimization of macro and microstructural characteristics of 316l/2205 dissimilar welds obtained by the GMAW-pulsed process. Mater. Today Commun. 2023, 34, 105401. [Google Scholar] [CrossRef]
- Yu, J.; Kim, D. Effects of welding current and torch position parameters on minimizing the weld porosity of zinc-coated steel. Int. J. Adv. Manuf. Technol. 2018, 95, 551–567. [Google Scholar] [CrossRef]
- Morales-Sánchez, G.; Collazo, A.; Doval-Gandoy, J. Influence of the process parameters on the quality and efficiency of the resistance spot welding process of advanced high-strength complex-phase steels. Metals 2021, 11, 1545. [Google Scholar] [CrossRef]



| Material | C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CP780 | 0.276 | 0.221 | 0.490 | 0.078 | 0.014 | 0.910 | 0.165 | 0.018 | 0.011 | 0.054 | 97.76 |
| ER70S-3 | 0.078 | 0.371 | 0.823 | 0.007 | 0.018 | 0.016 | 0.0098 | 0.028 | 0.011 | 0.005 | 98.63 |
| Welding Parameters | Symbol | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Peak current | (A) | 249 | 264 | 279 |
| Peak time | (ms) | 9.5 | 10 | 10.5 |
| Pulse frequency | Fp (Hz) | 6 | 8 | 10 |
| Trial | Peak Current (A) | Peak Time (ms) | Pulse Frequency Fp (Hz) |
|---|---|---|---|
| W1 | 249 | 9.5 | 6 |
| W2 | 249 | 10 | 8 |
| W3 | 249 | 10.5 | 10 |
| W4 | 264 | 9.5 | 8 |
| W5 | 264 | 10 | 10 |
| W6 | 264 | 10.5 | 6 |
| W7 | 279 | 9.5 | 10 |
| W8 | 279 | 10 | 6 |
| W9 | 279 | 10.5 | 8 |
| Trial | Defect Type | % Porosity |
|---|---|---|
| W1 | Clustered porosity | 6.7 |
| W2 | Clustered porosity | 1.7 |
| W3 | Spherical porosity and the lack of fusion | 0.4 |
| W4 | Spherical porosity and the lack of fusion | 6.1 |
| W5 | Spherical porosity and the lack of fusion | 3.5 |
| W6 | Spherical porosity | 2.7 |
| W7 | Clustered porosity | 19.2 |
| W8 | Clustered porosity | 0.4 |
| W9 | Clustered porosity and the lack of fusion | 12.2 |
| Levels | Ip (A) | It (ms) | F (Hz) |
|---|---|---|---|
| 1 | −5.178 | −19.348 | −6.132 |
| 2 | −11.924 | −2.998 | −14.201 |
| 3 | −13.427 | −8.183 | −10.196 |
| Delta | 8.249 | 16.351 | 8.070 |
| Rank | 2 | 1 | 3 |
| Source | DF | SC s | Contribution | SC Ajust. | MC Ajust. | F Value | p Value |
|---|---|---|---|---|---|---|---|
| Qr | 1 | 132.840 | 42.96% | 56.835 | 56.835 | 44.34 | 0.095 |
| Ip | 2 | 12.979 | 4.20% | 7.663 | 3.831 | 2.99 | 0.379 |
| It | 2 | 76.974 | 24.89% | 10.936 | 5.468 | 4.27 | 0.324 |
| Fp | 2 | 85.153 | 27.54% | 85.153 | 42.577 | 33.22 | 0.122 |
| Error | 1 | 1.282 | 0.41% | 1.282 | 1.282 | ||
| Total | 8 | 307.228 | 100% |
| S | PRESS | BIC | |||
|---|---|---|---|---|---|
| 1.13214 | 99.59% | 96.68% | 441.353 | 0.00% | 27.77 |
| Relation S/N | Mean |
|---|---|
| 6.04552 | 3.58967 |
| Welding Parameters | Factor | ||
|---|---|---|---|
| Ip | It | Fp | |
| Level | 249 | 10 | 6 |
| Trial | Qr J/mm |
|---|---|
| T1 | 250.87 |
| T2 | 247.81 |
| T3 | 249.95 |
| Initial Welding Parameters | Optimal Welding Parameters | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Prediction | Experimental | ||||||||
| Ip (A) | It (ms) | Fp (Hz) | Ip (A) | It (ms) | Fp (Hz) | Ip (A) | It (ms) | Fp (Hz) | |
| Level | 264 | 10.5 | 10 | 249 | 10 | 6 | 249 | 10 | 6 |
| Total porosities (%) | 5.22 | 3.58 | 0.4 | ||||||
| S/N ratio (dB) | −9.95 | 6.04 | 5.22 | ||||||
| Enhancement | 15.17 | ||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Gómez, M.; Curiel-López, F.F.; Taha-Tijerina, J.J.; López-Morelos, V.H.; Verduzco-Juárez, J.C.; García-Ochoa, C.A. Reduction in Porosity in GMAW-P Welds of CP780 Galvanized Steel with ER70S-3 Electrode Using the Taguchi Methodology. Metals 2024, 14, 857. https://doi.org/10.3390/met14080857
García-Gómez M, Curiel-López FF, Taha-Tijerina JJ, López-Morelos VH, Verduzco-Juárez JC, García-Ochoa CA. Reduction in Porosity in GMAW-P Welds of CP780 Galvanized Steel with ER70S-3 Electrode Using the Taguchi Methodology. Metals. 2024; 14(8):857. https://doi.org/10.3390/met14080857
Chicago/Turabian StyleGarcía-Gómez, Maleni, Francisco Fernando Curiel-López, José Jaime Taha-Tijerina, Víctor Hugo López-Morelos, Julio César Verduzco-Juárez, and Carlos Adrián García-Ochoa. 2024. "Reduction in Porosity in GMAW-P Welds of CP780 Galvanized Steel with ER70S-3 Electrode Using the Taguchi Methodology" Metals 14, no. 8: 857. https://doi.org/10.3390/met14080857
APA StyleGarcía-Gómez, M., Curiel-López, F. F., Taha-Tijerina, J. J., López-Morelos, V. H., Verduzco-Juárez, J. C., & García-Ochoa, C. A. (2024). Reduction in Porosity in GMAW-P Welds of CP780 Galvanized Steel with ER70S-3 Electrode Using the Taguchi Methodology. Metals, 14(8), 857. https://doi.org/10.3390/met14080857