
Laser Cladding Path Planning for Curved Metal Parts

Abstract
1. Introduction
2. Mechanism of Multi-Track Lapping Forming
2.1. Single-Track Model Analysis
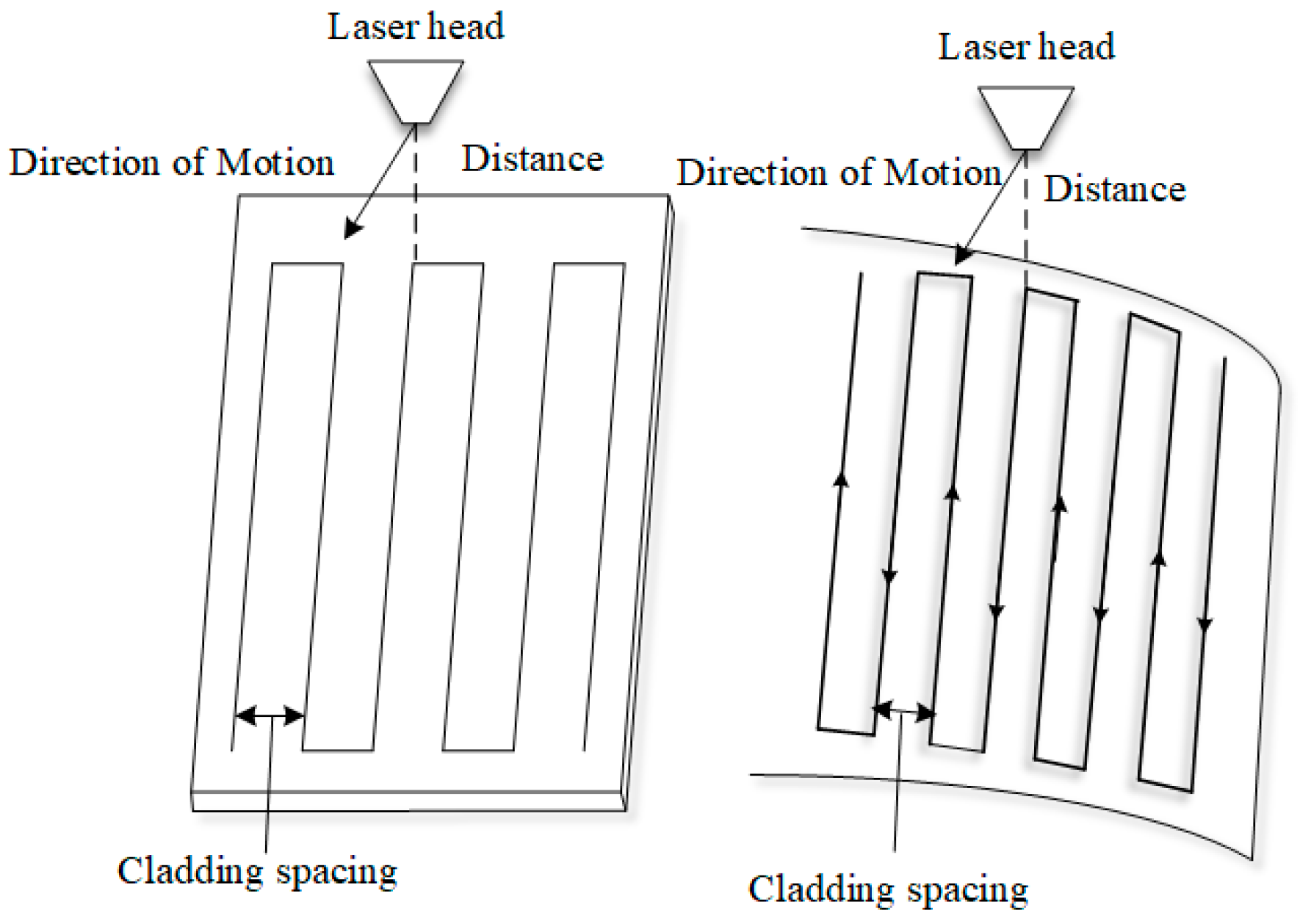
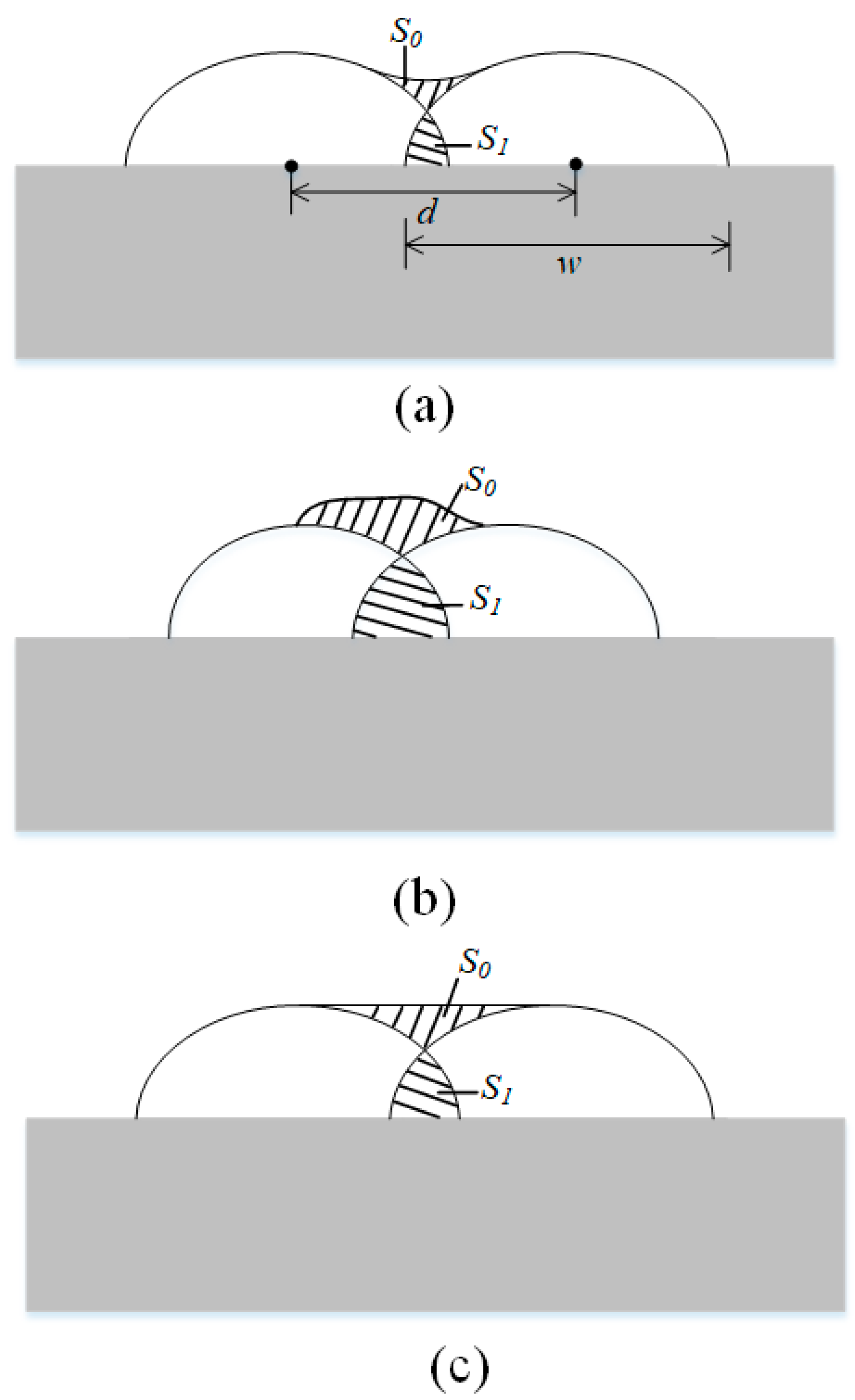
2.2. Establishment of a Multi-Pass Cladding Model
3. Typical Component Analysis
4. Conclusions
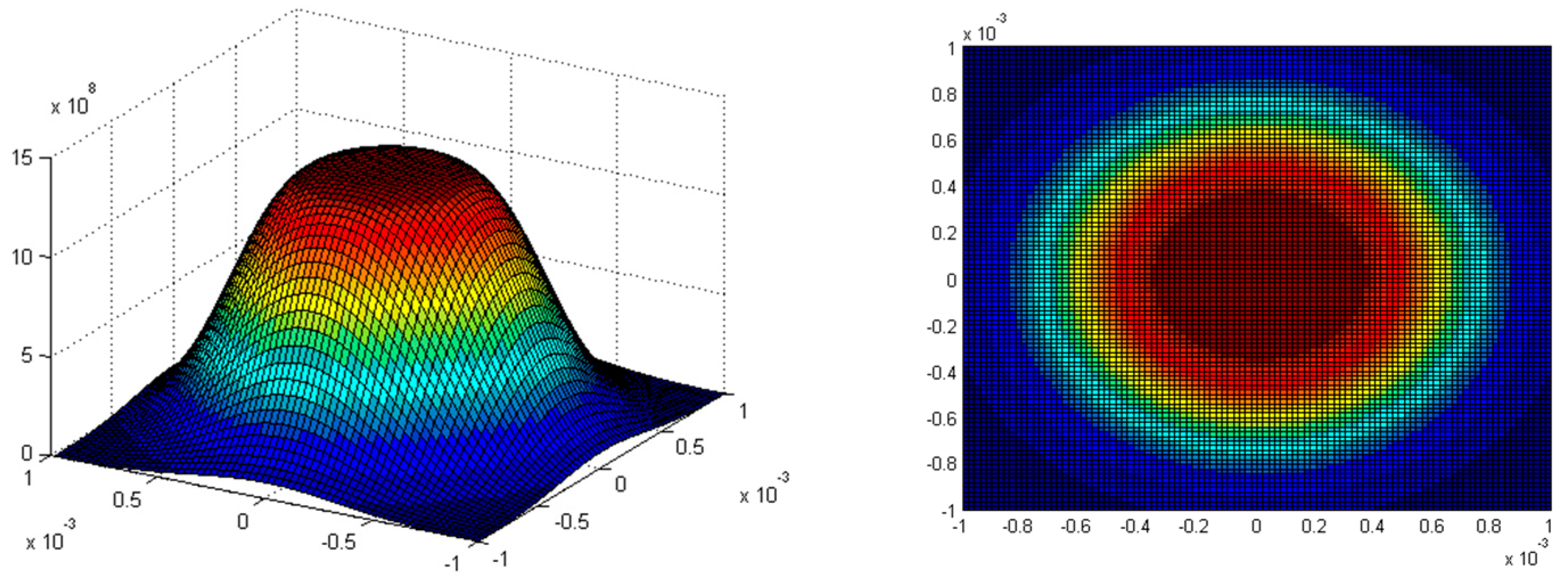
- We established a fitting function for the cladding layer morphology and compared it with actual cross-sections under different laser processing parameters. The highest degree of fit was observed, indicating that the arc model accurately describes the profile of single-layer cladding.
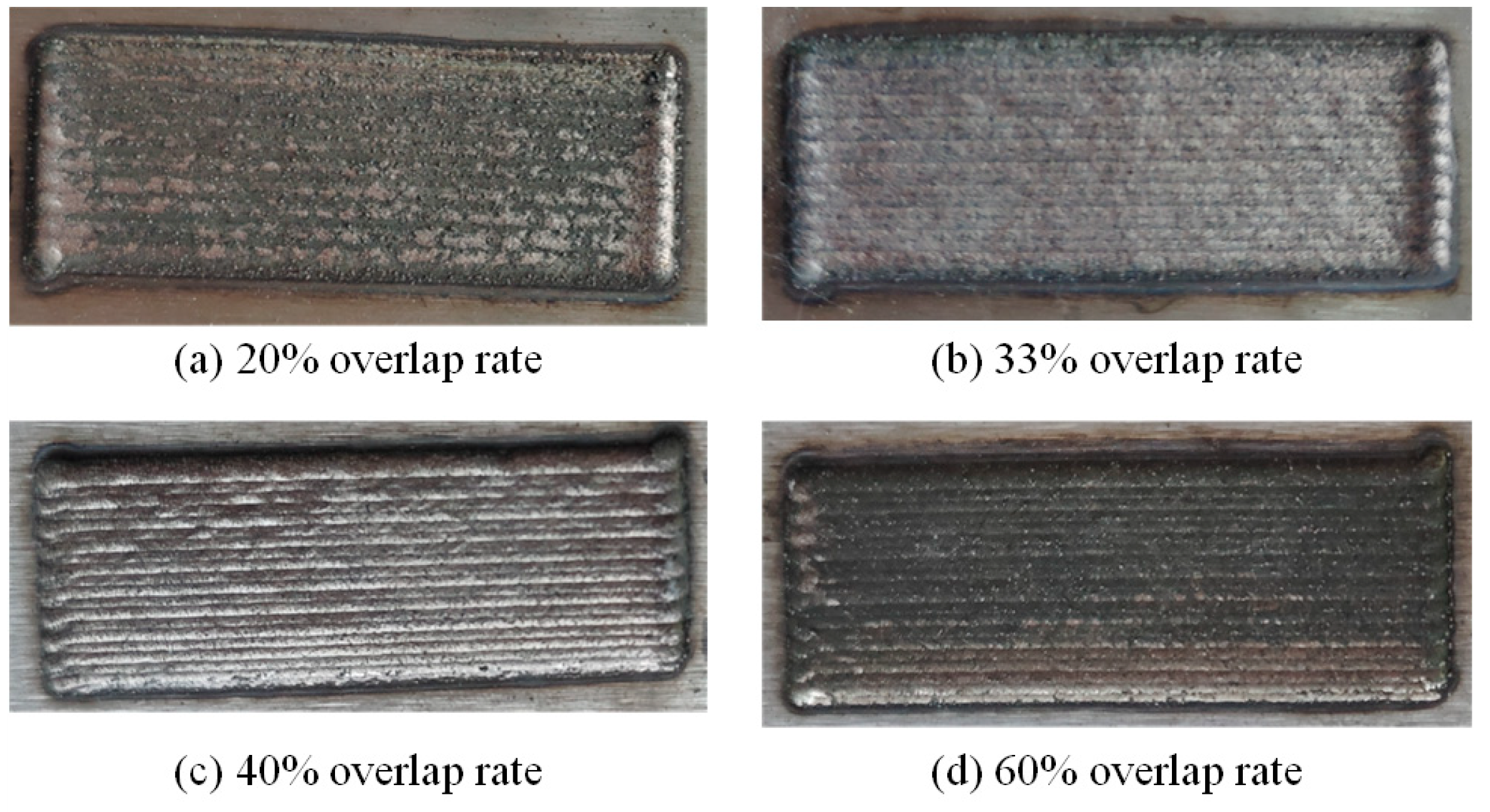
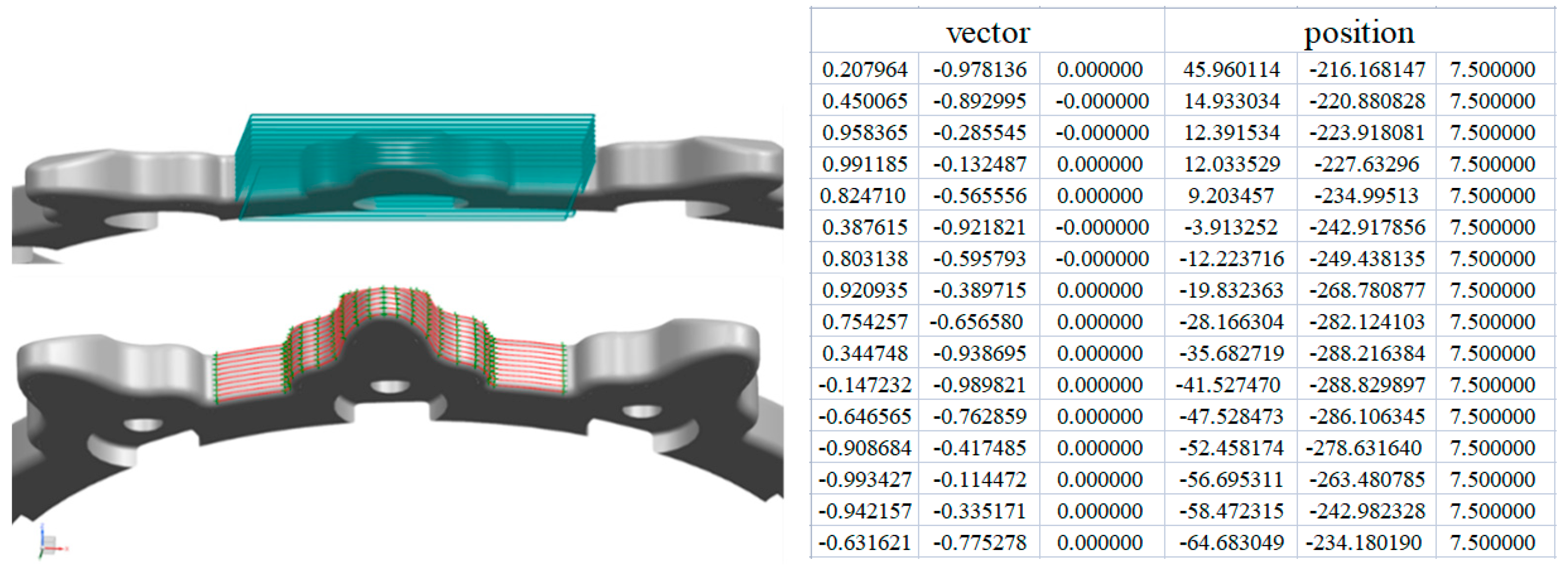
- Based on the principle of mass conservation, we analyzed surface curvature characteristics and developed a multi-track cladding model to determine the optimal overlap rate between adjacent cladding tracks. The model demonstrated a good fit with an R2 value of 0.92. Path point positions were determined using a slicing method and final processing point pose data were calculated using vector formulas.
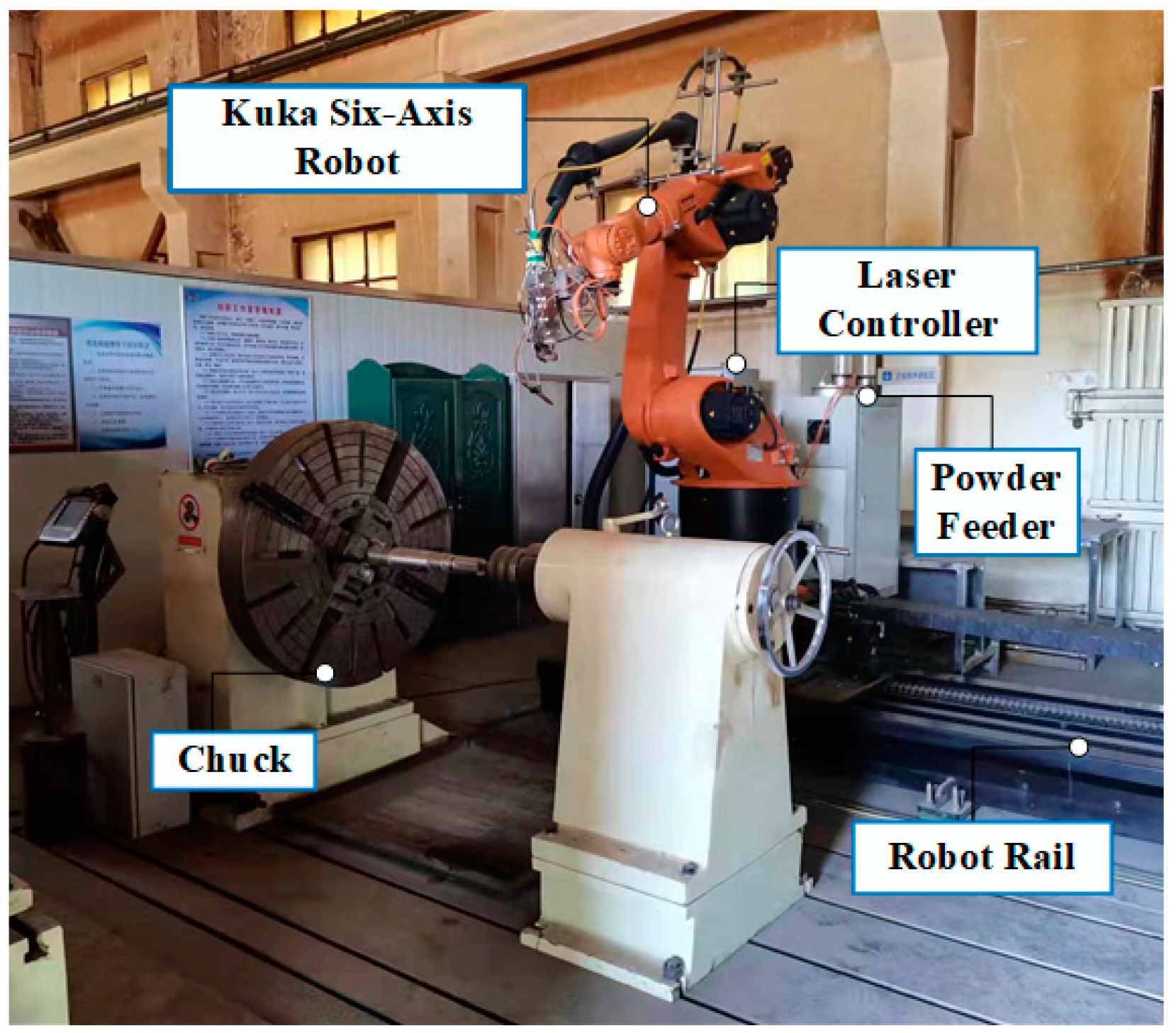
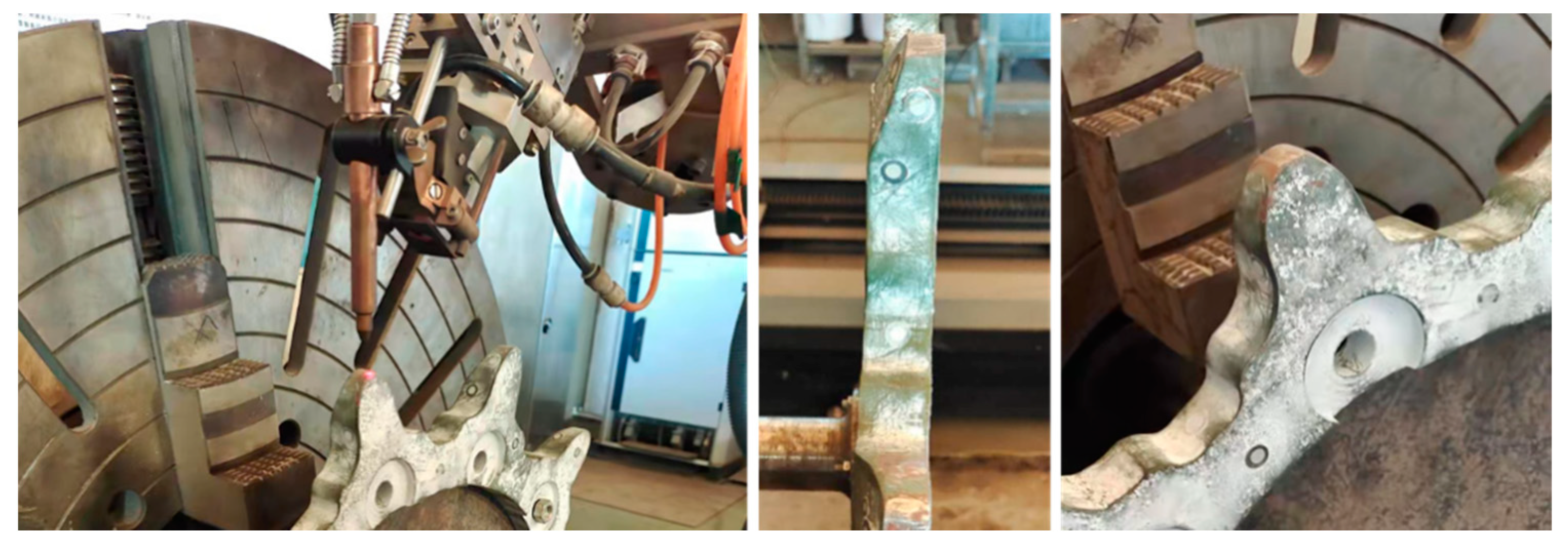
- The algorithm was applied to a critical metal component—a single gear tooth–using a 38% overlap rate. Simulation results validated the accuracy of the laser scanning path. The cladding material, Ni60 alloy powder, resulted in a smooth, defect-free surface, with a reduced post-processing time and improved material efficiency.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Xu, T.; Li, G.; Li, Z.; Du, F.; Chen, G. A multi-objective optimization of laser cladding process of Ni-based coating on the preheated copper alloy. Mater. Today Commun. 2023, 35, 105614. [Google Scholar] [CrossRef]
- Qie, J.; Miao, Y.; Liu, H.; Han, T.; Shao, Z.; Duan, J. Design and Process Planning of Non-Structured Surface Spray Equipment for Ultra-Large Spaces in Ship Section Manufacturing. J. Mar. Sci. Eng. 2023, 11, 1723. [Google Scholar] [CrossRef]
- Zhu, R.; Gao, W. Wear-resistance Performance of Spray-welding Coating by Plasma Weld-surfacing. J. Wuhan Univtechnol. 2018, 33, 414–418. [Google Scholar] [CrossRef]
- Calleja, A.; Bo, P.; González, H.; Bartoň, M.; López de Lacalle, L.N. Highly accurate 5-axis flank CNC machining with conical tools. Int. J. Adv. Manuf. Technol. 2018, 97, 1605–1615. [Google Scholar] [CrossRef]
- Kalami, H.; Urbanic, J. Process planning solution strategies for fabrication of thin-wall domes using directed energy deposition. Int. J. Comput. Integr. Manuf. 2021, 35, 493–509. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Qiu, J.R.; Chen, Y.X.; Hwang, S.J. Research on deposition toolpath planning and laser head Z-axis rising height setting for directed energy deposition. Opt. Laser Technol. 2023, 161, 109198. [Google Scholar] [CrossRef]
- Feng, H.; Li, J.F.; Sun, J. Study on Remanufacturing Repair of Damage Crank Shaft Journal Surface by Laser Cladding. Chin. J. Lasers 2014, 41, 80–85. [Google Scholar]
- Li, W.; Yao, Y.; Wu, H.; Deng, S.; Liao, H.; Costil, S. Development of robotized spraying trajectory of multi-featured parts in cold spray additive manufacturing system. DVS-Berichte 2022, 4, 160–163. [Google Scholar]
- Wu, H.; Liu, S.; Lewke, M.; Li, W.; Raoelison, R.N.; List, A.; Gärtner, F.; Liao, H.; Klassen, T.; Deng, S. Strategies and analyses for robot trajectory optimization in thermal and kinetic spraying. DVS-Berichte 2022, 5, 299–305. [Google Scholar]
- Jin, Y.; Du, J.; He, Y.; Fu, G. Modeling and process planning for curved layer fused deposition. J. Adv. Manuf. Tech. 2017, 91, 273–285. [Google Scholar] [CrossRef]
- Huang, Y.; Sun, W.L.; Chen, Y.; Huang, H.B.; Liu, J.D. Rapid Processing Path Generation Method for Curved Surface Plastic Mold Remanufacturing by Laser Cladding. China Surf. Eng. 2017, 30, 150–158. [Google Scholar]
- Su, H.; Shi, T.; Shi, S.H.; Fu, G. Algorithm and Implementation of Laser Cladding with Equal Overlapping Ratio on Free-Form Surface. China J. Lasers 2020, 47, 0402008. [Google Scholar] [CrossRef]
- Guo, M.; Gao, Q. Application of Laser Cladding Technology in Repairing Automobile Stamping Die. Die Mould. Manuf. 2023, 23, 52–56. [Google Scholar]
- Zheng, Z. Research on Laser Selective Melting Process of Tantalum Metal Powder Based on Wire Gas Explosion Method. Master’s Thesis, Foshan University, Foshan, China, 2021. [Google Scholar] [CrossRef]
- Xia, L. Research on Additive Manufacturing Software Platform and Slicing Algorithms. Master’s Thesis, Chongqing Uviversity of Technology, Chongqing, China, 2024. [Google Scholar] [CrossRef]
- Wang, R.; Xiong, Y.; Yang, K.; Zhang, T.; Zhang, F.; Xiong, B.; Hao, Y.; Zhang, H.; Chen, Y.; Tang, J. Advanced progress on the significant influences of multi-dimensional nanofillers on the tribological performance of coatings. RSC Adv. 2023, 13, 19981–20022. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Xiao, N.; Yang, K.; Zhang, F.; Hao, Y.; Zhang, C.; Yin, X.; Zhu, Y. Analysis of tribological behaviors and regulating functions at elevated temperatures of microchannel interfaces prepared in Ti-base alloys. RSC Adv. 2023, 13, 15674–15688. [Google Scholar] [CrossRef]
- Wang, T.; Yang, L.I.; Wang, N.; Zhang, L.F.; Tang, J. Effects of Machining Track of Laser Cladding TC4 Titanium Alloy on Surface Morphology. Hot Work Technol. 2019, 48, 138–141. [Google Scholar]
- Rashid, R.R.; Barr, C.J.; Palanisamy, S.; Nazari, K.A.; Orchowski, N.; Matthews, N.; Dargusch, M.S. Effect of clad orientation on the mechanical properties of laser-clad repaired ultra-high strength 300M steel. Surf. Coat Technol. 2019, 380, 125090. [Google Scholar] [CrossRef]
- Carrullo, J.C.; Falcón, J.C.; Borrás, V.A. Influence of process parameters and initial microstructure on the oxidation resistance of Ti48Al2Cr2Nb coating obtained by laser metal deposition. Surf. Coat. Technol. 2019, 25, 114–124. [Google Scholar] [CrossRef]
- Morake, J.B.; Mutua, J.M.; Ruthandi, M.M.; Olakanmi, E.O. The potential use of laser cladded functionally graded materials to mitigate degradation in boiler tube heat exchangers for power plant applications: A review. Surf. Eng. 2023, 39, 677–721. [Google Scholar] [CrossRef]
- Zheng, Q.; Chen, T.; Li, H. Enhanced mechanical properties of molybdenum-coated aluminium via laser cladding. Surf. Eng. 2023, 39, 56–64. [Google Scholar] [CrossRef]
- Jian, Y.; Xu, P.; Zheng, Y. In-situ laser cladding preparation and biocompatibility of TiNbTa biological coating. J. Mech. Sci. Technol. 2024, 6, 1–10. [Google Scholar] [CrossRef]
- Wang, R.; Ouyang, C.; Li, Y.; Zhao, C.; Bai, Q. Microstructure and tribological properties of Stellite 12 coating by laser cladding on 304 stainless steel surface. J. Mech. Sci. Technol. 2023, 37, 3953–3960. [Google Scholar] [CrossRef]
- Su, X.; Gao, Y.; Yin, F.; Li, S. Investigation on the Influence of Different Coating Surfaces on the Adhesive Force of Hydrate Particles. J. Mar. Sci. Eng. 2024, 12, 232. [Google Scholar] [CrossRef]
- Sun, W.; Zhang, D.; Chen, X.; Wang, K.; Zhang, J.; Jia, Y. Effect of the scanning speed of laser cladding on microstructure and mechanical properties of WC/Ni composite coatings. J. Mar. Sci. Eng. 2022, 36, 679–687. [Google Scholar] [CrossRef]
- Karşi, A.; Altay, M.; Aydin, H.; Bayram, A. Optimization of Laser Cladding Process Parameters of a Martensitic Stainless Steel Coating on GGG70L Ductile Cast Iron. Laser Eng. 2023, 54, 19. [Google Scholar]
- Han, T.; Xiao, M.; Zhang, J.; Feng, X.; Shen, Y. Laser cladding composite coating on mild steel using Ni–Cr–Ti–B4C powder. Surf. Eng. 2018, 36, 1278–1284. [Google Scholar] [CrossRef]
- Li, M.; Huang, K.; Yi, X. Crack formation mechanisms and control methods of laser cladding coatings: A review. Coatings 2023, 13, 1117. [Google Scholar] [CrossRef]
- Liang, Y.; Liao, Z.Y.; Zhang, L.L.; Cai, M.W.; Wei, X.S.; Shen, J. A review on coatings deposited by extreme high-speed laser cladding: Processes, materials, and properties. Opt. Laser Technol. 2023, 164, 109472. [Google Scholar] [CrossRef]
- Ding, H.; Yang, T.; Wang, W.; Zhu, Y.; Lin, Q.; Guo, J.; Xiao, Q.; Gan, L.; Liu, Q. Optimization and wear behaviors of 316L stainless steel laser cladding on rail material. Wear 2023, 523, 204830. [Google Scholar] [CrossRef]
- Wei, R.; Mao, M.; Liang, J.; Zhao, C.; Ouyang, C.; Wang, R.; Bai, Q.; Deng, R.; Li, H.; Bian, Q. Study of the effect of overlap rate on the failure form, microstructure and wear resistance of multilayer laser cladding on grey cast iron surfaces. Tribol. Int. 2024, 194, 109568. [Google Scholar] [CrossRef]
- Bu, X.; Xu, X.; Lu, H.; Liang, Y.; Bian, H.; Luo, K.; Lu, J. Effect of overlap rate on the microstructure and properties of Cr-rich stainless steel coatings prepared by extreme high-speed laser cladding. Surf. Coat. Technol. 2024, 487, 131025. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scanning Speed (mm/s) | Width (mm) | Height (mm) | Radius (mm) | Aspect Ratio | |
|---|---|---|---|---|---|---|
| y1 | 800 | 4 | 2.17 | 0.88 | 1.11 | 0.405 |
| y2 | 1000 | 6 | 2.39 | 0.64 | 1.44 | 0.268 |
| y3 | 1200 | 6 | 2.99 | 1.2 | 1.53 | 0.401 |
| y4 | 1000 | 4 | 2.25 | 0.61 | 1.34 | 0.271 |
| Laser Power (KW) | Scanning Speed (mm/s) | Theoretical Overlap Rate % | Actual Overlap Rate % | Error % |
|---|---|---|---|---|
| 1.0 | 6 | 40 | 40.93 | 2.33 |
| 1.0 | 8 | 42 | 42.2 | 2.07 |
| 1.2 | 6 | 42 | 41.17 | 1.95 |
| 1.2 | 8 | 41 | 41.86 | 2.09 |
| Element | C | Cr | Si | B | Fe | Ni |
|---|---|---|---|---|---|---|
| (wt.%) | 0.5–1 | 14–19 | 3.5–5 | 3.0–4.5 | ≤8 | Bal. |
| Laser Power /W | Defocus Amount /mm | Powder Feeding Rate/(g/min) | Carrier Gas Flow Rate /L/h | Scanning Speed /(mm/s) | Overlap |
|---|---|---|---|---|---|
| 1800 | 16 | 15 | 600 | 8 | 38% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Ba, Z.; Shu, D. Laser Cladding Path Planning for Curved Metal Parts. Metals 2024, 14, 1055. https://doi.org/10.3390/met14091055
Liu J, Ba Z, Shu D. Laser Cladding Path Planning for Curved Metal Parts. Metals. 2024; 14(9):1055. https://doi.org/10.3390/met14091055
Chicago/Turabian StyleLiu, Jinduo, Zhiyong Ba, and Da Shu. 2024. "Laser Cladding Path Planning for Curved Metal Parts" Metals 14, no. 9: 1055. https://doi.org/10.3390/met14091055
APA StyleLiu, J., Ba, Z., & Shu, D. (2024). Laser Cladding Path Planning for Curved Metal Parts. Metals, 14(9), 1055. https://doi.org/10.3390/met14091055