
The Effect of Ultrafast Heating on the Microstructure and Mechanical Properties of the 2.2 GPa Grade Hot Forming Steel


Abstract
:1. Introduction
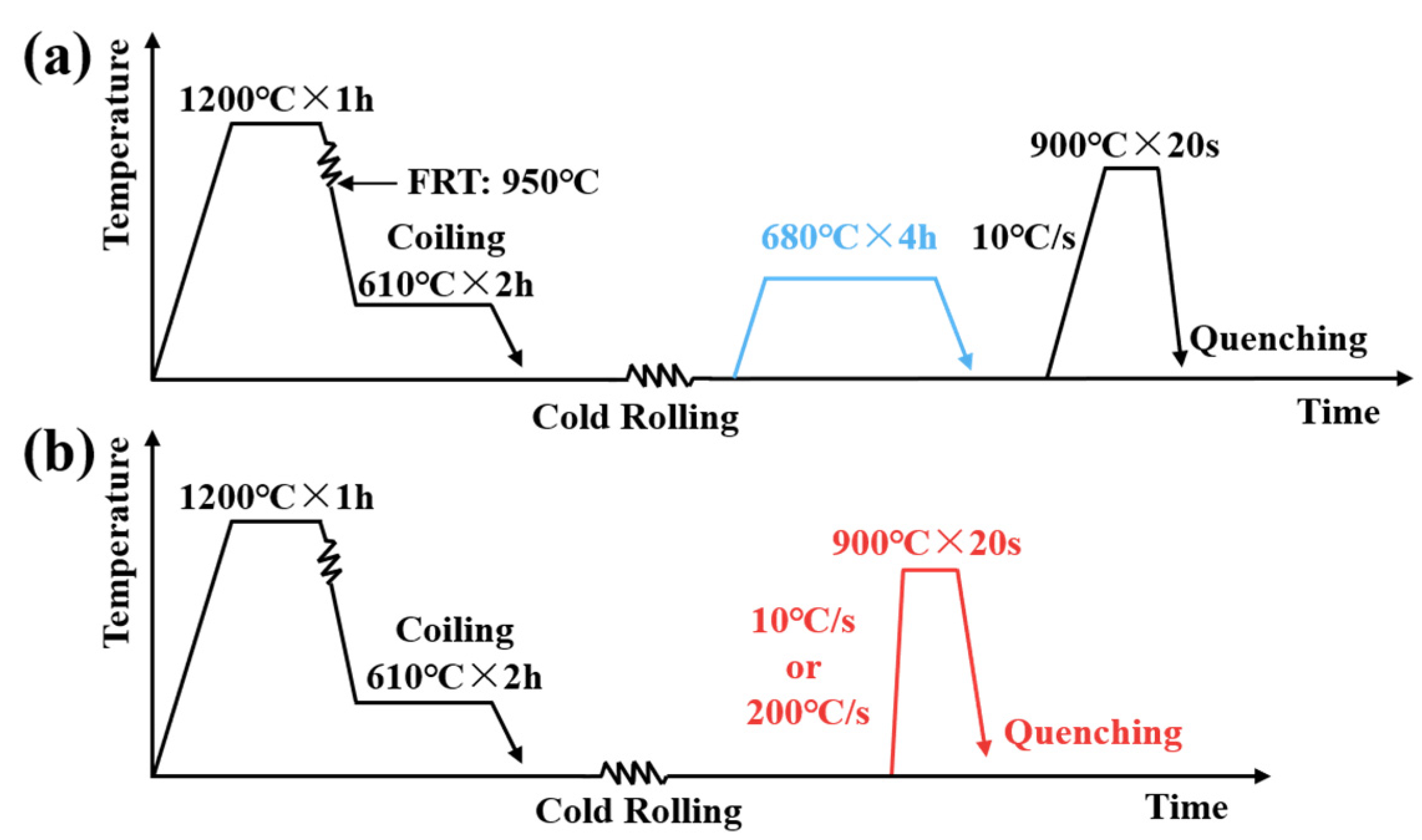
2. Materials and Methods
3. Results
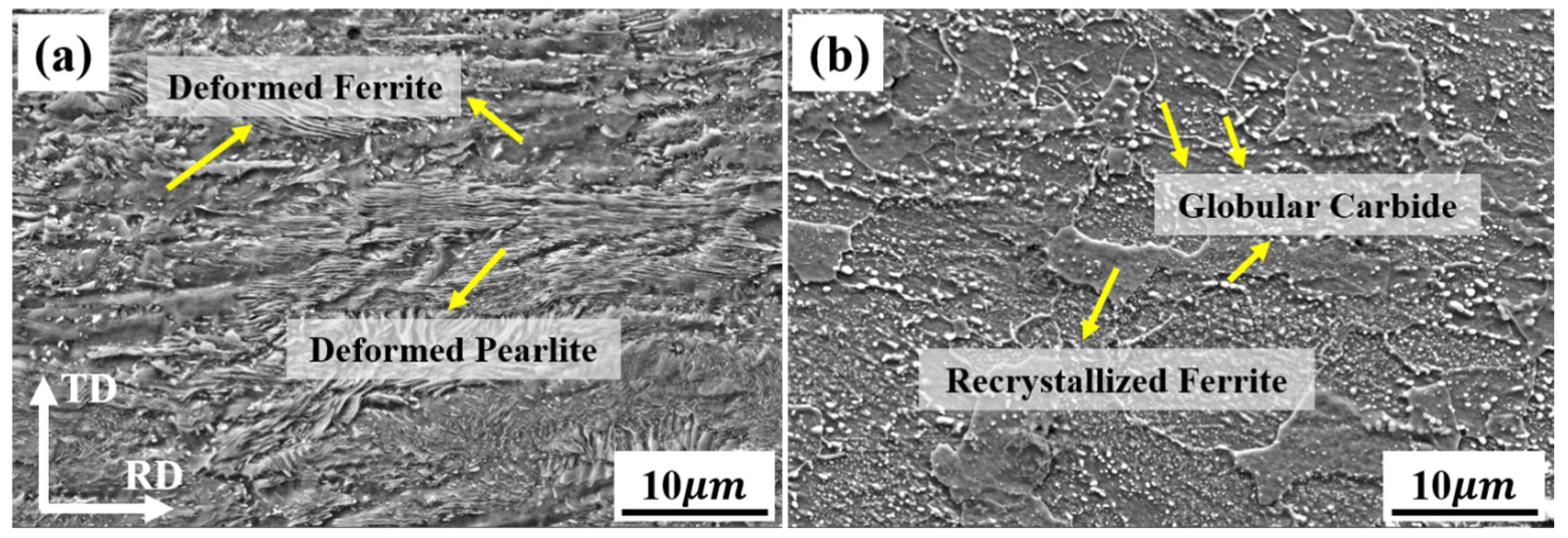
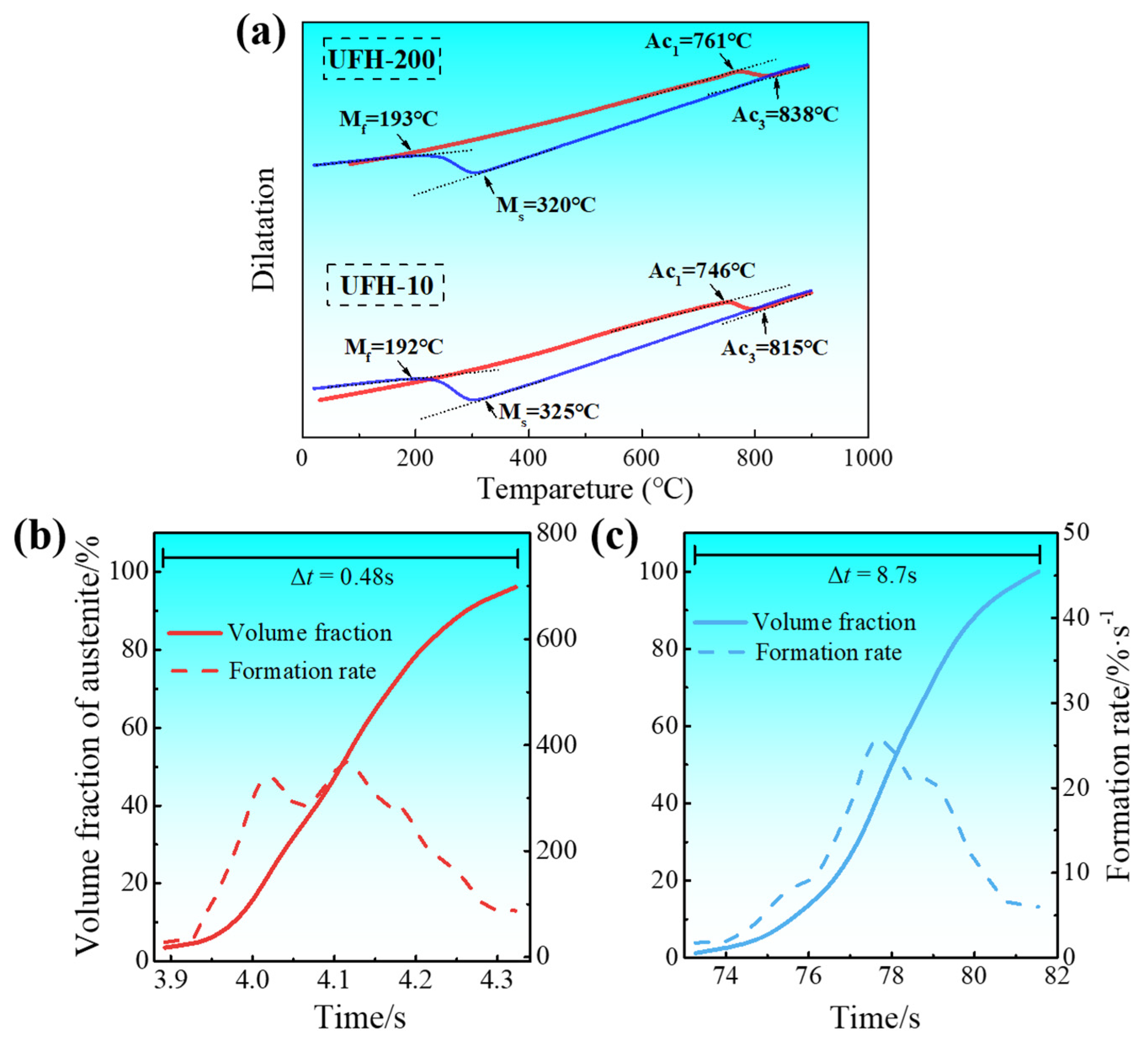
3.1. Microstructure Evolution before Austenitization and Quenching
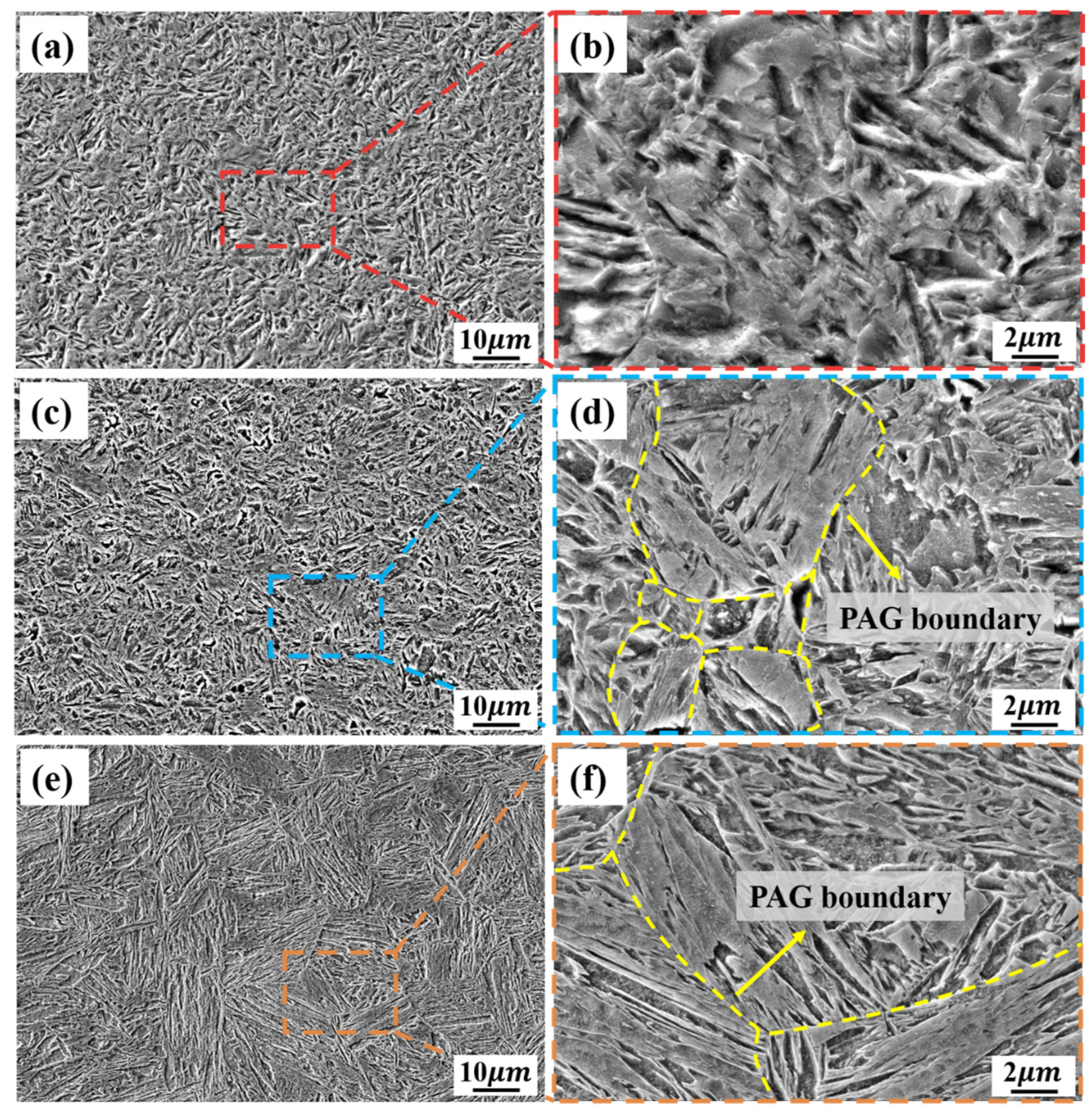
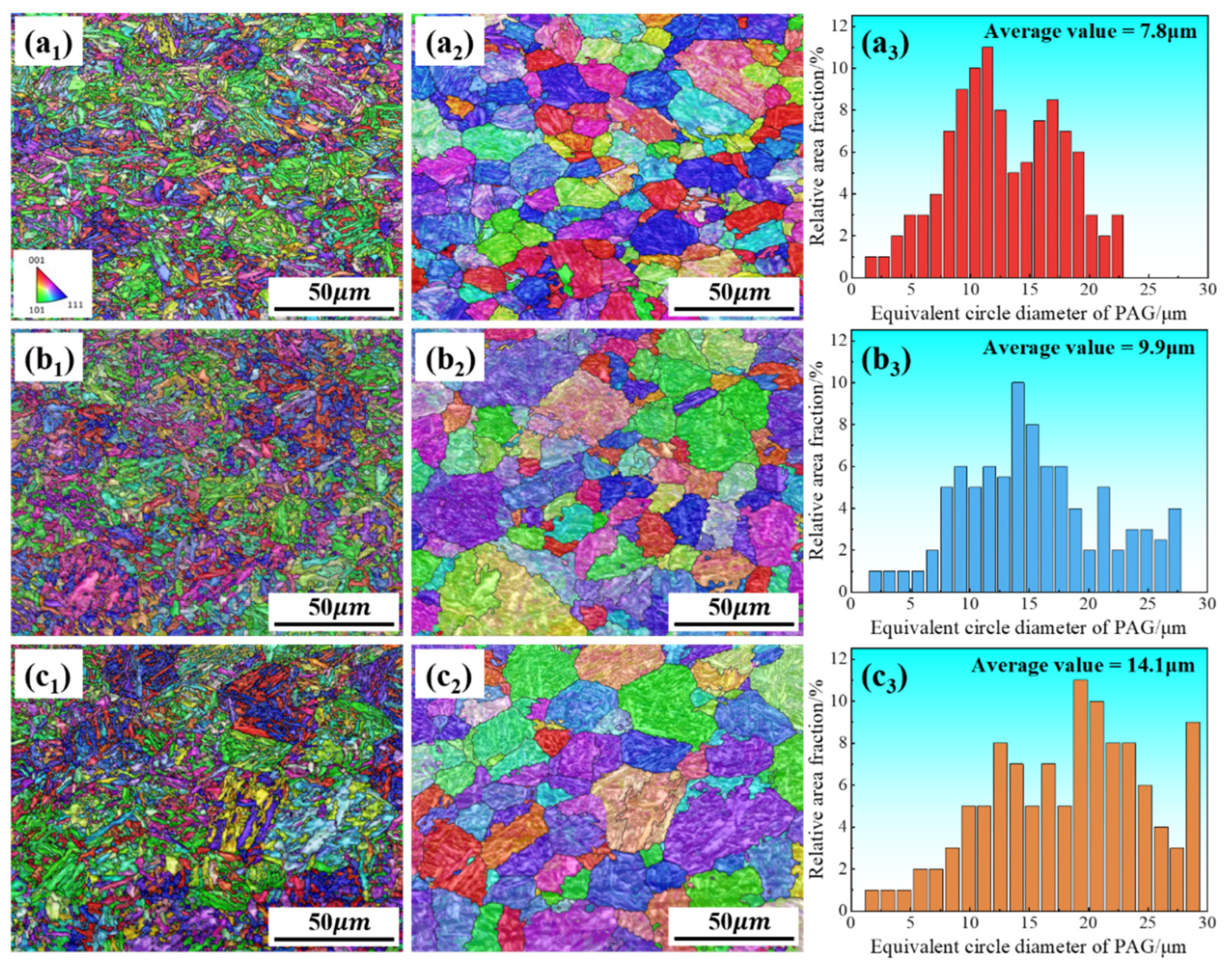
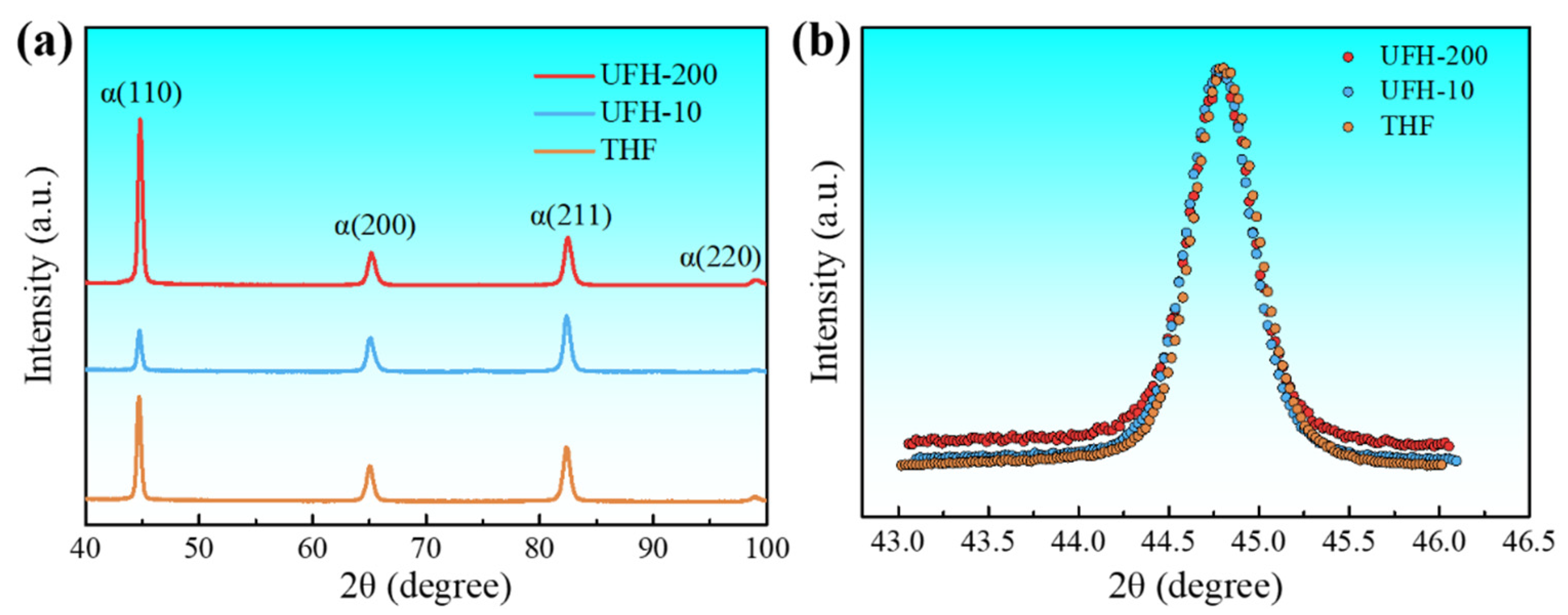
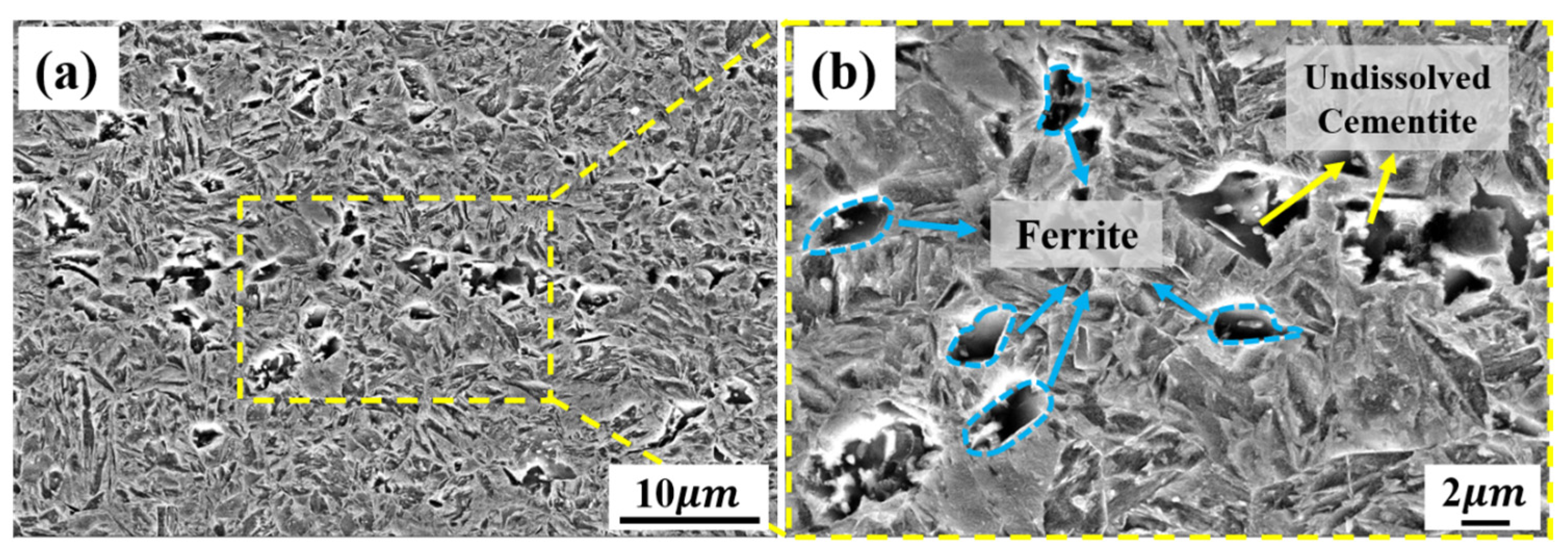
3.2. Microstructures after Austenitization and Quenching
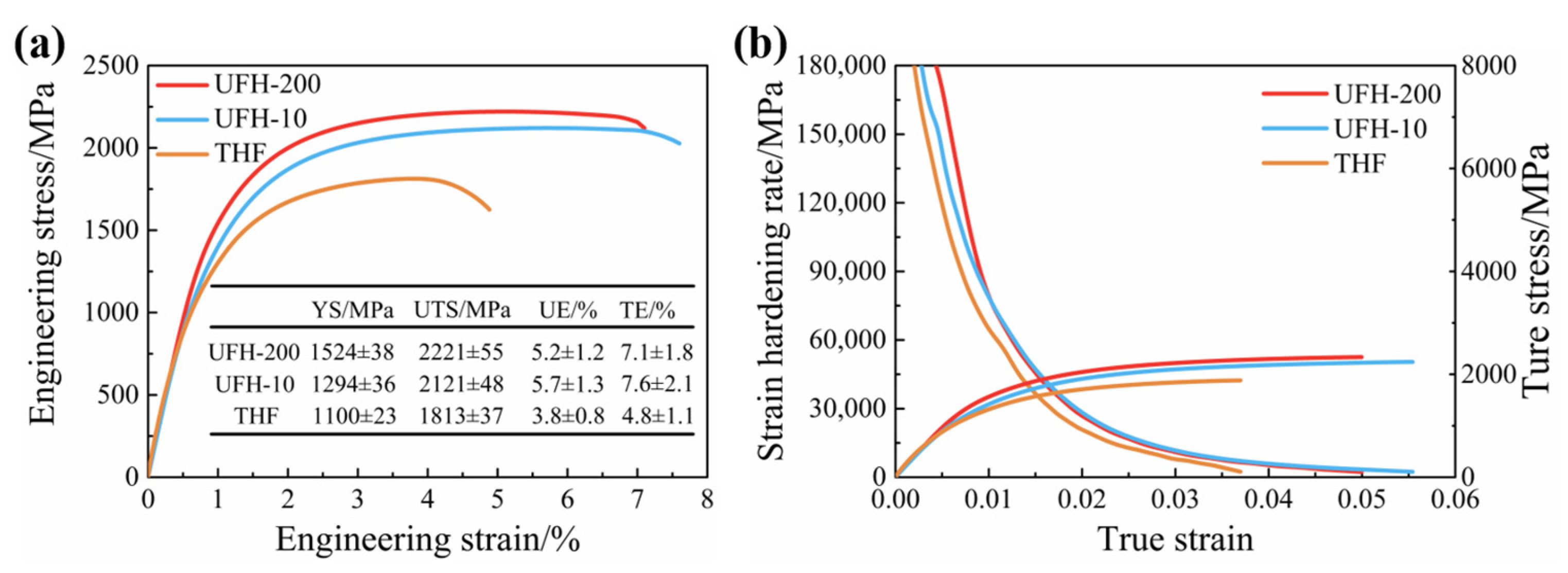
3.3. Mechanical Properties of Hot Forming Steels
4. Discussion
4.1. Influence of the Initial Microstructures
4.2. Influence of the Heating Rate on the Microstructure Evolution
4.3. Evolution of Mechanical Properties
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Wróbel, I.; Skowronek, A.; Grajcar, A. A review on hot stamping of advanced high-strength steels: Technological-metallurgical aspects and numerical simulation. Symmetry 2022, 14, 969. [Google Scholar] [CrossRef]
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Design 2022, 221, 110994. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singhal, V. Review on materials for making lightweight vehicles. Mater. Today Proc. 2022, 56, 868–872. [Google Scholar] [CrossRef]
- Gonçalves, M.; Monteiro, H.; Iten, M. Life cycle assessment studies on lightweight materials for automotive applications—An overview. Energy Rep. 2022, 8, 338–345. [Google Scholar] [CrossRef]
- Taylor, T.; Fourlaris, G.; Clough, A. Effect of carbon and microalloy additions on hot-stamped boron steel. Mater. Sci. Technol. 2017, 33, 1964–1977. [Google Scholar] [CrossRef]
- Chen, W.; Gao, P.; Wang, S.; Zhao, X.; Zhao, Z. Strengthening mechanisms of Nb and V microalloying high strength hot-stamped steel. Mater. Sci. Eng. A 2020, 797, 140115. [Google Scholar] [CrossRef]
- Lin, L.; Li, B.; Zhu, G.; Kang, Y.; Liu, R. Effects of Nb on the microstructure and mechanical properties of 38MnB5 steel. Int. J. Miner. Metall. Mater. 2018, 25, 1181–1190. [Google Scholar] [CrossRef]
- Jo, M.C.; Yoo, J.; Kim, S.; Kim, S.; Oh, J.; Bian, J.; Sohn, S.S.; Lee, S. Effects of Nb and Mo alloying on resistance to hydrogen embrittlement in 1.9 GPa-grade hot-stamping steels. Mater. Sci. Eng. A 2020, 789, 139656. [Google Scholar] [CrossRef]
- Chen, W.; Wang, S.; Zhao, Z.; Liang, J.; Guo, J. Effect of quenching temperature on the microstructure and mechanical properties of 30MnBNbV hot stamping steel. Mater. Res. Express 2019, 6, 1065. [Google Scholar] [CrossRef]
- Liang, J.; Lu, H.; Zhang, L.; Li, F.; Cao, R.; Liu, K.; Pan, H.; Teng, H.; Li, X.; Guo, A.; et al. A 2000 MPa grade Nb bearing hot stamping steel with ultra-high yield strength. Mater. Sci. Eng. A 2021, 801, 140419. [Google Scholar] [CrossRef]
- Chai, Z.; Lu, Q.; Hu, J.; Wang, L.; Wang, Z.; Wang, J.; Xu, W. Effect of retained austenite on the fracture behavior of a novel press-hardened steel. J. Mater. Sci. Technol. 2023, 135, 34–45. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, B.; Zhang, S. The advancement of 7xxx series aluminum alloys for aircraft structures: A review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Papaefthymiou, S.; Bouzouni, M.; Petrov, R.H. Study of carbide dissolution and austenite formation during ultra-fast heating in medium carbon chromium molybdenum steel. Metals 2018, 8, 646. [Google Scholar] [CrossRef]
- Banis, A.; Bouzouni, M.; Petrov, R.H.; Papaefthymiou, S. Simulation and characterisation of the microstructure of ultra-fast heated dual-phase steel. Mater. Sci. Technol. 2020, 36, 1282–1291. [Google Scholar] [CrossRef]
- Massardier, V.; Ngansop, A.; Fabrègue, D.; Merlin, J. Identification of the parameters controlling the grain refinement of ultra-rapidly annealed low carbon Al-killed steels. Mater. Sci. Eng. A 2010, 527, 5654–5663. [Google Scholar] [CrossRef]
- De Knijf, D.; Puype, A.; Föjer, C.; Petrov, R. The influence of ultra-fast annealing prior to quenching and partitioning on the microstructure and mechanical properties. Mater. Sci. Eng. A 2015, 627, 182–190. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, S.; Li, J.; Wang, J.; Meng, Q. Fast-heating for intercritical annealing of cold-rolled quenching and partitioning steel. Mater. Sci. Eng. A 2016, 669, 387–395. [Google Scholar] [CrossRef]
- Dai, J.; Meng, Q.; Zheng, H. An innovative pathway to produce high-performance quenching and partitioning steel through ultra-fast full austenitization annealing. Mater. Today Commun. 2020, 25, 101272. [Google Scholar] [CrossRef]
- Li, P.; Li, J.; Meng, Q.; Hu, W.; Xu, D. Effect of heating rate on ferrite recrystallization and austenite formation of cold-roll dual phase steel. J. Alloy Compd. 2013, 578, 320–327. [Google Scholar] [CrossRef]
- Wen, P.; Hu, B.; Han, J.; Luo, H. A strong and ductile medium Mn steel manufactured via ultrafast heating process. J. Mater. Sci. Technol. 2022, 97, 54–68. [Google Scholar] [CrossRef]
- Kolleck, R.; Veit, R.; Merklein, M.; Lechler, J.; Geiger, M. Investigation on induction heating for hot stamping of boron alloyed steels. CIRP Ann. 2009, 58, 275–278. [Google Scholar] [CrossRef]
- Wen, S.; Liu, Y.; Chen, Z.; Lopez, M.; Qu, S.; Han, X. Mechanical and microstructure properties of ultra-high strength boron steel using rapid resistance heating without soaking. J. Mater. Sci. 2023, 58, 7161–7181. [Google Scholar] [CrossRef]
- Hou, Z.; Min, J.; Wang, J.; Lu, Q.; He, Z.; Chai, Z.; Xu, W. Effect of Rapid Heating on Microstructure and Tensile Properties of a Novel Coating-Free Oxidation-Resistant Press-Hardening Steel. JOM 2021, 73, 3195–3203. [Google Scholar] [CrossRef]
- Grydin, O.; Andreiev, A.; Holzweißig, M.J.; Rüsing, C.J.; Duschik, K.; Frolov, Y.; Schaper, M. Short austenitization treatment with subsequent press hardening: Correlation between process parameters, microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 749, 176–195. [Google Scholar] [CrossRef]
- Liu, Y.; Cao, Y.; Mao, Q.; Zhou, H.; Zhao, Y.; Jiang, W.; Liu, Y.; Wang, J.T.; You, Z.; Zhu, Y. Critical microstructures and defects in heterostructured materials and their effects on mechanical properties. Acta Mater. 2020, 189, 129–144. [Google Scholar] [CrossRef]
- Xiao, L.; Cao, Y.; Li, S.; Zhou, H.; Ma, X.; Mao, L.; Sha, X.; Wang, Q.; Zhu, Y.; Han, X. The formation mechanism of a novel interfacial phase with high thermal stability in a Mg-Gd-Y-Ag-Zr alloy. Acta Mater. 2019, 162, 214–225. [Google Scholar] [CrossRef]
- Zaky, A.I. Determinations of the Non-Recrystallization Temperature for X52 Steel Produced by Compact Slab Process Combined with Direct Hot Rolling. J. Mater. Eng. Perform. 2006, 15, 651–655. [Google Scholar] [CrossRef]
- Nakada, N.; Fukagawa, R.; Tsuchiyama, T.; Takaki, S.; Ponge, D.; Raabe, D. Inheritance of Dislocations and Crystallographic Texture during Martensitic Reversion into Austenite. ISIJ Int. 2013, 53, 1286–1288. [Google Scholar] [CrossRef]
- Prasad, C.; Bhuyan, P.; Kaithwas, C.; Saha, R.; Mandal, S. Microstructure engineering by dispersing nano-spheroid cementite in ultrafine-grained ferrite and its implications on strength-ductility relationship in high carbon steel. Mater. Design 2018, 139, 324–335. [Google Scholar] [CrossRef]
- Kaluba, W.J.; Taillard, R.; Foct, J. The bainitic mechanism of austenite formation during rapid heating. Acta Mater. 1998, 46, 5917–5927. [Google Scholar] [CrossRef]
- Schmidt, E.D.; Damm, E.B.; Sridhar, S. A study of diffusion-and interface-controlled migration of the austenite/ferrite front during austenitization of a case-hardenable alloy steel. Metall. Mater. Trans. A 2007, 38, 244–260. [Google Scholar] [CrossRef]
- Haiko, O.; Javaheri, V.; Valtonen, K.; Kaijalainen, A.; Hannula, J.; Kömi, J. Effect of prior austenite grain size on the abrasive wear resistance of ultra-high strength martensitic steels. Wear 2020, 454–455, 203336. [Google Scholar] [CrossRef]
- Javaheri, V.; Kolli, S.; Grande, B.; Porter, D. Insight into the induction hardening behavior of a new 0.40% C microalloyed steel: Effects of initial microstructure and thermal cycles. Mater. Charact. 2019, 149, 165–183. [Google Scholar] [CrossRef]
- Esin, V.; Denand, B.; Le Bihan, Q.; Dehmas, M.; Teixeira, J.; Geandier, G.; Denis, S.; Sourmail, T.; Aeby-Gautier, E. In situ synchrotron X-ray diffraction and dilatometric study of austenite formation in a multi-component steel: Influence of initial microstructure and heating rate. Acta Mater. 2014, 80, 118–131. [Google Scholar] [CrossRef]
- Rezaei, J.; Habibi Parsa, M.; Mirzadeh, H. Phase transformation kinetics of high-carbon steel during continuous heating. J. Mater. Res. Technol. 2023, 27, 2524–2537. [Google Scholar] [CrossRef]
- Castro Cerda, F.M.; Schulz, B.; Celentano, D.; Monsalve, A.; Sabirov, I.; Petrov, R.H. Exploring the microstructure and tensile properties of cold-rolled low and medium carbon steels after ultrafast heating and quenching. Mater. Sci. Eng. A 2019, 745, 509–516. [Google Scholar] [CrossRef]
- Liu, G.; Dai, Z.; Yang, Z.; Zhang, C.; Li, J.; Chen, H. Kinetic transitions and Mn partitioning during austenite growth from a mixture of partitioned cementite and ferrite: Role of heating rate. J. Mater. Sci. Technol. 2020, 49, 70–80. [Google Scholar] [CrossRef]
- Huang, M.; Rivera-Díaz-Del-Castillo, P.E.J.; Bouaziz, O.; van der Zwaag, S. Modelling strength and ductility of ultrafine grained BCC and FCC alloys using irreversible thermodynamics. Mater. Sci. Technol. 2009, 25, 833–839. [Google Scholar] [CrossRef]
- Kunieda, T.; Nakai, M.; Murata, Y.; Koyama, T.; Morinaga, M. Estimation of the System Free Energy of Martensite Phase in an Fe-Cr-C Ternary Alloy. ISIJ Int. 2005, 45, 1909–1914. [Google Scholar] [CrossRef]
- Kim, B.; Boucard, E.; Sourmail, T.; San Martín, D.; Gey, N.; Rivera-Díaz-Del-Castillo, P.E.J. The influence of silicon in tempered martensite: Understanding the microstructure–properties relationship in 0.5–0.6 wt.% C steels. Acta Mater. 2014, 68, 169–178. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, J.; Jiang, T.; Sun, Y.; Guo, S.; Liu, Y. A low-alloy high-carbon martensite steel with 2.6 GPa tensile strength and good ductility. Acta Mater. 2018, 158, 247–256. [Google Scholar] [CrossRef]
- Junkui, L.; Zhinan, Y.; Hua, M.; Chen, C.; Fucheng, Z. A medium-C martensite steel with 2.6 GPa tensile strength and large ductility. Scr. Mater. 2023, 228, 115327. [Google Scholar] [CrossRef]
- Yong, Q.L. Secondary Phases in Steels, 1st ed.; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | B | Cr | V | N | Fe |
|---|---|---|---|---|---|---|---|
| 0.39 | 0.34 | 1.68 | 0.004 | 0.31 | 0.044 | 0.0040 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Chang, J.; Wu, H.; Mi, Z.; Wu, Y.; Zhang, Q. The Effect of Ultrafast Heating on the Microstructure and Mechanical Properties of the 2.2 GPa Grade Hot Forming Steel. Metals 2024, 14, 1006. https://doi.org/10.3390/met14091006
Wang M, Chang J, Wu H, Mi Z, Wu Y, Zhang Q. The Effect of Ultrafast Heating on the Microstructure and Mechanical Properties of the 2.2 GPa Grade Hot Forming Steel. Metals. 2024; 14(9):1006. https://doi.org/10.3390/met14091006
Chicago/Turabian StyleWang, Mai, Jiang Chang, Hongyi Wu, Zhenli Mi, Yanxin Wu, and Qi Zhang. 2024. "The Effect of Ultrafast Heating on the Microstructure and Mechanical Properties of the 2.2 GPa Grade Hot Forming Steel" Metals 14, no. 9: 1006. https://doi.org/10.3390/met14091006
APA StyleWang, M., Chang, J., Wu, H., Mi, Z., Wu, Y., & Zhang, Q. (2024). The Effect of Ultrafast Heating on the Microstructure and Mechanical Properties of the 2.2 GPa Grade Hot Forming Steel. Metals, 14(9), 1006. https://doi.org/10.3390/met14091006