
Microstructure and Mechanical Properties of Titanium Alloys Produced by Additive Technologies: New Approaches and Promising Areas of Research

 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Microstructure and Properties of Titanium Alloys Synthesized Using Additive Manufacturing by the Melting of Powder/Wire
2.1. Ti and the Ti-6Al-4V Alloy
2.2. β-Ti Alloys
3. Microstructure and Properties of the Ti Alloys Produced by Solid-Phase Additive Manufacturing Methods
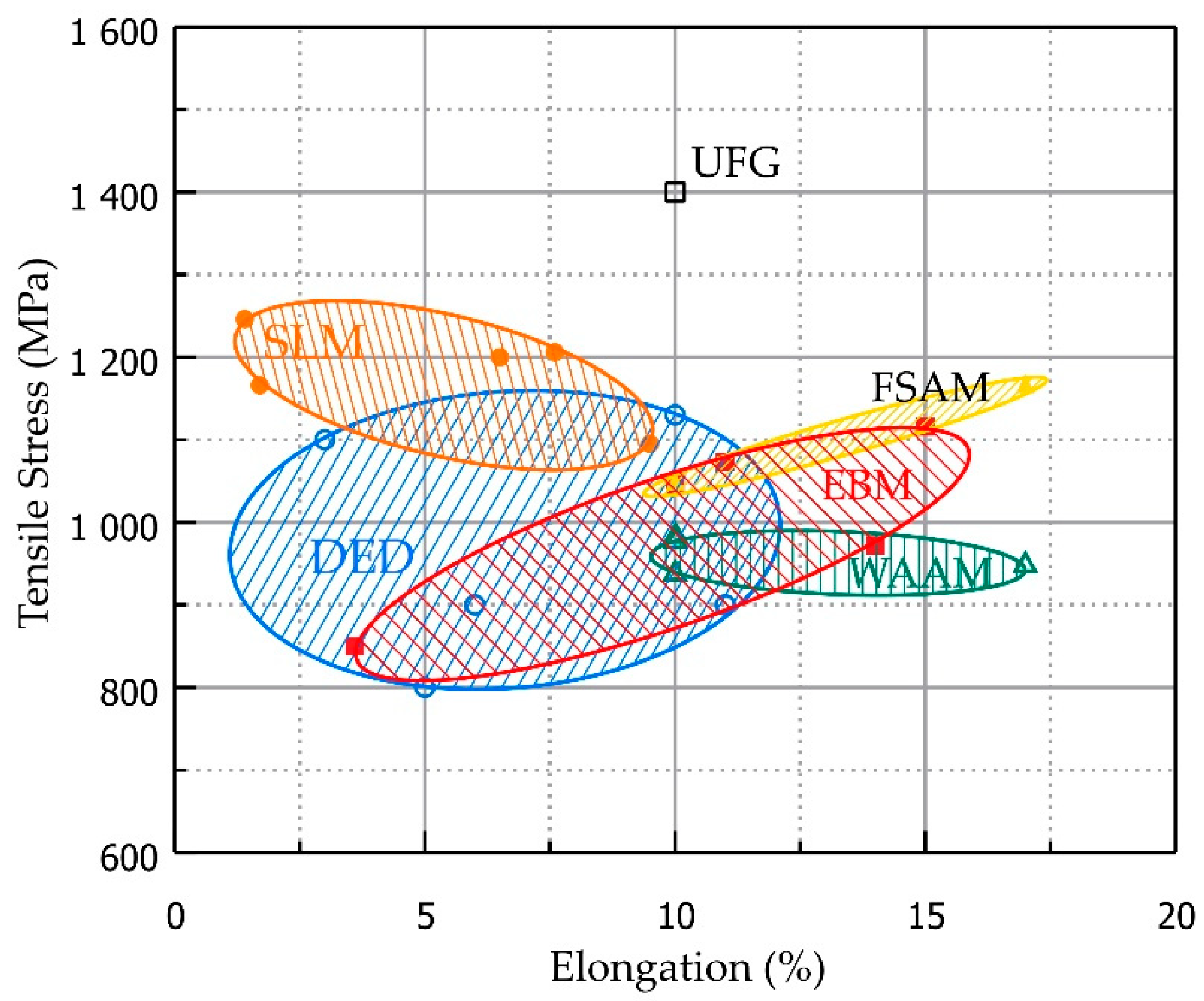
4. Mechanical Properties of Titanium Alloys Obtained by Various Additive Methods
5. Ways to Improve the Mechanical Properties of Titanium Alloys Produced by Additive Manufacturing
5.1. Hydrogenation of the Synthesized Material
5.2. Additional Strengthening of Synthesized Workpieces
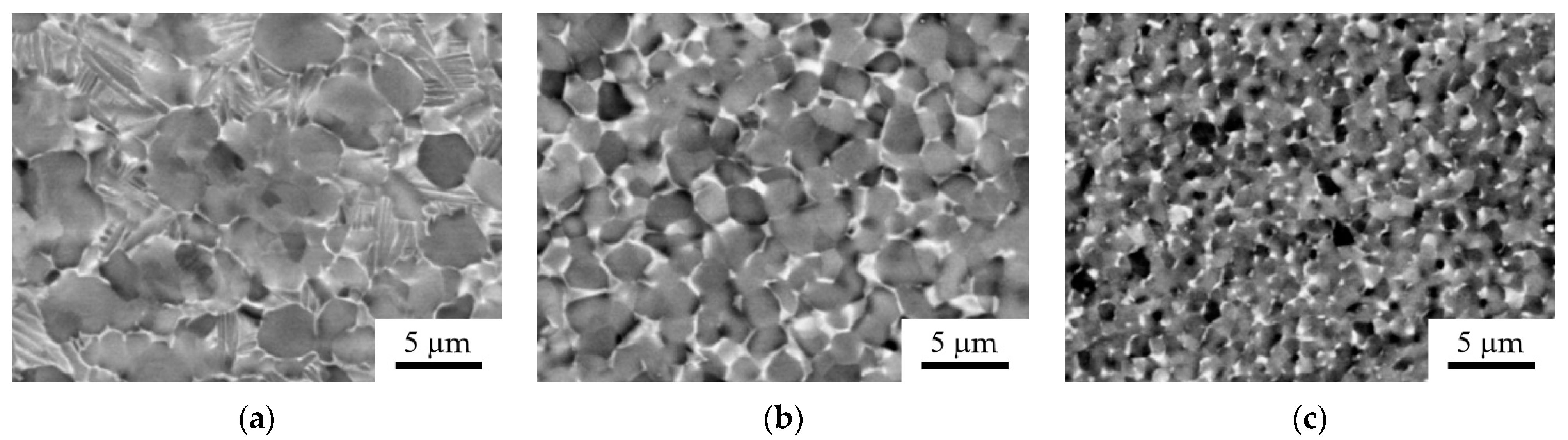
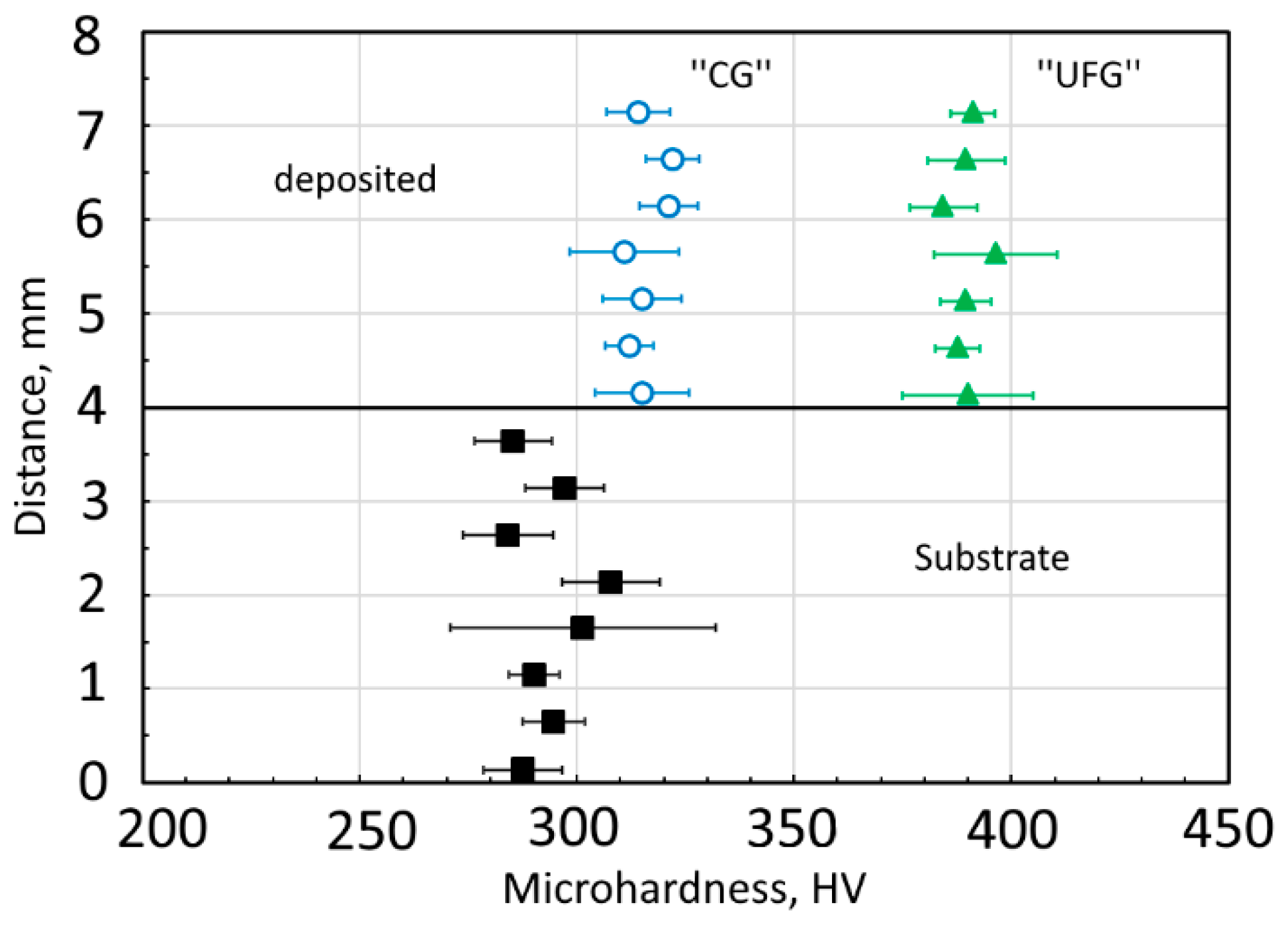
5.3. Prospects for Producing Nanostructured Titanium Alloys: New Challenges
6. Summary
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Veiga, C.; Davim, J.; Loureiro, A. Properties and Applications of Titanium Alloys: A Brief Review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Zhao, Q.; Sun, Q.; Xin, S.; Chen, Y.; Wu, C.; Wang, H.; Xu, J.; Wan, M.; Zeng, W.; Zhao, Y. High-Strength Titanium Alloys for Aerospace Engineering Applications: A Review on Melting-Forging Process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Liu, Z.; He, B.; Lyu, T.; Zou, Y. A Review on Additive Manufacturing of Titanium Alloys for Aerospace Applications: Directed Energy Deposition and Beyond Ti-6Al-4V. JOM 2021, 73, 1804–1818. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Stark, A.; Schell, N.; Haubrich, J.; Requena, G. Peritectic Titanium Alloys for 3D Printing. Nat. Commun. 2018, 9, 3426. [Google Scholar] [CrossRef] [PubMed]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components–Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A Review of the Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality Improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Ram, G.D.J.; Stucker, B.E. Additive Manufacturing with Friction Welding and Friction Deposition Processes. Int. J. Rapid Manuf. 2012, 3, 56–69. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Babu, S.; Rajan, S.V.; Rafi, K.H.; Ram, G.D.J.; Stucker, B.E. Use of Friction Surfacing for Additive Manufacturing. Mater. Manuf. Process. 2013, 28, 189–194. [Google Scholar] [CrossRef]
- Enomoto, M. Friction Stir Welding: Research and Industrial Applications. Weld. Int. 2003, 17, 341–345. [Google Scholar] [CrossRef]
- Okamura, H.; Aota, K.; Takai, H.; Ezumi, M. Problems for Application and Situation of Development in Friction Stir Welding. J. Jpn. Weld. Soc. 2003, 72, 436–444. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Microstructural Characterisation of Stir Zone Containing Residual Ferrite in Friction Stir Welded 304 Austenitic Stainless Steel. Sci. Technol. Weld. Join. 2005, 10, 550–556. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Development of Grain Structure during Friction Stir Welding of Pure Titanium. Acta Mater. 2009, 57, 4519–4528. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications, 1st ed.; Wiley: Hoboken, NJ, USA, 2013; ISBN 978-1-118-09540-9. [Google Scholar]
- Kiran, M.B. Additive Manufacturing of Titanium Alloys—A Review. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Singapore, 7–11 March 2021; IEOM Society International: Singapore. [Google Scholar]
- Leon, A.; Levy, G.K.; Ron, T.; Shirizly, A.; Aghion, E. The Effect of Hot Isostatic Pressure on the Corrosion Performance of Ti-6Al-4 V Produced by an Electron-Beam Melting Additive Manufacturing Process. Addit. Manuf. 2020, 33, 101039. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, S.; Liu, Y.; Guo, H.; Shi, W. Titanium Alloy Fabricated by Additive Manufacturing for Medical Applications: Obtaining, Characterization and Application—Review. Metals 2023, 13, 462. [Google Scholar] [CrossRef]
- Cao, S.; Zou, Y.; Lim, C.V.S.; Wu, X. Review of Laser Powder Bed Fusion (LPBF) Fabricated Ti-6Al-4V: Process, Post-Process Treatment, Microstructure, and Property. Light Adv. Manuf. 2021, 2, 313–332. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Attar, H.; Calin, M.; Eckert, J. Review on Manufacture by Selective Laser Melting and Properties of Titanium Based Materials for Biomedical Applications. Mater. Technol. 2016, 31, 66–76. [Google Scholar] [CrossRef]
- Hao, Y.-L.; Li, S.-J.; Yang, R. Biomedical Titanium Alloys and Their Additive Manufacturing. Rare Met. 2016, 35, 661–671. [Google Scholar] [CrossRef]
- Hemes, S.; Meiners, F.; Sizova, I.; Hama-Saleh, R.; Röhrens, D.; Weisheit, A.; Häfner, C.; Bambach, M. Microstructures and Mechanical Properties of Hybrid, Additively Manufactured Ti6Al4V after Thermomechanical Processing. Materials 2021, 14, 1039. [Google Scholar] [CrossRef] [PubMed]
- Eskandari Sabzi, H. Powder Bed Fusion Additive Layer Manufacturing of Titanium Alloys. Mater. Sci. Technol. 2019, 35, 875–890. [Google Scholar] [CrossRef]
- Treutler, K.; Wesling, V. The Current State of Research of Wire Arc Additive Manufacturing (WAAM): A Review. Appl. Sci. 2021, 11, 8619. [Google Scholar] [CrossRef]
- Long, P.; Wen, D.; Min, J.; Zheng, Z.; Li, J.; Liu, Y. Microstructure Evolution and Mechanical Properties of a Wire-Arc Additive Manufactured Austenitic Stainless Steel: Effect of Processing Parameter. Materials 2021, 14, 1681. [Google Scholar] [CrossRef]
- Brandl, E.; Schoberth, A.; Leyens, C. Morphology, Microstructure, and Hardness of Titanium (Ti-6Al-4V) Blocks Deposited by Wire-Feed Additive Layer Manufacturing (ALM). Mater. Sci. Eng. A 2012, 532, 295–307. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive Manufacturing of Steels: A Review of Achievements and Challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Mok, S.H.; Bi, G.; Folkes, J.; Pashby, I.; Segal, J. Deposition of Ti–6Al–4V Using a High Power Diode Laser and Wire, Part II: Investigation on the Mechanical Properties. Surf. Coat. Technol. 2008, 202, 4613–4619. [Google Scholar] [CrossRef]
- Syed, A.K.; Zhang, X.; Caballero, A.; Shamir, M.; Williams, S. Influence of Deposition Strategies on Tensile and Fatigue Properties in a Wire + Arc Additive Manufactured Ti-6Al-4V. Int. J. Fatigue 2021, 149, 106268. [Google Scholar] [CrossRef]
- Welsch, G.; Boyer, R.; Collings, E.W. (Eds.) Materials Properties Handbook: Titanium Alloys; ASM International: Materials Park, OH, USA, 1994; ISBN 978-0-87170-481-8. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-71397-5. [Google Scholar]
- Bergmann, J.P. Laserstrahlschweißen von Titanwerkstoffen Unter Berücksichtigung Des Einflusses Des Sauerstoffes. Mater. Werkst. 2004, 35, 543–556. [Google Scholar] [CrossRef]
- Elitzer, D.; Höppel, H.W.; Göken, M.; Baier, D.; Fuchs, C.; Bähr, H.; Meyer, T.; Gallasch, A. Influence of Wire Arc Additive Manufacturing of Ti-6Al-4V on Microstructure and Mechanical Properties for Potential Large-Scale Aviation Parts. MATEC Web Conf. 2020, 321, 03037. [Google Scholar] [CrossRef]
- Raut, L.P.; Taiwade, R.V. Wire Arc Additive Manufacturing: A Comprehensive Review and Research Directions. J. Mater. Eng. Perform. 2021, 30, 4768–4791. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, C.-T. Design of Titanium Alloys by Additive Manufacturing: A Critical Review. Adv. Powder Mater. 2022, 1, 100014. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Cui, Y.-W.; Zhang, L.-C. Recent Development in Beta Titanium Alloys for Biomedical Applications. Metals 2020, 10, 1139. [Google Scholar] [CrossRef]
- Duan, R.; Li, S.; Cai, B.; Zhu, W.; Ren, F.; Attallah, M.M. A High Strength and Low Modulus Metastable β Ti-12Mo-6Zr-2Fe Alloy Fabricated by Laser Powder Bed Fusion in-Situ Alloying. Addit. Manuf. 2021, 37, 101708. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Rabadia, C.D.; Liang, S.-X.; Sercombe, T.B.; Zhang, L.-C. Microstructural Homogeneity and Mechanical Behavior of a Selective Laser Melted Ti-35Nb Alloy Produced from an Elemental Powder Mixture. J. Mater. Sci. Technol. 2021, 61, 221–233. [Google Scholar] [CrossRef]
- Mantri, S.A.; Alam, T.; Choudhuri, D.; Yannetta, C.J.; Mikler, C.V.; Collins, P.C.; Banerjee, R. The Effect of Boron on the Grain Size and Texture in Additively Manufactured β-Ti Alloys. J. Mater. Sci. 2017, 52, 12455–12466. [Google Scholar] [CrossRef]
- Borkar, T.; Gopagoni, S.; Nag, S.; Hwang, J.Y.; Collins, P.C.; Banerjee, R. In Situ Nitridation of Titanium–Molybdenum Alloys during Laser Deposition. J. Mater. Sci. 2012, 47, 7157–7166. [Google Scholar] [CrossRef]
- Ummethala, R.; Karamched, P.S.; Rathinavelu, S.; Singh, N.; Aggarwal, A.; Sun, K.; Ivanov, E.; Kollo, L.; Okulov, I.; Eckert, J.; et al. Selective Laser Melting of High-Strength, Low-Modulus Ti–35Nb–7Zr–5Ta Alloy. Materialia 2020, 14, 100941. [Google Scholar] [CrossRef]
- Mishra, R.S.; Haridas, R.S.; Agrawal, P. Friction Stir-Based Additive Manufacturing. Sci. Technol. Weld. Join. 2022, 27, 141–165. [Google Scholar] [CrossRef]
- Kim, J.-D.; Peng, Y. Plunging Method for Nd:YAG Laser Cladding with Wire Feeding. Opt. Lasers Eng. 2000, 33, 299–309. [Google Scholar] [CrossRef]
- Kim, J.D.; Kang, K.H.; Kim, J.N. Nd: YAG Laser Cladding of Marine Propeller with Hastelloy C-22. Appl. Phys. A 2004, 79, 1583–1585. [Google Scholar] [CrossRef]
- Gopan, V.; Leo Dev Wins, K.; Surendran, A. Innovative Potential of Additive Friction Stir Deposition among Current Laser Based Metal Additive Manufacturing Processes: A Review. CIRP J. Manuf. Sci. Technol. 2021, 32, 228–248. [Google Scholar] [CrossRef]
- Hassan, A.; Pedapati, S.R.; Awang, M.; Soomro, I.A. A Comprehensive Review of Friction Stir Additive Manufacturing (FSAM) of Non-Ferrous Alloys. Materials 2023, 16, 2723. [Google Scholar] [CrossRef] [PubMed]
- Pattanashetti, N. Recent Advances in Friction Stir Additive Manufacturing: A Comprehensive Review. Int. J. All Res. Educ. Sci. Methods 2024, 12, 2645–2648. [Google Scholar]
- Mironov, S.; Sato, Y.S.; Kokawa, H.; Hirano, S.; Pilchak, A.L.; Semiatin, S.L. Microstructural Characterization of Friction-Stir Processed Ti-6Al-4V. Metals 2020, 10, 976. [Google Scholar] [CrossRef]
- Lienert, T.J. Microstucture and Mechanical Properties of Friction Stir Welded Titanium alloys. In Friction Stir Welding and Processing; Mishra, R.S., Mahoney, M.W., Eds.; ASM International: Materials Park, OH, USA, 2007; pp. 123–155. ISBN 978-0-87170-848-9. [Google Scholar]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Microstructural Characteristics and Mechanical Properties of Ti–6Al–4V Friction Stir Welds. Mater. Sci. Eng. A 2008, 485, 448–455. [Google Scholar] [CrossRef]
- Mironov, S. Microstructural Aspects of Friction Stir Welding. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1014, 012024. [Google Scholar] [CrossRef]
- Lauro, A. Friction Stir Welding of Titanium Alloys. Weld. Int. 2012, 26, 8–21. [Google Scholar] [CrossRef]
- Su, J.; Wang, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Microstructure and Mechanical Properties of a Friction Stir Processed Ti–6Al–4V Alloy. Mater. Sci. Eng. A 2013, 573, 67–74. [Google Scholar] [CrossRef]
- Edwards, P.D.; Ramulu, M. Investigation of Microstructure, Surface and Subsurface Characteristics in Titanium Alloy Friction Stir Welds of Varied Thicknesses. Sci. Technol. Weld. Join. 2009, 14, 476–483. [Google Scholar] [CrossRef]
- Edwards, P.D.; Ramulu, M. Comparative Study of Fatigue and Fracture in Friction Stir and Electron Beam Welds of 24 Mm Thick Titanium Alloy Ti-6Al-4 V. Fatigue Fract. Eng. Mater. Struct. 2016, 39, 1226–1240. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Juhas, M.C.; Williams, J.C. Observations of Tool-Workpiece Interactions during Friction Stir Processing of Ti-6Al-4V. Met. Mater. Trans. A 2007, 38, 435–437. [Google Scholar] [CrossRef]
- Wang, J.; Su, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Tool Wear Mechanisms in Friction Stir Welding of Ti–6Al–4V Alloy. Wear 2014, 321, 25–32. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Norfleet, D.M.; Juhas, M.C.; Williams, J.C. Friction Stir Processing of Investment-Cast Ti-6Al-4V: Microstructure and Properties. Met. Mater. Trans. A 2008, 39, 1519–1524. [Google Scholar] [CrossRef]
- Pilchak, A.L.; Juhas, M.C.; Williams, J.C. Microstructural Changes Due to Friction Stir Processing of Investment-Cast Ti-6Al-4V. Met. Mater. Trans. A 2007, 38, 401–408. [Google Scholar] [CrossRef]
- Muzvidziwa, M.; Okazaki, M.; Suzuki, K.; Hirano, S. Role of Microstructure on the Fatigue Crack Propagation Behavior of a Friction Stir Welded Ti–6Al–4V. Mater. Sci. Eng. A 2016, 652, 59–68. [Google Scholar] [CrossRef]
- Yoon, S.; Ueji, R.; Fujii, H. Microstructure and Texture Distribution of Ti–6Al–4V Alloy Joints Friction Stir Welded below β-Transus Temperature. J. Mater. Process. Technol. 2016, 229, 390–397. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Pilchak, A.L.; Juhas, M.C.; Williams, J.C. Microstructural Refinement and Property Enhancement of Cast Light Alloys via Friction Stir Processing. Scr. Mater. 2008, 58, 361–366. [Google Scholar] [CrossRef]
- Ramirez, A.J.; Juhas, M.C. Microstructural Evolution in Ti-6Al-4V Friction Stir Welds. Mater. Sci. Forum 2003, 426–432, 2999–3004. [Google Scholar] [CrossRef]
- John, R.; Jata, K.; Sadananda, K. Residual Stress Effects on Near-Threshold Fatigue Crack Growth in Friction Stir Welds in Aerospace Alloys. Int. J. Fatigue 2003, 25, 939–948. [Google Scholar] [CrossRef]
- Mironov, S.; Zhang, Y.; Sato, Y.S.; Kokawa, H. Crystallography of Transformed β Microstructure in Friction Stir Welded Ti–6Al–4V Alloy. Scr. Mater. 2008, 59, 511–514. [Google Scholar] [CrossRef]
- Pilchak, A.L. The Relationship between Friction Stir Process (FSP) Parameters and Microstructure in Investment Cast TI-6AL-4V. In Friction Stir Welding and Processing; TMS: Warrendale, PA, USA, 2007; Volume IV, pp. 419–428. [Google Scholar]
- Liu, H.; Zhou, L. Microstructural Zones and Tensile Characteristics of Friction Stir Welded Joint of TC4 Titanium Alloy. Trans. Nonferrous Met. Soc. China 2010, 20, 1873–1878. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Semenova, I.P.; Polyakova, V.V.; Dyakonov, G.S.; Polyakov, A.V. Ultrafine-Grained Titanium-Based Alloys: Structure and Service Properties for Engineering Applications. Adv. Eng. Mater. 2020, 22, 1900651. [Google Scholar] [CrossRef]
- Guo, Y.; Fang, Y.; Dai, G.; Sun, Z.; Wang, Y.; Yuan, Q. The Effect of Hydrogen Treatment on Microstructures Evolution and Mechanical Properties of Titanium Alloy Fabricated by Selective Laser Melting. J. Alloys Compd. 2022, 890, 161642. [Google Scholar] [CrossRef]
- Sun, Z.; Qi, F.; Guo, Y.; Wang, Y.; Chang, H.; Wu, F.; Chen, W.; Ji, X. The Effect of Hydrogen on the Grain Refinement and Mechanisms for Ti6Al4V Alloys during Laser Melting Deposition. J. Alloys Compd. 2021, 877, 160122. [Google Scholar] [CrossRef]
- Xiaolong, C.; Zulei, L.; Yanhua, G.; Zhonggang, S.; Yaoqi, W.; Lian, Z. A Study on the Grain Refinement Mechanism of Ti-6Al-4V Alloy Produced by Wire Arc Additive Manufacturing Using Hydrogenation Treatment Processes. J. Alloys Compd. 2022, 890, 161634. [Google Scholar] [CrossRef]
- Yoon, S.; Ueji, R.; Fujii, H. Effect of Initial Microstructure on Ti–6Al–4V Joint by Friction Stir Welding. Mater. Des. 2015, 88, 1269–1276. [Google Scholar] [CrossRef]
- Liu, H.J.; Zhou, L.; Liu, Q.W. Microstructural Evolution Mechanism of Hydrogenated Ti–6Al–4V in the Friction Stir Welding and Post-Weld Dehydrogenation Process. Scr. Mater. 2009, 61, 1008–1011. [Google Scholar] [CrossRef]
- Martina, F.; Williams, S.W.; Colegrove, P.A. Improved Microstructure and Increased Mechanical Properties of Additive Manufacture Produced Ti–6Al–4V by Interpass Cold Rolling. In Proceedings of the 24th International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- Shchitsyn, Y.; Kartashev, M.; Krivonosova, E.; Olshanskaya, T.; Trushnikov, D. Formation of Structure and Properties of Two-Phase Ti-6Al-4V Alloy during Cold Metal Transfer Additive Deposition with Interpass Forging. Materials 2021, 14, 4415. [Google Scholar] [CrossRef]
- Meng, X.; Min, J.; Sun, Z.; Zhang, W.; Chang, H.; Han, Y. Columnar to Equiaxed Grain Transition of Laser Deposited Ti6Al4V Using Nano-Sized B4C Particles. Compos. Part B Eng. 2021, 212, 108667. [Google Scholar] [CrossRef]
- Olshanskaya, T.; Trushnikov, D.; Dushina, A.; Ganeev, A.; Polyakov, A.; Semenova, I. Microstructure and Properties of the 308LSi Austenitic Steel Produced by Plasma-MIG Deposition Welding with Layer-by-Layer Peening. Metals 2022, 12, 82. [Google Scholar] [CrossRef]
- Shchitsyn, Y.D.; Krivonosova, E.A.; Trushnikov, D.N.; Ol’shanskaya, T.V.; Kartashov, M.F.; Neulybin, S.D. Use of CMT-Surfacing for Additive Formation of Titanium Alloy Workpieces. Metallurgist 2020, 64, 67–74. [Google Scholar] [CrossRef]
- Pouzet, S.; Peyre, P.; Gorny, C.; Castelnau, O.; Baudin, T.; Brisset, F.; Colin, C.; Gadaud, P. Additive Layer Manufacturing of Titanium Matrix Composites Using the Direct Metal Deposition Laser Process. Mater. Sci. Eng. A 2016, 677, 171–181. [Google Scholar] [CrossRef]
- Gu, D.; Wang, Z.; Shen, Y.; Li, Q.; Li, Y. In-Situ TiC Particle Reinforced Ti–Al Matrix Composites: Powder Preparation by Mechanical Alloying and Selective Laser Melting Behavior. Appl. Surf. Sci. 2009, 255, 9230–9240. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, D.; Zhou, J.; Sun, D. A Review of Dissimilar Welding for Titanium Alloys with Light Alloys. Metall. Res. Technol. 2021, 118, 213. [Google Scholar] [CrossRef]
- Stráský, J.; Janeček, M.; Semenova, I.; Čížek, J.; Bartha, K.; Harcuba, P.; Polyakova, V.; Gatina, S. Microstructure and Lattice Defects in Ultrafine Grained Biomedical α + β and Metastable β Ti Alloys. In Titanium in Medical and Dental Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 455–475. ISBN 978-0-12-812456-7. [Google Scholar]
- Gatina, S.A.; Polyakova, V.V.; Modina, I.M.; Semenova, I.P. Fatigue Behavior and Fracture Features of Ti-15Mo Alloy in β-, (α + β)-, and Ultrafine-Grained Two-Phase States. Metals 2023, 13, 580. [Google Scholar] [CrossRef]
- Gatina, S.A.; Polyakova, V.V.; Polyakov, A.V.; Semenova, I.P. Microstructure and Mechanical Properties of β-Titanium Ti-15Mo Alloy Produced by Combined Processing Including ECAP-Conform and Drawing. Materials 2022, 15, 8666. [Google Scholar] [CrossRef]
- Bartha, K.; Stráský, J.; Barriobero-Vila, P.; Šmilauerová, J.; Doležal, P.; Veselý, J.; Semenova, I.; Polyakova, V.; Janeček, M. In-Situ Investigation of Phase Transformations in Ultra-Fine Grained Ti15Mo Alloy. J. Alloys Compd. 2021, 867, 159027. [Google Scholar] [CrossRef]
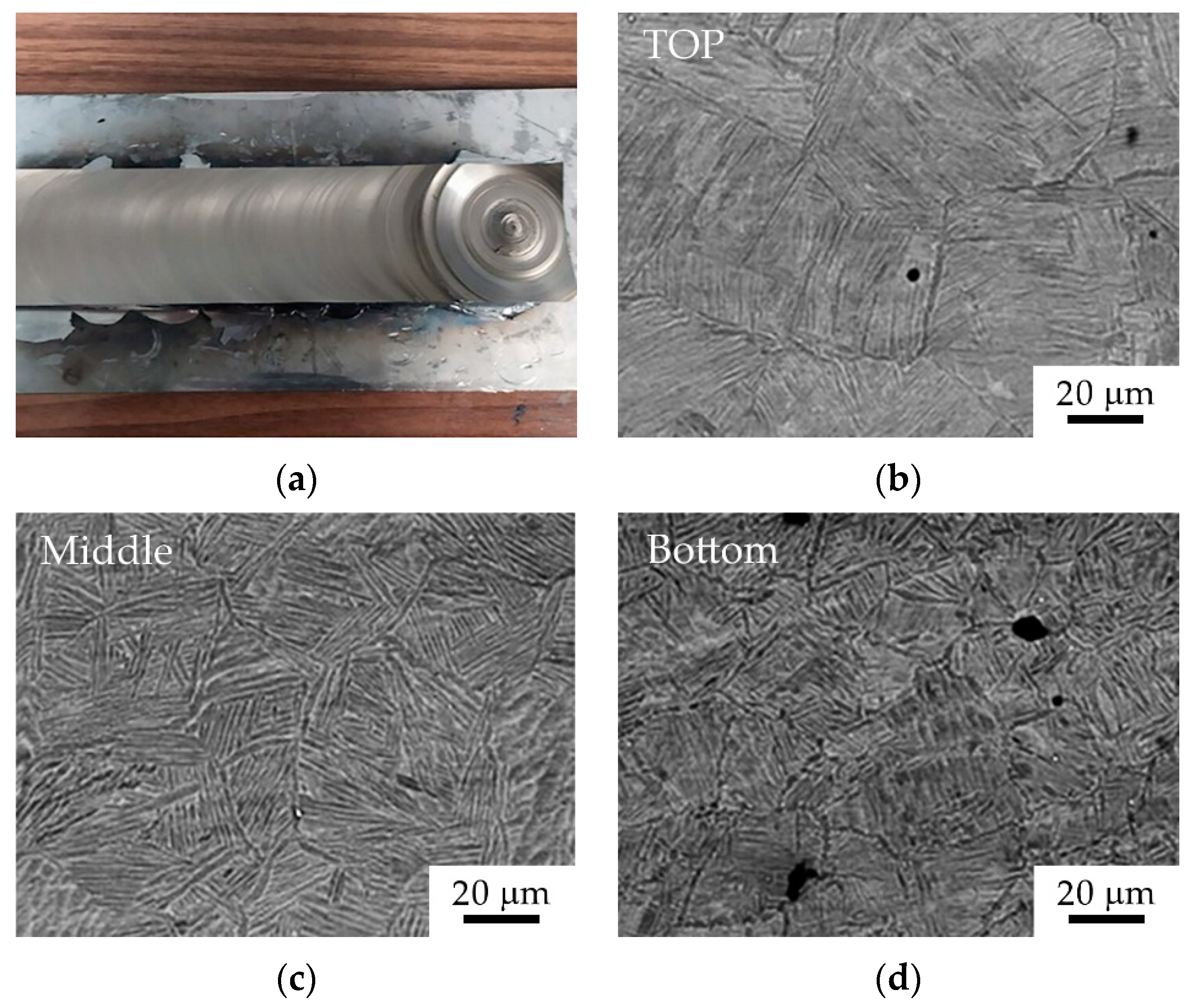
- Semenova, I.P.; Shchitsyn, Y.D.; Trushnikov, D.N.; Gareev, A.I.; Polyakov, A.V.; Pesin, M.V. Microstructural Features and Microhardness of the Ti-6Al-4V Alloy Synthesized by Additive Plasma Wire Deposition Welding. Materials 2023, 16, 941. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Semenova, I.P. Superplasticity in Nanostructured Materials: New Challenges. Mater. Sci. Eng. A 2007, 463, 2–7. [Google Scholar] [CrossRef]
- Medvedev, A.Y.; Astanin, V.V.; Semenova, I.P. The Role of Nanostructural Superplasticity in Blisk Manufacturing. Nanoindustry 2019, 12, 220–227. (In Russian) [Google Scholar]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Semenova, I.P.; Polyakov, A.V.; Dong, Y.; Sun, Z.; Alexandrov, I.V. Microstructure and Mechanical Properties of Titanium Alloys Produced by Additive Technologies: New Approaches and Promising Areas of Research. Metals 2024, 14, 966. https://doi.org/10.3390/met14090966
Semenova IP, Polyakov AV, Dong Y, Sun Z, Alexandrov IV. Microstructure and Mechanical Properties of Titanium Alloys Produced by Additive Technologies: New Approaches and Promising Areas of Research. Metals. 2024; 14(9):966. https://doi.org/10.3390/met14090966
Chicago/Turabian StyleSemenova, Irina P., Alexander V. Polyakov, Yuecheng Dong, Zhonggang Sun, and Igor V. Alexandrov. 2024. "Microstructure and Mechanical Properties of Titanium Alloys Produced by Additive Technologies: New Approaches and Promising Areas of Research" Metals 14, no. 9: 966. https://doi.org/10.3390/met14090966