
Investigating the Influence Mechanism of Different Shielding Gas Types on Arc Characteristics and Weld Quality in TA2 Laser–Arc Hybrid Welding

 ,
,
Abstract
:1. Introduction
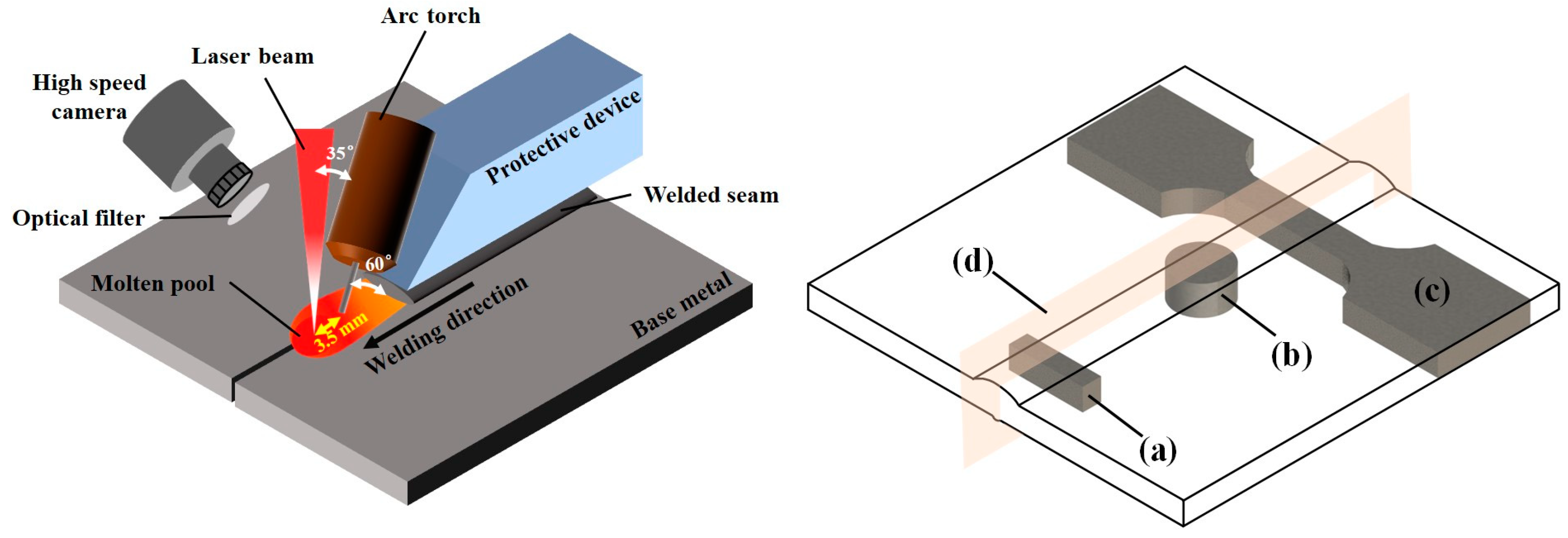
2. Materials and Methods
3. Results and Discussion
3.1. Effect of Shielding Gas on the Plasma of Laser–Arc Hybrid Welding of TA2 Plates
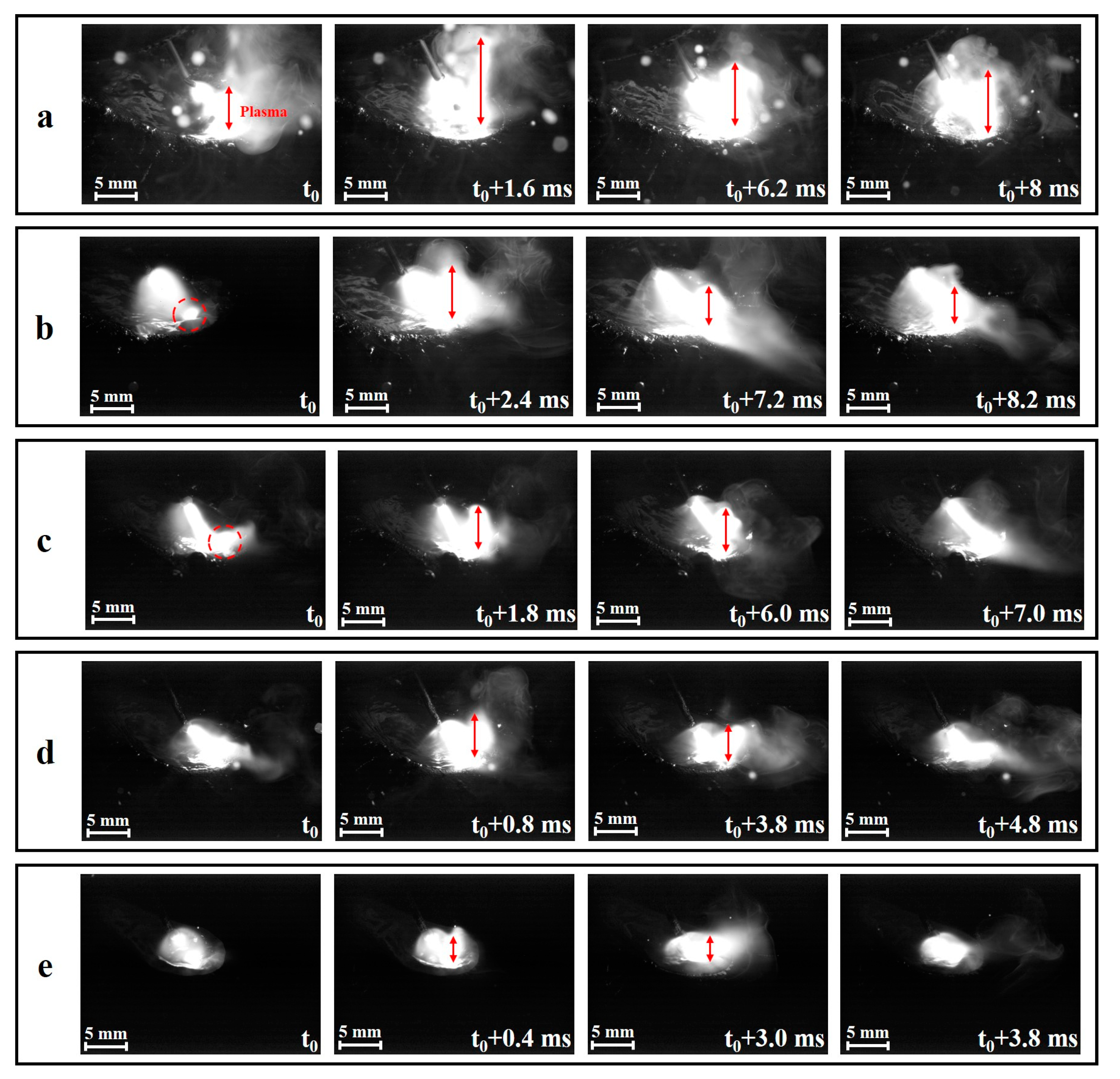
3.1.1. Analysis of High-Speed Plasma Camera Graphics under Different Protective Gases
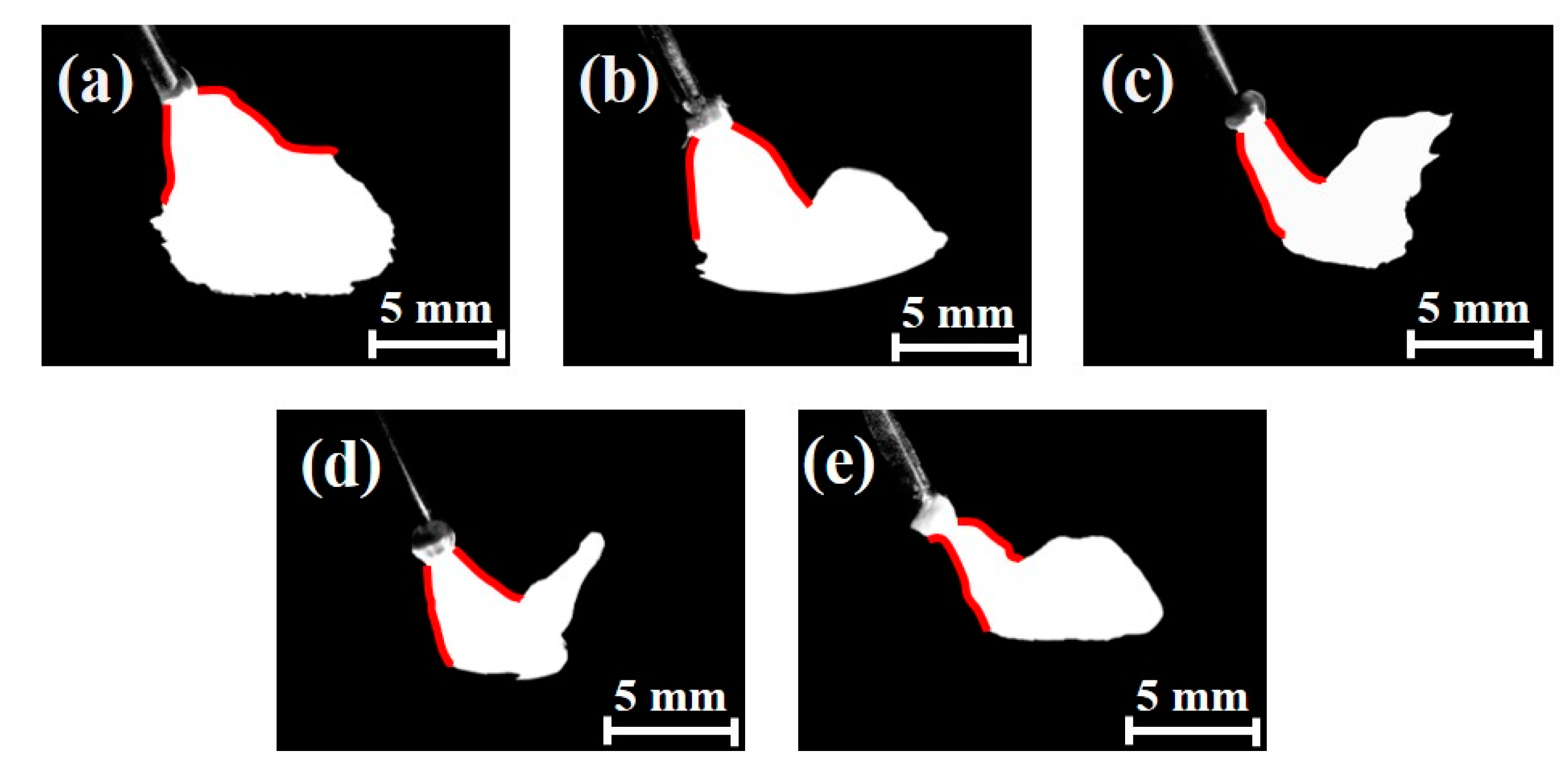
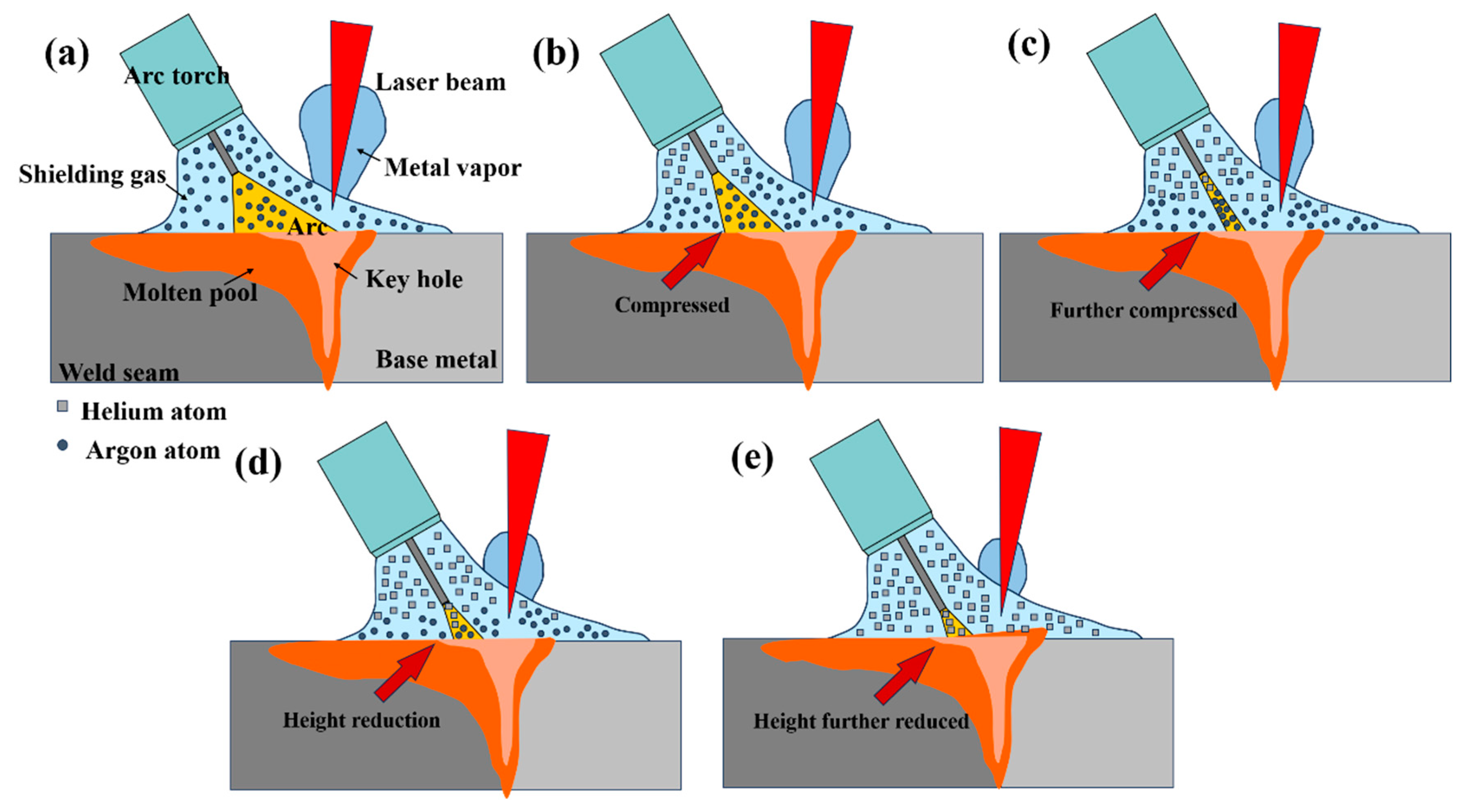
3.1.2. Effects of Different Protective Gases on Arc Morphology
3.1.3. Analysis of Arc Heat Flux Density under Different Protective Gases
3.2. Effect on Welded Joints
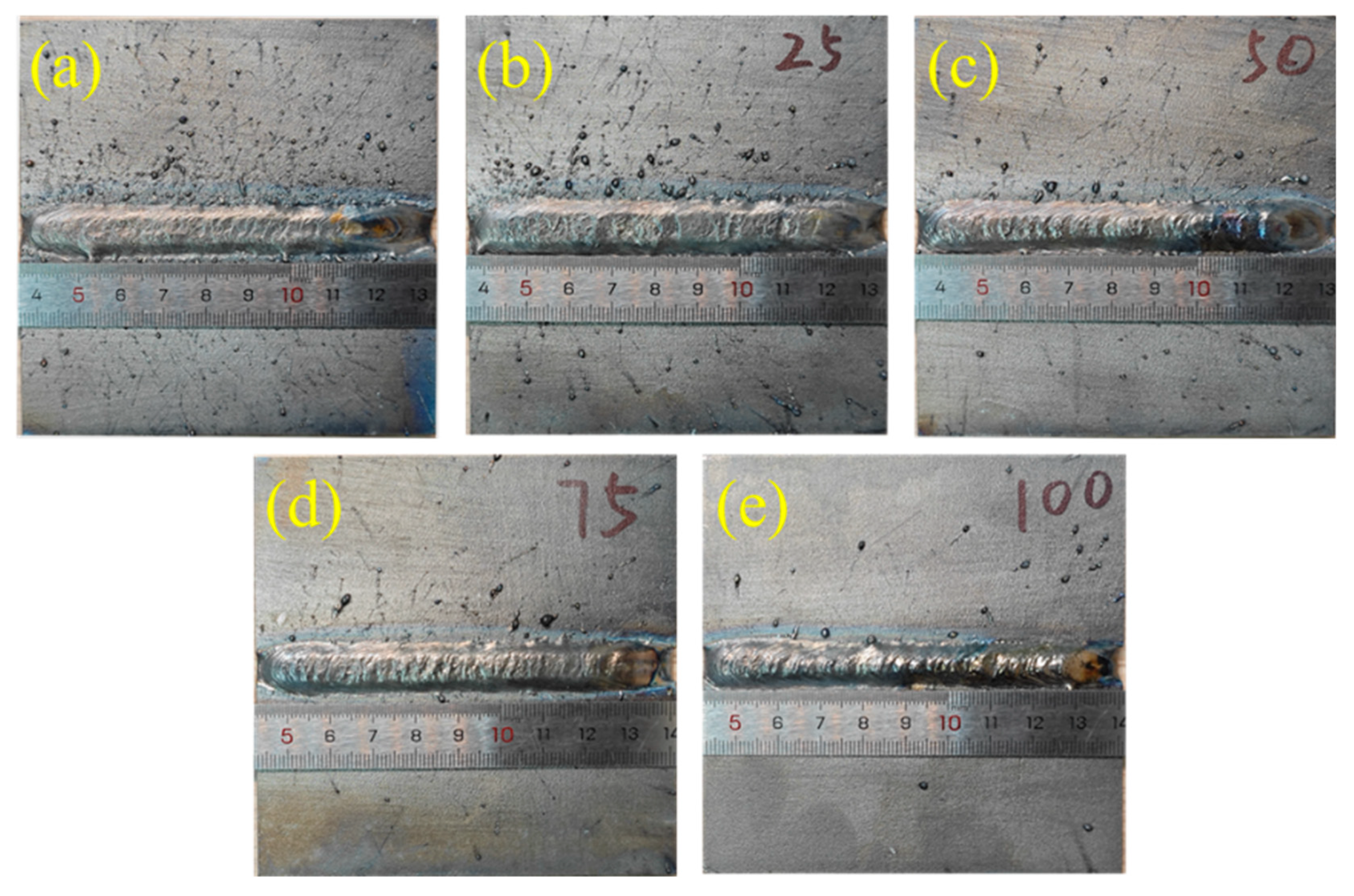
3.2.1. Effect of Different Shielding Gases on the Macroscopic Morphology of Welded Joints
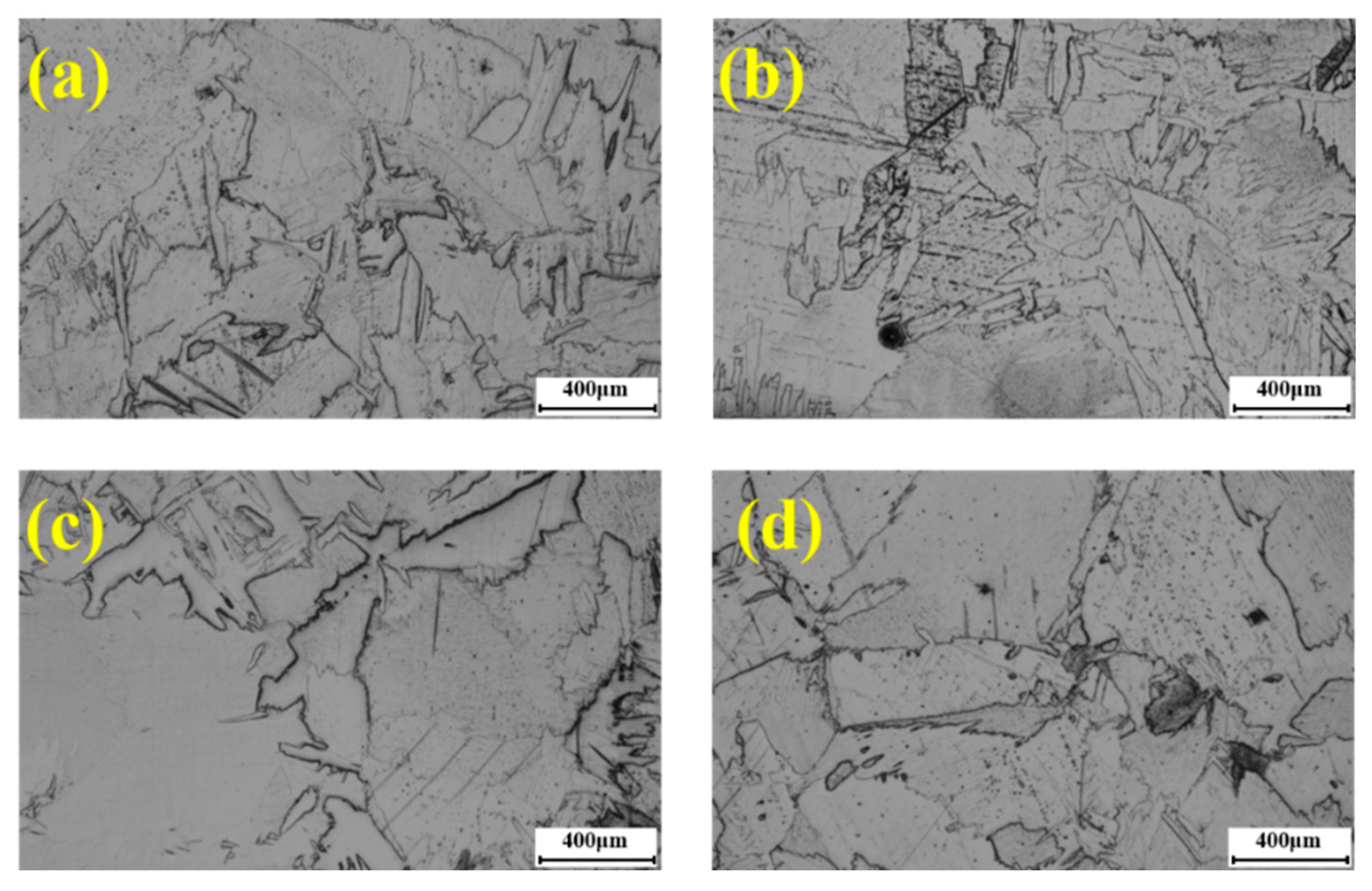
3.2.2. Microstructure Characterization of Welded Joints under Different Shielding Gases
3.2.3. Effect of Different Shielding Gases on Porosity Defects in Welded Joints
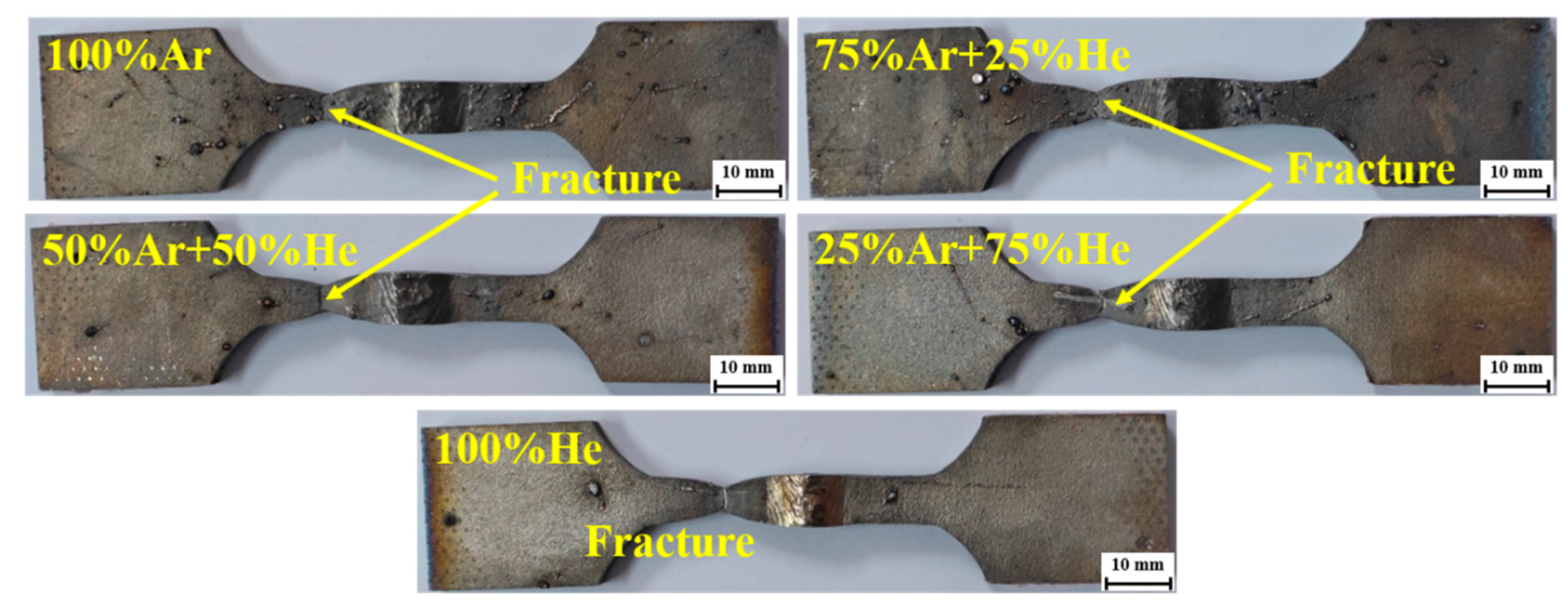
3.3. Effect of Different Shielding Gases on Tensile Properties of Welded Joints
3.4. Effect of Shielding Gas on the Corrosion Resistance of Welded Joints
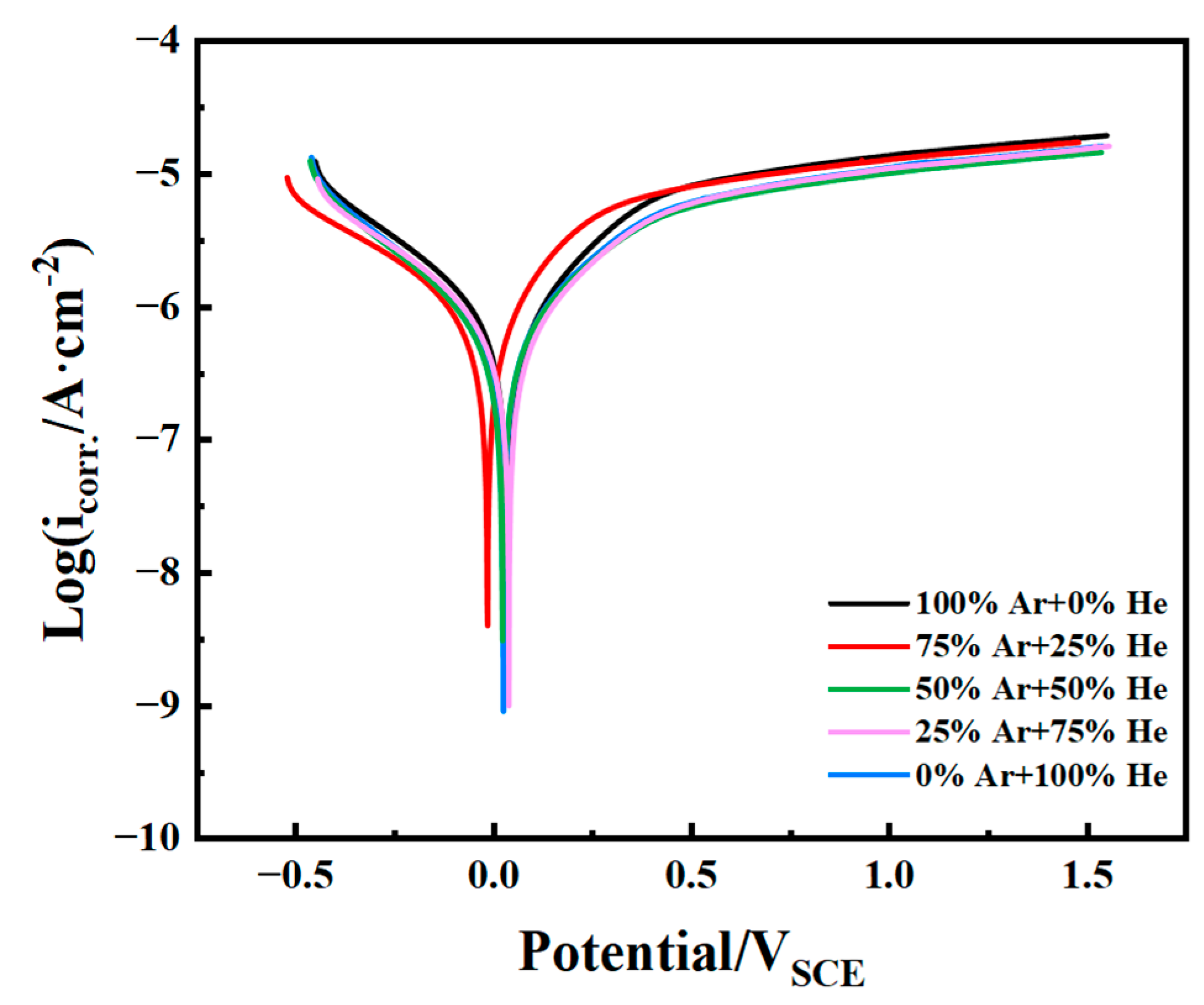
3.4.1. Electrochemical Polarization Curves of Welded Joints under Different Shielding Gases
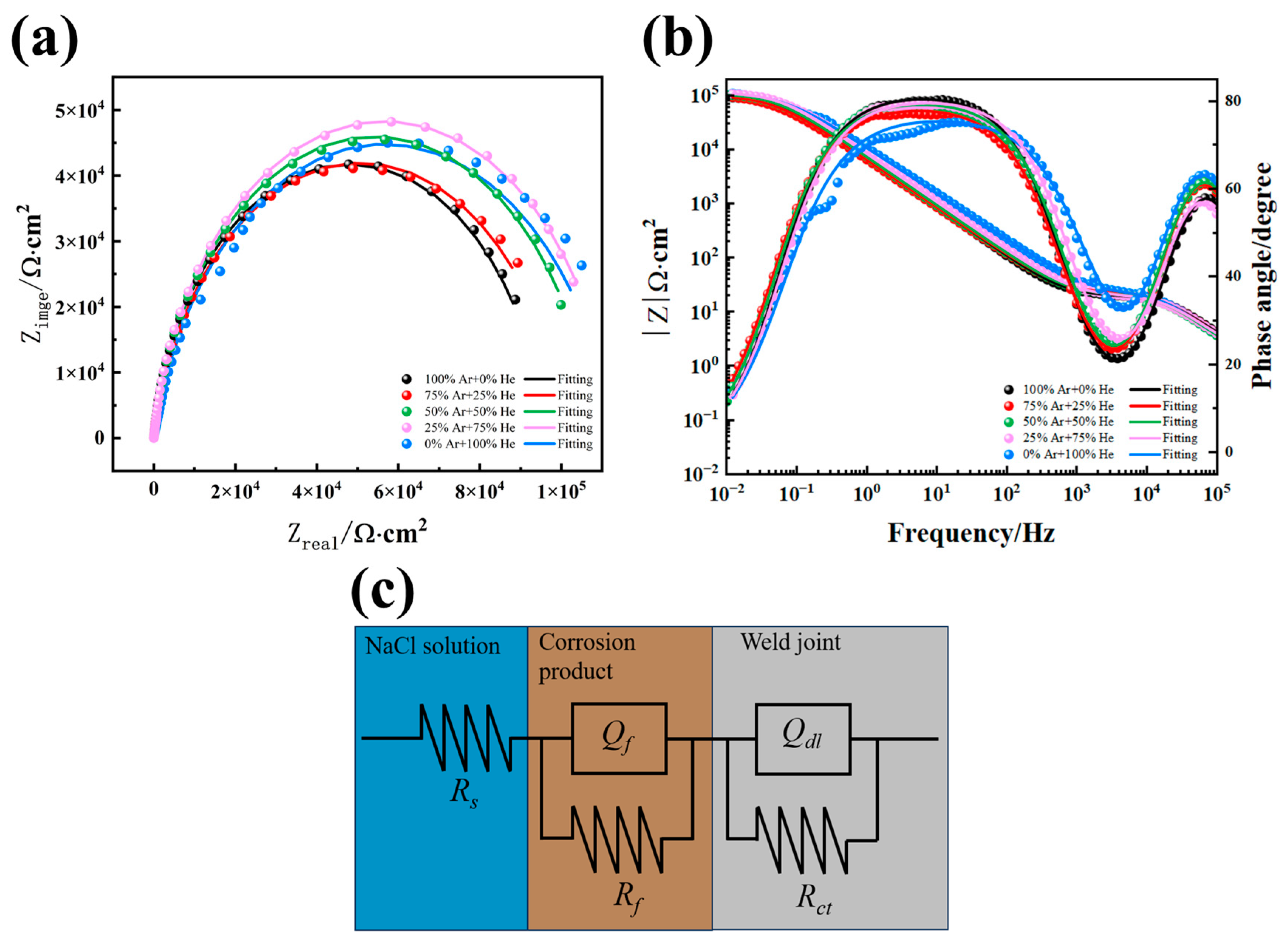
3.4.2. Electrochemical Impedance Spectra of Welded Joints under Different Shielding Gases
4. Conclusions
- (1)
- The increase in the helium ratio leads to the increase of gas ionization energy, and the arc is gradually contracted due to the difference in the physical properties of the two gases, thus increasing the arc heat flow density. When the helium volume share reaches 50%, the arc width reaches the minimum value, and the arc column width is compressed from 6.96 mm to 2.61 mm, which is 63% compression, and the heat flow density reaches the peak value. When the helium volume continues to increase beyond 50%, the arc height begins to decrease while the arc width increases. When the proportion of helium exceeds 75%, the arc burning becomes difficult, and even the arc quenching phenomenon occurs;
- (2)
- As the proportion of helium in the shielding gas increases, the stability of the arc improves, which leads to a significant reduction in spatter on the weld surface and a significant improvement in the quality of the weld formation. However, when welding with 100% helium shielding gas, the arc burns with difficulty, arc quenching occurs frequently, and the weld surface becomes uneven. The addition of helium to the shielding gas significantly improved the porosity defects in the welded joints, and the rate of weld porosity defects was reduced to about 0.42% when pure helium shielding was applied, which was about 86% lower compared to 3.02% under pure argon shielding. Therefore, helium can effectively inhibit weld porosity defects and improve the stability of locking holes;
- (3)
- Comparison of the weld grain size of welded joints under pure argon protection and welded joints under high purity helium protection revealed that due to the increase in heat input, the cooling rate of the welded joints was slowed down, resulting in full growth of the α’ phase in the weld and an increase in the grain size in the center of the weld. The results of tensile tests showed that the strength of the welded joints under mixed shielding gas was slightly lower than that of the joints under pure argon protection; different gases have little impact on the tensile properties of the welded joints;
- (4)
- The welded joints all showed similar passivation in a 3.5 wt.% NaCl solution environment. The tendency of corrosion resistance of welded joints to increase and then decrease with the increase in the proportion of helium in the shielding gas, reaching a maximum at a helium percentage of 75%, was attributed to the reduction of porosity in the weld and the change in the density of grain boundaries in the welded joints, which led to the difference in corrosion resistance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Banerjee, D.; Williams, J. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Li, R.; Li, Z.; Zhu, Y.; Rong, L. A comparative study of laser beam welding and laser–MIG hybrid welding of Ti–Al–Zr–Fe titanium alloy. Mater. Sci. Eng. A 2011, 528, 1138–1142. [Google Scholar] [CrossRef]
- Su, R.; Li, H.; Chen, H.; Wang, H.; Wang, W.; Wang, D.; Guo, J. Stability analysis and porosity inhibition mechanism of oscillating laser-arc hybrid welding process for medium-thick plate TC4 titanium alloy. Opt. Laser Technol. 2024, 174, 110569. [Google Scholar] [CrossRef]
- Zhang, K.; Lei, Z.; Chen, Y.; Liu, M.; Liu, Y. Microstructure characteristics and mechanical properties of laser-TIG hybrid welded dissimilar joints of Ti–22Al–27Nb and TA15. Opt. Laser Technol. 2015, 73, 139–145. [Google Scholar] [CrossRef]
- Zhou, X.; Zhao, H.; Liu, F.; Yang, B.; Chen, B.; Tan, C. Influence of energy ratio on microstructure and mechanical properties in the transition zone of hybrid laser-MIG welded AH36/316L dissimilar joints. J. Mater. Res. Technol. 2021, 15, 4487–4501. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Frostevarg, J.; Kaplan, A.F.H. Laser-arc hybrid welding of thick HSLA steel. J. Mater. Process. Technol. 2018, 259, 75–87. [Google Scholar] [CrossRef]
- Zhong, Y.; Zheng, Z.; Li, J.; Wang, C.; Wang, X. Effects of Ar-N2-He shielding gas on microstructure, mechanical properties and corrosion resistance of the Laser-MIG additive manufacturing 316L stainless steel. J. Mater. Process. Technol. 2023, 312, 117844. [Google Scholar] [CrossRef]
- Chen, H.; Tianli, Z.; Zhu, Z.; Xu, L.; Lin, S.; Yang, S.; Kou, S. Study on the effect of Ar–He shielding gas on the weld formation, microstructure and mechanical properties of 5083 aluminum alloy weld. J. Mater. Res. Technol. 2024, 28, 683–694. [Google Scholar] [CrossRef]
- Murphy, A.B.; Tanaka, M.; Tashiro, S.; Sato, T.; Lowke, J.J. A computational investigation of the effectiveness of different shielding gas mixtures for arc welding. J. Phys. D Appl. Phys. 2009, 42, 115205. [Google Scholar] [CrossRef]
- Zhu, Y.; Cai, Y.; Wang, M. Effects of He content in shielding gases on high-efficient hybrid laser arc welding with C-276 filler metal. J. Mater. Process. Technol. 2022, 299, 117367. [Google Scholar] [CrossRef]
- Lei, Z.; Li, Y.; Chen, Y.; Sun, Z.; Zhang, Y. Effect of process parameters on porosity formation ratio in dual-beam laser welding of aluminum alloys with filler wire. Hanjie Xuebao/Trans. China Weld. Inst. 2013, 34, 40–44. [Google Scholar]
- Li, D.; Yang, D.; Luo, X.; Zhang, G. Effects of shielding gas on GMAW of 10Ni5CrMoV HSLA steel using high Cr-Ni austenitic wire. J. Mater. Process. Technol. 2018, 259, 116–125. [Google Scholar] [CrossRef]
- Chae, H.-B.; Kim, C.-H.; Kim, J.-H.; Rhee, S. The effect of shielding gas composition in CO2 laser—Gas metal arc hybrid welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 1315–1324. [Google Scholar] [CrossRef]
- Liu, W.; Wang, H.P.; Lu, F.; Cui, H.C.; Tang, X.H. Investigation on effects of process parameters on porosity in dissimilar Al alloy lap fillet welds. Int. J. Adv. Manuf. Technol. 2015, 81, 843–849. [Google Scholar] [CrossRef]
- Li, H.; Zou, J.S.; Yao, J.S.; Peng, H.P. The effect of TIG welding techniques on microstructure, properties and porosity of the welded joint of 2219 aluminum alloy. J. Alloys Compd. 2017, 727, 531–539. [Google Scholar] [CrossRef]
- Hosseini Motlagh, N.S.; Parvin, P.; Jandaghi, M.; Torkamany, M. The influence of different volume ratios of He and Ar in shielding gas mixture on the power waste parameters for Nd:YAG and CO2 laser welding. Opt. Laser Technol. 2013, 54, 191–198. [Google Scholar] [CrossRef]
- Valiente Bermejo, M.A.; Karlsson, L.; Svensson, L.E.; Hurtig, K.; Rasmuson, H.; Frodigh, M.; Bengtsson, P. Effect of shielding gas on welding performance and properties of duplex and superduplex stainless steel welds. Weld. World 2015, 59, 239–249. [Google Scholar] [CrossRef]
- Cai, X.; Fan, C.; Lin, S.; Ji, X.; Yang, C.; Guo, W. Effects of shielding gas composition on arc properties and wire melting characteristics in narrow gap MAG welding. J. Mater. Process. Technol. 2017, 244, 225–230. [Google Scholar] [CrossRef]
- Cai, C.; He, S.; Chen, H.; Zhang, W. The influences of Ar-He shielding gas mixture on welding characteristics of fiber laser-MIG hybrid welding of aluminum alloy. Opt. Laser Technol. 2019, 113, 37–45. [Google Scholar] [CrossRef]
- ISO 5817:2022; Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and Their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections. ISO: Geneva, Switzerland, 2023.
- Ahn, J.; He, E.; Chen, L.; Dear, J.; Davies, C. The effect of Ar and He shielding gas on fibre laser weld shape and microstructure in AA 2024-T3. J. Manuf. Process. 2017, 29, 62–73. [Google Scholar] [CrossRef]
- Yu, J.; Cai, C.; Xie, J.; Chen, Z.; Chen, H. Keyhole stability, arc behavior, and molten pool flow in narrow-gap oscillating laser-arc hybrid welding of titanium alloy. Int. J. Heat Mass Transf. 2024, 220, 124922. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, W.; Li, W.; Su, X.; Zhao, W.; Xu, G.; Zhu, J. Effects of He-Ar shielding gas compositions on arc plasma physical properties in rotating laser + GMAW hybrid fillet welding: Numerical simulation. Opt. Laser Technol. 2024, 178, 111231. [Google Scholar] [CrossRef]
- De Freitas Teixeira, P.R.; De Araújo, D.B.; Da Cunha, L.a.B. Study of the Gaussian distribution heat source model applied to numerical thermal simulations of TIG welding processes. Ciência Eng. Sci. Eng. 2014, 23, 115–122. [Google Scholar] [CrossRef]
- Lu, W.; Shi, Y.; Lei, Y.; Li, X. Effect of electron beam welding on the microstructures and mechanical properties of thick TC4-DT alloy. Mater. Des. 2012, 34, 509–515. [Google Scholar] [CrossRef]
- Murphy, A.B. The effects of metal vapour in arc welding. J. Phys. D Appl. Phys. 2010, 43, 434001. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | N | C | H | Fe | O | Ti |
|---|---|---|---|---|---|---|
| TA2 | 0.030 | 0.080 | 0.015 | 0.300 | 0.250 | Bal. |
| Parameters | Value |
|---|---|
| Laser power (W) | 6000 |
| Arc current (A) | 150 |
| Arc voltage (V) | 13.5 |
| Stick out distance (mm) | 12 |
| Welding speed (m/min) | 0.9 |
| Wire feeding speed (m/min) | 8 |
| Distance between heat sources (mm) | 3.5 |
| Helium content | 0, 25%, 50%, 75%, 100% |
| Shielding gas flow rate (L/min) | 35 |
| Gas Type | Argon | Helium |
|---|---|---|
| Boiling point (1.013 bar)/°C | −185.9 | −268.9 |
| Densities (0 °C,1.01 bar)/kg/m3 | 1.784 | 0.178 |
| Thermal conductivity/W/(m·k) | 0.017 | 0.154 |
| Ionization Energy | Ti | Ar | He |
|---|---|---|---|
| E1 | 6.83 | 15.75 | 24.58 |
| E2 | 13.57 | 27.62 | 54.41 |
| Shielding Gases Types | Coefficient of Heat Source Concentration (k) |
|---|---|
| 100%Ar | 0.25 |
| 75%Ar + 25%He | 0.67 |
| 50%Ar + 50%He | 1.75 |
| 25%Ar + 75%He | 1.68 |
| 100%He | 1.61 |
| Sample | Tensile Strength/MPa | Elongation/% | Fracture Location |
|---|---|---|---|
| 100%Ar | 379 | 52 | Base metal |
| 75%Ar + 25%He | 372 | 56 | Base metal |
| 50%Ar + 50%He | 372 | 53 | Base metal |
| 25%Ar + 75%He | 377 | 57 | Base metal |
| 100%He | 374 | 55 | Base metal |
| Parameters | 0% He | 25% He | 50% He | 75% He | 100% He |
|---|---|---|---|---|---|
| /(Ω/cm2) | 1.491 | 1.304 | 1.174 | 1.588 | 1.279 |
| /(F/cm2) | 6.374 × 10−7 | 6.810 × 10−7 | 7.447 × 10−7 | 7.681 × 10−7 | 5.610 × 10−7 |
| 0.911 | 0.974 | 0.896 | 0.968 | 1 | |
| /(Ω/cm2) | 17.34 | 19.25 | 18.23 | 17.11 | 17.35 |
| /(F/cm2) | 2.684 × 10−5 | 3.048 × 10−5 | 2.629 × 10−5 | 2.162 × 10−5 | 1.904 × 10−5 |
| 0.974 | 0.881 | 0.972 | 0.900 | 0.853 | |
| /(Ω/cm2) | 96,080 | 101,500 | 108,400 | 113,200 | 113,100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Shen, M.; Tian, X.; Zhang, Q.; Chen, Z.; Yao, J. Investigating the Influence Mechanism of Different Shielding Gas Types on Arc Characteristics and Weld Quality in TA2 Laser–Arc Hybrid Welding. Metals 2024, 14, 946. https://doi.org/10.3390/met14080946
Zhang H, Shen M, Tian X, Zhang Q, Chen Z, Yao J. Investigating the Influence Mechanism of Different Shielding Gas Types on Arc Characteristics and Weld Quality in TA2 Laser–Arc Hybrid Welding. Metals. 2024; 14(8):946. https://doi.org/10.3390/met14080946
Chicago/Turabian StyleZhang, Haojie, Mingyao Shen, Xueqin Tian, Qunli Zhang, Zhijun Chen, and Jianhua Yao. 2024. "Investigating the Influence Mechanism of Different Shielding Gas Types on Arc Characteristics and Weld Quality in TA2 Laser–Arc Hybrid Welding" Metals 14, no. 8: 946. https://doi.org/10.3390/met14080946