
Achieving Superior Ductility at High Strain Rate in a 1.5 GPa Ultrahigh-Strength Steel without Obvious Transformation-Induced Plasticity Effect


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Initial Microstructure
3.2. Strain Rate Dependent Mechanical Properties
3.3. Microstructure Evolution during Deformation at Various Strain Rates
4. Conclusions
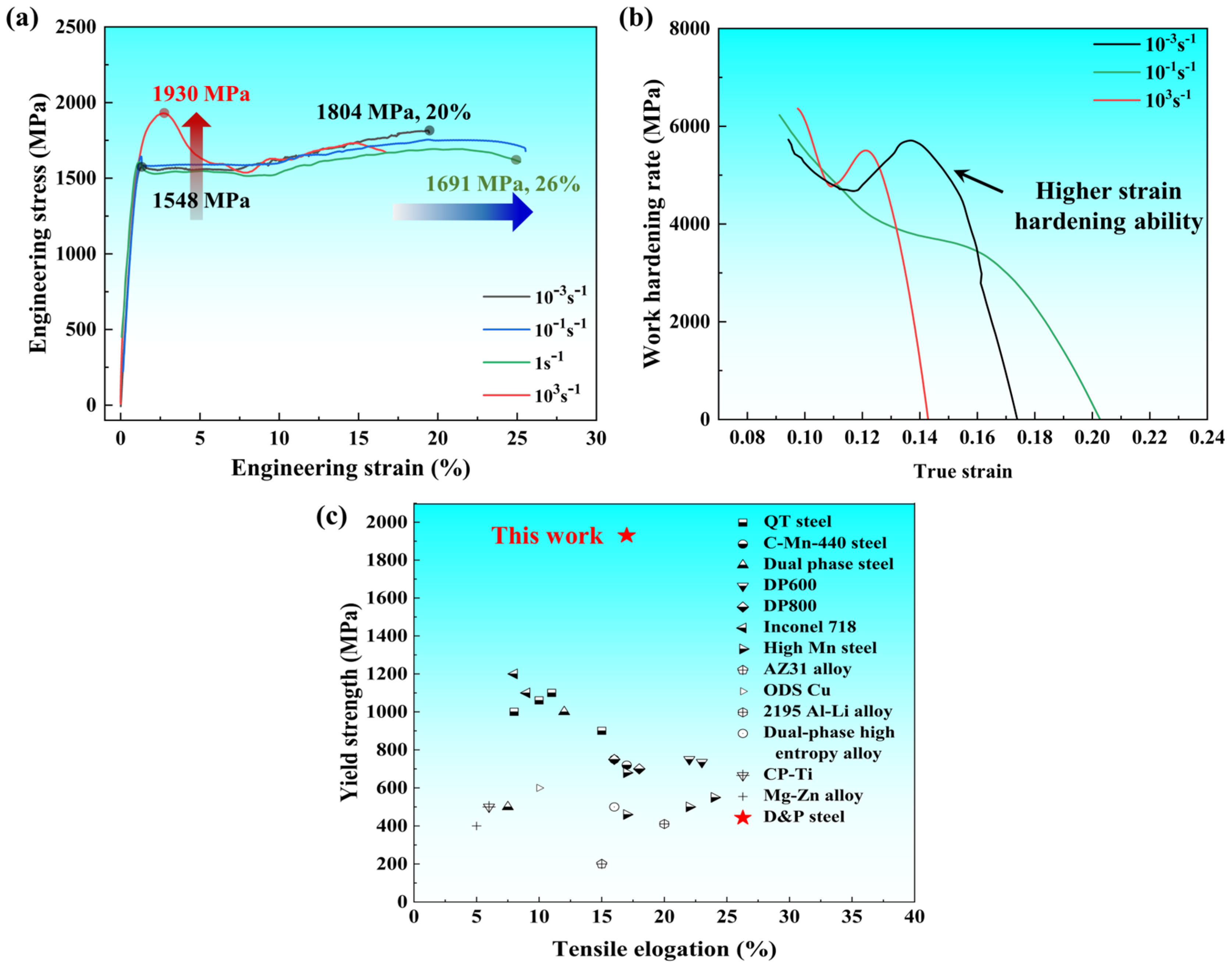
- The present D&P steel with a heterogeneous microstructure consisting of 42 vol% austenite, tempered α′-martensite and UFG ferrite exhibits superior strength–ductility combination over a wide range of strain rates from 10−3 s−1 to 103 s−1, which is rarely achieved in other metallic materials. Particularly, the yield strength is 1930 MPa and the tensile elongation is 17% under the extremely high strain rate of 103 s−1.
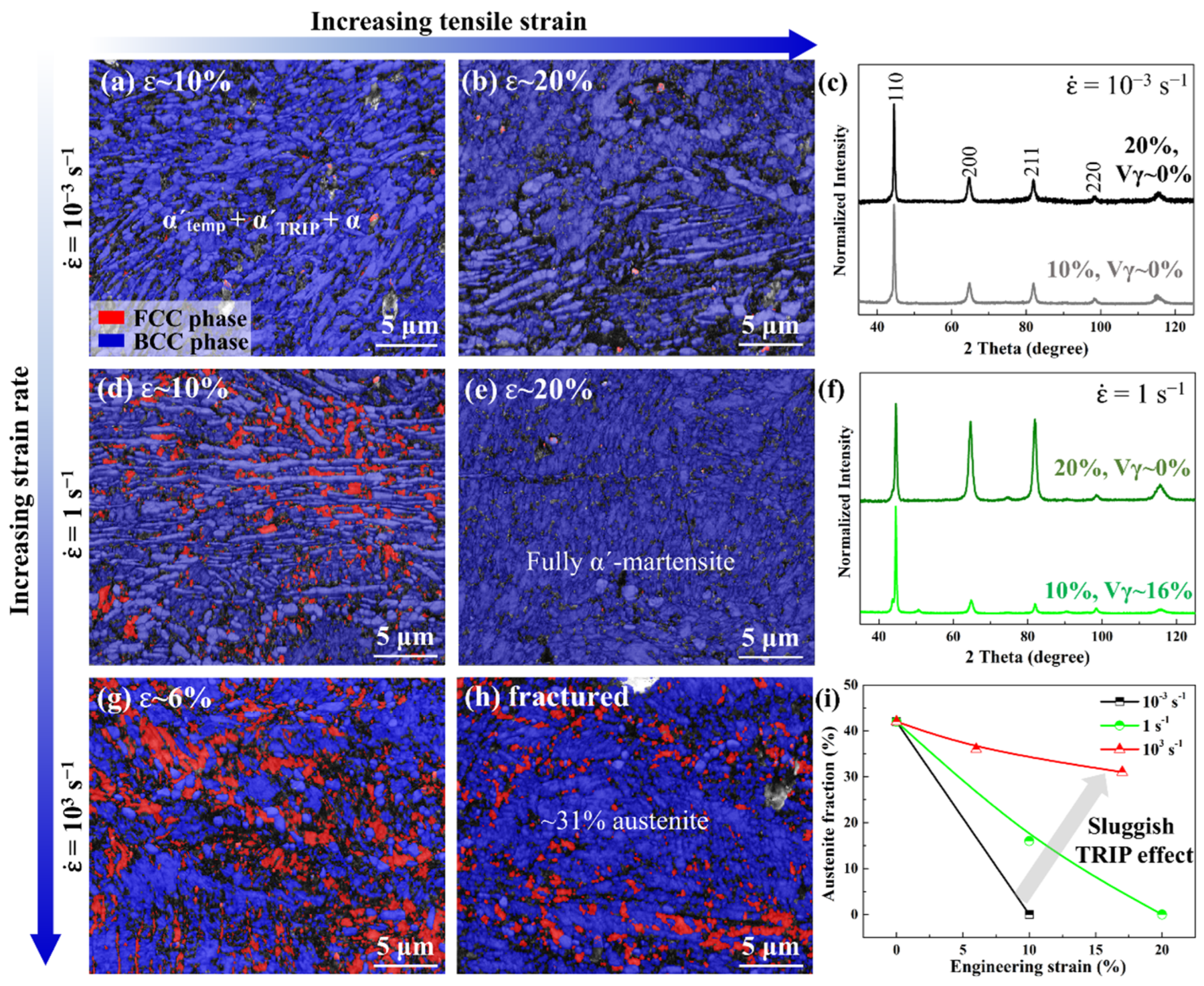
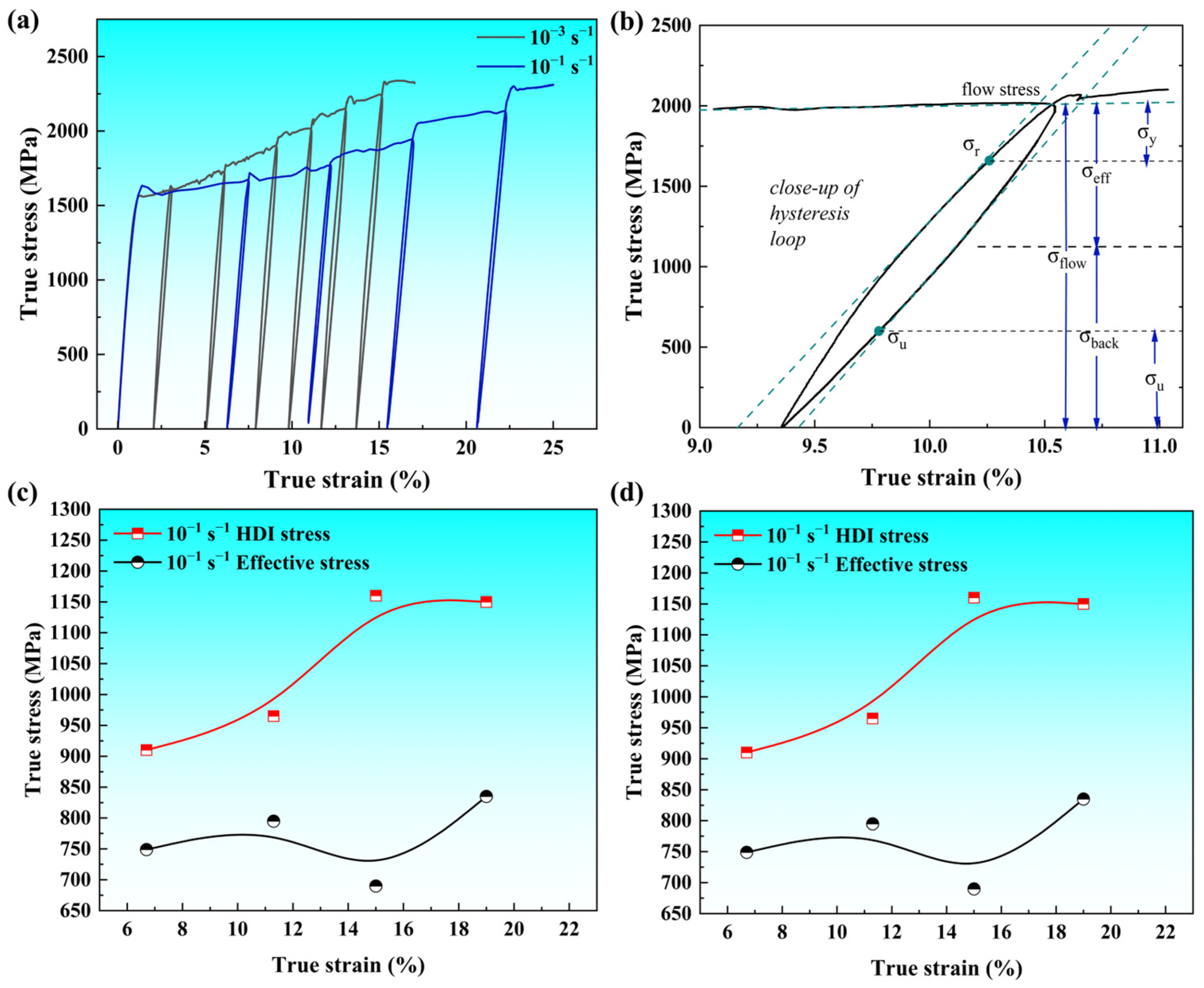
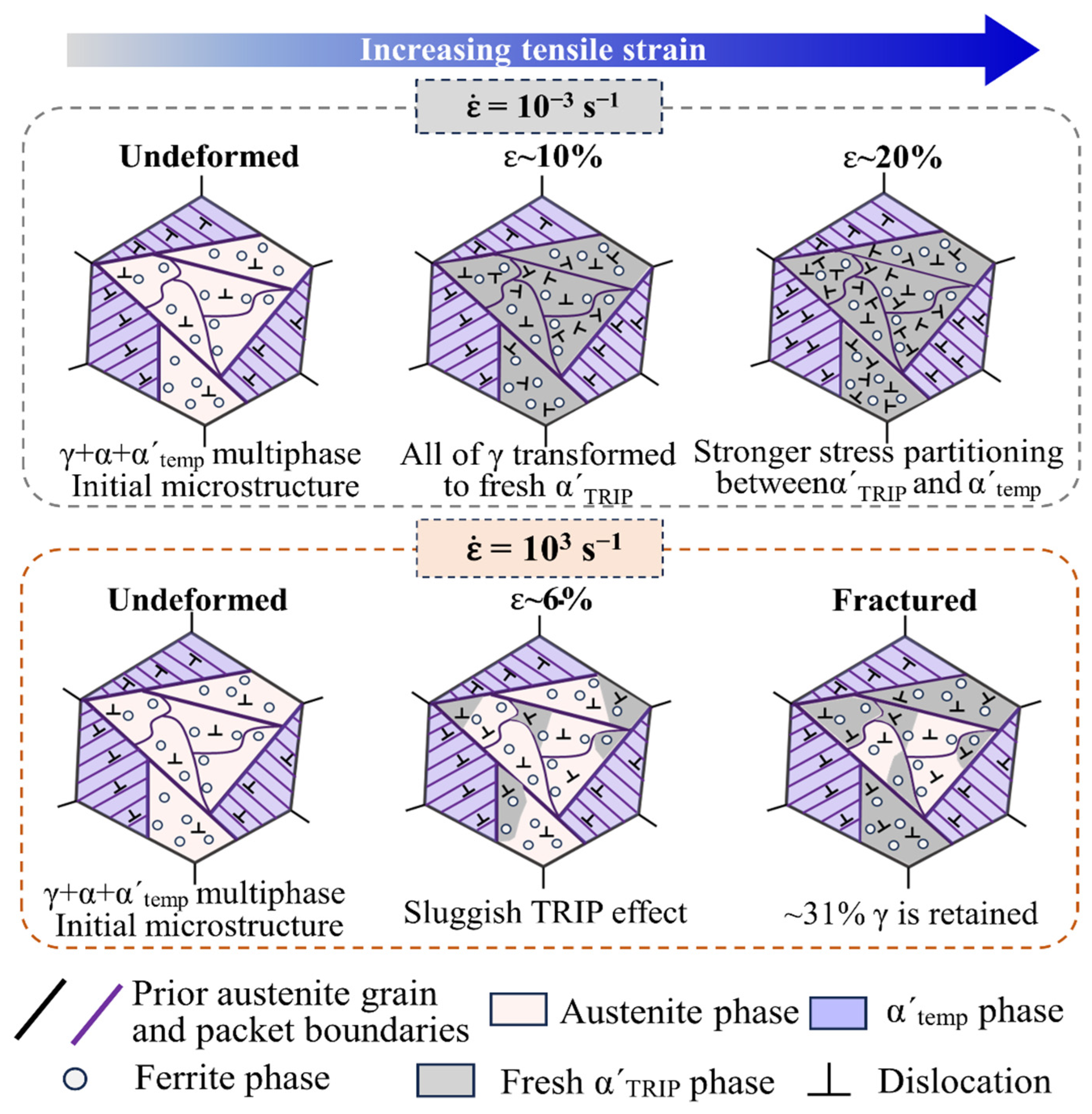
- Strain rate exerts a major effect on the deformation behaviors of the D&P steel. The austenite is entirely exhausted after deformation to the strain of 10% at the quasit-static strain rate. The fresh martensite induced by the TRIP effect promotes significant HDI hardening at high strains. The sequential occurrence of the TRIP effect and HDI hardening contributes to enhanced strain hardening at the strain rate of 10−3 s−1.
- The TRIP effect is remarkably suppressed by high-strain-rate deformation. As the strain rate increased to 103 s−1, ~31% austenite was retained in the D&P steel until fracture. Austenite phase with excellent deformation ability sustains the subsequent deformation and thus achieves superior ductility without obvious TRIP effect and HDI strengthening.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, H.; Shang, X.K.; He, B.B.; Liang, Z.Y. Strain rate dependence of strengthening mechanisms in ultrahigh strength lath martensite. Int. J. Plast. 2023, 161, 103495. [Google Scholar] [CrossRef]
- Vanslycken, J.; Verleysen, P.; Degrieck, J.; Samek, L.; De Cooman, B.C. High-Strain-Rate Behavior of Low-Alloy Multiphase Aluminum- and Silicon-Based Transformation-Induced Plasticity Steels. Metall. Mater. Trans. A 2006, 37A, 1527. [Google Scholar] [CrossRef]
- Huang, C.P.; Wang, M.; Zhu, K.Y.; Perlade, A.; Huang, M.X. Carbon-induced negative strain-rate sensitivity in a quenching and partitioning steel. Acta Mater. 2023, 255, 119099. [Google Scholar] [CrossRef]
- Kamiura, T.; Takahashi, S. Study on effect of strain rate on elongation in advanced high strength steel. Procedia Eng. 2017, 207, 1988–1993. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Naghizadeh, M.; Mirzadeh, H. Deformation-induced martensite in austenitic stainless steels: A review. Arch. Civ. Mech. Eng. 2020, 20, 124. [Google Scholar] [CrossRef]
- Schmitt, J.-H.; Iung, T. New developments of advanced high-strength steels for automotive applications. Comptes Rendus Phys. 2018, 19, 641–656. [Google Scholar] [CrossRef]
- Yang, X.; Xiong, X.; Yin, Z.; Wang, H.; Wang, J.; Chen, D. Interrupted Test of Advanced High Strength Steel with Tensile Split Hopkinson Bar Method. Exp. Mech. 2013, 54, 641–652. [Google Scholar] [CrossRef]
- Benzing, J.T.; Luecke, W.E.; Mates, S.P.; Ponge, D.; Raabe, D.; Wittig, J.E. Intercritical annealing to achieve a positive strain-rate sensitivity of mechanical properties and suppression of macroscopic plastic instabilities in multi-phase medium-Mn steels. Mater. Sci. Eng. A 2021, 803, 140469. [Google Scholar] [CrossRef]
- Zhou, P.; Liang, Z.Y.; Huang, M.X. Microstructural evolution of a nanotwinned steel under extremely high-strain-rate deformation. Acta Mater. 2018, 149, 407–415. [Google Scholar] [CrossRef]
- He, Z.P.; He, Y.L.; Ling, Y.T.; Wu, Q.H.; Gao, Y.; Li, L. Effect of strain rate on deformation behavior of TRIP steels. J. Mater. Process. Technol. 2012, 212, 2141–2147. [Google Scholar] [CrossRef]
- Qin, F.M.; Du, S.D.; Li, Y.J.; Zhao, X.D.; Xu, Y. Effects of strain rate on dynamic deformation behavior and microstructure evolution of Fe-Mn-Cr-N austenitic stainless steel. Mater. Charact. 2024, 212, 113975. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M.X. Abnormal TRIP effect on the work hardening behavior of a quenching and partitioning steel at high strain rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Sevsek, S.; Haase, C.; Bleck, W. Strain-Rate-Dependent Deformation Behavior and Mechanical Properties of a Multi-Phase Medium-Manganese Steel. Metals 2019, 9, 344. [Google Scholar] [CrossRef]
- Yoshitaka, O.; Nobuhiro, T. Effect of ferrite grain size on dynamic tensile properties of ultrafine grained low carbon steels with various chemical composition. Mater. Trans. 2014, 55, 78–84. [Google Scholar]
- Uenishi, A.; Teodosiu, C. Solid solution softening at high strain rates in Si- and or Mn added interstitial free steel. Acta Mater. 2003, 51, 4437–4446. [Google Scholar] [CrossRef]
- Han, J.; Kang, S.-H.; Lee, S.-J.; Lee, Y.-K. Fabrication of bimodal-grained Al-free medium Mn steel by double intercritical annealing and its tensile properties. J. Alloys Compd. 2016, 681, 580–588. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, L.; Meng, J.K.; Chen, Z.; Zhen, L. Strong Yet Ductile Medium Mn Steel Developed by Partial Austenitization. Metall. Mater. Trans. A 2022, 53, 4148–4155. [Google Scholar] [CrossRef]
- Wu, S.W.; Wang, G.; Wang, Q.; Jia, Y.D.; Yi, J.; Zhai, Q.J.; Liu, J.B.; Sun, B.A.; Chu, H.J.; Shen, J.; et al. Enhancement of strength-ductility trade-off in a high-entropy alloy through a heterogeneous structure. Acta Mater. 2019, 165, 444–458. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
- Jiang, J.X.; Chen, Z.K.; Ma, H.C.; Xing, H.Z.; Li, X.Y. Strength-ductility synergy in heterogeneous-structured metals and alloys. Matter 2022, 5, 2430–2433. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Yu, Q.; Wang, Z.; Ell, J.; Huang, M.X.; Robert, O. Ritchie. Making ultrastrong steel tough by grain -boundary delamination. Science 2020, 386, 1347–1352. [Google Scholar] [CrossRef] [PubMed]
- ASTM E975-03; Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. American Society for Testing and Materials: West Conshohocken, PA, USA, 2003.
- Gerlach, R.; Sathianathan, S.K.; Siviour, C.; Petrinic, N. A novel method for pulse shaping of Split Hopkinson tensile bar signals. Int. J. Impact Eng. 2011, 38, 976–980. [Google Scholar] [CrossRef]
- Isakov, M.; Hiermaier, S.; Kuokkala, V.T. Improved specimen recovery in tensile split Hopkinson bar. Philos. Trans. A Math. Phys. Eng. Sci. 2014, 372, 20130194. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, F.C.; Wang, Z.Q.; Yuan, D.; Gao, G.H.; Guo, C.H. Mechanical behavior and microstructural evolution of a bainite-based quenching-partitioning (BQ&P) steel under high strain rates. Mater. Sci. Eng. A 2021, 818, 141414. [Google Scholar]
- Xia, P.K.; Vercruysse, F.; Petrov, R.; Sabirov, I.; Castillo, M.; Verleysen, P. High strain rate tensile behavior of a quenching and partitioning (Q&P) Fe-0.25C-1.5Si-3.0Mn steel. Mater. Sci. Eng. A 2019, 745, 53–62. [Google Scholar]
- Çavusoglu, O.; Gürün, H.; Toros, S.; Güral, A. Strain rate sensitivity and strain hardening response of DP1000 dual phase steel. Metall. Res. Technol. 2018, 115, 507. [Google Scholar] [CrossRef]
- Hokka, M.; Kuokkala, V.T.; Curtze, S.; Vuoristo, T.; Apostol, M. Characterization of strain rate and temperature dependent mechanical behavior of TWIP steels. J. Phys. IV Proc. 2006, 134, 1301–1306. [Google Scholar] [CrossRef]
- Li, H.; Li, X. The Present Situation and the Development Trend of New Materials Used in Automobile Lightweight. Appl. Mech. Mater. 2012, 189, 58–62. [Google Scholar]
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Das, A.; Biswas, P.; Tarafder, S.; Chakrabarti, D.; Sivaprasad, S. Effect of Strengthening Mechanism on Strain-Rate Related Tensile Properties of Low-Carbon Sheet Steels for Automotive Application. J. Mater. Eng. Perform. 2018, 27, 3709–3722. [Google Scholar] [CrossRef]
- Enser, S.; Güden, M.; Taşdemirci, A.; Davut, K. The strain rate history effect in a selective-laser-melt 316L stainless steel. Mater. Sci. Eng. A 2023, 862, 144439. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, A.; Khatirkar, R.K.; Bibhanshu, N.; Suwas, S. Strain Rate Sensitivity Behaviour of a Chrome-Nickel Austentic-Ferritic Stainless Steel and its Constitutive Modelling. ISIJ Int. 2018, 58, 1840–1849. [Google Scholar] [CrossRef]
- Tejedor, R.; Rodriguezbaracaldo, R.; Benito, J.; Caro, J.; Cabrera, J. Influence of the carbon content on the strain rate sensitivity of nanocrystalline steels. Scr. Mater. 2008, 59, 631–634. [Google Scholar] [CrossRef]
- Wei, X.N.; Chen, S.W.; Li, G.Q. Strain rate-temperature effects and constitutive models for Q690D QT steel. J. Constr. Steel Res. 2024, 218, 108728. [Google Scholar] [CrossRef]
- Ge, X.Q.; Yu, J.Q.; Sun, Y.T.; Wang, X.W.; Zhao, G.Q. Deformation behavior, constitutive modeling and microstructure evolution of 2195 Al-Li alloy deformed at high strain rates and cryogenic temperatures. Mater. Des. 2024, 244, 113100. [Google Scholar] [CrossRef]
- Li, Y.J.; Yu, H.; Liu, C.; Liu, Y.; Yu, W.; Xu, Y.L.; Jiang, B.H.; Shin, K.; Yin, F.X. High Strain Rate Deformation Behavior of Gradient Rolling AZ31 Alloys. Metals 2024, 14, 788. [Google Scholar] [CrossRef]
- Geng, X.X.; Gao, J.H.; Huang, Y.H.; Wang, S.Z.; Zhang, Y.; Wu, G.L.; Zhao, H.T.; Wu, H.H.; Mao, X.P. A novel dual-heterogeneous-structure ultralight steel with high strength and large ductility. Acta Mater. 2023, 252, 118925. [Google Scholar]
- Zhong, S.X.; Xu, C.; Li, Y.; Li, W.; Luo, H.; Peng, R.Z.; Jia, X.S. Hierarchy modification induced exceptional cryogenic PSE in an asymmetrical-rolled heterogeous-grained HMs steel. Int. J. Plast. 2022, 154, 103316. [Google Scholar] [CrossRef]
- Yang, M.X.; Pan, Y.; Yuan, F.P.; Zhu, Y.T.; Wu, X.L. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Heterostructured materials. Prog. Mater Sci. 2023, 131, 101019. [Google Scholar] [CrossRef]
- Wang, L.Y.; Wu, Y.X.; Sun, W.W.; Bréchet, Y.; Brassart, L.; Arlazarov, A.; Hutchinson, C.R. Strain hardening behaviour of as-quenched and tempered martensite. Acta Mater. 2020, 199, 613–632. [Google Scholar] [CrossRef]
- Liang, Z.Y.; Wang, X.; Huang, W.; Huang, M.X. Strain rate sensitivity and evolution of dislocations and twins in a twinning-induced plasticity steel. Acta Mater. 2015, 88, 170–179. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Al | V | Si | Fe |
|---|---|---|---|---|---|
| 0.47 | 10 | 2.0 | 0.7 | 0.05 | Bal. |
| Strain Rates | YS/MPa | UTS/MPa | TE/% | PSE/GPa·% |
|---|---|---|---|---|
| 10−3 s−1 | 1548 | 1804 | 20 | 36.1 |
| 10−1 s−1 | 1603 | 1724 | 26 | 44.8 |
| 1 s−1 | 1574 | 1691 | 26 | 44.0 |
| 103 s−1 | 1930 | 1732 | 17 | 29.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.; Ma, T.; Liang, Z.; Liu, L. Achieving Superior Ductility at High Strain Rate in a 1.5 GPa Ultrahigh-Strength Steel without Obvious Transformation-Induced Plasticity Effect. Metals 2024, 14, 1042. https://doi.org/10.3390/met14091042
Lu Y, Ma T, Liang Z, Liu L. Achieving Superior Ductility at High Strain Rate in a 1.5 GPa Ultrahigh-Strength Steel without Obvious Transformation-Induced Plasticity Effect. Metals. 2024; 14(9):1042. https://doi.org/10.3390/met14091042
Chicago/Turabian StyleLu, Yao, Tianxing Ma, Zhiyuan Liang, and Li Liu. 2024. "Achieving Superior Ductility at High Strain Rate in a 1.5 GPa Ultrahigh-Strength Steel without Obvious Transformation-Induced Plasticity Effect" Metals 14, no. 9: 1042. https://doi.org/10.3390/met14091042