
Effect of Laser Beam Overlap Rate on Mechanical Properties of Aluminum Alloy Arc Welding with Laser Peening


Abstract
1. Introduction
2. Materials and Methods
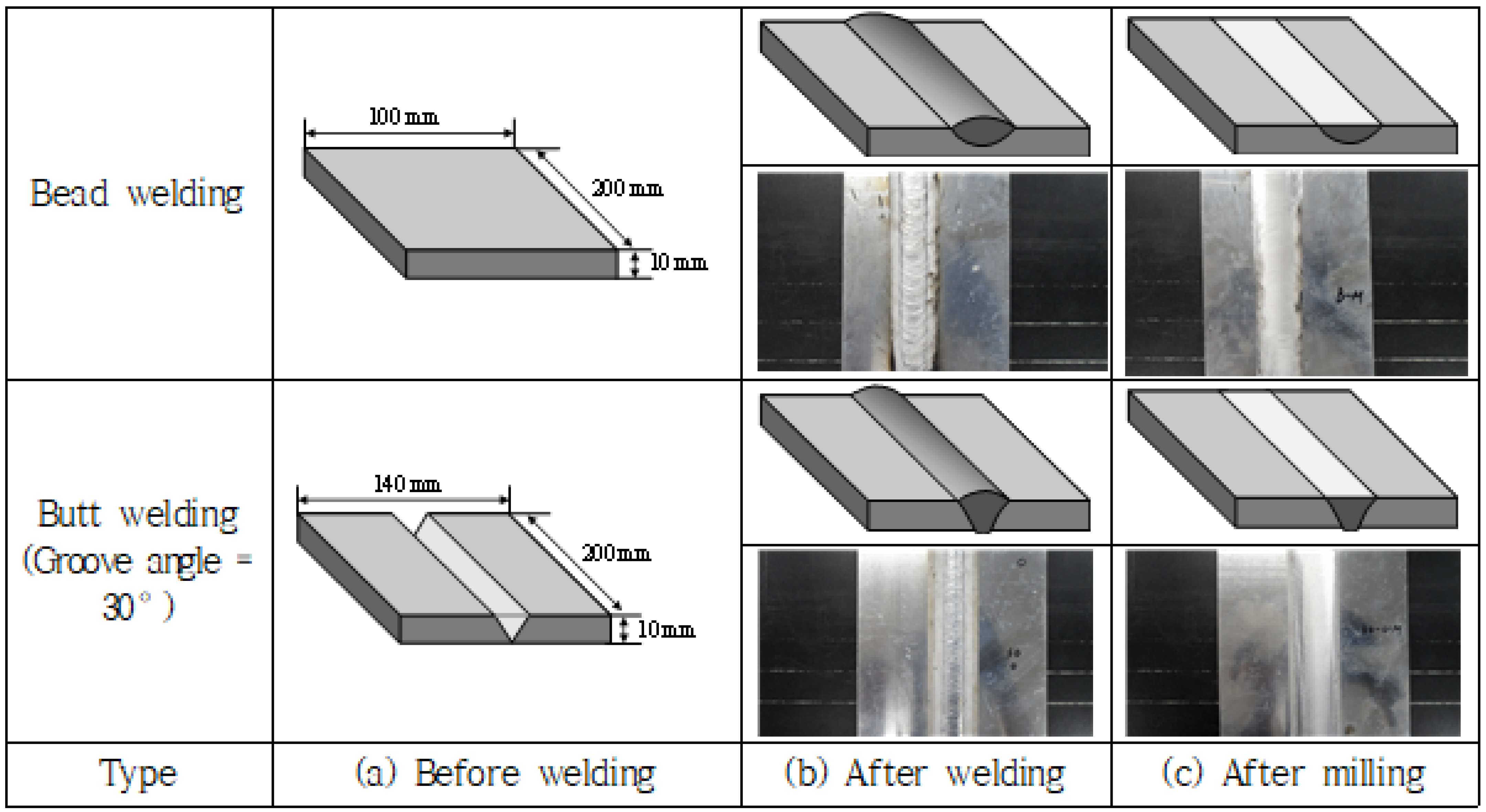
2.1. Experimental Materials
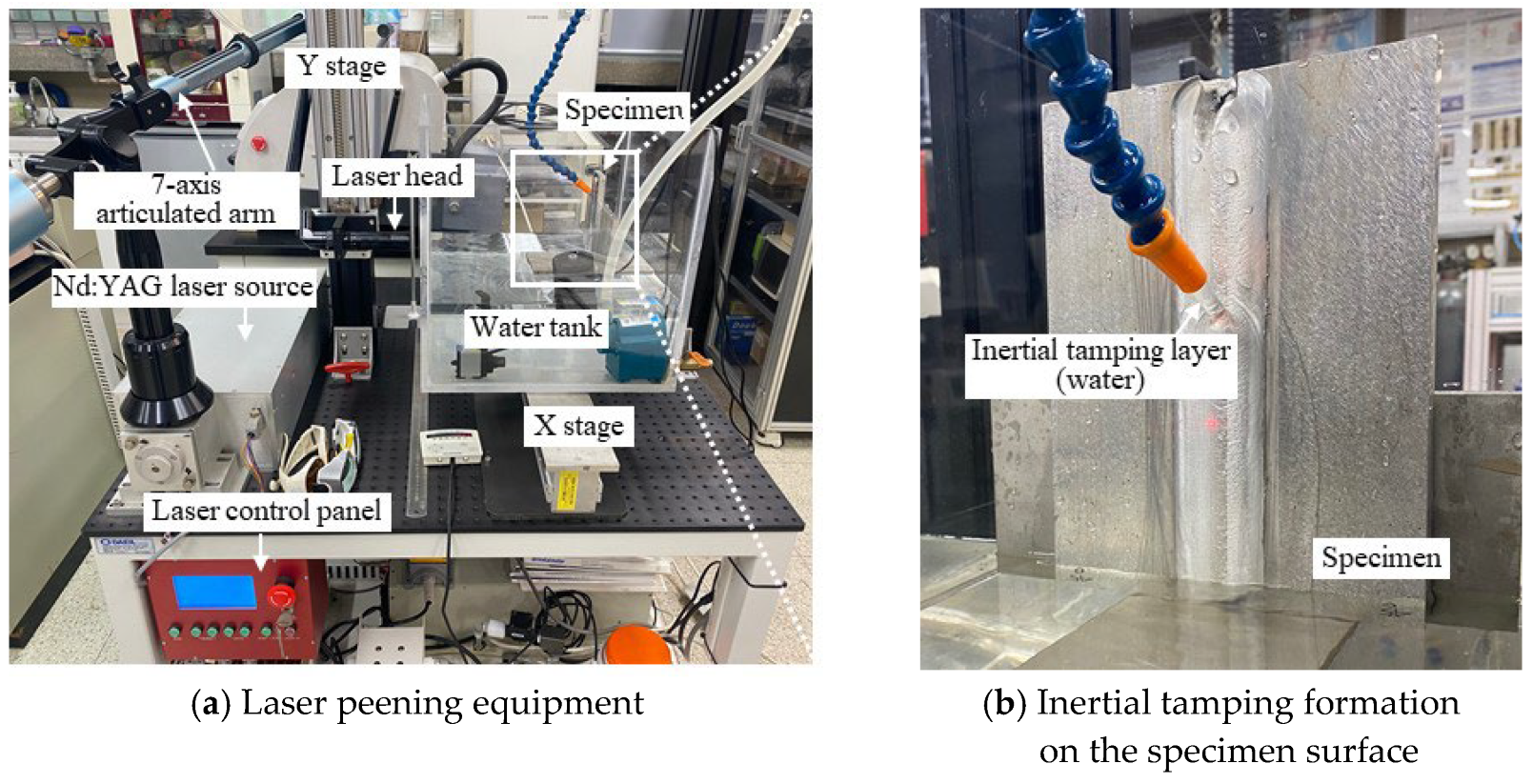
2.2. Laser Cleaning System and Experimental Approach
3. Results and Discussion
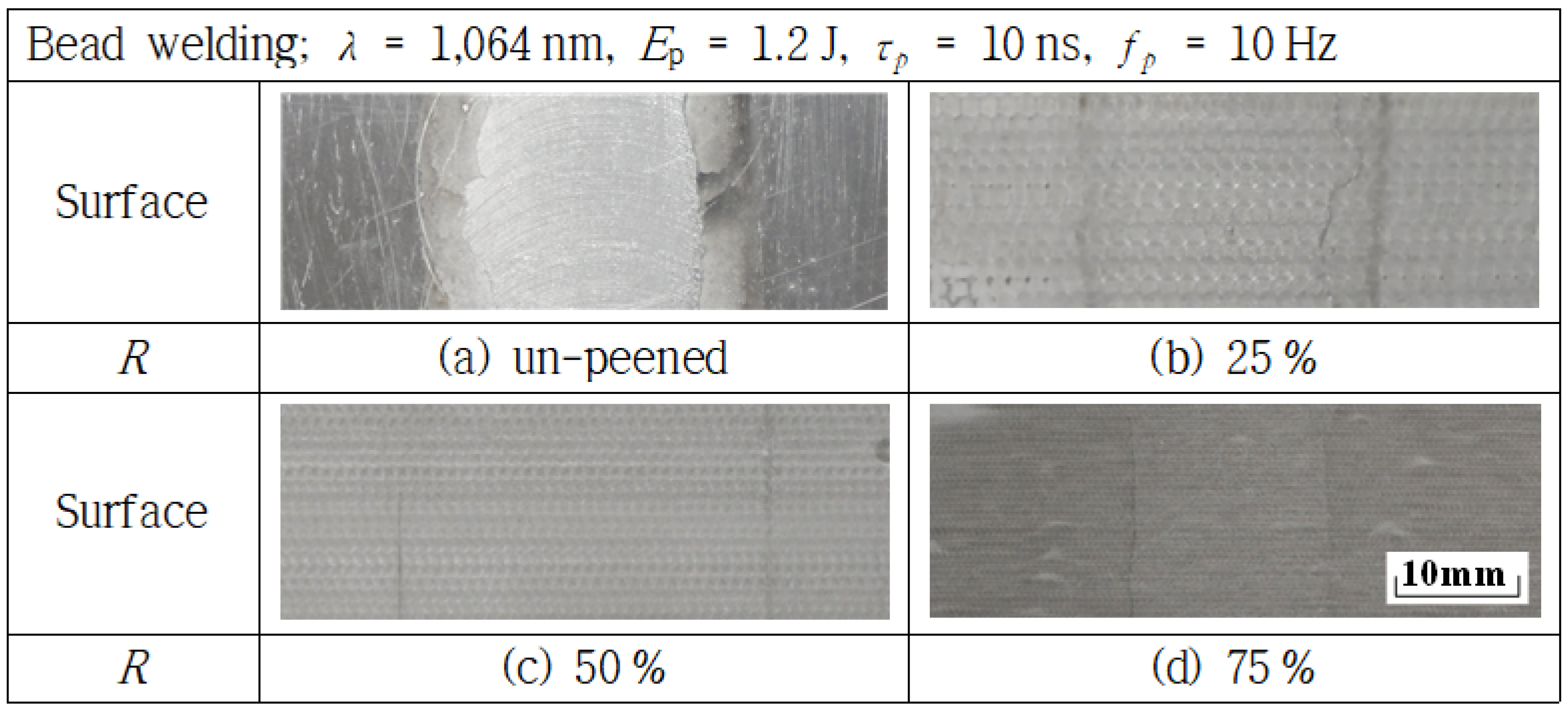
3.1. Characteristics of Bead Welding and Butt Welding According to Laser Beam Overlap Rate
3.2. Changes in Hardness of Aluminum Alloy Welds with Laser Peening Application
3.3. Effect of Laser Peening on Tensile Strength of Aluminum Alloy Welds
4. Conclusions
- (1)
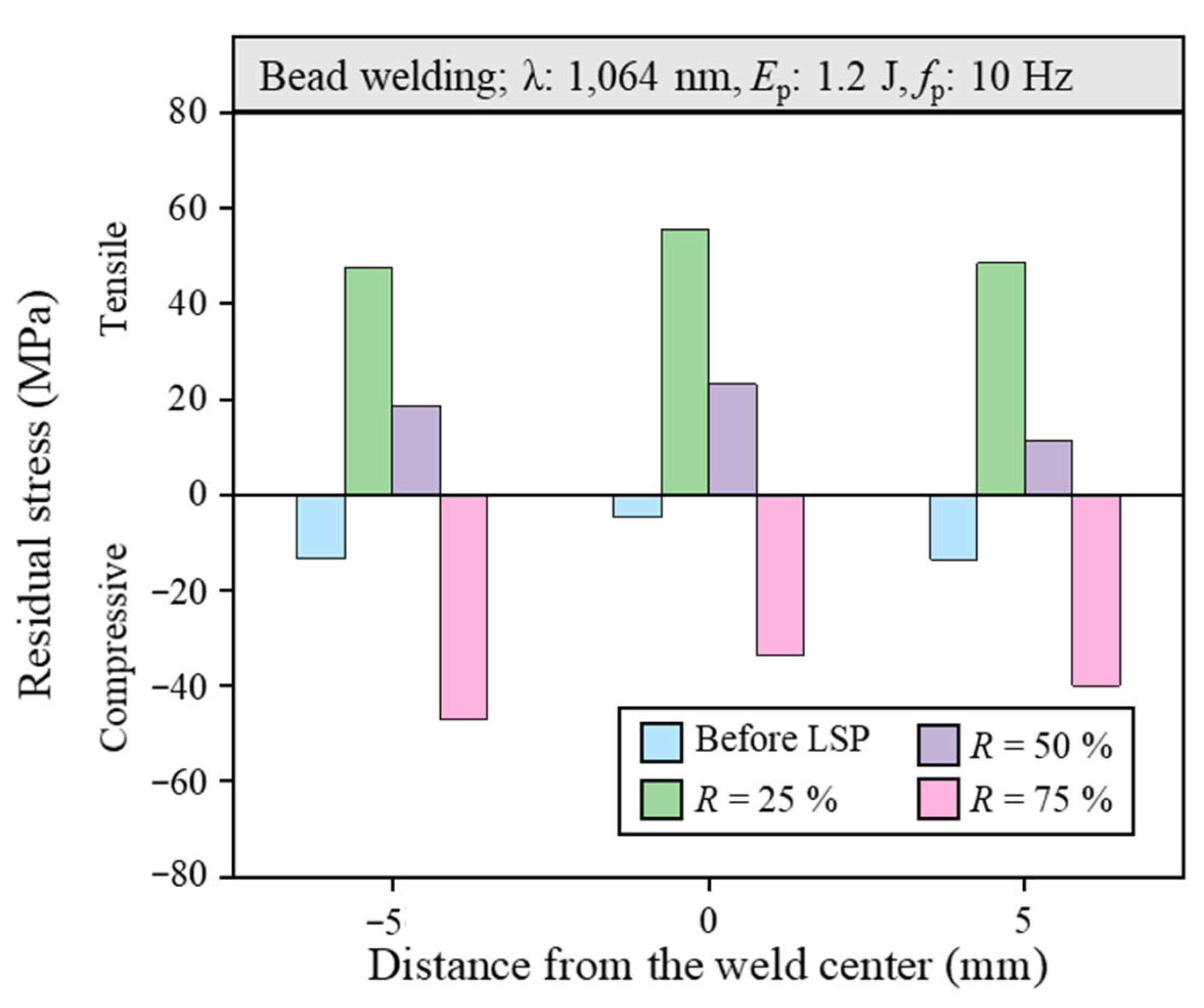
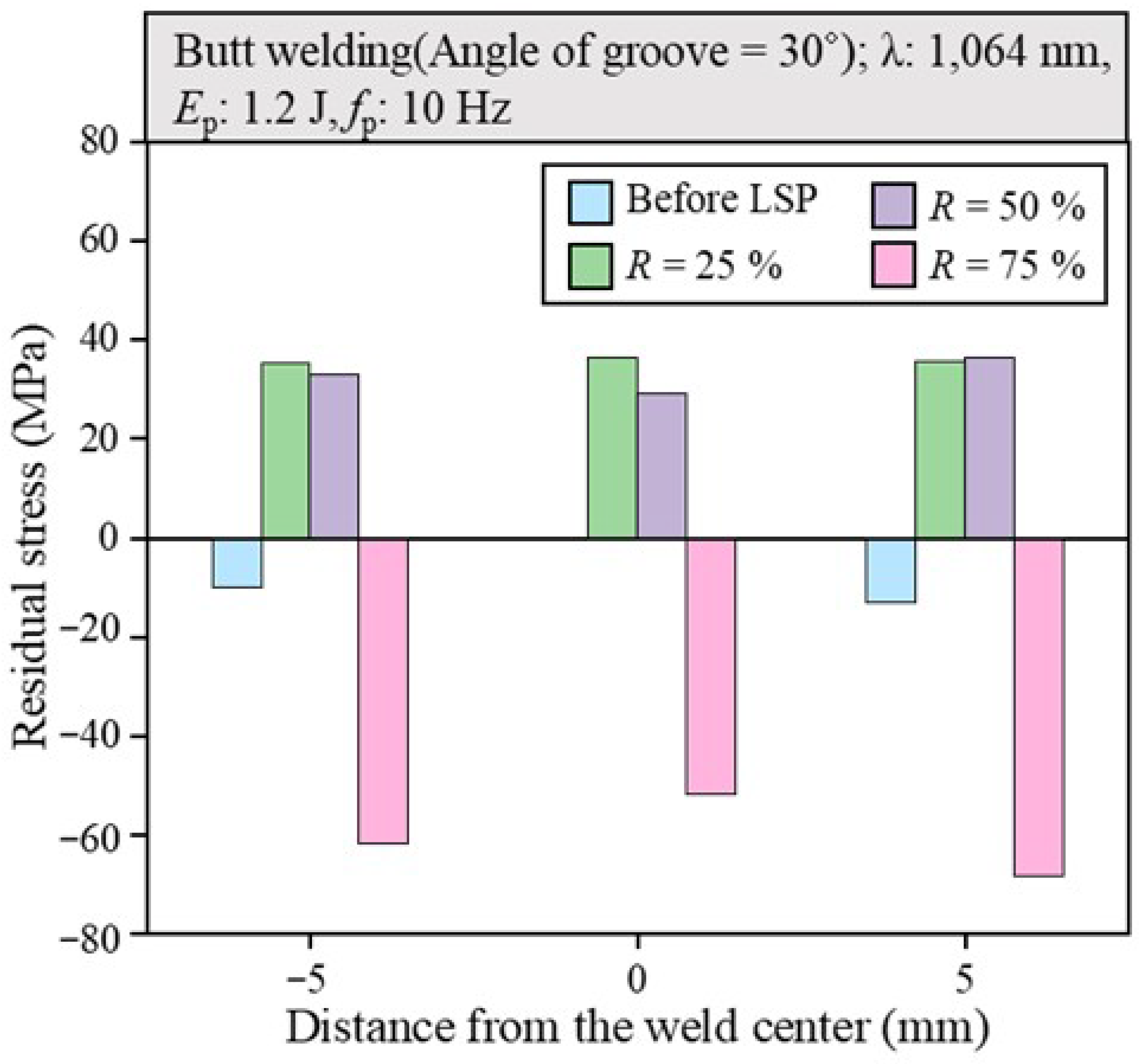
- Aluminum alloy arc welds showed that tensile residual stresses were formed at 25% and 50% overlap rates for both bead-welded and butt-welded zones, but high levels of compressive residual stresses were formed at a 75% overlap rate compared to before laser peening. This may have been due to the fact that the impact of the laser shockwave on the surface and inside the material increased as the overlap rate increased.
- (2)
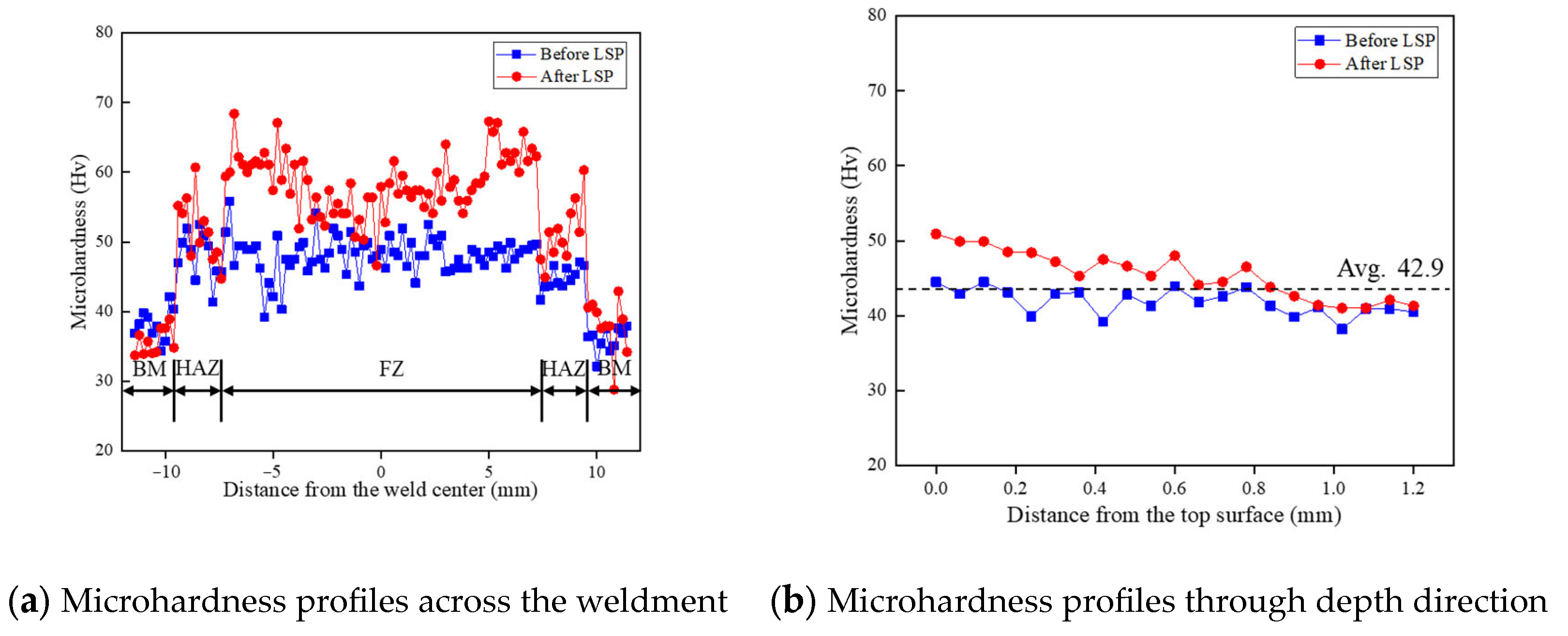
- The hardness was relatively higher in the molten zone compared to the base metal and the heat-affected zone, which may have been due to the hardness of the filler metal being higher than that of the base metal. The hardness in the molten zone was found to increase slightly after laser peening. In particular, the surface layer had the highest hardness after laser peening, and the hardness decreased with increasing distance from the surface in the depth direction. The hardening depth was about 600 µm.
- (3)
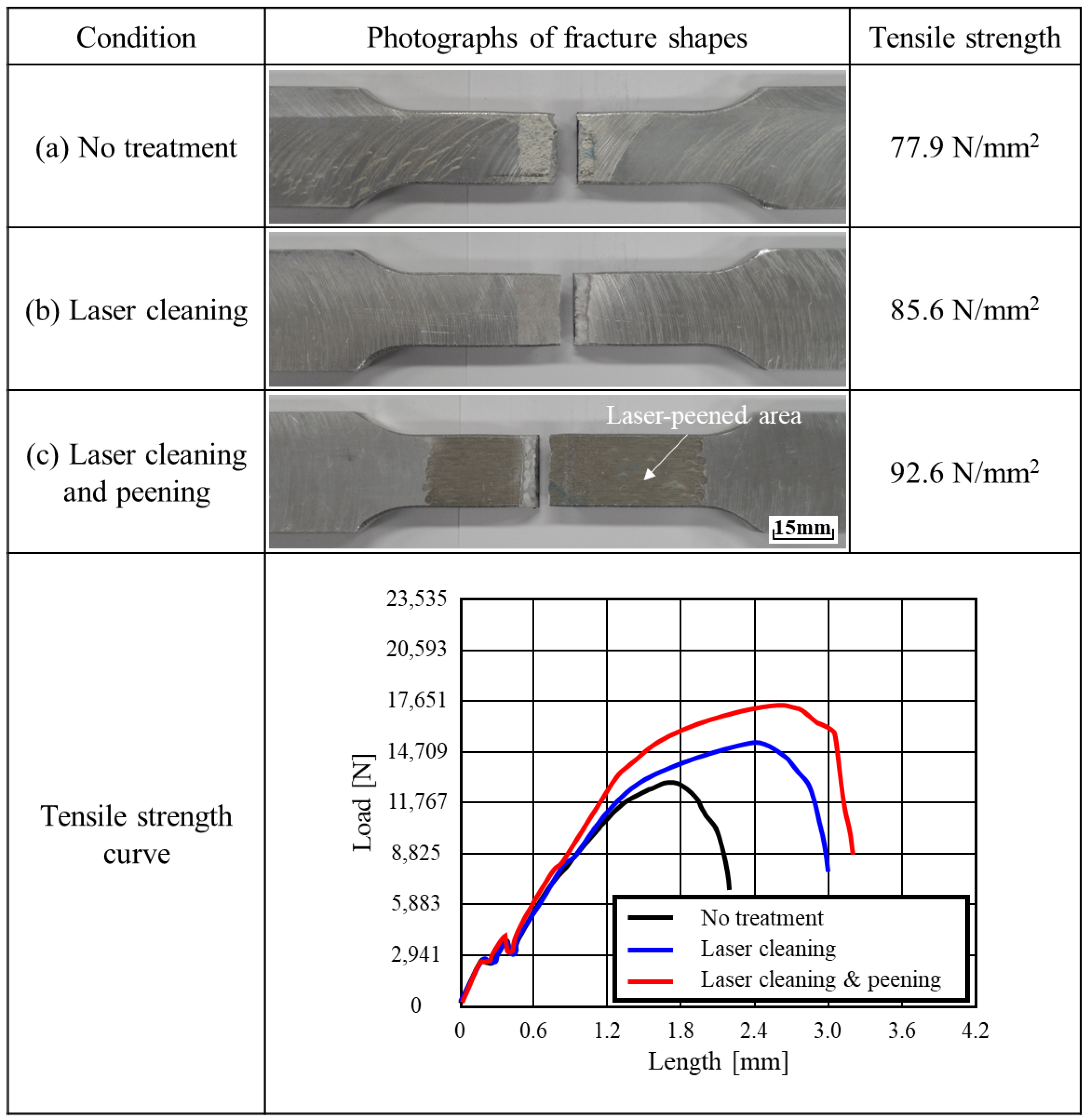
- The tensile strength was 77.9 N/mm2 in the weld without cleaning, 85.6 N/mm2 in the weld with cleaning only, and 92.6 N/mm2 in the weld with both cleaning and peening. This suggested that laser peening could improve the mechanical properties of aluminum alloy welds by improving residual stress and tensile strength.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Raabe, D.; Ponge, D.; Uggowitzer, P.J.; Roscher, M.; Paolantonio, M.; Liu, C.; Antrekowitsch, H.; Kozeschnik, E.; Seidmann, D.; Gault, B.; et al. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Wazeer, A.; Das, A.; Abeykoon, C.; Sinha, A.; Karmakar, A. Composites for electric vehicles and automotive sector: A review. Green Energy Intell. Transp. 2023, 2, 100043. [Google Scholar] [CrossRef]
- Santos, J.; Gouveia, R.M.; Silva, F.J.G. Designing a new sustainable approach to the change for lightweight materials in structural components used in truck industry. J. Clean. Prod. 2017, 164, 115–123. [Google Scholar] [CrossRef]
- Zhu, L.; Li, N.; Childs, P.R.N. Childs, Light-weighting in aerospace component and system design. Propuls. Power Res. 2018, 7, 103–119. [Google Scholar] [CrossRef]
- Crupi, V.; Epasto, G. Guglielmino, Comparison of aluminium sandwiches for lightweight ship structures: Honeycomb vs. foam. Mar. Struct. 2013, 30, 74–96. [Google Scholar] [CrossRef]
- Pratomo, A.N.; Santosa, S.P.; Gunawan, L.; Widagdo, D.; Putra, I.S. Design optimization and structural integrity simulation of aluminum foam sandwich construction for armored vehicle protection. Compos. Struct. 2021, 276, 114461. [Google Scholar] [CrossRef]
- Siengchin, S. A review on lightweight materials for defence applications: Present and future developments. Def. Technol. 2023, 24, 1–17. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Y.; Chi, Y.; Gou, J.; Lin, C.; Lin, Y. Research on morphology, porosity, mechanical properties of 7075 aluminum alloy repaired by arc welding and laser shock forging. Heliyon 2023, 9, e22791. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Ling, X.; Zhang, W.; Lu, X.; Chen, C. Microstructures and mechanical properties of friction stir welded butt joints of 3003-H112 aluminum alloy to 304 stainless steel used in plate-fin heat exchanger. J. Mater. Res. Technol. 2022, 21, 3086–3097. [Google Scholar] [CrossRef]
- Chen, C.; Sun, G.; Du, W.; Li, Y.; Fan, C.; Zhang, H. Influence of heat input on the appearance, microstructure and microhardness of pulsed gas metal arc welded Al alloy weldment. J. Mater. Res. Technol. 2022, 21, 121–130. [Google Scholar] [CrossRef]
- AlShaer, A.W.; Li, L.; Mistry, A. The effects of short pulse laser surface cleaning on porosity formation and reduction in laser welding of aluminium alloy for automotive component manufacture. Opt. Laser Technol. 2014, 64, 162–171. [Google Scholar] [CrossRef]
- Xu, S.; Chen, J.; Shen, W.; Hou, R.; Wu, Y. Fatigue strength evaluation of 5059 aluminum alloy welded joints Considering welding deformation and residual stress. Int. J. Fatigue 2022, 162, 106988. [Google Scholar] [CrossRef]
- Łastowska, O.; Starosta, R.; Jabłońska, M.; Kubit, A. Exploring the Potential Application of an Innovative Post-Weld Finishing Method in Butt-Welded Joints of Stainless Steels and Aluminum Alloys. Materials 2024, 17, 1780. [Google Scholar] [CrossRef] [PubMed]
- Sathyajith, S.; Kalainathan, S. Effect of laser shot peening on precipitation hardened aluminum alloy 6061-T6 using low energy laser. Opt. Lasers Eng. 2012, 50, 345–348, ISSN 0143-8166. [Google Scholar] [CrossRef]
- Sano, T.; Eimura, T.; Hirose, A.; Kawahito, Y.; Katayama, S.; Arakawa, K.; Masaki, K.; Shiro, A.; Shobu, T.; Sano, Y. Improving Fatigue Performance of Laser-Welded 2024-T3 Aluminum Alloy Using Dry Laser Peening. Metals 2019, 9, 1192. [Google Scholar] [CrossRef]
- Kong, C.; Zhang, X.; Chen, G.; Yuan, X.; Liu, B.; Zhu, R. Comprehensive Analysis of Laser Peening Forming Effects on 5083 Aluminum Alloy. Micromachines 2024, 15, 949. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Xu, W.; Liang, Y.; Wang, J. Effect of Ultrasonic Shot Peening on Microstructure and Properties of Variable Polarity Plasma Arc Welding Joints of 7A52 Aluminium Alloy. J. Mater. Eng. Perform. 2024, 1–11. [Google Scholar] [CrossRef]
- Min-Seok, K.; Sung-Jin, P.; Ji-Yeon, S. Investigation of Joint Quality 980 MPa Grade GA Steel Sheet and 5052 Aluminum Alloy by Electromagnetic Self-Piercing Riveting. J. Weld. Join. 2023, 41, 161–168. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Ti | Others | Al | |
|---|---|---|---|---|---|---|---|---|---|
| Material | |||||||||
| Al3003 (Base metal) | 0.23 | 0.58 | 0.12 | 1.11 | 0.002 | 0.015 | 0.015 | Bal. | |
| Al4043 (Filler wire) | 4.8 | 0.1 | 0.02 | - | - | 0.01 | <0.15 | Bal. | |
| Q-Switching Fiber Laser | Value |
|---|---|
| Output max. energy, Ep | 1.2 J (at 1064 nm), 0.5 J (at 532 nm) |
| Wavelength, λ | 1064 nm/523 nm switchable |
| Pulse duration, τp | 10 ns |
| Beam size | 2 mm |
| Laser frequency (f) | 10 Hz |
| Laser beam mode | Multimode |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeon, J.-O.; Yun, Y.-S.; Song, M.-K.; Kim, P.-S.; Kim, J.-D. Effect of Laser Beam Overlap Rate on Mechanical Properties of Aluminum Alloy Arc Welding with Laser Peening. Metals 2024, 14, 1021. https://doi.org/10.3390/met14091021
Jeon J-O, Yun Y-S, Song M-K, Kim P-S, Kim J-D. Effect of Laser Beam Overlap Rate on Mechanical Properties of Aluminum Alloy Arc Welding with Laser Peening. Metals. 2024; 14(9):1021. https://doi.org/10.3390/met14091021
Chicago/Turabian StyleJeon, Jae-Ook, Ye-Sol Yun, Moo-Keun Song, Pyeong-Soo Kim, and Jong-Do Kim. 2024. "Effect of Laser Beam Overlap Rate on Mechanical Properties of Aluminum Alloy Arc Welding with Laser Peening" Metals 14, no. 9: 1021. https://doi.org/10.3390/met14091021
APA StyleJeon, J.-O., Yun, Y.-S., Song, M.-K., Kim, P.-S., & Kim, J.-D. (2024). Effect of Laser Beam Overlap Rate on Mechanical Properties of Aluminum Alloy Arc Welding with Laser Peening. Metals, 14(9), 1021. https://doi.org/10.3390/met14091021