
The Influence of the Combined Addition of La–Ce Mixed Rare Earths and Sr on the Microstructure and Mechanical Properties of AlSi10MnMg Alloy


 ,
, 
Abstract
1. Introduction
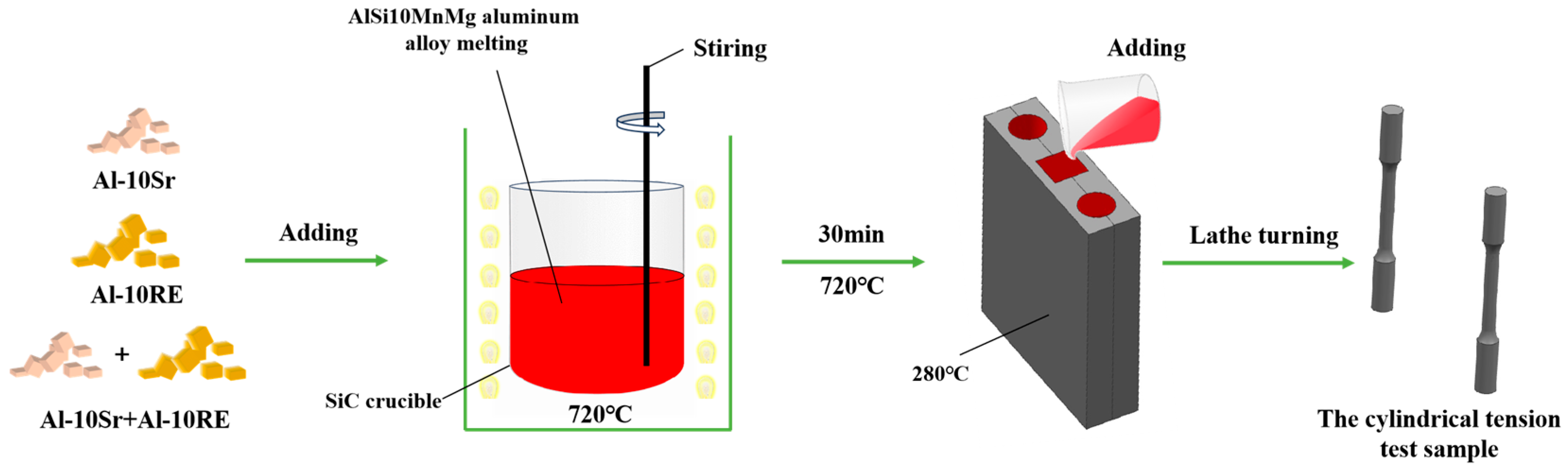
2. Materials and Methods
2.1. Materials
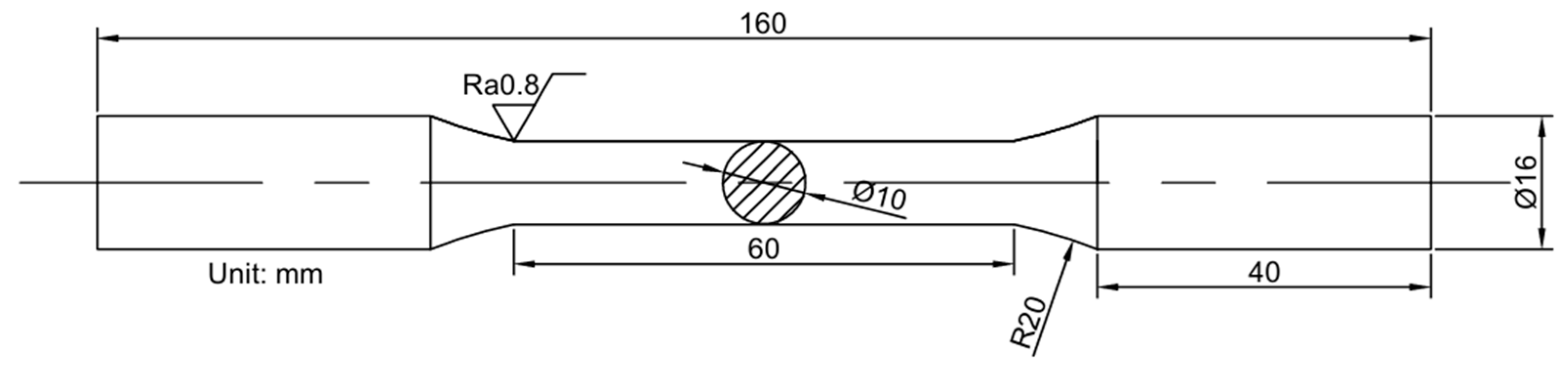
2.2. Performance Testing and Methods
3. Results
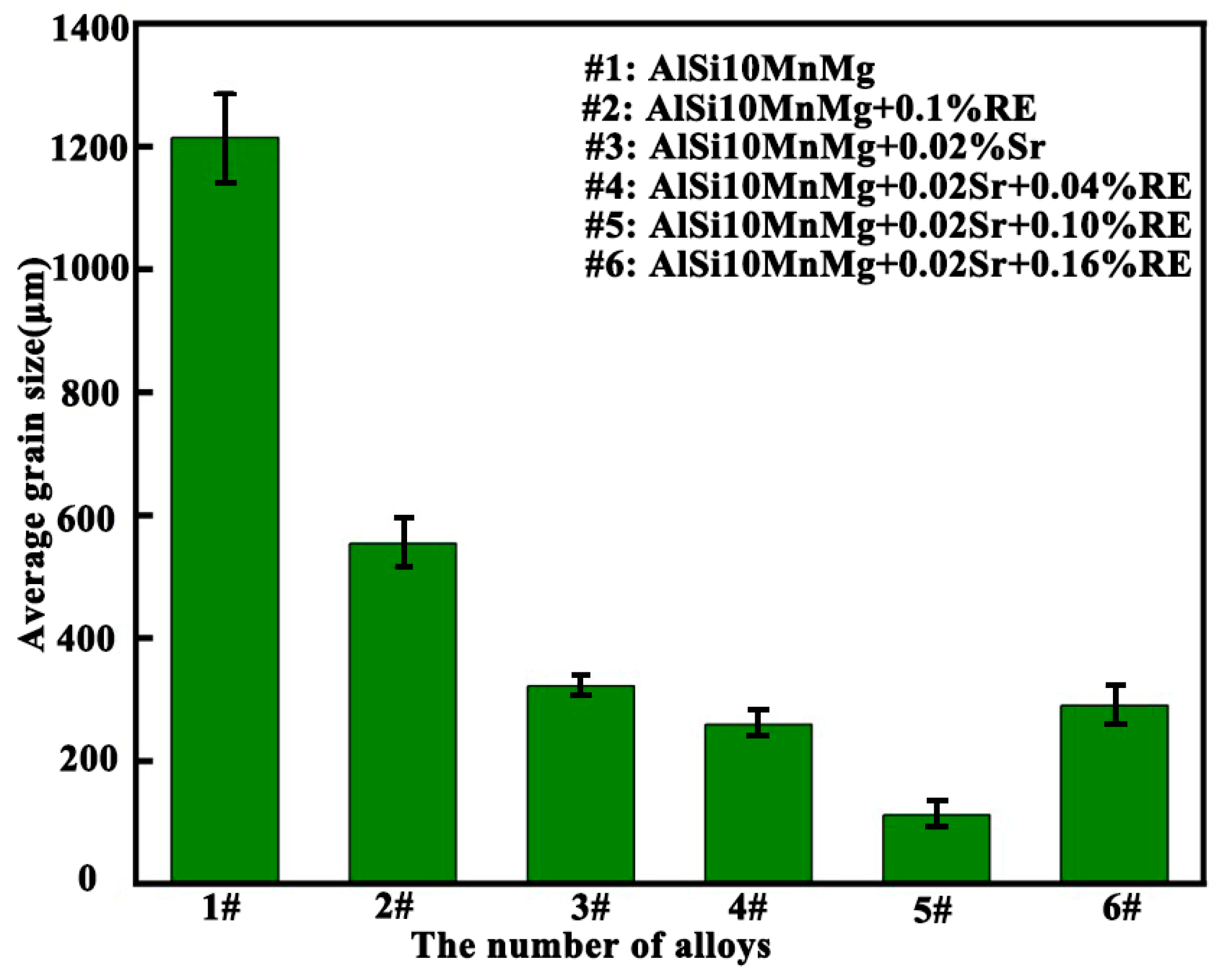
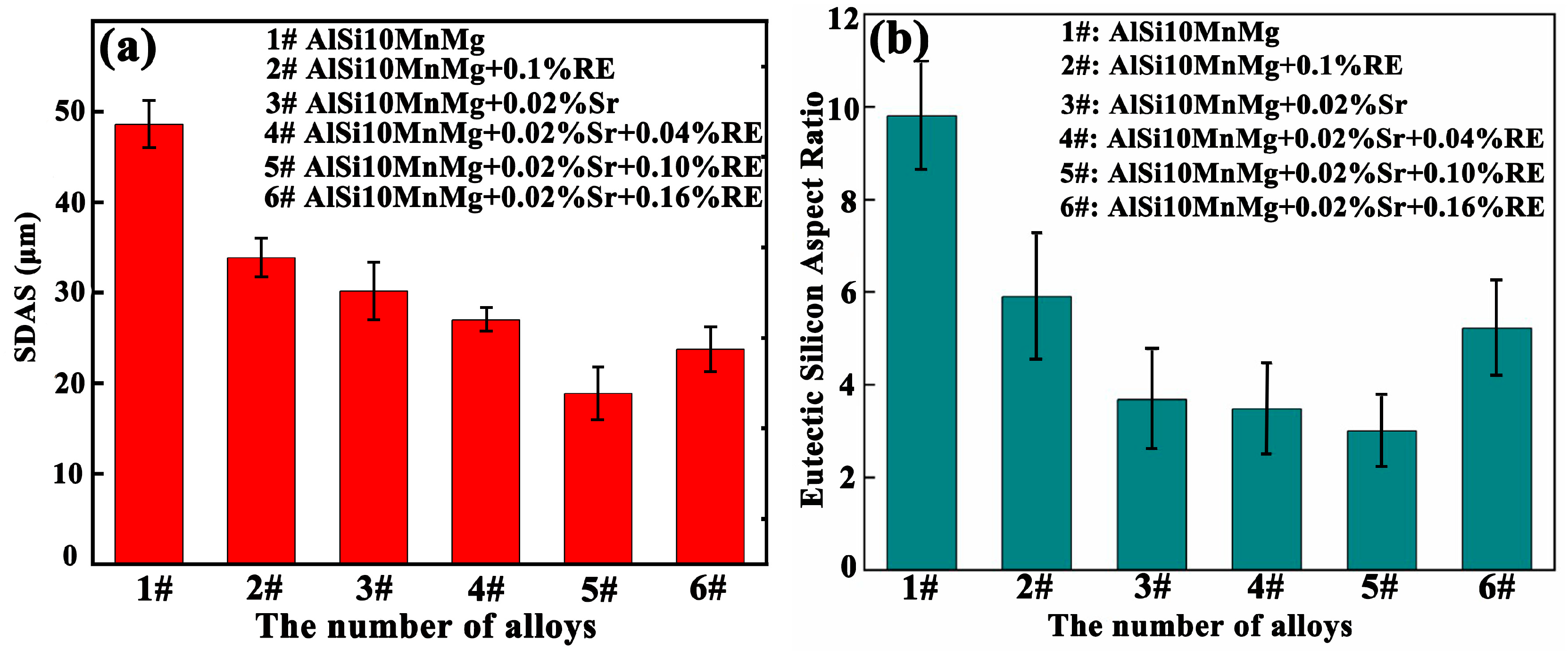
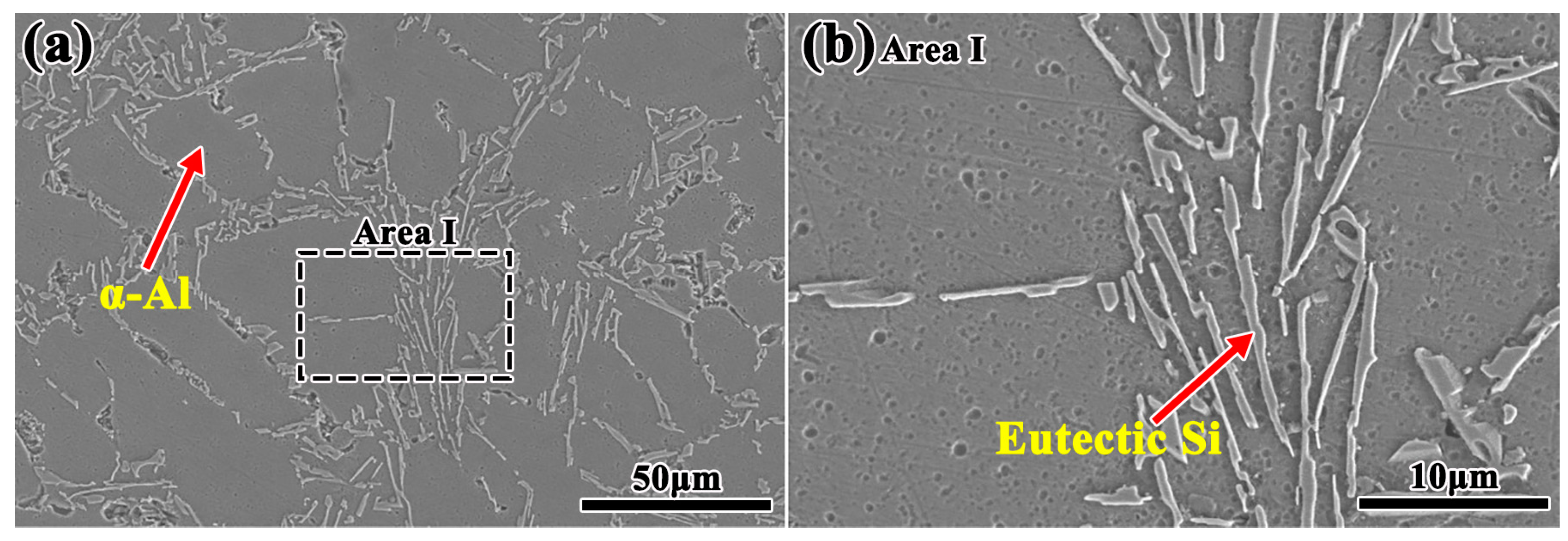
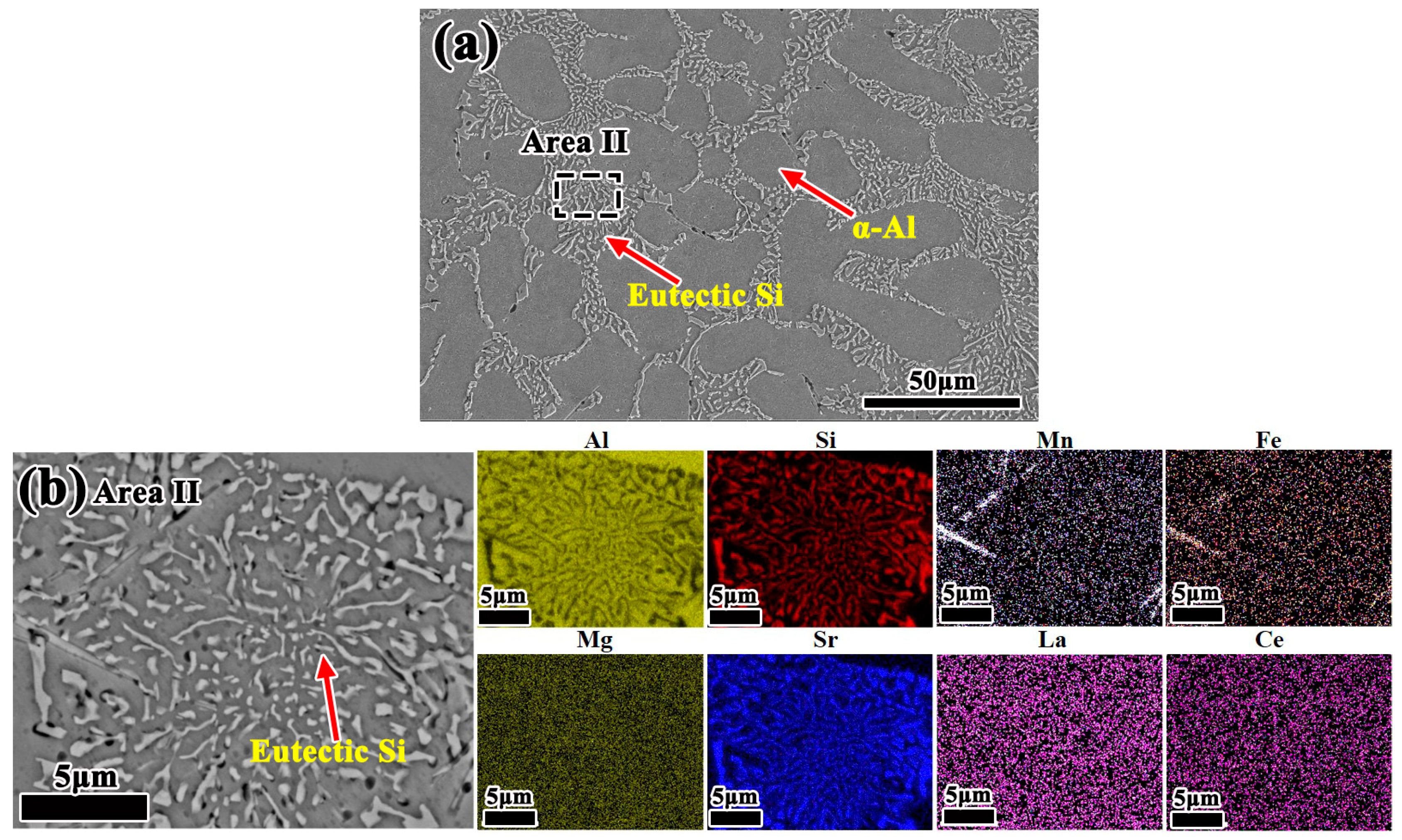
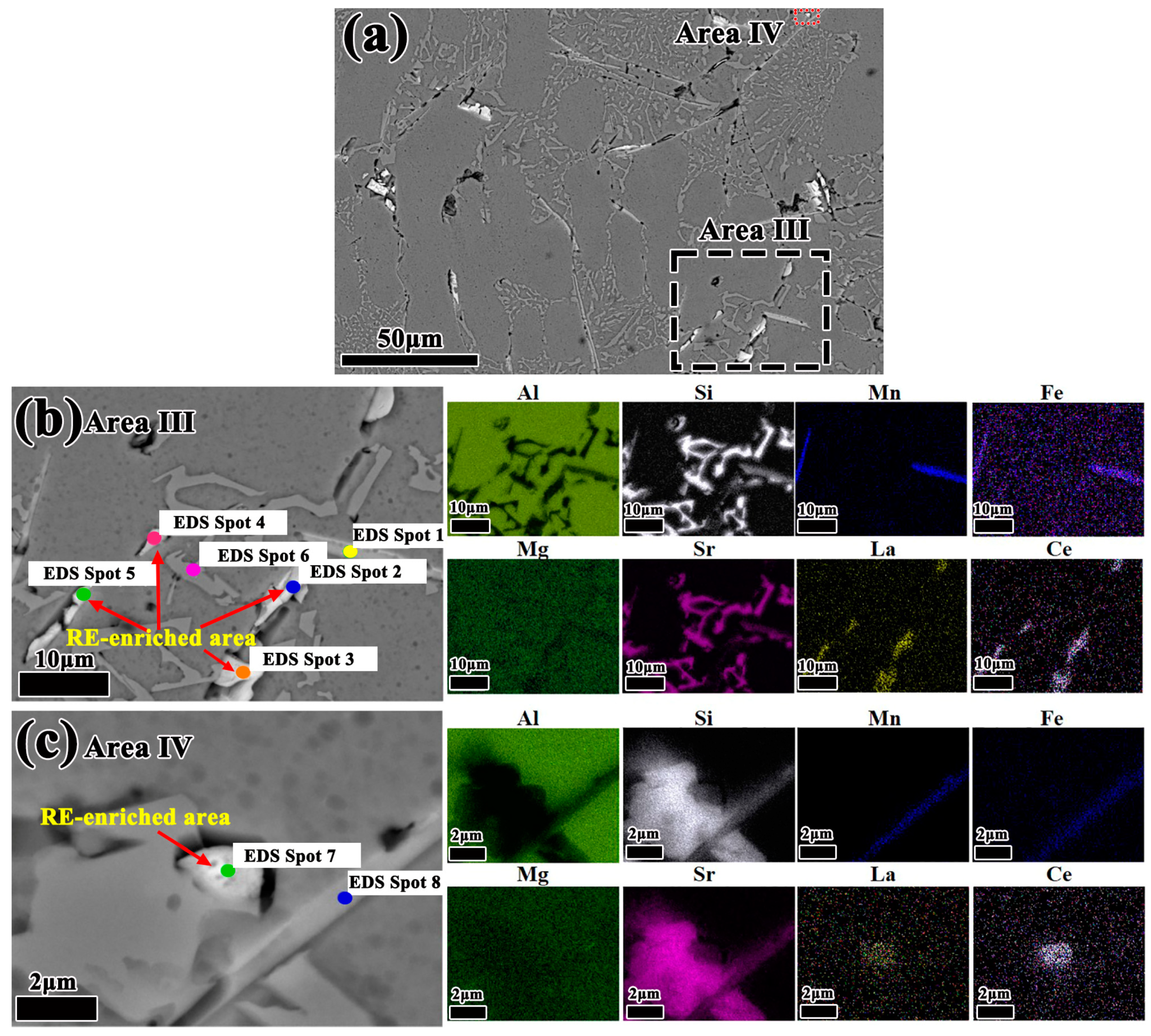
3.1. Microstructures
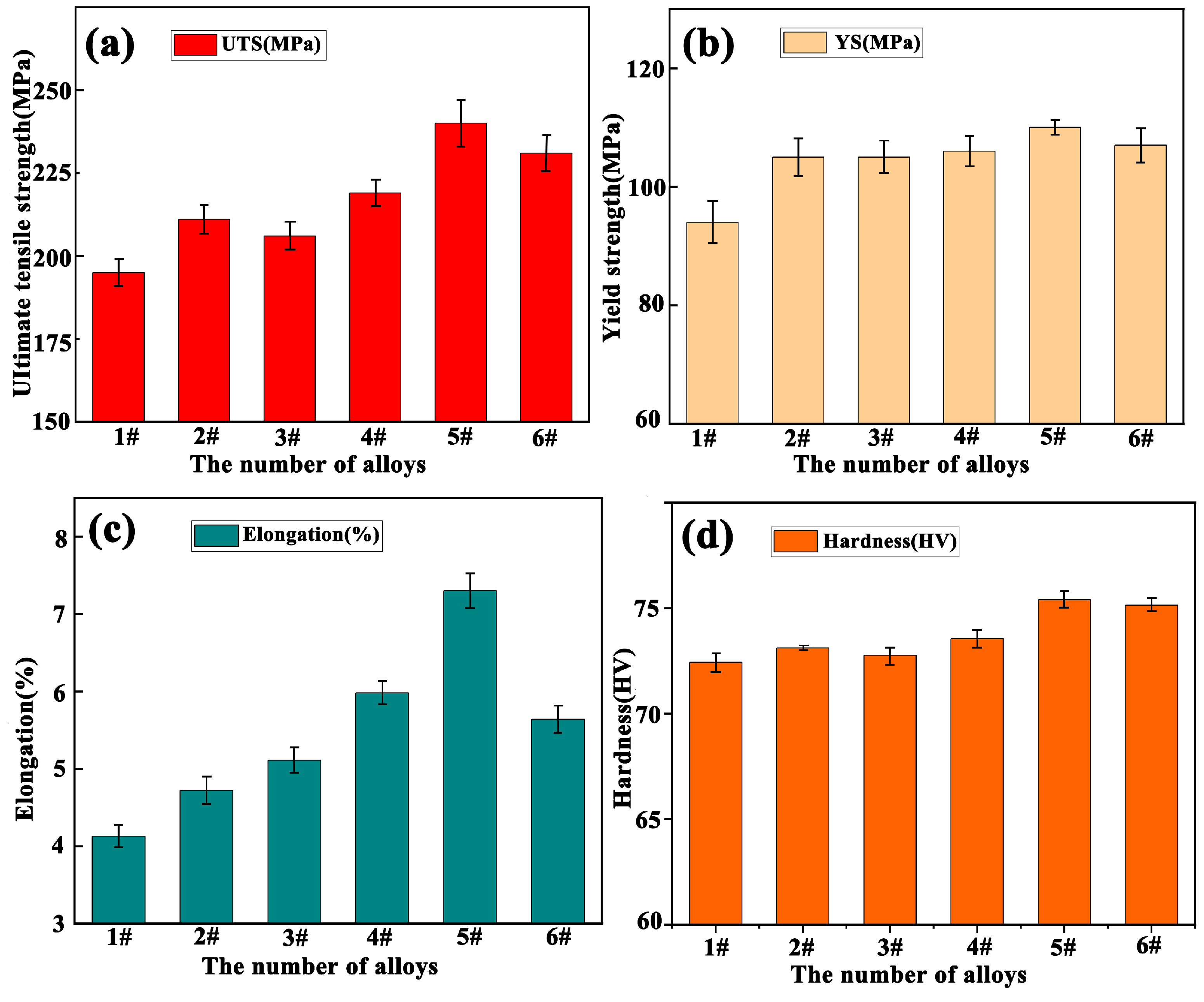
3.2. Mechanical Properties and Fracture Analysis
4. Discussion
4.1. The Relationship between Mechanical Properties and Microstructure
4.2. The Relationship between Ultimate Fracture and Microstructure
5. Conclusions
- (1)
- The addition of Sr and La–Ce rare earth elements can significantly refine the α-Al and eutectic silicon phases of AlSi10MnMg alloy. Particularly, adding 0.02 wt.% Sr and 0.1 wt.% RE exhibited the most significant refinement of α-Al and SDAS as well as the highest mechanical properties.
- (2)
- Excessive addition of rare earth elements could give rise to the formation of RE-enriched areas, weaken the grain refinement effect, and generate brittle phases, thus deteriorating the alloy’s ductility.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hu, B.; Quan, B.; Li, D.; Wang, X.; Li, Z.; Zeng, X. Solid solution strengthening mechanism in high pressure die casting Al–Ce–Mg alloys. Mater. Sci. Eng. 2021, 812, 141109. [Google Scholar] [CrossRef]
- Dash, S.S.; Li, D.J.; Zeng, X.Q.; Li, D.Y.; Chen, D.L. Low-cycle fatigue behavior of Silafont®-36 automotive aluminum alloy: Effect of negative strain ratio. Mater. Sci. Eng. 2022, 852, 143701. [Google Scholar] [CrossRef]
- Zheng, Q.; Zhang, B.; Chen, T.; Wu, J. Achieving superior grain refinement efficiency for Al–Si casting alloys through a novel Al–La–B grain refiner. J. Mater. Res. Technol. 2024, 30, 52–60. [Google Scholar] [CrossRef]
- Kashyap, K.T.; Chandrashekar, T. Effects and mechanisms of grain refinement in aluminium alloys. Bull. Mater. Sci. 2001, 24, 345–353. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R.; Thompson, G.E.; Pennycook, T.; Hashimoto, T. Grain refining mechanism in the Al/Al–Ti–B system. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Easton, M.A.; Qian, M.; Prasad, A.; StJohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef]
- Tang, P.; Li, W.; Wang, K.; Du, J.; Chen, X.; Zhao, Y.; Li, W. Effect of Al-Ti-C master alloy addition on microstructures and mechanical properties of cast eutectic Al-Si-Fe-Cu alloy. Mater. Des. 2017, 115, 147–157. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Chen, T.; Zhang, H.; Liu, X.; Cheng, Y.; Lei, D. Effect of rare earth Y and Al–Ti–B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloys Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Zhao, Y.; He, W.; Song, D.; Shen, F.; Li, X.; Sun, Z.; Wang, Y.; Liu, S.; Du, Y.; Fernández, R. Effect of ultrasonic melt processing and Al-Ti-B on the microstructural refinement of recycled Al alloys. Ultrason. Sonochemistry 2022, 89, 106139. [Google Scholar] [CrossRef]
- Nazarov, S.; Rossi, S.; Bison, P.; Ganiev, I.; Pezzato, L.; Calliari, I. Influence of rare earths addition on the properties of Al–Li alloys. Phys. Met. Metallogr. 2019, 120, 402–409. [Google Scholar] [CrossRef]
- Nie, Z.R.; Fu, J.; Xu, G.; Yang, J.; Zhou, J.X.; Zuo, T.Y. Research on rare earth in aluminum. Mater. Sci. Forum 2002, 396, 1731. [Google Scholar] [CrossRef]
- Czerwinski, F. Cerium in aluminum alloys. J. Mater. Sci. 2020, 55, 24–72. [Google Scholar] [CrossRef]
- Mahmoud, M.G.; Zedan, Y.; Samuel, A.M.; Songmene, V.; Samuel, F.H. The use of rare earth metals in Al–Si–Cu casting alloys. Int. J. Met. 2022, 16, 535–552. [Google Scholar] [CrossRef]
- Ibrahim, M.F.; Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Samuel, F.H. Effect of rare earth metals on the mechanical properties and fractography of Al–Si-based alloys. Int. J. Met. 2020, 14, 108–124. [Google Scholar] [CrossRef]
- Colombo, M.; Gariboldi, E.; Morri, A. Er addition to Al-Si-Mg-based casting alloy: Effects on microstructure, room and high temperature mechanical properties. J. Alloys Compd. 2017, 708, 1234–1244. [Google Scholar] [CrossRef]
- Ao, X.H.; Ng, S.M.; Yu, B.S.; Han, Q.Y. Effect of Ce addition on microstructures and mechanical properties of A380 aluminum alloy prepared by squeeze-casting. Int. J. Miner. Metall. Mater. 2018, 25, 553–564. [Google Scholar] [CrossRef]
- Song, X.; Yan, H.; Chen, F. Impact of rare earth element La on microstructure and hot crack resistance of ADC12 alloy. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2018, 33, 193–197. [Google Scholar] [CrossRef]
- Saheb, N.; Laoui, T.; Daud, A.R.; Harun, M.; Radiman, S.; Yahaya, R. Influence of Ti addition on wear properties of Al–Si eutectic alloys. Wear 2001, 249, 656–662. [Google Scholar] [CrossRef]
- Parker, B.A.; Zhou, Z.F.; Nolle, P. The effect of small additions of scandium on the properties of aluminium alloys. J. Mater. Sci. 1995, 30, 452–458. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Z.; Zhou, Z.; Xu, J. Influence of rare earth (Ce and La) addition on the performance of Al-3.0wt% Mg alloy. J. Wuhan. Univ. Technol.-Mater. 2017, 32, 611–618. [Google Scholar] [CrossRef]
- Jiang, W.; Fan, Z.; Dai, Y.; Li, C. Effects of rare earth elements addition on microstructures, tensile properties and fractography of A357 alloy. Mater. Sci. Eng. 2014, 597, 237–244. [Google Scholar] [CrossRef]
- Lin, Y.C.; Luo, S.C.; Huang, J.; Yin, L.X.; Jiang, X.Y. Effects of solution treatment on microstructures and micro-hardness of a Sr-modified Al-Si-Mg alloy. Mater. Sci. Eng. 2018, 725, 530–540. [Google Scholar] [CrossRef]
- Barrirero, J.; Li, J.; Engstler, M.; Ghafoor, N.; Schumacher, P.; Odén, M.; Mücklich, F. Cluster formation at the Si/liquid interface in Sr and Na modified Al–Si alloys. Scr. Mater. 2016, 117, 16–19. [Google Scholar] [CrossRef]
- GB/T 1173-2013; Casting Aluminium Alloy. National Standard of the People’s Republic of China: Beijing, China, 2013.
- Jin, P.; Liu, Y.; Li, F.; Li, J.; Sun, Q. Realization of structural evolution in grain boundary, solute redistribution and improved mechanical properties by adding TiCnps in wire and arc additive manufacturing 2219 aluminium alloy. J. Mater. Res. Technol. 2021, 11, 834–848. [Google Scholar] [CrossRef]
- Ngigi, T.N. Effect of Transition Elements on Micro-Structure and Mechanical Properties of Secondary Al-7Si-Mg Cast Aluminium Alloy; University of Nairobi: Nairobi, Kenya, 2017. [Google Scholar]
- Ebrahimi, S.S.; Aghazadeh, J.; Dehghani, K.; Emamy, M.; Zangeneh, S. The effect of Al−5Ti−1B on the microstructure, hardness and tensile properties of a new Zn rich aluminium alloy. Mater. Sci. Eng. 2015, 636, 421–429. [Google Scholar] [CrossRef]
- Mahmoud, M.G.; Zedan, Y.; Samuel, A.M.; Doty, H.W.; Songmene, V.; Samuel, F.H. Effect of rare earth metals (Ce and La) addition on the performance of Al-Si-Cu-Mg cast alloys. Int. J. Met. 2022, 16, 1164–1190. [Google Scholar] [CrossRef]
- Mahmoud, M.G.; Zedan, Y.; Samuel, A.M.; Songmene, V.; Doty, H.W.; Samuel, F.H. Applications of Rare Earth Metals in Al-Si Cast Alloys; IntechOpen: London, UK, 2021. [Google Scholar]
- Peng, T.; Wenfang, L.; Yanjun, Z.; Kang, W.; Weizhou, L.; Feng, Z. Influence of strontium and lanthanum simultaneous addition on microstructure and mechanical properties of the secondary Al-Si-Cu-Fe alloy. J. Rare Earths 2017, 35, 485–493. [Google Scholar] [CrossRef]
- Nikitin, K.V.; Nikitin, V.I.; Timoshkin, I.Y.; Deev, V.B. Effect of adding rare-earth and alkaline-earth metals to aluminum-based master alloys on the structure and properties of hypoeutectic silumines. Metallurgist 2021, 65, 681–688. [Google Scholar] [CrossRef]
- Lin, Y.C.; Fu, G.S.; Song, L.L.; Chen, H.L.; Wang, H.S. First-principles study on the influence of La and Ce doping on the structure and elastic properties of α-Al. Foundry 2021, 70, 939–944. [Google Scholar]
- Lumley, R.N.; Morton, A.J.; Polmear, I.J. Enhanced creep performance in an Al–Cu–Mg–Ag alloy through underageing. Acta Mater. 2002, 50, 3597–3608. [Google Scholar] [CrossRef]
- Peng, J.; Wang, W.; Yuan, S.; Zhan, Y.; Zeng, J.; Gan, P.; Ji, J. Improved mechanical and frictional properties of hypereutectic Al-Si alloy by modifying Si phase with La addition. Mater. Today Commun. 2024, 38, 107857. [Google Scholar] [CrossRef]
- Li, J.; Hage, F.; Wiessner, M.; Romaner, L.; Scheiber, D.; Sartory, B.; Schumacher, P. The roles of Eu during the growth of eutectic Si in Al-Si alloys. Sci. Rep. 2015, 5, 13802. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Zhang, Y.; Beausir, B.; Liu, F.; Esling, C.; Yu, F.; Zuo, L. Twin-controlled growth of eutectic Si in unmodified and Sr-modified Al–12.7% Si alloys investigated by SEM/EBSD. Acta Mater. 2015, 97, 338–347. [Google Scholar] [CrossRef]
- Hegde, S.; Prabhu, K.N. Modification of eutectic silicon in Al–Si alloys. J. Mater. Sci. 2008, 43, 3009–3027. [Google Scholar] [CrossRef]
- Li, Z.; Yang, Z.; Zhang, F.; Shi, Y.; Wei, H.; Zhang, J. The Effect of Si Content on the Microstructure and Mechanical Properties of Al–1.2 Mg–xSi–1.2 Cu–0.6 Mn Cast Alloy. Int. J. Met. 2024, 1–12. [Google Scholar] [CrossRef]
- Lu, S.Z.; Hellawell, A. The mechanism of silicon modification in aluminum-silicon alloys: Impurity induced twinning. Metall. Trans. A 1987, 18, 1721–1733. [Google Scholar] [CrossRef]
- Hahn, G.T.; Rosenfield, A.R. Metallurgical factors affecting fracture toughness of aluminum alloys. Metall. Trans. A 1975, 6, 653–668. [Google Scholar] [CrossRef]
- Dash, S.S.; Chen, D. A review on processing–microstructure–property relationships of Al-Si alloys: Recent advances in deformation behavior. Metals 2023, 13, 609. [Google Scholar] [CrossRef]
- Tiwari, S.; Sourav, D.; Venkat, A. Mechanical properties of Al–Si–SiC composites. Mater. Res. Express. 2022, 6, 076553. [Google Scholar] [CrossRef]
- Maricel, C.G. Mechanical and Fatigue Properties of Functionally Graded Aluminium Silicon Alloys. Ph.D. Thesis, Universidade do Minho, Braga, Portugal, 2011. [Google Scholar]
- Barrirero, J. Eutectic Modification of Al-Si Casting Alloys; Linkopings Universitet: Linköping, Sweden, 2019. [Google Scholar]
- Lu, Y.; Wu, C.; Wu, H.; Wang, J.; Su, Y.; Gan, Z.; Liu, J. Growth mechanism of eutectic Si in super-gravity solidified Al-Si alloy during annealing. Crystals 2023, 13, 684. [Google Scholar] [CrossRef]
- Liu, W.; Li, Y.; Song, Z.; Luo, X.; Yang, H.; Bi, G. Effect of Trace Sr+Ce Compound Modification on Microstructure, Thermal Conductivity and Mechanical Properties of AlSi10MnMg Alloy. Chin. J. Nonferrous Met. 2022, 32, 332–342. [Google Scholar] [CrossRef]
- Dong, F.; Huang, S.; Yi, Y.; He, H.; Huang, K.; Gao, S.; Yu, W. Effect of increased stretching deformation at cryogenic temperature on the precipitation behavior and mechanical properties of 2060 Al–Li alloy. Mater. Sci. Eng. 2022, 834, 142585. [Google Scholar] [CrossRef]
- Zhang, L.; Ji, Z.; Zhao, J.; He, J.; Jiang, H. Key Factors Influencing Eutectic Si Modification in Al-Si Hypoeutectic Alloy by Trace La. Acta Met. Sin. 2022, 52, 1541–1546. [Google Scholar]
- Gursoy, O.; Timelli, G. Lanthanides: A focused review of eutectic modification in hypoeutectic Al–Si alloys. J. Mater. Res. Technol. 2020, 9, 8652–8666. [Google Scholar] [CrossRef]
- Zhou, D.; Wang, H.; Saxey, D.W.; Muránsky, O.; Geng, H.; Rickard, W.D.; Zhang, D. Hall–Petch slope in ultrafine grained Al-Mg alloys. Metall. Mater. Trans. A 2019, 50, 4047–4057. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical Composition (wt.% ) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Sr | La | Ce | Al | |
| AlSi10MnMg | 9.5~11.5 | ≤0.15 | ≤0.03 | 0.5~0.8 | 0.38~0.5 | - | - | - | Balance |
| Al-10Sr | - | - | - | - | - | 9.7~10.4 | - | - | |
| Al-10RE | - | - | - | - | - | - | 3.4~3.6 | 6.4~6.6 | |
| Alloy No. | Alloy Element Compositions | Chemical Composition (wt.% ) (±0.001% ) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Sr | La | Ce | Al | ||
| #1 | AlSi10MnMg | 10.372 | 0.108 | 0.007 | 0.600 | 0.454 | - | - | - | Balance |
| #2 | AlSi10MnMg +0.10% RE | 10.366 | 0.111 | 0.006 | 0.597 | 0.450 | - | 0.034 | 0.066 | |
| #3 | AlSi10MnMg +0.02% Sr | 10.379 | 0.113 | 0.008 | 0.602 | 0.453 | 0.020 | - | - | |
| #4 | AlSi10MnMg +0.02% Sr + 0.04% RE | 10.369 | 0.109 | 0.005 | 0.603 | 0.452 | 0.020 | 0.014 | 0.026 | |
| #5 | AlSi10MnMg +0.02% Sr + 0.10% RE | 10.370 | 0.110 | 0.007 | 0.599 | 0.454 | 0.020 | 0.034 | 0.066 | |
| #6 | AlSi10MnMg +0.02% Sr + 0.16% RE | 10.374 | 0.102 | 0.008 | 0.598 | 0.456 | 0.020 | 0.057 | 0.103 | |
| Area | EDS Spot | Composition (at.% ) | |||||
|---|---|---|---|---|---|---|---|
| Al | Si | Mn | Fe | La | Ce | ||
| Area III | 1 | 63.47 | 24.90 | 9.27 | 2.35 | - | - |
| 2 | 71.33 | 23.71 | - | - | 1.70 | 3.25 | |
| 3 | 74.68 | 19.63 | - | - | 1.89 | 3.80 | |
| 4 | 73.65 | 21.63 | - | - | 1.52 | 3.19 | |
| 5 | 74.11 | 20.49 | - | - | 1.74 | 3.66 | |
| 6 | 23.93 | 76.07 | - | - | - | - | |
| Area IV | 7 | 69.45 | 26.25 | - | - | 1.32 | 2.97 |
| 8 | 65.88 | 24.30 | 7.89 | 1.93 | - | - | |
| Alloy No. | Macroscopic Grain Size (μm) (±10 μm) | SDAS (μm) (±1 μm) | Eutectic Silicon Aspect Ratio (±0.1) | UTS (MPa) (±1 MPa) | YS (MPa) (±1 MPa) | Elongation (%) (±0.1) |
|---|---|---|---|---|---|---|
| #1 | 1210 | 49 | 9.8 | 195 | 94 | 4.2 |
| #2 | 550 | 35 | 5.9 | 211 | 106 | 4.7 |
| #3 | 320 | 32 | 3.7 | 206 | 105 | 5.1 |
| #4 | 260 | 29 | 3.4 | 220 | 106 | 6.0 |
| #5 | 110 | 20 | 3.0 | 240 | 111 | 7.3 |
| #6 | 290 | 26 | 5.3 | 232 | 108 | 5.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Yu, Z.; Zhang, M.; Feng, Q.; Zhang, D.; Gao, P.; Li, C. The Influence of the Combined Addition of La–Ce Mixed Rare Earths and Sr on the Microstructure and Mechanical Properties of AlSi10MnMg Alloy. Metals 2024, 14, 1050. https://doi.org/10.3390/met14091050
Liu Y, Yu Z, Zhang M, Feng Q, Zhang D, Gao P, Li C. The Influence of the Combined Addition of La–Ce Mixed Rare Earths and Sr on the Microstructure and Mechanical Properties of AlSi10MnMg Alloy. Metals. 2024; 14(9):1050. https://doi.org/10.3390/met14091050
Chicago/Turabian StyleLiu, Yu, Zhichao Yu, Man Zhang, Qisheng Feng, Dong Zhang, Pengyue Gao, and Chonghe Li. 2024. "The Influence of the Combined Addition of La–Ce Mixed Rare Earths and Sr on the Microstructure and Mechanical Properties of AlSi10MnMg Alloy" Metals 14, no. 9: 1050. https://doi.org/10.3390/met14091050
APA StyleLiu, Y., Yu, Z., Zhang, M., Feng, Q., Zhang, D., Gao, P., & Li, C. (2024). The Influence of the Combined Addition of La–Ce Mixed Rare Earths and Sr on the Microstructure and Mechanical Properties of AlSi10MnMg Alloy. Metals, 14(9), 1050. https://doi.org/10.3390/met14091050