
Effect of Swing Amplitude on Microstructure and Properties of TC4 Titanium Alloy in Laser Welding
Abstract
1. Introduction
2. Experimental Material and Methods
3. Results and Discussion
3.1. Morphology of the Weld Seam
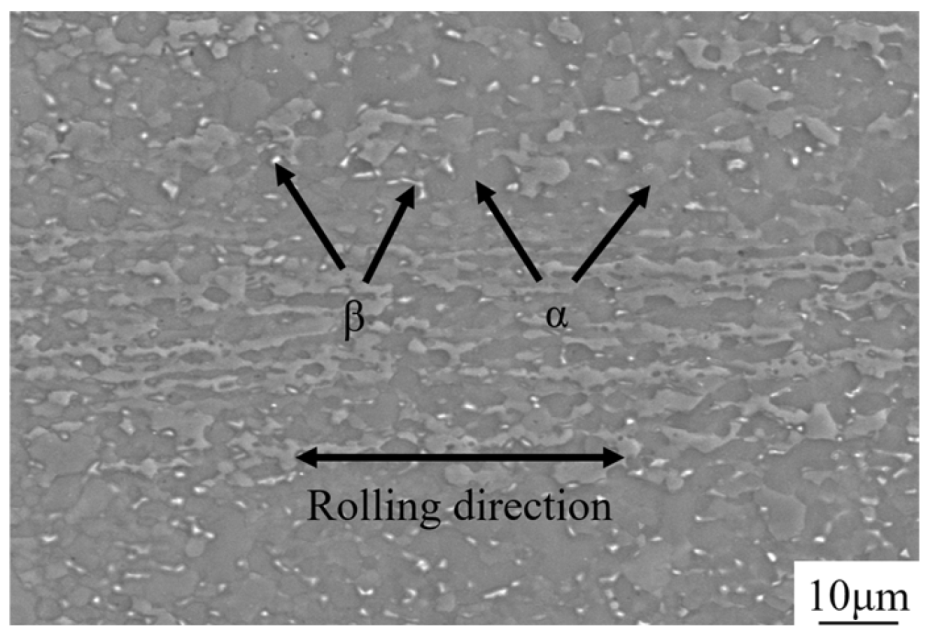
3.2. Microstructure
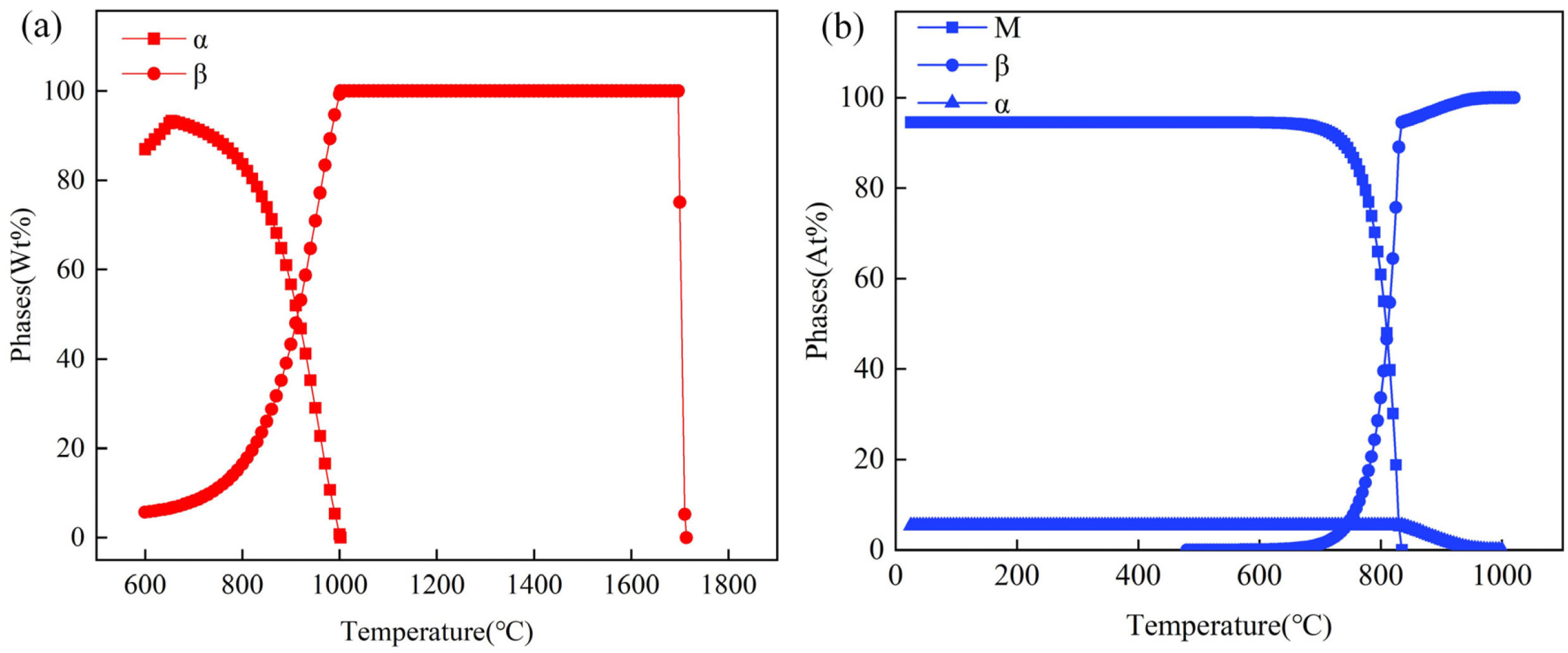
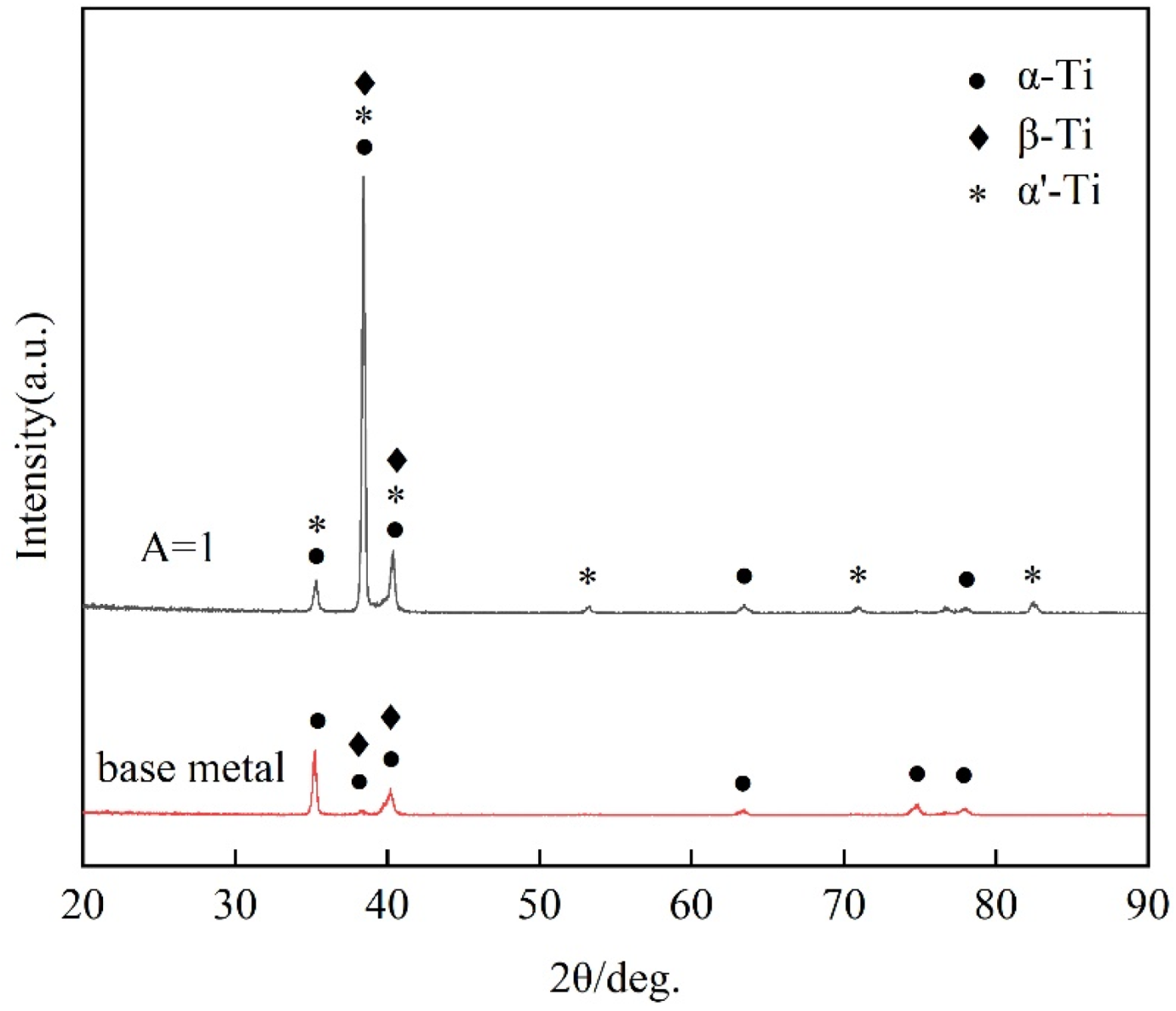
3.3. Phase Transition and XRD Analysis
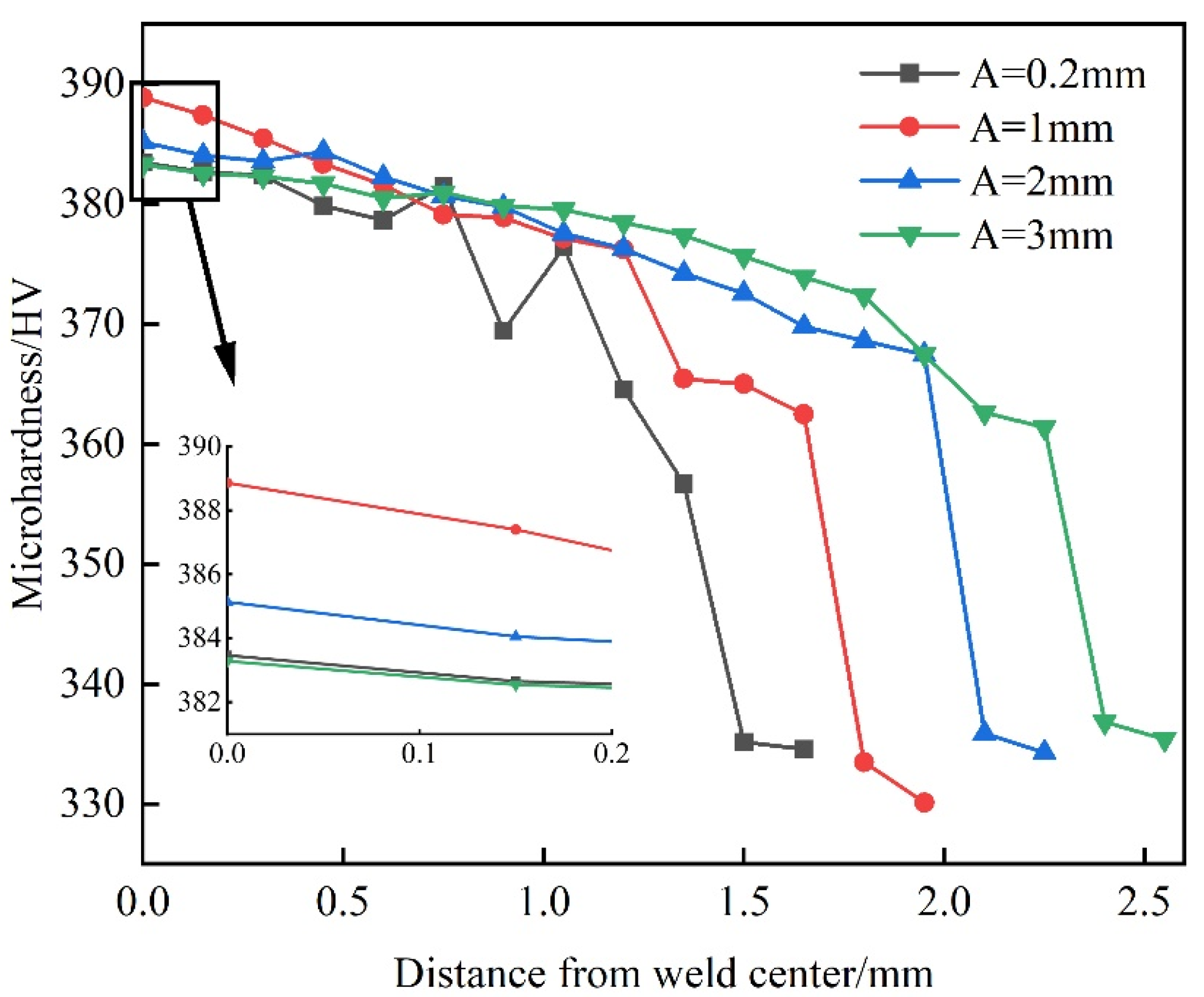
3.4. Analysis of Mechanical Properties of Weld Seams
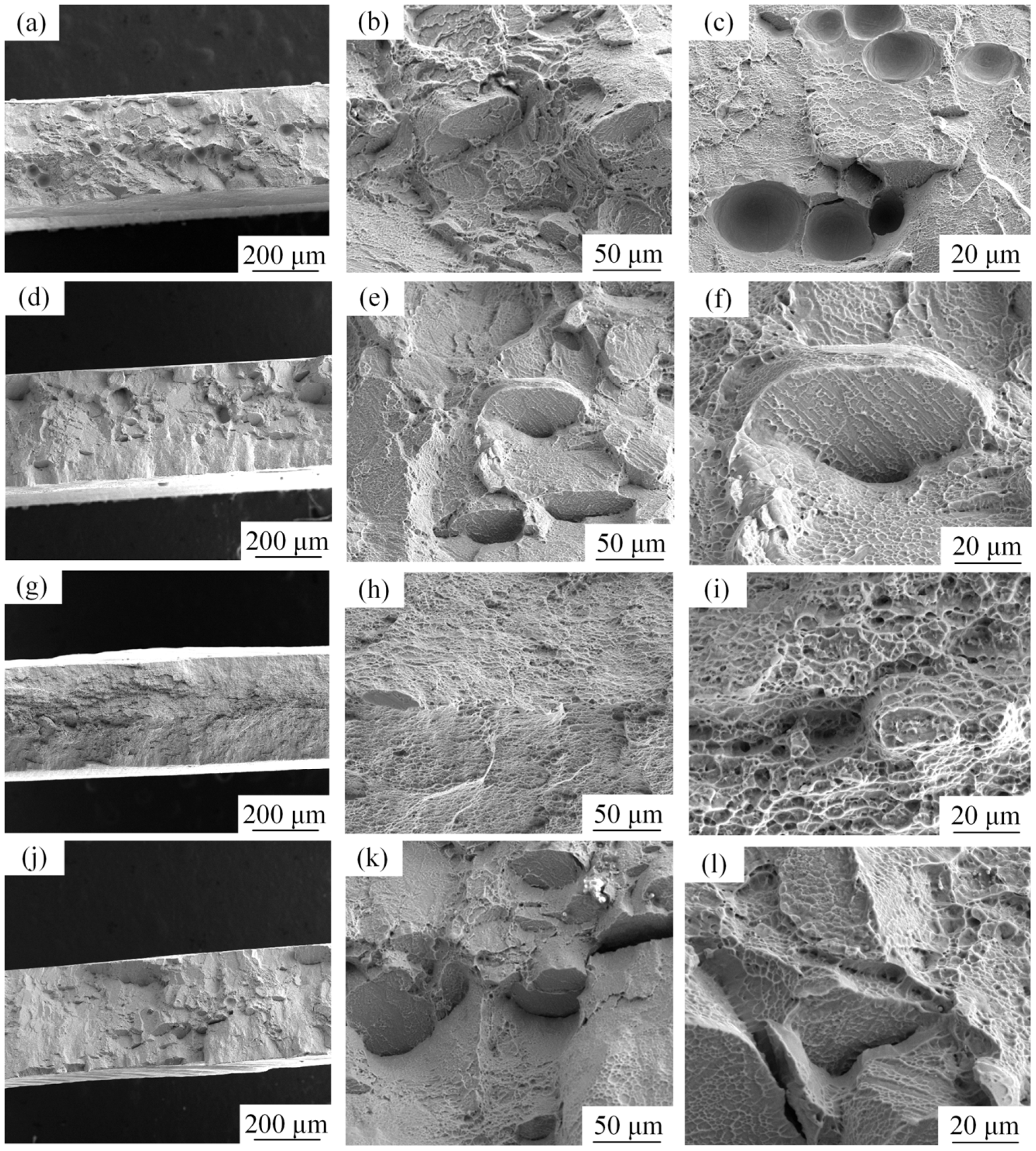
3.5. Fracture Surface Analysis
4. Conclusions
- The weld molding of laser swing welding and continuous laser welding is different, the laser swing welding forms a fish-scale weld, and the heat-affected zone of the weld is narrower than that of the continuous laser welding weld, and the tensile property of the weld is improved, even higher than that of the base material.
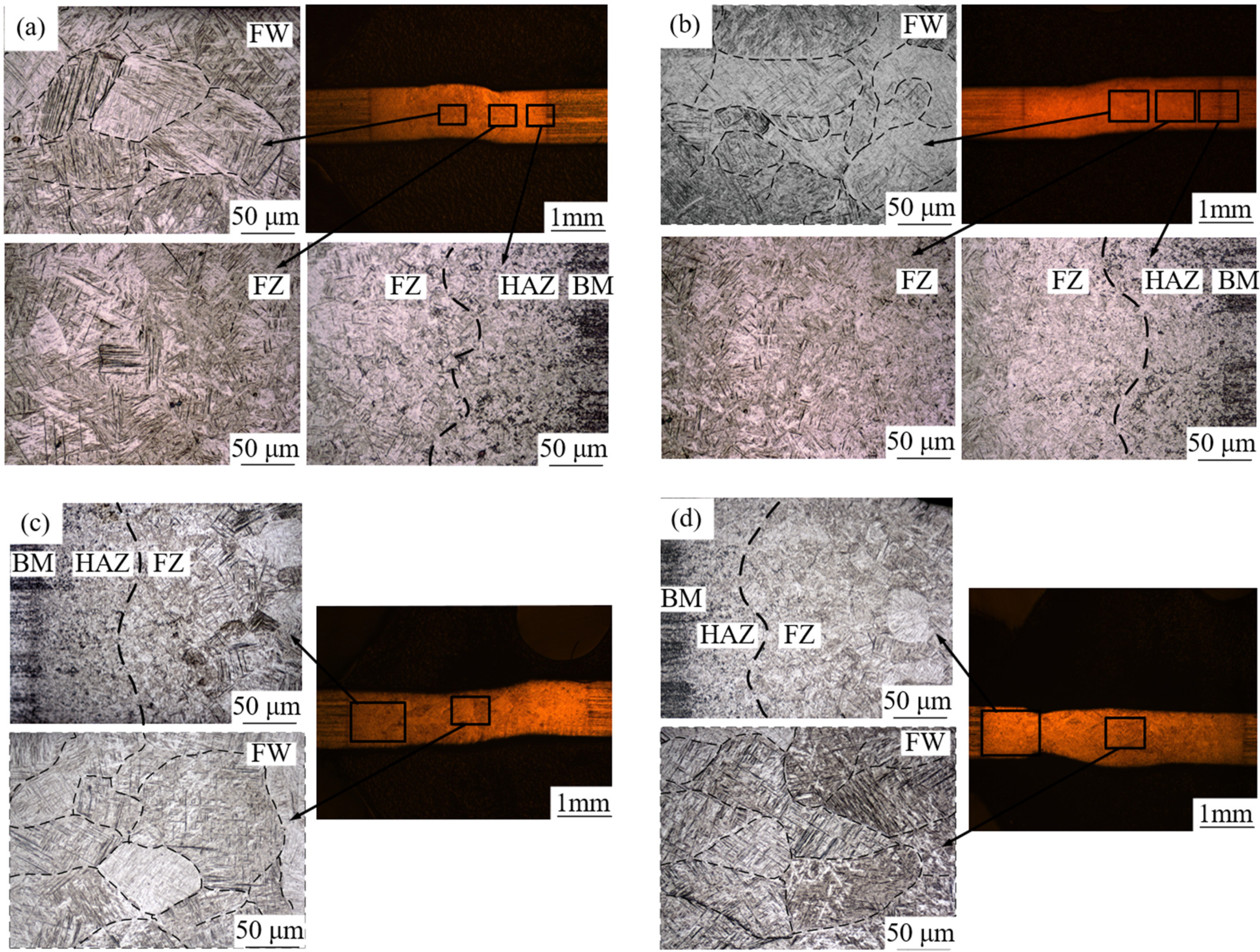
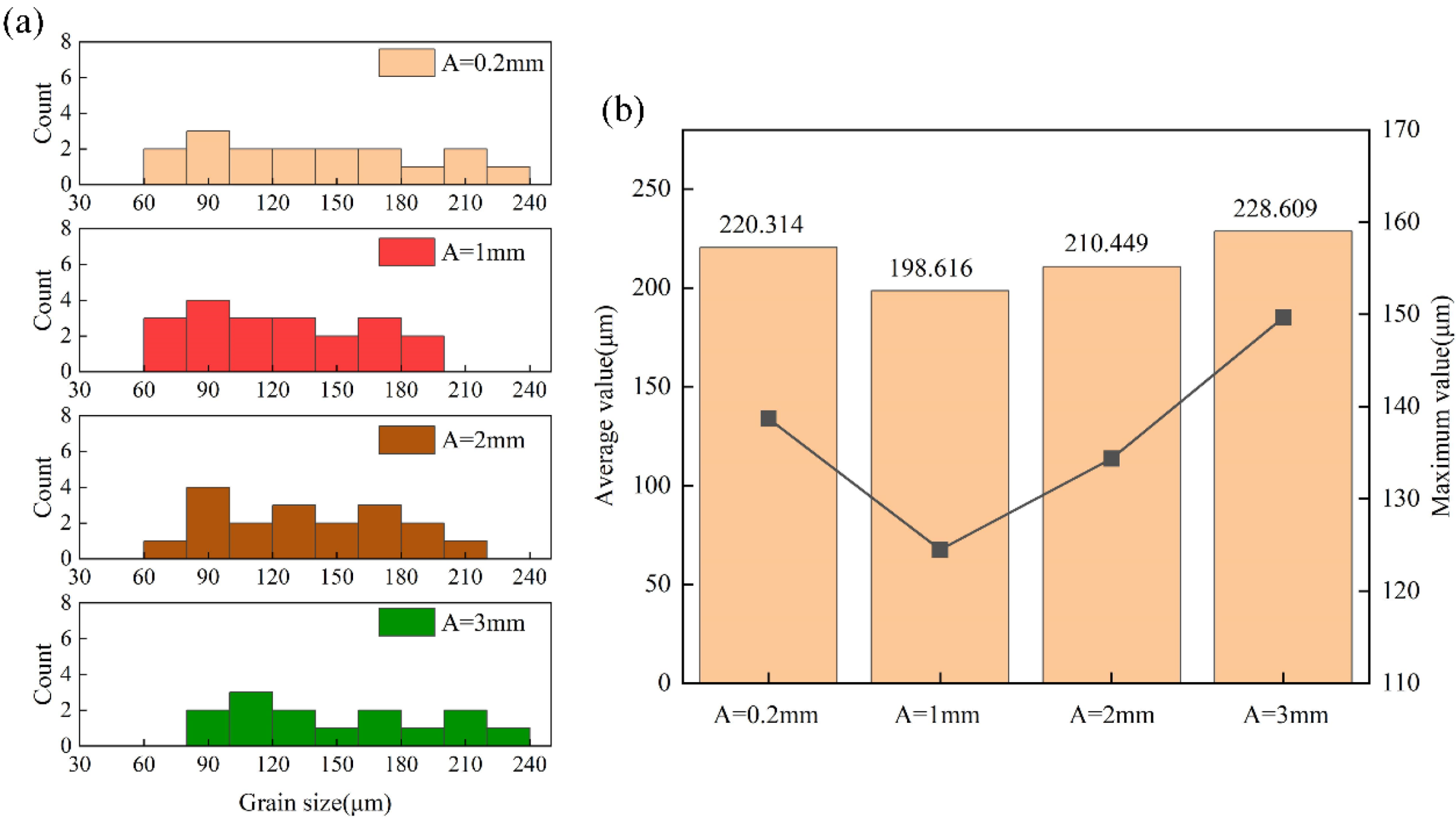
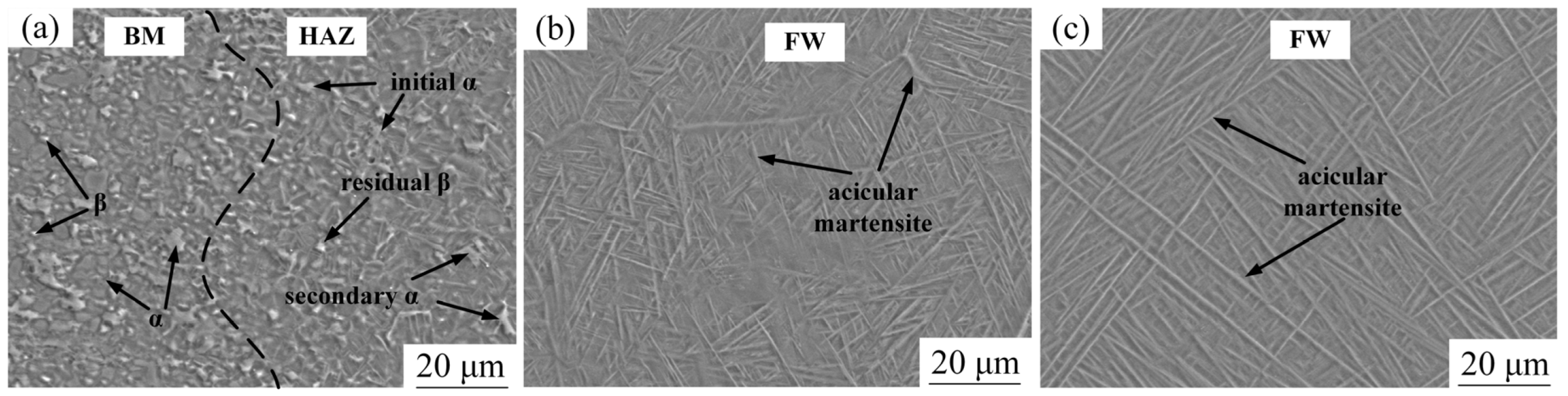
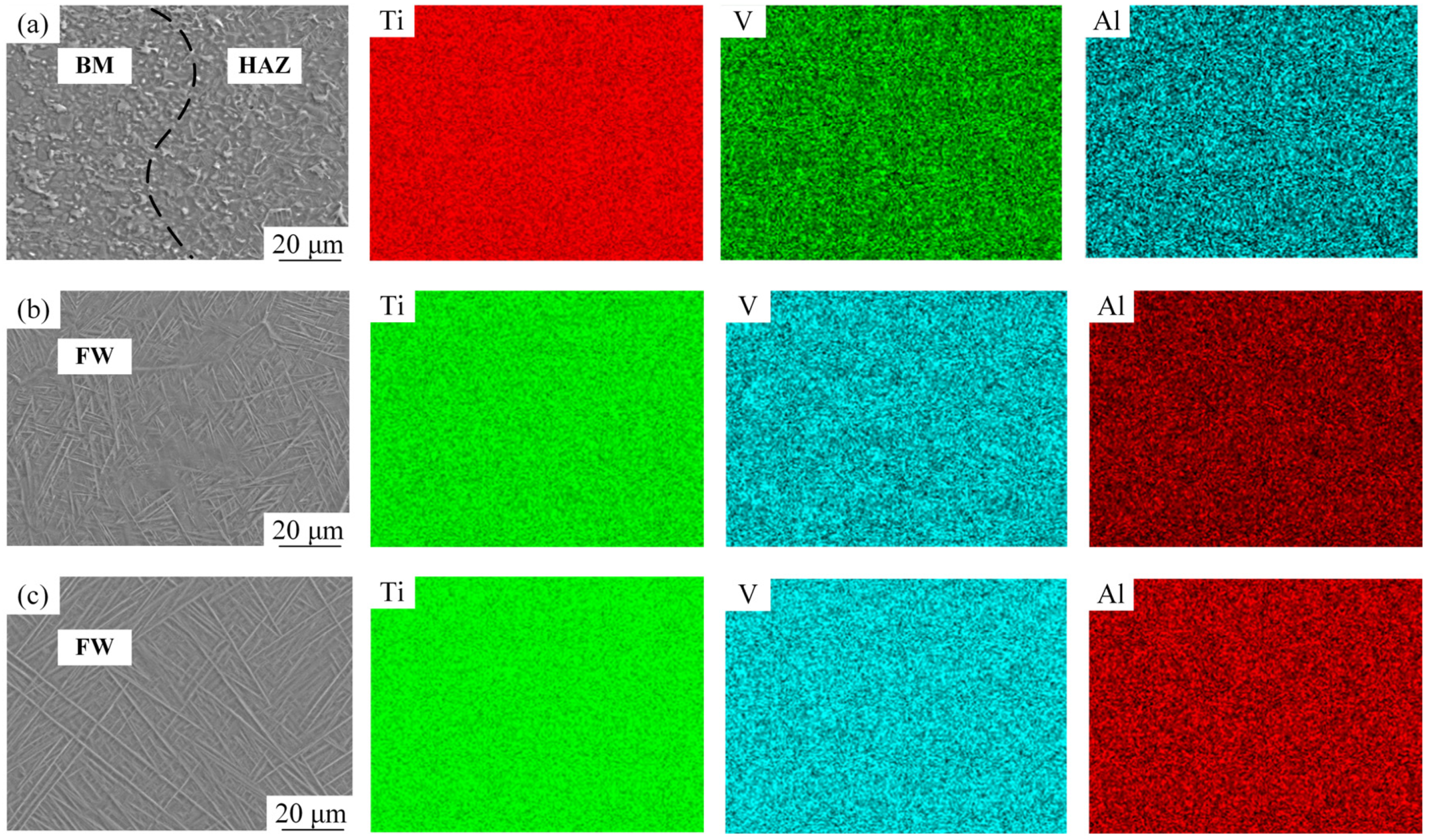
- With the increase of swing amplitude, the width of the weld and the width of the fusion zone become wider, and the tensile strength of the weld first increases and then decreases. The weld microstructure is mainly composed of acicular α′ martensite, initial α phase, secondary α phase, and residual β phase, and there are net basket structures in the weld fusion zone, but the martensite morphology is different. A smaller swing amplitude may be more beneficial to the formation of pores, while a larger swing amplitude will lead to the stomata of the weld, so it is very important to select the appropriate swing amplitude.
- With the increase of swing amplitude, the tensile strength and elongation of the weld also change. When A = 1 mm, the tensile strength of the weld is maximum, but the elongation is not large. When A = 2 mm, the elongation of the weld is maximum, but part of the strength is sacrificed.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wei, Y.; Ma, Q.; Wu, P.; Chen, B.; Zou, J.; Cao, H.; Bai, H. Research progress in laser welding technology of TC4 titanium alloy. Electr. Weld. Mach. 2023, 53, 55–66. [Google Scholar]
- Liu, Z.; Dai, F.; Lu, G.; Zhang, H.; Shen, Z. Research status and prospect of laser welding of titanium alloy. Mater. Rep. 2023, 37, 354–359. [Google Scholar]
- Long, J.; Zhang, L.; Zhuang, M.; Bai, L.; Na, S. Narrow-gap laser welding with beam wobbling and filler wire and microstructural performance of joints of thick TC4 titanium alloy plates. Opt. Laser Technol. 2022, 152, 108089. [Google Scholar]
- Kar, J.; Chakrabarti, D.; Roy, S.; Roy, G. Beam oscillation, porosity formation and fatigue properties of electron beam welded Ti-6Al-4V. Alloy J. Mater. Process. Technol. 2019, 266, 165–172. [Google Scholar] [CrossRef]
- Quazi, M.; Ishak, M.; Fazal, M.; Arslan, A.; Rubaiee, S.; Qaban, A.; Aiman, M.; Sultan, T.; Ali, M.; Manladan, S. Current research and development status of dissimilar materials laser welding of titanium and its alloys. Opt. Laser Technol. 2020, 126, 106090. [Google Scholar] [CrossRef]
- Auwal, S.; Ramesh, S.; Yusof, F.; Manladan, S. A review on laser beam welding of titanium alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 1071–1098. [Google Scholar] [CrossRef]
- Huang, J.; Kong, L.; Wang, M.; Hua, X.; Li, F. Welding of titanium and titanium alloys thin sheets. Weld. Technol. 2018, 47, 1–5. [Google Scholar]
- Kotlarski, G.; Kaisheva, D.; Ormanova, M.; Stoyanov, B.; Dunchev, V.; Anchev, A.; Valkov, S. Electron-beam welding of titanium and Ti6Al4V alloy. Metals 2023, 13, 1065. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Fierro, I.; Sergi, V. Investigation and optimization of disk-laser welding of 1 mm thick Ti-6Al-4V titanium alloy sheets. Adv. Mech. Eng. 2015, 7, 373561. [Google Scholar] [CrossRef]
- Balasubramanian, T.; Balasubramanian, V.; Manickam, M. Fatigue crack growth behaviour of gas tungsten arc, electron beam and laser beam welded Ti-6Al-4V alloy. Mater. Des. 2011, 32, 4509–4520. [Google Scholar] [CrossRef]
- Ghosh, P.; Sen, A.; Chattopadhyaya, S.; Sharma, S.; Singh, J.; Li, C.; Królczyk, G.; Rajkumar, S. Progressive developments and challenges in dissimilar laser welding of steel to various other light alloys (Al/Ti/Mg): A comprehensive review. Heliyon 2022, 8, e11710. [Google Scholar] [CrossRef] [PubMed]
- Chang, B.; Yuan, Z.; Cheng, H.; Li, H.; Du, D.; Shan, J. A Study on the Influences of Welding Position on the Keyhole and Molten Pool Behavior in Laser Welding of a Titanium Alloy. Metals 2019, 9, 1082. [Google Scholar] [CrossRef]
- Hagenlocher, C.; Sommer, M.; Fetzer, F.; Weber, R.; Graf, T. Optimization of the solidification conditions by means of beam oscillation during laser beam welding of aluminum. Mater. Des. 2018, 160, 1178–1185. [Google Scholar] [CrossRef]
- Zhou, J.; Zhou, D.; Liu, J. Effect of oscillating laser beam on the interface and mechanical properties of Ti/Al fusion welding joint. J. Mater. Res. Technol. 2022, 19, 1993–2007. [Google Scholar] [CrossRef]
- Li, T.; Wan, Y.; Bi, Z.; Yang, S.; Wu, D.; Lei, Y. Weld formation and porosity in TC4 joint by oscillating laser beam welding with circle trajectory model. J. Mater. Res. Technol. 2024, 30, 2680–2689. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, Z.; Liu, J.; Lu, G.; Zhang, L. Research on laser welding of 1.2 mm thick TC4 titanium alloy. Appl. Laser 2019, 39, 596–601. [Google Scholar]
- Ai, Y.; Wang, Y.; Yan, Y.; Han, S.; Huang, Y. The evolution characteristics of solidification microstructure in laser welding of Ti-6Al-4V titanium alloy by considering transient flow field. Opt. Laser Technol. 2024, 170, 110195. [Google Scholar] [CrossRef]
- Fu, H.; Liu, G.; Xie, H.; Jiang, W.; Shi, J. Research on the microstructure and mechanical properties of 1.5 mm thick TC4 titanium ally laser welded joint. Mach. Met. Form. 2022, 3, 33–36. [Google Scholar]
- Xu, Z.; Dong, Z.; Yu, Z.; Wang, W.; Zhang, J. Relationships between microhardness, microstructure, and grain orientation in laser-welded joints with different welding speeds for Ti6Al4V titanium alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 1277–1289. [Google Scholar] [CrossRef]
- Girerd, T.; Gameros, A.; Simonelli, M.; Norton, A.; Clare, A. Modulation of melt pool behaviour using novel laser beam oscillation methods. J. Mater. Process. Technol. 2024, 325, 118300. [Google Scholar] [CrossRef]
- Li, C.; Li, B.; Wu, Z.; Qi, X.; Ye, B.; Wang, A. Stitch welding of Ti-6Al-4V titanium alloy by fiber laser. Trans. Nonferrous Met. Soc. China 2017, 27, 91–101. [Google Scholar] [CrossRef]
- Xu, P.; Li, L.; Zhang, C. Microstructure characterization of laser welded Ti-6Al-4V fusion zones. Mater. Charact. 2014, 87, 179–185. [Google Scholar] [CrossRef]
- Kumar, B.; Bag, S.; Paul, C.; Das, C.; Ravikumar, R.; Bindra, K. Influence of the mode of laser welding parameters on microstructural morphology in thin sheet Ti6Al4V alloy. Opt. Laser Technol. 2020, 131, 106456. [Google Scholar] [CrossRef]
- Omoniyi, P.; Mahamood, M.; Jen, T.; Akinlabi, E. TIG welding of Ti6Al4V alloy: Microstructure, fractography, tensile and microhardness data. Data Brief. 2021, 38, 107274. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Z.; Chen, X.; Li, H.; Lei, Z.; Chen, Y.; Wu, S.; Wang, Y. Grain refinement and laser energy distribution during laser oscillating welding of Invar alloy. Mater. Des. 2020, 186, 108195. [Google Scholar] [CrossRef]
- Le, T.; Faivre, N.; Vakili-Farahani, F.; Wasmer, K. Energy-efficient laser welding with beam oscillating technique—A parametric study. J. Clean. Prod. 2021, 313, 127796. [Google Scholar]
- Liu, J.; Wang, M.; Zhang, P.; Chen, Y.; Wang, S.; Wu, T.; Xie, M.; Wang, L.; Wang, K. Texture refinement and mechanical improvement in beam oscillation superimposed laser welding of TiAl-based alloy. Mater. Charact. 2022, 188, 111892. [Google Scholar] [CrossRef]
- Wu, M.; Luo, Z.; Li, Y.; Liu, L.; Ao, S. Effect of oscillation modes on weld formation and pores of laser welding in the horizontal position. Opt. Laser Technol. 2023, 158, 108801. [Google Scholar] [CrossRef]
- Horník, P.; Šebestová, H.; Novotný, J.; Mrňa, L. Laser beam oscillation strategy for weld geometry variation. J. Manuf. Process. 2022, 84, 216–222. [Google Scholar] [CrossRef]
- Zhong, Q.; Zhao, Z.; Zhang, Z. Development of “fractography” and research of fracture micromechanism. J. Mech. Strength 2005, 3, 358–370. [Google Scholar]
- Eremin, A.; Panin, S.; Sharkeev, Y. Fatigue behaviour of CG and UFG titanium: DIC and fractography studies. IOP Conf. Ser. Mater. Sci. Eng. 2019, 511, 012012. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|
| 5.5~6.8 | 3.5~4.5 | 0.30 | 0.01 | 0.05 | 0.01 | 0.2 | Bal. |
| Experiment Number | Laser Power P (W) | Welding Speed v (mm/s) | Swing Frequency f (Hz) | Swing Amplitude A (mm) |
|---|---|---|---|---|
| 1 | 800 | 9 | 50 | 0.2 |
| 2 | 800 | 9 | 50 | 1 |
| 3 | 800 | 9 | 50 | 2 |
| 4 | 800 | 9 | 50 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, J.; Liu, Z. Effect of Swing Amplitude on Microstructure and Properties of TC4 Titanium Alloy in Laser Welding. Metals 2024, 14, 893. https://doi.org/10.3390/met14080893
Liang J, Liu Z. Effect of Swing Amplitude on Microstructure and Properties of TC4 Titanium Alloy in Laser Welding. Metals. 2024; 14(8):893. https://doi.org/10.3390/met14080893
Chicago/Turabian StyleLiang, Jianhui, and Zhanqi Liu. 2024. "Effect of Swing Amplitude on Microstructure and Properties of TC4 Titanium Alloy in Laser Welding" Metals 14, no. 8: 893. https://doi.org/10.3390/met14080893
APA StyleLiang, J., & Liu, Z. (2024). Effect of Swing Amplitude on Microstructure and Properties of TC4 Titanium Alloy in Laser Welding. Metals, 14(8), 893. https://doi.org/10.3390/met14080893