
Microstructure Evolution and Tensile Properties of Medium Manganese Steel Heat Treated by Two-Step Annealing


 ,
,
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
3.1. Microstructure Analysis
3.2. Analysis of Element Partition and Austenite Characteristics
3.3. Analyses of Mechanical Properties
4. Conclusions
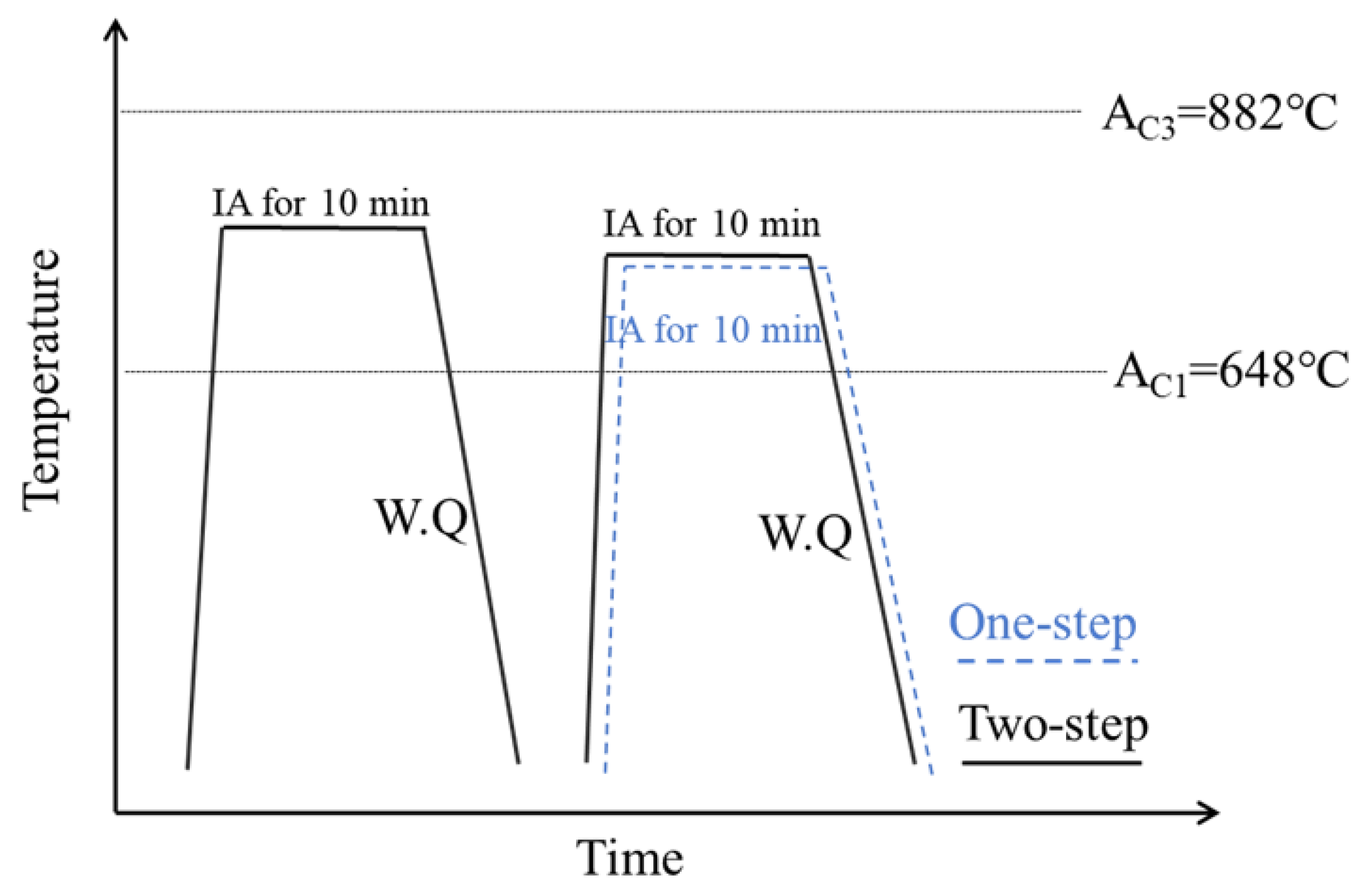
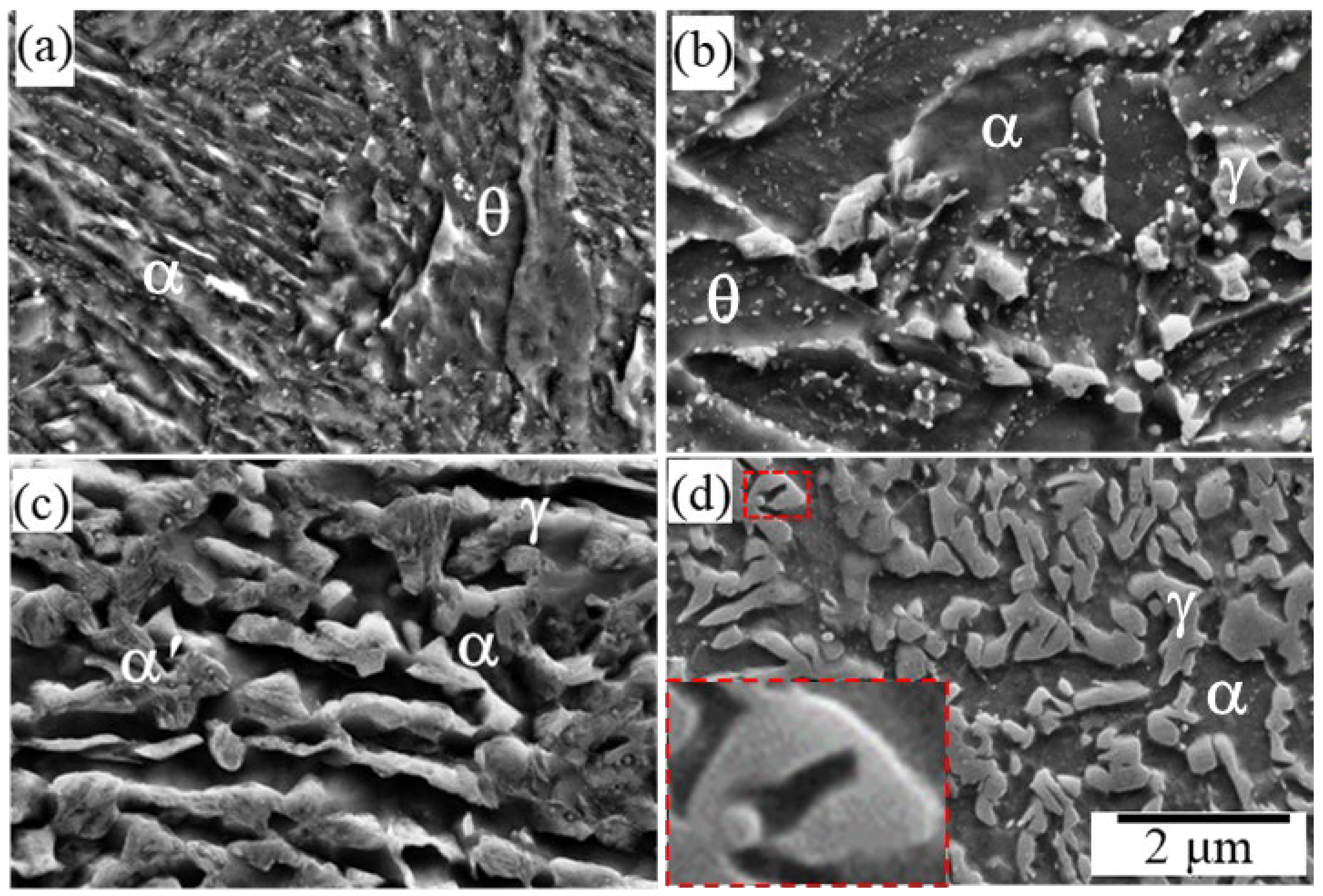
- After the first step of higher temperature annealing, the 760-720 obtains the microstructure of ferrite and M/A island, achieving the preliminary distribution of manganese elements and the refinement of the microstructure. During the second annealing process, the Mn-rich martensite provides higher nucleation driving force and finer dispersed nucleation sites for the reverse-transformed austenite. At the same time, the metastable austenite formed after the first step of annealing continues to grow through interface movement, and a high proportion (23.4%) of retained austenite with multi-scale distribution is formed in the final microstructure.
- Compared with the CR-720, the high proportion of multi-scale retained austenite in the 760-720 significantly increases the total elongation and TS × E of the material, while the lower dislocation density within ferrite grains results in a reduction in its yield strength. The 760-720 shows better and excellent mechanical properties, with a tensile strength of 1189 MPa, a total elongation of 25.3%, and a product of strength and elongation of 30.1 GPa%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yan, S.; Liang, T.; Chen, J.; Li, T.; Liu, X. A novel Cu-Ni added medium Mn steel: Precipitation of Cu-rich particles and austenite reversed transformation occurring simultaneously during ART annealing. Mater. Sci. Eng. A 2019, 746, 73–81. [Google Scholar] [CrossRef]
- Park, G.; Kim, K.; Uhm, S.; Lee, C. A comparison of cross-tension properties and fracture behavior between similar and dissimilar resistance spot-weldments in medium-Mn TRIP steel. Mater. Sci. Eng. A 2019, 752, 206–216. [Google Scholar] [CrossRef]
- Liu, C.; Peng, Q.; Xue, Z.; Deng, M.; Wang, S.; Yang, C. Microstructure-tensile properties relationship and austenite stability of a Nb-Mo micro-alloyed medium-Mn TRIP steel. Metals 2018, 8, 615. [Google Scholar] [CrossRef]
- Niu, G.; Wu, H.; Zhang, D.; Gong, N.; Tang, D. Heterogeneous nano/ultrafine-grained medium Mn austenitic stainless steel with high strength and ductility. Mater. Sci. Eng. A 2018, 725, 187–195. [Google Scholar] [CrossRef]
- Shao, C.; Hui, W.; Zhang, Y.; Zhao, X.; Weng, Y. Effect of intercritical annealing time on hydrogen embrittlement of warm-rolled medium Mn steel. Mater. Sci. Eng. A 2018, 726, 320–331. [Google Scholar] [CrossRef]
- Liu, C.; Peng, Q.; Xue, Z.; Wang, S.; Yang, C. Microstructure and mechanical properties of hot-rolled and cold-rolled medium-Mn TRIP steels. Materials 2018, 11, 2242. [Google Scholar] [CrossRef]
- Shi, J.; Hu, J.; Wang, C.; Wang, C.-Y.; Dong, H.; Cao, W.-Q. Ultrafine grained duplex structure developed by ART-annealing in cold rolled medium-Mn steels. J. Iron Steel Res. Int. 2014, 21, 208–214. [Google Scholar] [CrossRef]
- Zhao, C.; Zhang, C.; Cao, W.-Q.; Yang, Z.-G. Variation in retained austenite content and mechanical properties of 0.2C–7Mn steel after intercritical annealing. Int. J. Miner. Metall. Mater. 2016, 23, 161–167. [Google Scholar] [CrossRef]
- Hu, Z.P.; Xu, Y.B.; Zou, Y.; Misra, R.D.K.; Han, D.T.; Chen, S.Q.; Hou, D.Y. Effect of intercritical rolling temperature on microstructure-mechanical property relationship in a medium Mn-TRIP steel containing δ ferrite. Mater. Sci. Eng. A 2018, 720, 1–10. [Google Scholar] [CrossRef]
- Kwok, T.W.J.; Gong, P.; Xu, X.; Nutter, J.; Rainforth, W.M.; Dye, D. Microstructure evolution and tensile behaviour of a cold rolled 8 Wt% Mn medium manganese Steel. Metall. Mater. Trans. A 2022, 53, 597–609. [Google Scholar] [CrossRef]
- Bansal, G.K.; Madhukar, D.A.; Chandan, A.K.; Ashok, K.; Mandal, G.K.; Srivastava, V.C. On the intercritical annealing parameters and ensuing mechanical properties of low-carbon medium-Mn steel. Mater. Sci. Eng. A 2018, 733, 246–256. [Google Scholar] [CrossRef]
- Yang, F.; Luo, H.; Pu, E.; Zhang, S.; Dong, H. On the characteristics of Portevin–Le Chatelier bands in cold-rolled 7Mn steel showing transformation-induced plasticity. Int. J. Plast. 2018, 103, 188–202. [Google Scholar] [CrossRef]
- Kim, D.H.; Kang, J.H.; Ryu, J.H.; Kim, S.J. Effect of austenitization of cold-rolled 10 wt% Mn steel on microstructure and discontinuous yielding. Mater. Sci. Eng. A 2020, 774, 138930. [Google Scholar] [CrossRef]
- Han, J.; Lee, Y.-K. The effects of the heating rate on the reverse transformation mechanism and the phase stability of reverted austenite in medium Mn steels. Acta Mater. 2014, 67, 354–361. [Google Scholar] [CrossRef]
- Bai, S.; Xiao, W.; Niu, W.; Li, D.; Liang, W. Microstructure and mechanical properties of a medium-Mn steel with 1.3 GPa-strength and 40%-ductility. Materials 2021, 14, 2233. [Google Scholar] [CrossRef]
- Arlazarov, A.; Gouné, M.; Bouaziz, O.; Hazotte, A.; Petitgand, G.; Barges, P. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. A 2012, 542, 31–39. [Google Scholar] [CrossRef]
- Liang, J.; Zhao, Z.; Tang, D.; Ye, N.; Yang, S.; Liu, W. Improved microstructural homogeneity and mechanical property of medium manganese steel with Mn segregation banding by alternating lath matrix. Mater. Sci. Eng. A 2018, 711, 175–181. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H. A novel two-step intercritical annealing process to improve mechanical properties of medium Mn steel. Acta Mater. 2019, 176, 250–263. [Google Scholar] [CrossRef]
- Hahn, G.T. A model for yielding with special reference to the yield-point phenomena of iron and related bcc metals. Acta Metall. 1962, 10, 727–738. [Google Scholar] [CrossRef]
- Gao, F.; Gao, Z.; Zhu, Q.; Yu, F.; Liu, Z. Deformation behavior of retained austenite and its effect on plasticity based on in-situ EBSD analysis for transformable ferritic stainless steel. J. Mater. Res. Technol. 2022, 20, 1976–1992. [Google Scholar] [CrossRef]
- Xu, H.; Han, C.; Bai, Y.; Qiao, X.; Liu, W.; Li, W.; Sha, X. Effect of deformation amount distribution in the austenite recrystallization temperature region on the microstructure and mechanical properties of the X70 pipeline steel. Ironmak. Steelmak. 2023, 50, 402–409. [Google Scholar] [CrossRef]
- Chung, H.; Kim, D.W.; Cho, W.J.; Han, H.N.; Ikeda, Y.; Ishibashi, S.; Körmann, F.; Sohn, S.S. Effect of solid-solution strengthening on deformation mechanisms and strain hardening in medium-entropy V1-xCrxCoNi alloys. J. Mater. Sci. Technol. 2022, 108, 270–280. [Google Scholar] [CrossRef]
- Xie, Z.J.; Yuan, S.F.; Zhou, W.H.; Yang, J.R.; Guo, H.; Shang, C.J. Stabilization of retained austenite by the two-step intercritical heat treatment and its effect on the toughness of a low alloyed steel. Mater. Des. 2014, 59, 193–198. [Google Scholar] [CrossRef]
- Zhu, J.; Ding, R.; He, J.; Yang, Z.; Zhang, C.; Chen, H. A cyclic austenite reversion treatment for stabilizing austenite in the medium manganese steels. Scr. Mater. 2017, 136, 6–10. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | YS/MPa | TS/MPa | TE/% | TS × E/GPa·% | RA Values/% |
|---|---|---|---|---|---|
| CR-700 | 942 | 1011 | 15.3 | 15.5 | 3.4 |
| CR-720 | 870 | 1118 | 19.5 | 21.8 | 11.5 |
| 760-700 | 867 | 1052 | 25.9 | 27.2 | 12.4 |
| 760-720 | 735 | 1189 | 25.3 | 30.1 | 23.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, T.; Zhan, Z.; Wang, C.; Zhao, Z.; Liang, J.; Yao, L. Microstructure Evolution and Tensile Properties of Medium Manganese Steel Heat Treated by Two-Step Annealing. Metals 2024, 14, 1008. https://doi.org/10.3390/met14091008
Kang T, Zhan Z, Wang C, Zhao Z, Liang J, Yao L. Microstructure Evolution and Tensile Properties of Medium Manganese Steel Heat Treated by Two-Step Annealing. Metals. 2024; 14(9):1008. https://doi.org/10.3390/met14091008
Chicago/Turabian StyleKang, Tao, Zhanyu Zhan, Changcheng Wang, Zhengzhi Zhao, Juhua Liang, and Lele Yao. 2024. "Microstructure Evolution and Tensile Properties of Medium Manganese Steel Heat Treated by Two-Step Annealing" Metals 14, no. 9: 1008. https://doi.org/10.3390/met14091008
APA StyleKang, T., Zhan, Z., Wang, C., Zhao, Z., Liang, J., & Yao, L. (2024). Microstructure Evolution and Tensile Properties of Medium Manganese Steel Heat Treated by Two-Step Annealing. Metals, 14(9), 1008. https://doi.org/10.3390/met14091008