


Trimodal Grain Structured Aluminum Matrix Composites Regulated by Transitional Hetero-Domains

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Trimodal Grain Structure
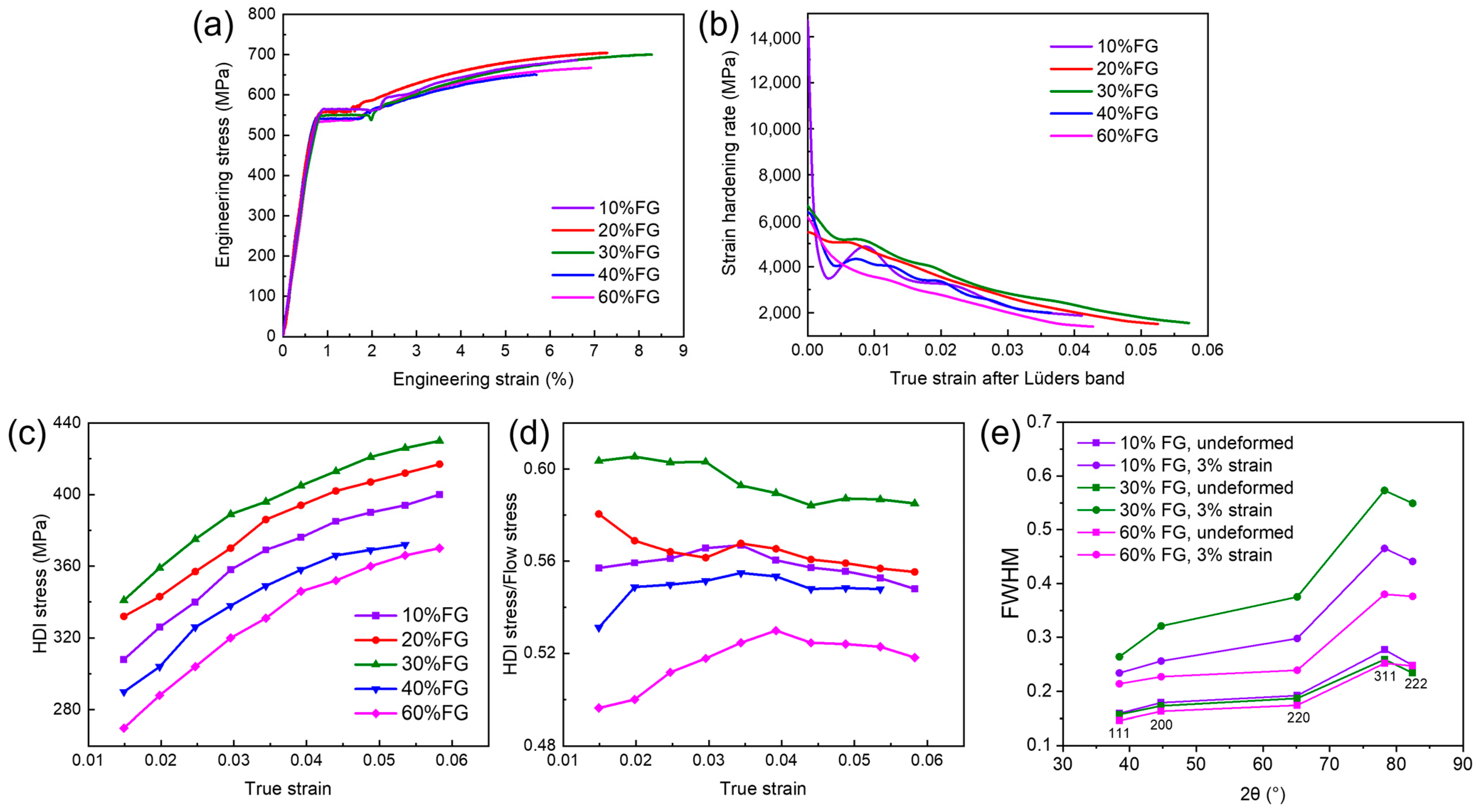
3.2. Tensile Behaviors of the Trimodal Composites
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Hu, T.; Rufner, J.F.; LaGrange, T.B.; Campbell, G.H.; Lavernia, E.J.; Schoenung, J.M.; van Benthem, K. Metal/ceramic interface structures and segregation behavior in aluminum-based composites. Acta Mater. 2015, 95, 254–263. [Google Scholar] [CrossRef]
- Li, L.; Peng, J.; Tang, S.; Fang, Q.; Wei, Y. Micromechanism of strength and damage trade-off in second-phase reinforced alloy by strain gradient plasticity theory. Int. J. Plast. 2024, 176, 103970. [Google Scholar] [CrossRef]
- Schwarze, C.; Kamachali, R.D.; Steinbach, I. Phase-field study of zener drag and pinning of cylindrical particles in polycrystalline materials. Acta Mater. 2016, 106, 59–65. [Google Scholar] [CrossRef]
- Zhang, D. Ultrafine grained metals and metal matrix nanocomposites fabricated by powder processing and thermomechanical powder consolidation. Prog. Mater. Sci. 2021, 119, 100796. [Google Scholar] [CrossRef]
- Zhang, J.; Pang, X.; Li, Y.; Wei, S.; Yang, C.; Pan, S.; Sun, B.; Zhou, D.; Huang, X.; Zhang, D.; et al. Tuning generalized planar fault energies to enable deformation twinning in nanocrystalline aluminum alloys. Int. J. Plast. 2024, 178, 104018. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Sietsma, J.; Rivera-Díaz-del-Castillo, P.E.J. Dislocation annihilation in plastic deformation: II. Kocks–Mecking Analysis. Acta Mater. 2012, 60, 2615–2624. [Google Scholar] [CrossRef]
- Zhao, L.; Zheng, W.; Hu, Y.; Guo, Q.; Zhang, D. Heterostructured metal matrix composites for structural applications: A review. J. Mater. Sci. 2024, 59, 9768–9801. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Heterostructured materials. Prog. Mater. Sci. 2023, 131, 101019. [Google Scholar] [CrossRef]
- Tan, Z.; Fu, X.; Zheng, Q.; Lin, R.; Chen, M.; Fan, G.; Xiong, D.-B.; Li, Z. Toward strength-ductility synergy in trimodal grain structured metal composites by actively tuning coarse domains. Mater. Res. Lett. 2023, 11, 462–470. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Ma, K.; Fan, G.H.; Zhao, K.; Zhang, J.F.; Xiao, B.L.; Ma, Z.Y. Enhancement of the strength-ductility relationship for carbon nanotube/Al–Cu–Mg nanocomposites by material parameter optimisation. Carbon 2020, 157, 602–613. [Google Scholar] [CrossRef]
- Liu, J.; Liu, C.; Cai, H.; Zhang, C.; Dan, C.; Shi, Q.; Wang, H.; Chen, Z. Enhanced precipitate strengthening in particulates reinforced Al–Zn–Mg–Cu composites via bimodal structure design and optimum aging strategy. Compos. Part B Eng. 2023, 260, 110772. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Yu, Z.; Zhao, J.; Wei, Y. Hetero-zone boundary affected region: A primary microstructural factor controlling extra work hardening in heterostructure. Acta Mater. 2022, 241, 118395. [Google Scholar] [CrossRef]
- Huang, C.X.; Wang, Y.F.; Ma, X.L.; Yin, S.; Höppel, H.W.; Göken, M.; Wu, X.L.; Gao, H.J.; Zhu, Y.T. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef]
- Wu, H.; Huang, M.; Xia, Y.; Li, X.; Li, R.; Liu, C.; Gan, W.; Xiao, T.; Geng, L.; Liu, Q.; et al. The importance of interfacial stress-affected zone in evading the strength-ductility trade-off of heterogeneous multi-layered composites. Int. J. Plast. 2023, 160, 103485. [Google Scholar] [CrossRef]
- Zan, Y.N.; Zhou, Y.T.; Liu, Z.Y.; Ma, G.N.; Wang, D.; Wang, Q.Z.; Wang, W.G.; Xiao, B.L.; Ma, Z.Y. Enhancing strength and ductility synergy through heterogeneous structure design in nanoscale Al2O3 particulate reinforced Al composites. Mater. Des. 2019, 166, 107629. [Google Scholar] [CrossRef]
- Wan, J.; Chen, B.; Zhou, X.; Cao, L.; Geng, H.; Shen, J.; Bahador, A.; Kondoh, K.; Li, J. CNT-induced heterogeneous matrix grain structure in CNTs/Al composites. Carbon 2024, 216, 118529. [Google Scholar] [CrossRef]
- Ma, K.; Liu, Z.Y.; Liu, K.; Chen, X.G.; Xiao, B.L.; Ma, Z.Y. Structure optimization for improving the strength and ductility of heterogeneous carbon nanotube/Al–Cu–Mg composites. Carbon 2021, 178, 190–201. [Google Scholar] [CrossRef]
- Fu, X.; Tan, Z.; Ma, Z.; Li, Z.; Fan, G.; Xiong, D.-B.; Li, Z. Powder assembly & alloying to CNT/Al–Cu–Mg composites with trimodal grain structure and strength-ductility synergy. Compos. Part B Eng. 2021, 225, 109271. [Google Scholar] [CrossRef]
- Zhao, J.; Lu, X.; Yuan, F.P.; Kan, Q.; Qu, S.; Kang, G.; Zhang, X. Multiple mechanism based constitutive modeling of gradient nanograined. Mater. Int. J. Plast. 2019, 125, 314–330. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef]
- Teng, H.; Tan, Z.; Zhao, X.; Fan, G.; Yue, Z.; Li, Z.; Xiong, D.-B. Simultaneously enhanced strength and ductility in graphene nanosheet/Al-Cu-Mg nano-laminated composites by incorporating coarse domains. Mater. Res. Lett. 2023, 11, 143–151. [Google Scholar] [CrossRef]
- Chou, T.H.; Li, W.P.; Chang, H.W.; Du, X.H.; Chuang, W.S.; Yang, T.; Zhu, Y.T.; Huang, J.C. Quantitative analysis of hetero-deformation induced strengthening in heterogeneous grain structure. Int. J. Plast. 2022, 159, 103482. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Purity | Average Size | Supplier |
|---|---|---|---|
| Pure Al | >99.8% | 33 μm | Henan Yuanyang Powder Technology Co., Ltd. (Henan, China) |
| Pure Mg | >98.5% | 29 μm | |
| Flaked pure Cu | >98.8% | diameter ~6.4 μm thickness ~0.1 μm | |
| Pure 2024 Al | >99.5% | 33 μm | |
| CNTs | —— | diameter 30–50 nm length ~5 μm | Chengdu Organic Chemistry Co., Ltd. (Chengdu, China) |
| Cu | Mg | Mn | Zn | Al |
|---|---|---|---|---|
| 4.03 | 1.54 | 0.77 | 0.22 | Bal. |
| Sample | UFG | FG | CG |
|---|---|---|---|
| 10% FG | 218 ± 51 nm | 729 ± 102 nm | 4.9 ± 0.7 μm |
| 20% FG | 201 ± 66 nm | 747 ± 93 nm | 4.4 ± 0.8 μm |
| 30% FG | 203 ± 46 nm | 732 ± 88 nm | 4.6 ± 0.8 μm |
| 40% FG | 193 ± 54 nm | 789 ± 112 nm | 5.1 ± 0.7 μm |
| 60% FG | 187 ± 62 nm | 793 ± 104 nm | 4.8 ± 0.9 μm |
| Sample | Yield strength (MPa) | Ultimate strength (MPa) | Elongation (%) |
|---|---|---|---|
| 10% FG | 560 ± 3 | 693 ± 3 | 5.7 ± 0.2 |
| 20% FG | 556 ± 2 | 705 ± 3 | 6.4 ± 0.3 |
| 30% FG | 548 ± 3 | 701 ± 4 | 7.5 ± 0.2 |
| 40% FG | 540 ± 5 | 655 ± 5 | 4.9 ± 0.4 |
| 60% FG | 532 ± 4 | 667 ± 3 | 6.1 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Z.; Fu, X.; Wang, S.; Tan, Z.; Fan, G.; Yue, Z.; Li, Z. Trimodal Grain Structured Aluminum Matrix Composites Regulated by Transitional Hetero-Domains. Metals 2024, 14, 891. https://doi.org/10.3390/met14080891
Guo Z, Fu X, Wang S, Tan Z, Fan G, Yue Z, Li Z. Trimodal Grain Structured Aluminum Matrix Composites Regulated by Transitional Hetero-Domains. Metals. 2024; 14(8):891. https://doi.org/10.3390/met14080891
Chicago/Turabian StyleGuo, Zhiqi, Xiaowen Fu, Sijie Wang, Zhanqiu Tan, Genlian Fan, Zhenming Yue, and Zhiqiang Li. 2024. "Trimodal Grain Structured Aluminum Matrix Composites Regulated by Transitional Hetero-Domains" Metals 14, no. 8: 891. https://doi.org/10.3390/met14080891