Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture

 ,
, 
1. Introduction
 0> parallel to the extrusion direction (ED) [2,6]. An increase in the extrusion temperature increases the grain size [9] but its effect on the texture is not clearly known. The initial microstructure has a strong influence on the hot working behavior of AZ31 alloy [2] which is through the effect of the initial texture [16] on the dynamic recrystallization (DRX) process. Wu and Liu [17] reported that even large grained AZ31 exhibits superplastic deformation when deformed at 500 °C due to the occurrence of DRX in the initial stages of deformation resulting in a stable fine grain size. Alternately, Tan and Tan [18] reported a two stage method of first refining the grain size by a lower temperature (250 °C) deformation and then by deforming at much higher temperatures (400 °C or 450 °C). In both the above methods, not only does the grain size change but also the texture, both of which influence the response to hot deformation [10]. The aim of the present investigation is to evaluate the influence of extrusion temperature on the hot working characteristics of AZ31 extruded product through its effect primarily on the texture developed in the starting material. With a view to bring out the effect of texture, the results obtained on the extruded alloy have been compared with those obtained on cast-homogenized AZ31 [19] with a near-random texture.
0> parallel to the extrusion direction (ED) [2,6]. An increase in the extrusion temperature increases the grain size [9] but its effect on the texture is not clearly known. The initial microstructure has a strong influence on the hot working behavior of AZ31 alloy [2] which is through the effect of the initial texture [16] on the dynamic recrystallization (DRX) process. Wu and Liu [17] reported that even large grained AZ31 exhibits superplastic deformation when deformed at 500 °C due to the occurrence of DRX in the initial stages of deformation resulting in a stable fine grain size. Alternately, Tan and Tan [18] reported a two stage method of first refining the grain size by a lower temperature (250 °C) deformation and then by deforming at much higher temperatures (400 °C or 450 °C). In both the above methods, not only does the grain size change but also the texture, both of which influence the response to hot deformation [10]. The aim of the present investigation is to evaluate the influence of extrusion temperature on the hot working characteristics of AZ31 extruded product through its effect primarily on the texture developed in the starting material. With a view to bring out the effect of texture, the results obtained on the extruded alloy have been compared with those obtained on cast-homogenized AZ31 [19] with a near-random texture. ) and temperature (T), given by [20]:
) and temperature (T), given by [20]:
 ):
):
2. Experimental Section
3. Results and Analysis
3.1. Initial Microstructure and Texture
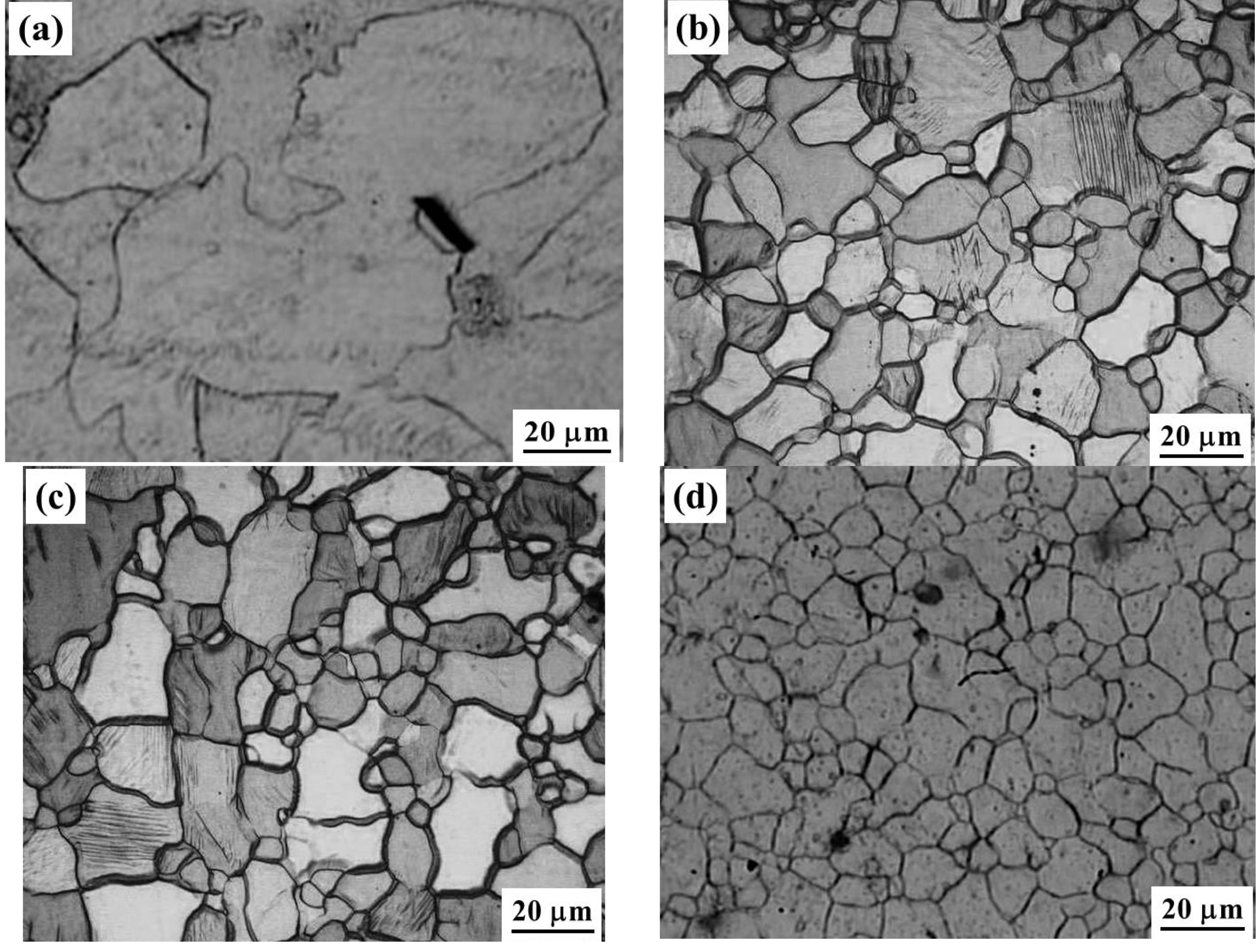
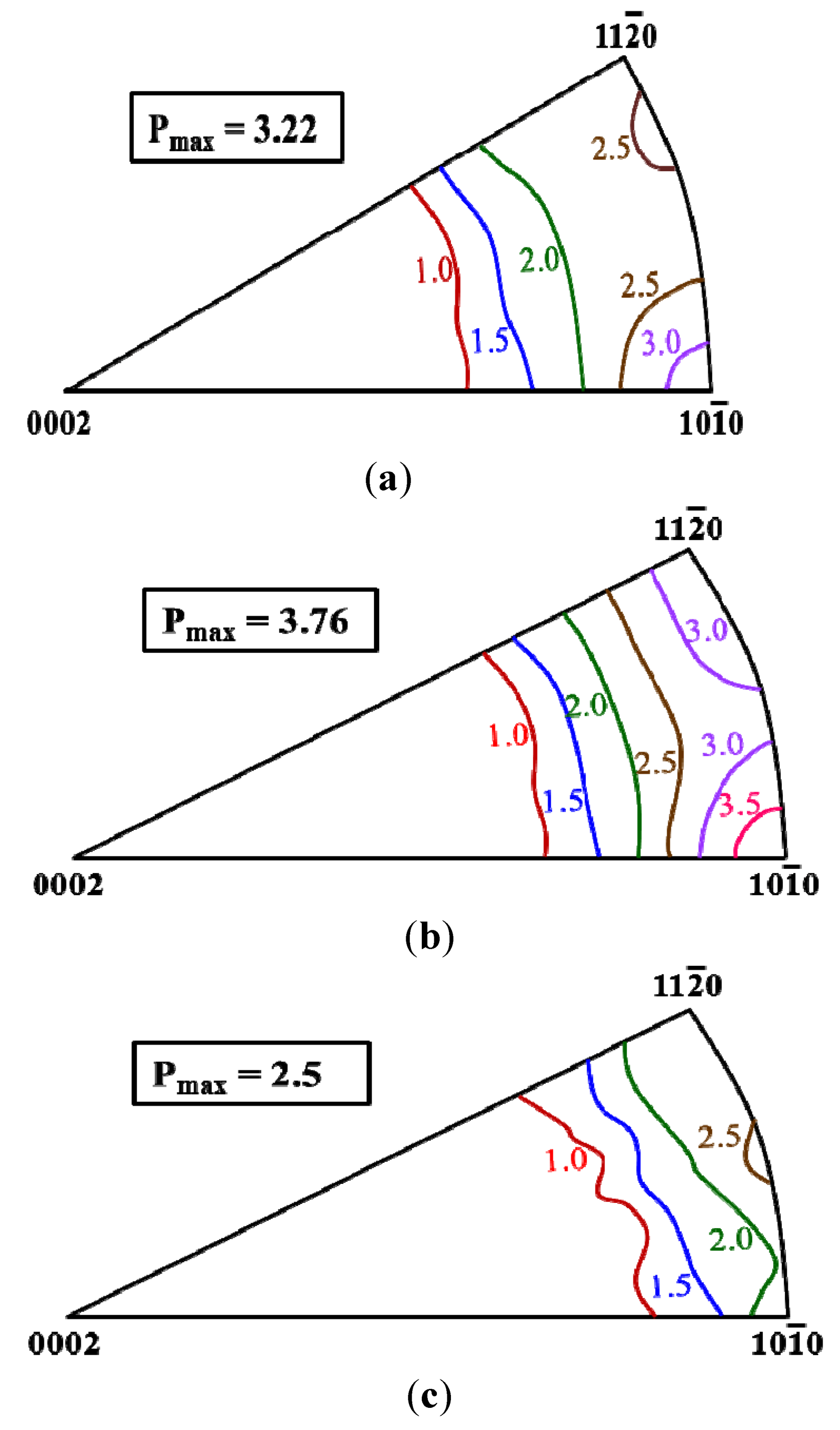
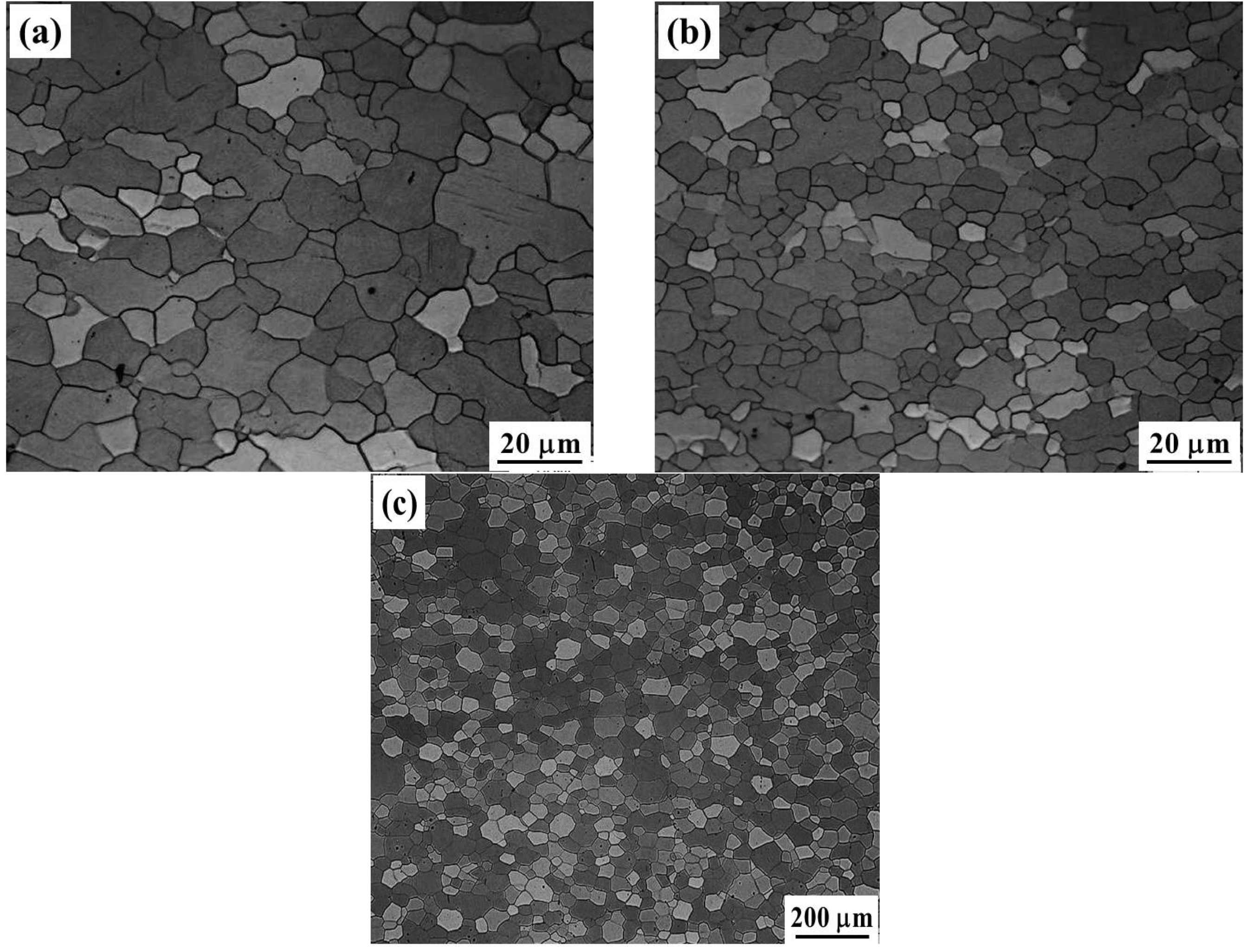
0> is parallel ED and the intensity of this texture is about 3.22, 3.76 and 2.5 times that of random for 300 °C, 350 °C and 450 °C extrusions respectively.0>. However, when the extrusion temperature is increased to 450 °C, pyramidal slip gets activated along with considerable cross-slip which will reduce the <10 0> fiber texture and move the <10 0> pole away from the extrusion direction. Thus, extrusion at temperatures higher than 450 °C where pyramidal slip systems dominate the flow and a concomitant cross-slip will reduce the development of textures in AZ31.

3.2. Cast-Homogenized AZ31 Alloy
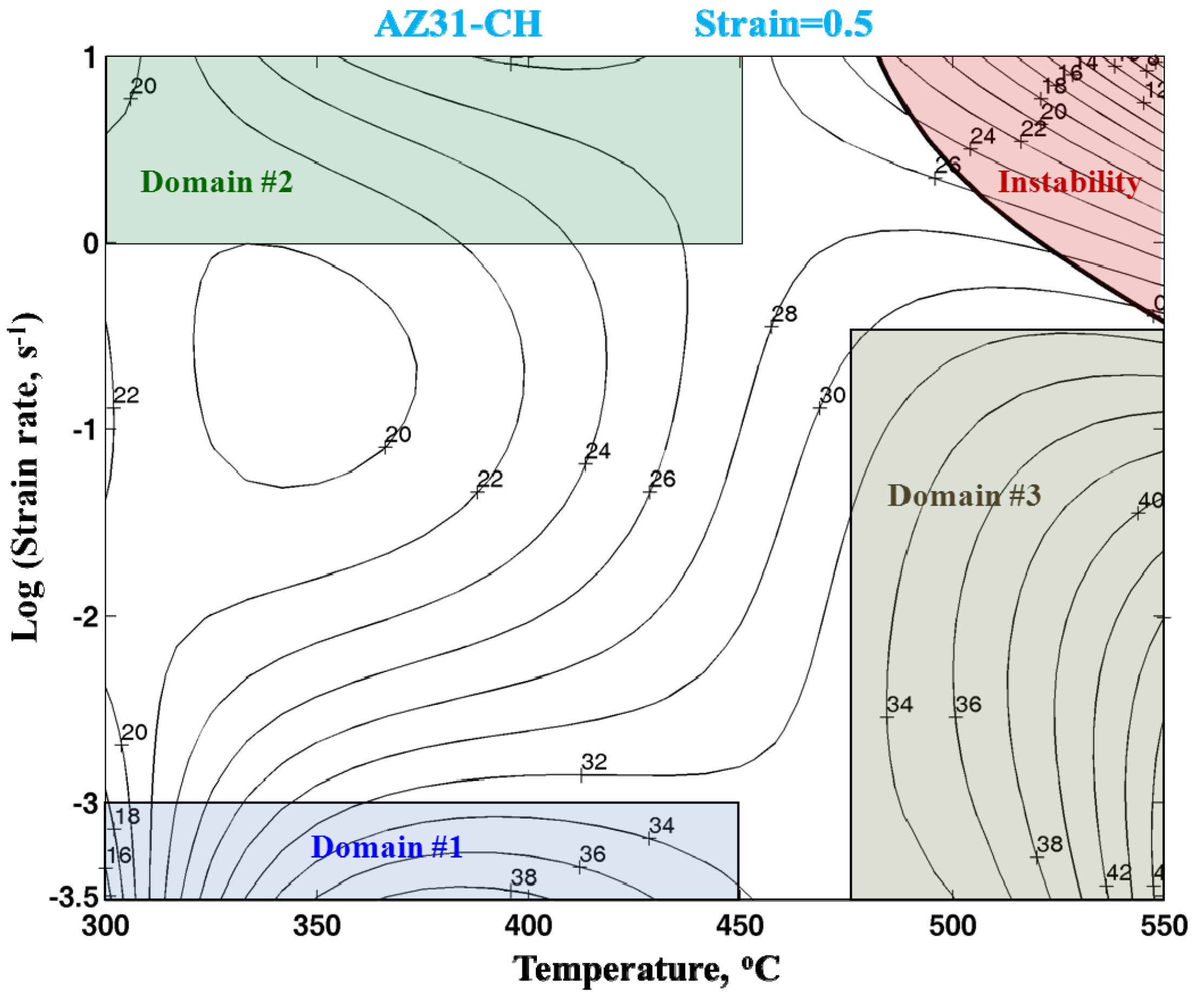
 0>; (2) prismatic slip {10 0}<11 0> ; (3) first order pyramidal slip {10 1}<11 0> and {10 2}<11 0>; and (4) second order pyramidal slip {11 2}<11 3> . In polycrystalline magnesium, while basal slip is the easiest to occur, prismatic slip contributes significantly to plastic flow at temperatures higher than about 225 °C and pyramidal slip is dominant beyond about 450 °C. In the cast alloy which has a near-random texture, basal + prismatic slip occur in domains #1 and #2 of the map, while pyramidal slip particularly {11 2}<11 3> is likely to contribute to plastic flow in domain #3. The recovery mechanism associated with basal + prismatic slip is the climb process since the stacking fault energy on basal planes is low (60–78 mJ/m2) [44], while it is cross-slip at higher temperatures where pyramidal slip occurs since the stacking fault energy on pyramidal planes is high (173 mJ/m2) [45].
0>; (2) prismatic slip {10 0}<11 0> ; (3) first order pyramidal slip {10 1}<11 0> and {10 2}<11 0>; and (4) second order pyramidal slip {11 2}<11 3> . In polycrystalline magnesium, while basal slip is the easiest to occur, prismatic slip contributes significantly to plastic flow at temperatures higher than about 225 °C and pyramidal slip is dominant beyond about 450 °C. In the cast alloy which has a near-random texture, basal + prismatic slip occur in domains #1 and #2 of the map, while pyramidal slip particularly {11 2}<11 3> is likely to contribute to plastic flow in domain #3. The recovery mechanism associated with basal + prismatic slip is the climb process since the stacking fault energy on basal planes is low (60–78 mJ/m2) [44], while it is cross-slip at higher temperatures where pyramidal slip occurs since the stacking fault energy on pyramidal planes is high (173 mJ/m2) [45].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material condition | Domain | Domain characteristics | Kinetic parameters | Suggested mechanism | ||
|---|---|---|---|---|---|---|
| T & range | Peak η at
T & | n | Q, kJ/mol | |||
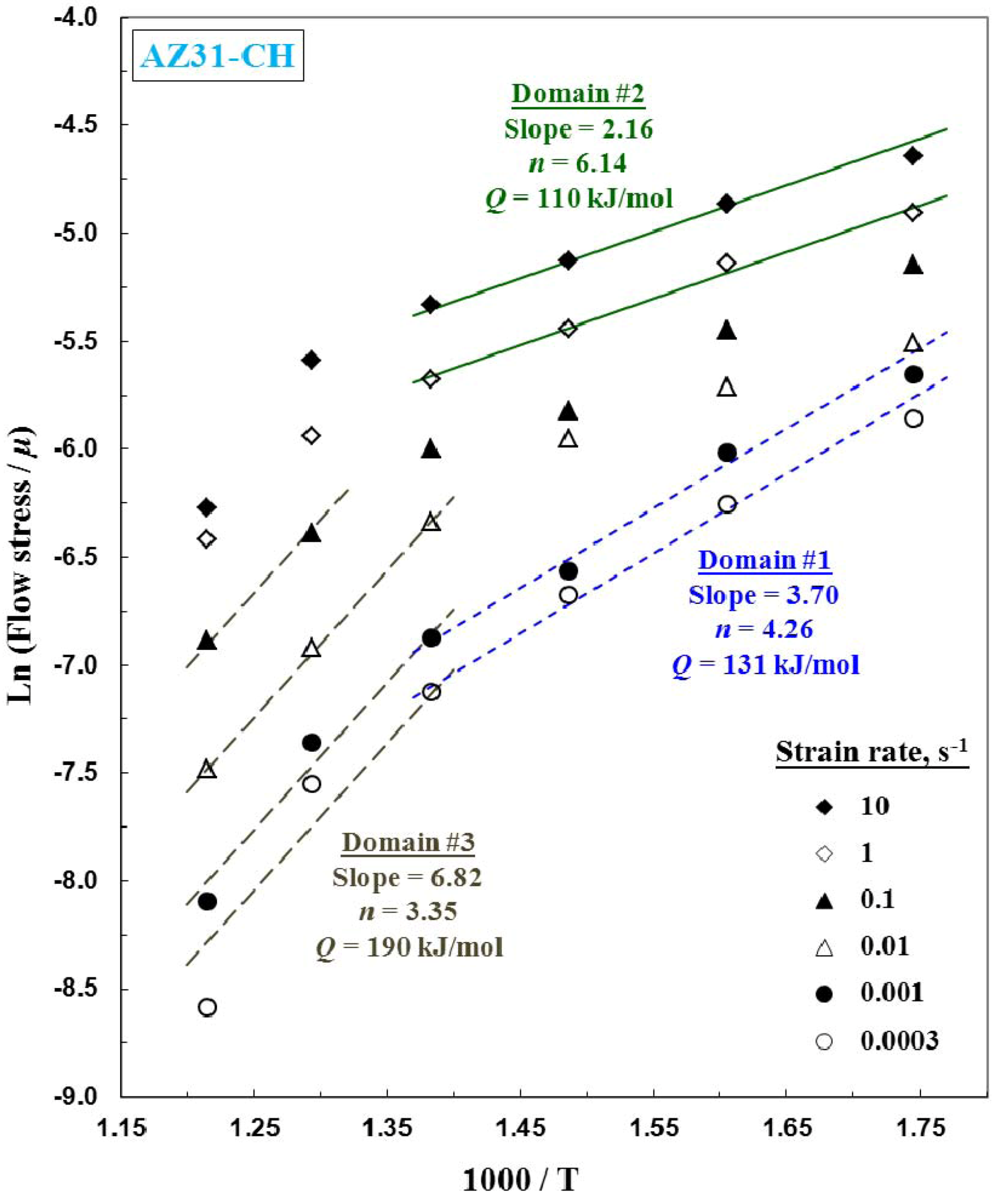
| C-H (Near-random Texture) | Domain #1 | 300–450 °C & 0.0003–0.001 s−1 | 38% at 375 °C & 0.0003 s−1 | 4.26 | 131 | DRX/Lattice Diffusion |
| Domain #2 | 300–450 °C & 1–10 s−1 | 28% at 400 °C & 10 s−1 | 6.14 | 110 | DRX/Grain Boundary Diffusion | |
| Domain #3 | 475–550 °C & 0.0003–0.3 s−1 | 46% at 550 °C & 0.001 s−1 | 3.35 | 190 | DRX/Cross-slip | |
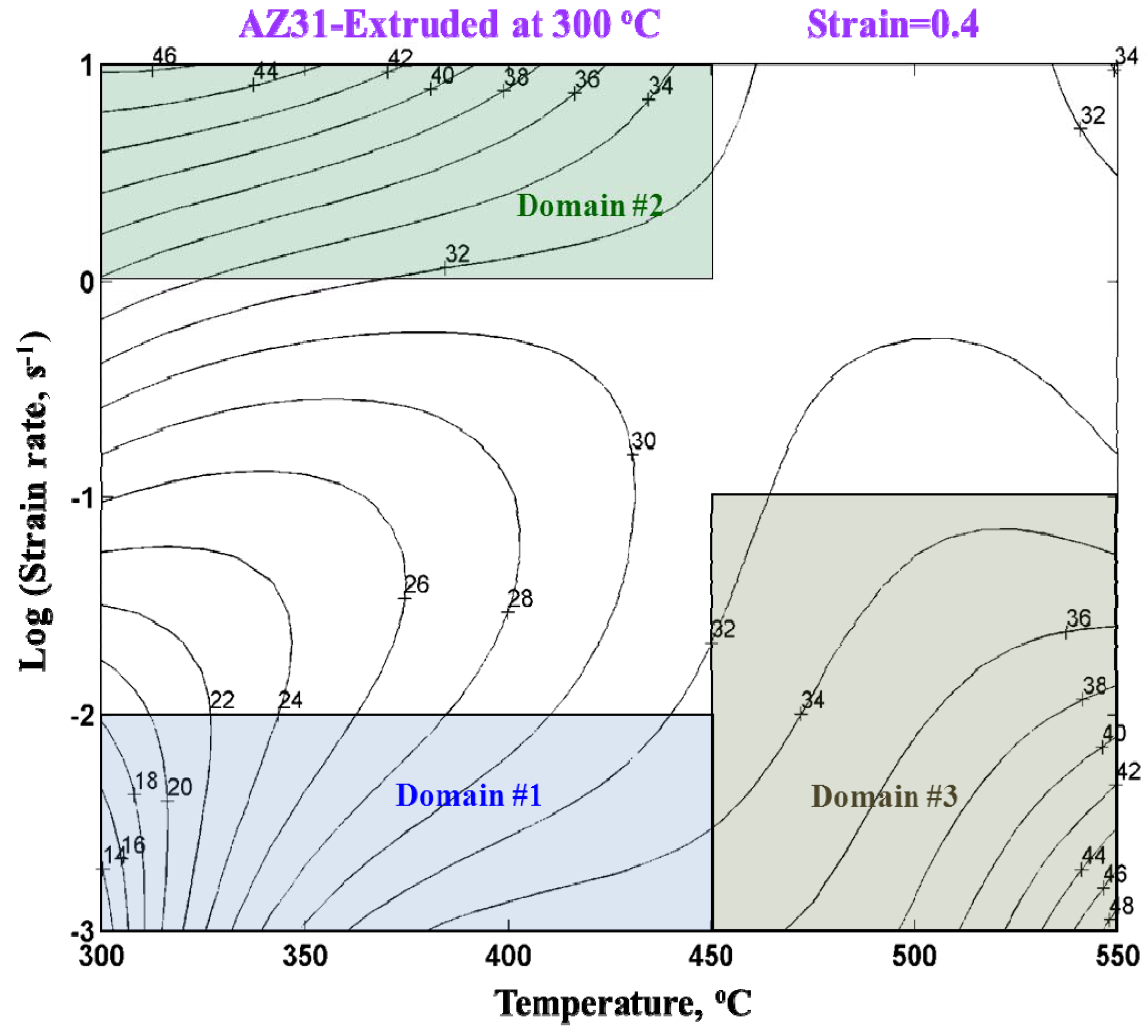
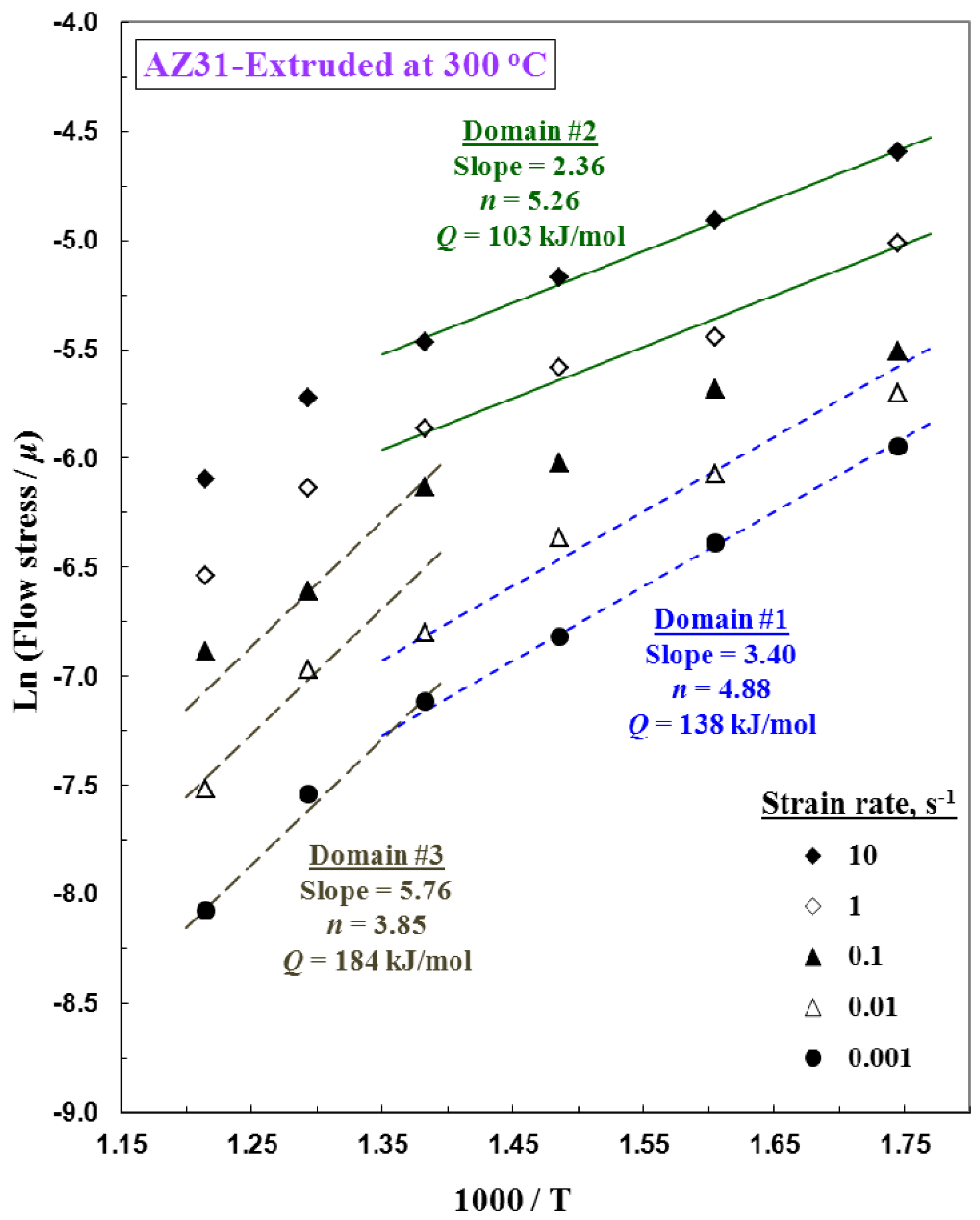
| Extruded at 300 °C | Domain #1 | 300–450 °C & 0.001–0.01 s−1 | 34% at 400 °C & 0.001 s−1 | 4.88 | 138 | DRX/Lattice Diffusion |
| Domain #2 | 300–450 °C & 1–10 s-1 | 46% at 300 °C & 10 s−1 | 5.26 | 103 | DRX/Grain Boundary Diffusion | |
| Domain #3 | 450–550° C & 0.001–0.1 s−1 | 48% at 550 °C & 0.001 s−1 | 3.85 | 184 | DRX/Cross-slip | |
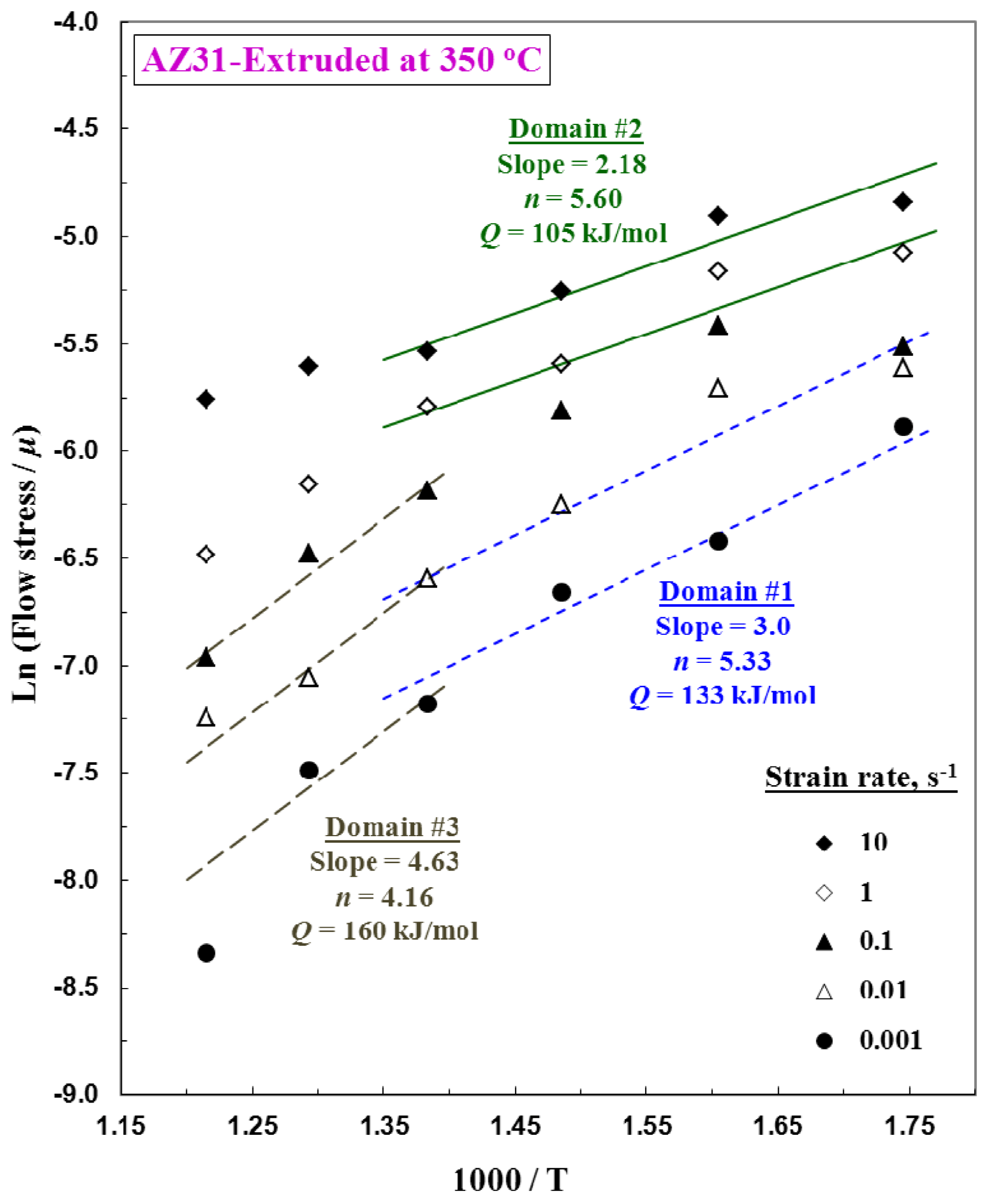
| Extruded at 350 °C | Domain #1 | 300–450°C & 0.001–0.01 s−1 | 56% at 375 °C & 0.001 s−1 | 5.33 | 133 | DRX/Lattice Diffusion |
| Domain #2 | 300–450 °C & 1–10 s−1 | 42% at 350 °C & 10 s−1 | 5.60 | 105 | DRX/Grain Boundary Diffusion | |
| Domain #3 | 500–550 °C & 0.001–0.01 s−1 | 82% at 550 °C & 0.001 s−1 | 4.16 | 160 | DRX/Cross-slip (Superplasticity) | |
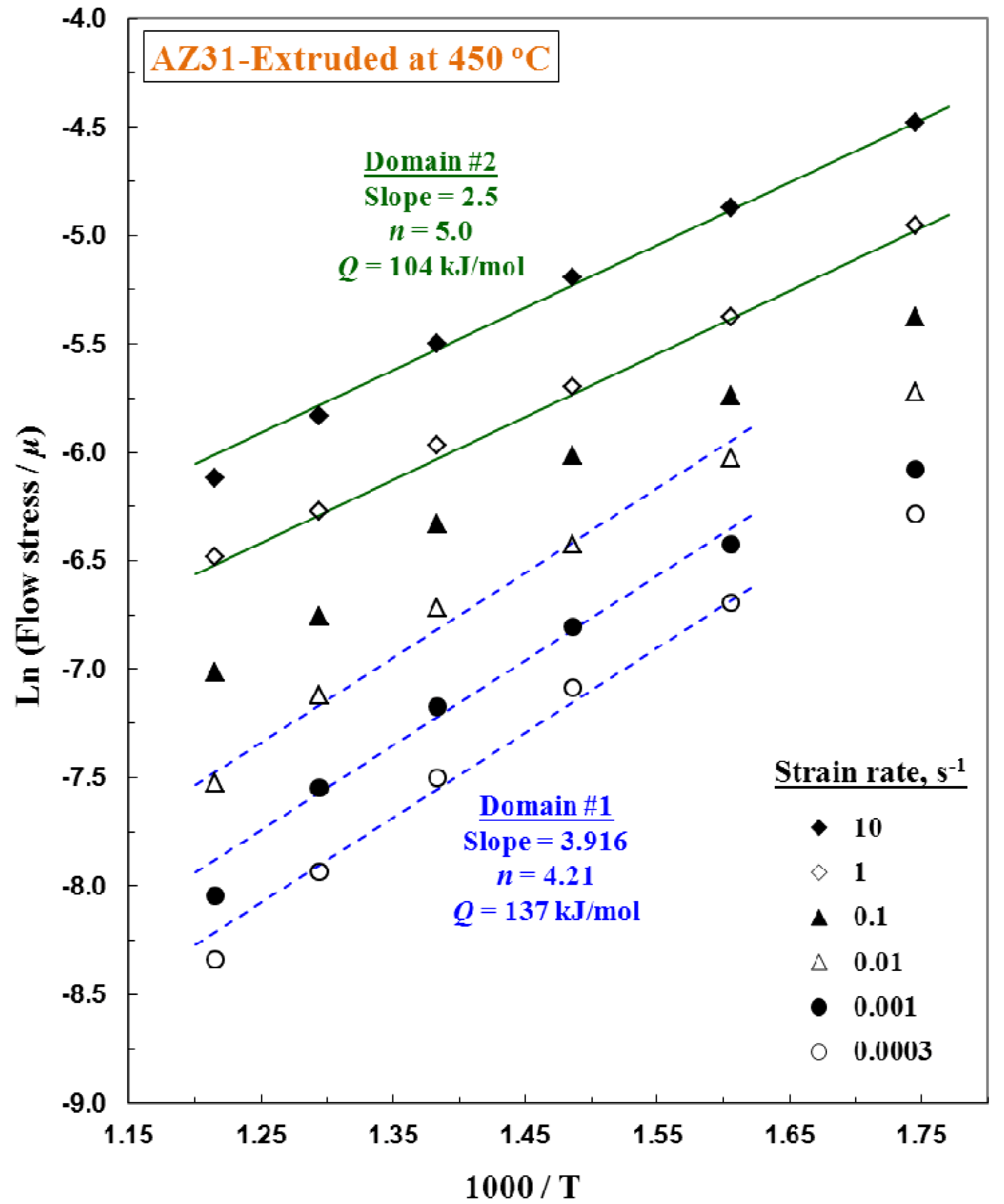
| Extruded at 450 °C | Domain #1 | 300–550 °C & 0.0003–0.003 s−1 | 44% at 475 °C & 0.0003 s−1 | 4.21 | 137 | DRX/Lattice Diffusion |
| Domain #2 | 275–525 °C & 1–10 s−1 | 44% at 400 °C & 10 s−1 | 5.00 | 104 | DRX/Grain Boundary Diffusion | |
| Domain #3 | **** ABSENT **** | |||||
3.3. Hot Compression of AZ31Extruded at 300 °C

 0> parallel to the extrusion direction on the activation of slip systems when compressed along the extrusion direction may be qualitatively discussed in terms of their relative orientations. The ideal orientation for slip is when the slip plane and slip direction are at 45° with respect to the compression axis since the resolved shear stress will be maximum. For specimens compressed parallel to ED, the {0002} planes are oriented parallel to the compression axis and this reduces the basal slip considerably. According to the standard projection for Mg [47], the {10 0} planes are either perpendicular or at 60° with respect to the compression axis, the former orientation reduces prismatic slip but the latter helps since two sets of planes are at this orientation. The first order pyramidal slip planes {10 1} are oriented either at about 28° or at 46° with respect to the compression axis, the latter orientation being highly favorable. The other first order pyramidal plane {10 2} will be at 46° or 60° from the compression axis, the former being highly favorable for slip. In all the above cases, the slip direction <11 0> is oriented either at 30° or 90° from the compression axis, the former one contributing to slip. The second order pyramidal slip planes {11 2} are oriented either at 44° or 90° from the compression axis, the former orientation being highly favorable for slip. The slip direction <11 3> is at about 50° from the compression axis and hence is close to the favorable orientation. In summary, the stronger the fiber <10 0> texture, the lesser will be basal slip, better will be prismatic slip and higher will be the role of pyramidal slip in the hot deformation. The reduction in basal slip due to texture is probably compensated by increased occurrence of prismatic slip so that no significant changes occur in domains #1 and #2 and domain #3 is better developed since pyramidal slip is enhanced by this texture.
0> parallel to the extrusion direction on the activation of slip systems when compressed along the extrusion direction may be qualitatively discussed in terms of their relative orientations. The ideal orientation for slip is when the slip plane and slip direction are at 45° with respect to the compression axis since the resolved shear stress will be maximum. For specimens compressed parallel to ED, the {0002} planes are oriented parallel to the compression axis and this reduces the basal slip considerably. According to the standard projection for Mg [47], the {10 0} planes are either perpendicular or at 60° with respect to the compression axis, the former orientation reduces prismatic slip but the latter helps since two sets of planes are at this orientation. The first order pyramidal slip planes {10 1} are oriented either at about 28° or at 46° with respect to the compression axis, the latter orientation being highly favorable. The other first order pyramidal plane {10 2} will be at 46° or 60° from the compression axis, the former being highly favorable for slip. In all the above cases, the slip direction <11 0> is oriented either at 30° or 90° from the compression axis, the former one contributing to slip. The second order pyramidal slip planes {11 2} are oriented either at 44° or 90° from the compression axis, the former orientation being highly favorable for slip. The slip direction <11 3> is at about 50° from the compression axis and hence is close to the favorable orientation. In summary, the stronger the fiber <10 0> texture, the lesser will be basal slip, better will be prismatic slip and higher will be the role of pyramidal slip in the hot deformation. The reduction in basal slip due to texture is probably compensated by increased occurrence of prismatic slip so that no significant changes occur in domains #1 and #2 and domain #3 is better developed since pyramidal slip is enhanced by this texture.
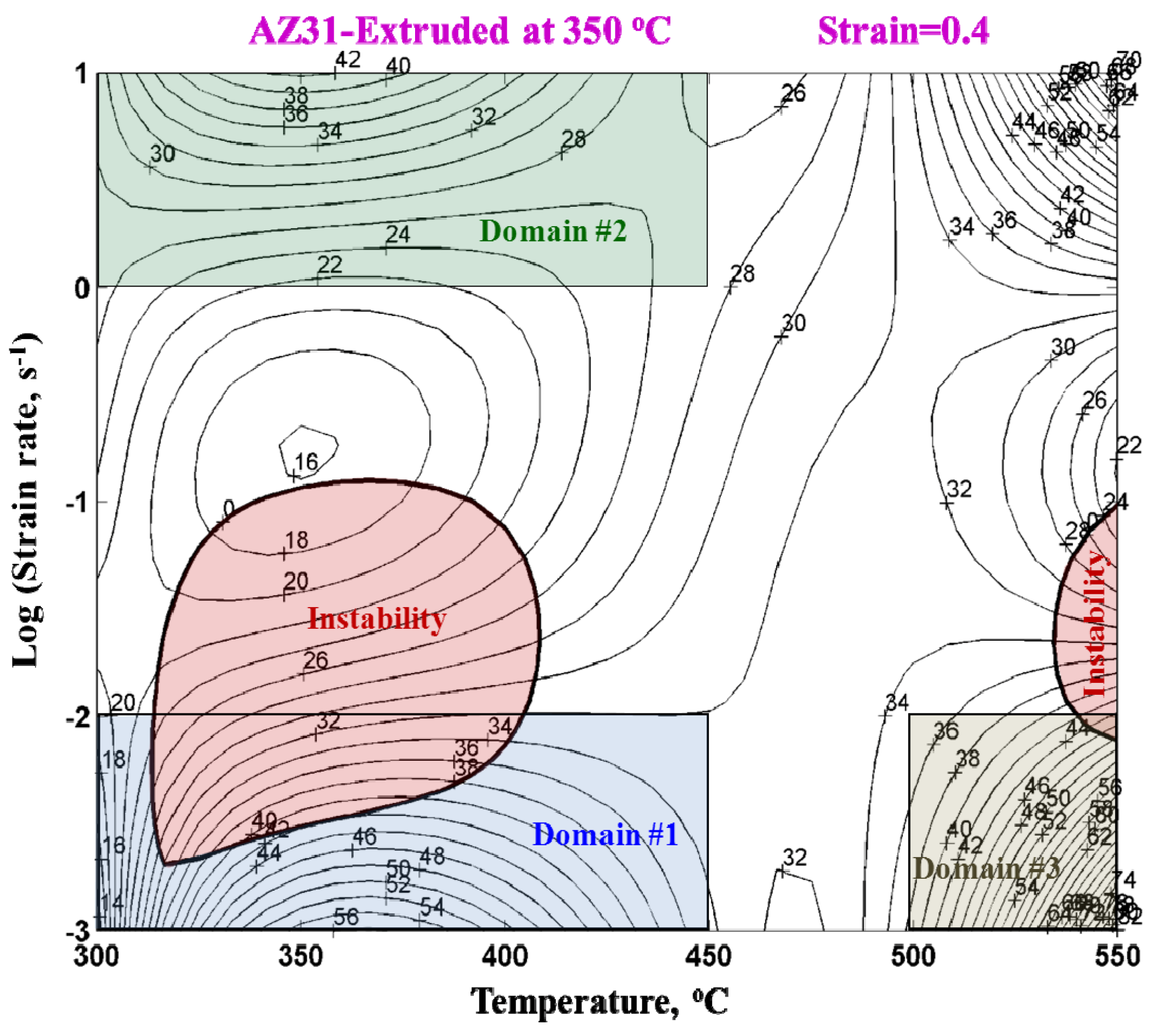
3.4. Hot Compression of AZ31 Extruded at 350 °C
- (i) Domain #1 occurs in the temperature range 300–450 °C and strain rate range 0.001–0.01 s−1 and has a peak efficiency of about 56% at 375 °C and 0.001 s−1.
- (ii) Domain #2 occurs in the temperature range 300–450 °C and strain rate range 1–10 s−1 and has a peak efficiency of about 42% at 350 °C and 10 s−1.
- (iii) Domain #3 occurs in the temperature range 500–550 °C and strain rate range 0.001–0.01 s−1 and has a peak efficiency of about 82% at 550 °C and 0.001 s−1.

 0> texture in the rod extruded at 350 °C is highest of all the extruded conditions and as discussed in the previous section, this reduces the participation of basal slip and increases the contribution of prismatic slip in domains #1 and #2. Because of increased prismatic slip, these two DRX domains become more “efficient” and well defined. The domains become well defined since the recovery mechanism is the same (climb) for both basal and prismatic slip systems. The enhanced occurrence of pyramidal slip caused by this texture causes DRX early in deformation and forms grain boundary geometry in a “diamond” configuration promoting grain boundary sliding which may result in wedge cracking. Thus this intense <10 0> texture forms well defined domains of workability, increases the efficiency of power dissipation in all the domains and enhances overall workability in all the domains.
0> texture in the rod extruded at 350 °C is highest of all the extruded conditions and as discussed in the previous section, this reduces the participation of basal slip and increases the contribution of prismatic slip in domains #1 and #2. Because of increased prismatic slip, these two DRX domains become more “efficient” and well defined. The domains become well defined since the recovery mechanism is the same (climb) for both basal and prismatic slip systems. The enhanced occurrence of pyramidal slip caused by this texture causes DRX early in deformation and forms grain boundary geometry in a “diamond” configuration promoting grain boundary sliding which may result in wedge cracking. Thus this intense <10 0> texture forms well defined domains of workability, increases the efficiency of power dissipation in all the domains and enhances overall workability in all the domains.
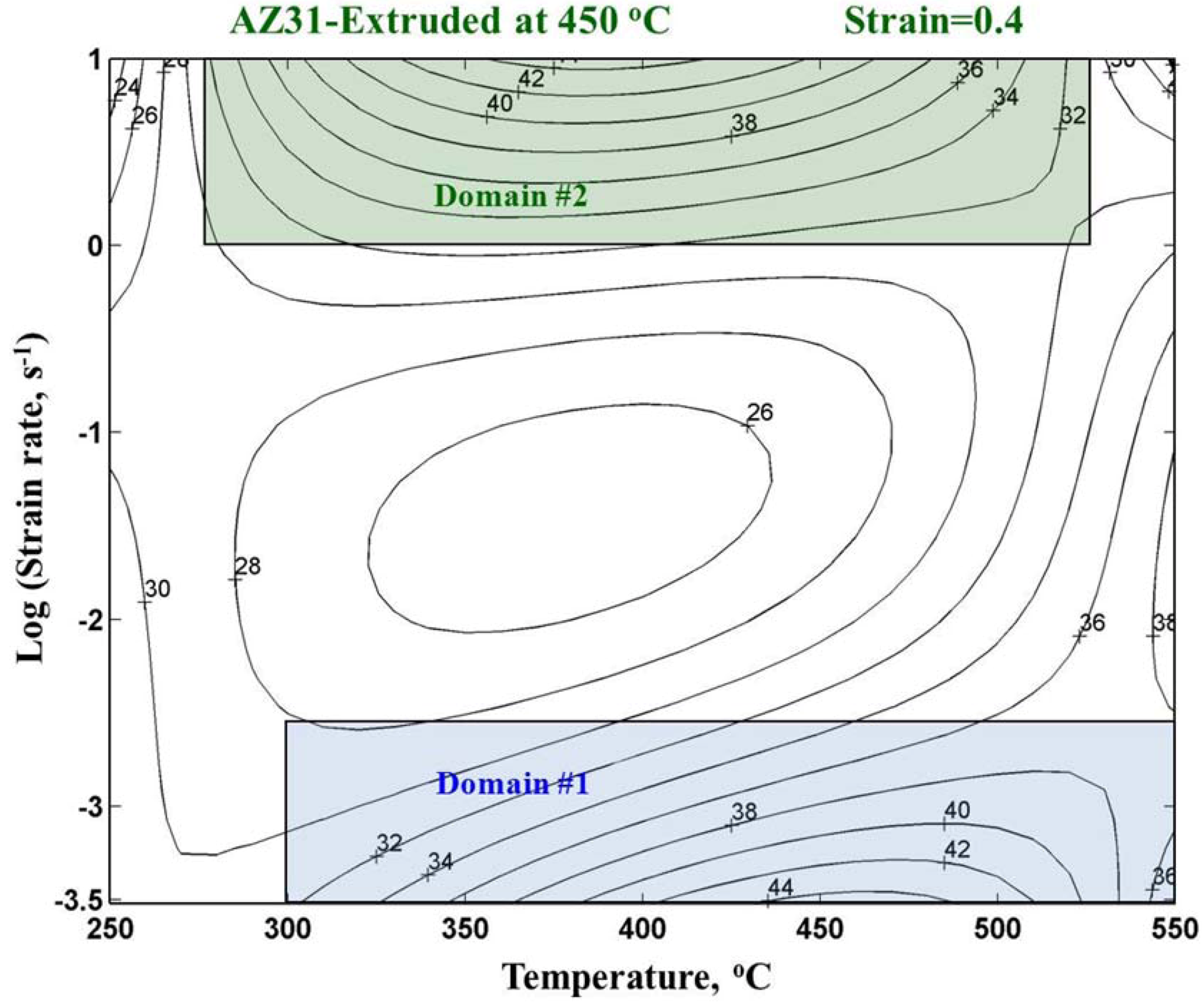
3.5. Hot Compression of AZ31 Extruded at 450 °C
- (i) Domain #1 occurs in the temperature range 300–550 °C and strain rate range 0.0003–0.003 s−1 with a peak efficiency of about 44% located at 475 °C/0.0003 s−1.
- (ii) Domain #2 occurs in the temperature range 275–525 °C and strain rate range 1–10 s−1 with a peak efficiency of about 44% located at 400 °C/10 s−1.

 0> texture has decreased to 2.5 times random from a maximum value of 3.75 times random in the rod extruded at 350 °C The <10 0> pole also rotates away from the extrusion axis causing changes in the orientations of basal, prismatic as well as pyramidal slip planes and directions. The reduced <10 0> intensity and the rotation does not affect the basal slip much but makes the occurrence prismatic slip more difficult and that of pyramidal slip even more difficult. In view of this, domain #3 is absent due to the curtailment of pyramidal slip and higher temperatures are required for prismatic slip to occur in domains #1 and #2. Thus, the texture obtained in the rod extruded at 450 °C is less favorable for workability than the ones extruded at 300 °C and 350 °C.
0> texture has decreased to 2.5 times random from a maximum value of 3.75 times random in the rod extruded at 350 °C The <10 0> pole also rotates away from the extrusion axis causing changes in the orientations of basal, prismatic as well as pyramidal slip planes and directions. The reduced <10 0> intensity and the rotation does not affect the basal slip much but makes the occurrence prismatic slip more difficult and that of pyramidal slip even more difficult. In view of this, domain #3 is absent due to the curtailment of pyramidal slip and higher temperatures are required for prismatic slip to occur in domains #1 and #2. Thus, the texture obtained in the rod extruded at 450 °C is less favorable for workability than the ones extruded at 300 °C and 350 °C.4. Conclusions
- (i) The AZ31 alloy rods exhibited <10
![Metals 02 00292 i006]() 0> fiber texture, the intensity of which increased when extruded at 300 °C and 350 °C but the texture was weakened and <10
0> fiber texture, the intensity of which increased when extruded at 300 °C and 350 °C but the texture was weakened and <10 ![Metals 02 00292 i006]() 0> pole rotated away from the extrusion direction when extruded at 450 °C.
0> pole rotated away from the extrusion direction when extruded at 450 °C. - (ii) The processing maps for AZ31 with near-random texture (cast-homogenized), and rods extruded at 300 °C as well as 350 °C exhibited three DRX domains in the general temperature strain rate ranges of: 300–450 °C and 0.001–0.01 s−1, (2) 300–450 °C and 1–10 s−1, and (3) 450–550 °C and 0.001–0.1 s−1, while the material extruded at 450 °C exhibited only domains #1 and #2 at higher temperatures.
- (iii) In domains #1 and #2, prismatic slip is the dominant process and DRX is controlled by lattice self-diffusion and grain boundary self-diffusion, respectively, while in domain #3, pyramidal slip occurs extensively and DRX is controlled by cross-slip on pyramidal systems.
- (iv) Intense <10
![Metals 02 00292 i006]() 0> fiber texture, as in the rod extruded at 350 °C, will enhance the occurrence of prismatic slip in domains #1 and #2 and promotes pyramidal slip at temperatures >450 °C (domain #3).
0> fiber texture, as in the rod extruded at 350 °C, will enhance the occurrence of prismatic slip in domains #1 and #2 and promotes pyramidal slip at temperatures >450 °C (domain #3). - (v) When the texture is weakened and rotated as in the rod extruded at 450 °C, domains #1 and #2 move to higher temperatures due to higher difficulty for the occurrence of prismatic slip, while domain #3 does not occur due to the curtailment of pyramidal slip.
Acknowledgments
Conflict of Interest
References
- Kainer, K.U.; Dieringa, H.; Dietzel, W.; Hort, N.; Blawert, C. The use of magnesium alloys: Past, present and future. In Magnesium Technology in the Global Age, Proceedings of the International Symposium on Magnesium Technology in the Global Age, Montreal, PQ, Canada, 1–4 October 2006; Pekguleryuz, M.O., Mackenzie, L.W.F., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, Quebec, Canada, 2006; pp. 3–19. [Google Scholar]
- Beer, A.G.; Barnett, M.R. Influence of initial microstructure on the hot working flow stress of Mg-3Al-1Zn. Mater. Sci. Eng. A 2006, 423, 292–299. [Google Scholar]
- Yi, S.B.; Zaefferer, S.; Brokmeier, H.G. Mechanical behaviour and microstructural evolution of magnesium alloy AZ31 in tension at different temperatures. Mater. Sci. Eng. A 2006, 424, 275–281. [Google Scholar] [CrossRef]
- Tian, S.; Wang, L.; Sohn, K.Y.; Kim, K.H.; Xu, Y.; Hu, Z. Microstructure evolution and deformation features of AZ31 Mg-alloy during creep. Mater. Sci. Eng. A 2006, 415, 309–316. [Google Scholar] [CrossRef]
- Murai, T.; Matsuoka, S.I.; Miyamoto, S.; Oki, Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions. J. Mater. Process. Tech. 2003, 141, 207–212. [Google Scholar] [CrossRef]
- Barnett, M.R.; Keshavarz, Z.; Beer, A.G.; Atwell, D. Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn. Acta Mater. 2004, 52, 5093–5103. [Google Scholar] [CrossRef]
- Huang, C.C.; Huang, J.C.; Lin, Y.K.; Hwang, Y.M. Basal-texture induced low formability during room temperature hydroforming of fine-grained AZ31 Mg tubes. Mater. Trans. 2004, 45, 3142–3149. [Google Scholar] [CrossRef]
- Chino, Y.; Sassa, K.; Kamiya, A.; Mabuchi, M. Enhanced formability at elevated temperature of a cross-rolled magnesium alloy sheet. Mater. Sci. Eng. A 2006, 441, 349–356. [Google Scholar] [CrossRef]
- Uematsu, Y.; Tokaji, K.; Kamakura, M.; Uchida, K.; Shibata, H.; Bekku, N. Effect of extrusion conditions on grain refinement and fatigue behaviour in magnesium alloys. Mater. Sci. Eng. A 2006, 434, 131–140. [Google Scholar] [CrossRef]
- Watanabe, H.; Takara, A.; Somekawa, H.; Mukai, T.; Higashi, K. Effect of texture on tensile properties at elevated temperatures in an AZ31 magnesium alloy. Scripta Mater. 2005, 52, 449–454. [Google Scholar] [CrossRef]
- Helis, L.; Okayasu, K.; Fukutomi, H. Microstructure evolution and texture development during high-temperature uniaxial compression of magnesium alloy AZ31. Mater. Sci. Eng. A 2006, 430, 98–103. [Google Scholar] [CrossRef]
- Muller, K.B. Direct and Indirect Extrusion of AZ31. In Magnesium Technology 2002, Proceedings of the Symposium jointly sponsored by the Magnesium Committee of the Light Metals Division (LMD) of TMS (The Minerals, Metals & Materials) with the International Magnesium Association, Seattle, WA, USA, 17–21 February 2002; Kaplan, H.J., Ed.; TMS: Warrendale, PA, USA, 2002; pp. 187–192. [Google Scholar]
- Li, L.; Zhou, J.; Duszczyk, J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion. J. Mater. Process. Tech. 2006, 172, 372–380. [Google Scholar] [CrossRef]
- Lapovok, R.Y.; Barnett, M.R.; Davies, C.H.J. Construction of extrusion limit diagram for AZ31 magnesium alloy by FE simulation. J. Mater. Process. Tech. 2004, 146, 408–414. [Google Scholar] [CrossRef]
- Letzig, D.; Swiostek, J.; Bohlen, J.; Beaven, P.A. Extrusion of AZ-Series Magnesium alloys. In Magnesium Technology in the Global Age, Proceedings of the International Symposium on Magnesium Technology in the Global Age, Montreal, PQ, Canada, 1–4 October 2006; Pekguleryuz, M.O., Mackenzie, L.W.F., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, Quebec, Canada, 2006; pp. 569–580. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P. Effect of crystallographic texture on the kinetics of hot deformation of rolled Mg-3Al-1Zn alloy plate. Mater. Sci. Eng. A 2006, 432, 170–177. [Google Scholar] [CrossRef]
- Wu, X.; Liu, Y. Superplasticity of coarse-grained magnesium alloy. Scripta Mater. 2002, 46, 269–274. [Google Scholar] [CrossRef]
- Tan, J.C.; Tan, M.J. Superplasticity and grain boundary sliding characteristics in two stage deformation of Mg-3Al-1Zn alloy sheet. Mater. Sci. Eng. A 2003, 339, 81–89. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P. Hot workability, microstructural control and rate-controlling mechanisms in cast-homogenized AZ31 magnesium alloy. Adv. Eng. Mater. 2009, 11, 182–188. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar] [CrossRef]
- McQueen, H.J. Hot Workability of Mg Alloys-Insights from Al Alloys. In Magnesium Technology in the Global Age, Proceedings of the International Symposium on Magnesium Technology in the Global Age, Montreal, PQ, Canada, 1–4 October 2006; Pekguleryuz, M.O., Mackenzie, L.W.F., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, QC, Canada, 2006; pp. 399–420. [Google Scholar]
- Spigarelli, S.; Mehtedi, M.El.; Evangelista, E.; Kaneko, J. High temperature plastic deformation of a heat-treated AZ31 magnesium alloy. Metall. Sci. Tech. 2005, 23, 11–17. [Google Scholar]
- McQueen, H.J.; Myshleyaev, M.; Mwembala, A.; Konopleva, E.V. Hot Working Characteristics of Mg-2.8Al-0.9Zn. In Magnesium Alloys and Their Applications; Proceedings of the International Conference and Exhibition Magnesium Alloys and their Applications, Wolfsburg, Germany, 28–30 April 1998; Mordike, B.L., Kainer, K.U., Eds.; Werkstoff Info-Gesellschaft: Frankfurt, Germany, 1998; pp. 201–208. [Google Scholar]
- Liu, W.J.; Kao, V.; Essadiqi, E.; Elwazri, A.; Yue, S.; Verma, R. Dynamic recrystallization of AZ31 magnesium alloy during torsion deformation at elevated temperatures. In Magnesium Technology 2004, Proceedings of the Symposium held during the 2004 TMS Annual Meeting, Charlotte, NC, USA, 14–18 March 2004; Luo, A.A., Ed.; TMS: Warrendale, PA, USA, 2004; pp. 73–78. [Google Scholar]
- Chabbi, L.; Lehnert, W. Hot and cold forming behaviour of Mg-materials. In Magnesium Alloys and Their Applications, Proceedings of the International Conference and Exhibition Magnesium Alloys and their Applications, Wolfsburg, Germany, 28–30 April 1998; Mordike, B.L., Kainer, K.U., Eds.; Werkstoff Info-Gesellschaft: Frankfurt, Germany, 1998; pp. 313–317. [Google Scholar]
- Beer, A.G.; Barnett, M.R. The hot working flow stress and microstructure in magnesium AZ31. In Magnesium Technology 2002, Proceedings of the Symposium jointly sponsored by the Magnesium Committee of the Light Metals Division (LMD) of TMS (The Minerals, Metals & Materials) with the International Magnesium Association, Seattle, WA, USA, 17–21 February 2002; Kaplan, H.J., Ed.; TMS: Warrendale, PA, USA, 2002; pp. 193–198. [Google Scholar]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modeling of hot deformation for microstructural control. Int. Mater. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Sasidhara, S. Hot Working Guide: A Compendium of Processing Maps; ASM International: Novelty, OH, USA, 1997. [Google Scholar]
- Prasad, Y.V.R.K. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Ziegler, H. In Progress in Solid Mechanics; Sneddon, I.N., Hill, R., Eds.; John Wiley: New York, NY, USA, 1965; pp. 91–193. [Google Scholar]
- Prigogine, I. Time, structure, and fluctuations. Science 1978, 201, 777–785. [Google Scholar]
- Wang, Y.; Zhang, Y.; Zeng, X.; Ding, W. Characterization of dynamic recrystallization in as-homogenized Mg-Zn-Y-Zr alloy using processing map. J. Mater. Sci. 2006, 41, 3603–3608. [Google Scholar]
- Dzwonczyk, J.; Prasad, Y.V.R.K.; Hort, N.; Kainer, K.U. Enhancement of workability in AZ31 alloy-processing maps: Part I, cast material. Adv. Eng. Mater. 2006, 8, 966–973. [Google Scholar]
- Wang, C.Y.; Wang, X.J.; Chang, H.; Wu, K.; Zheng, M.Y. Processing maps for hot working of ZK60 magnesium alloy. Mater. Sci. Eng. A 2007, 464, 52–58. [Google Scholar] [CrossRef]
- Slooff, F.A.; Dwonczyk, J.S.; Zhou, J.; Duszczyk, J.; Katgerman, L. Hot workability analysis of extruded AZ magnesium alloys with processing maps. Mater. Sci. Eng. A 2010, 527, 735–744. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Yu, C. Hot deformation behavior of an extruded Mg-Li-Zn-RE alloy. Mater. Sci. Eng. A 2011, 528, 961–966. [Google Scholar] [CrossRef]
- Liu, R.; Cao, W.; Fan, T.; Zhang, C.; Zhang, D. Development of processing maps for 3 vol.% TiCp/AZ91D composites material. Mater. Sci. Eng. A 2010, 527, 4687–4693. [Google Scholar]
- Li, L.; Zhang, X. Hot compression deformation behavior and processing parameters of a cast Mg-Gd-Y-Zr alloy. Mater. Sci. Eng. A 2011, 528, 1396–1401. [Google Scholar] [CrossRef]
- Li, H.Z.; Wang, H.J.; Li, Z.; Liu, C.M.; Liu, H.T. Flow behavior and processing map of as-cast Mg-10Gd-4.8Y-2Zn-0.6Zr alloy. Mater. Sci. Eng. A 2010, 528, 154–160. [Google Scholar]
- Rao, K.P.; Prasad, Y.K.; Dharmendra, C.; Hort, N.; Kainer, K.U. Compressive strength and hot deformation behavior of TX32 magnesium alloy with 0.4% Al and 0.4% Si additions. Mater. Sci. Eng. A 2011, 528, 6964–6970. [Google Scholar]
- Rao, K.P.; Prasad, Y.K.; Hort, N.; Kainer, K.U. High temperature deformation mechanisms and processing map for hot working of cast-homogenized Mg-3Sn-2Ca alloy. Mater. Sci. Forum 2010, 638–642, 3616–3621. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300–950 °C. Mater. Sci. Eng. A 2005, 391, 141–150. [Google Scholar] [CrossRef]
- Brokmeier, H.G.; Gunther, A.; Yi, S.B.; Ye, W.; Lippmann, T.; Garbe, U. Investigation of local textures in extruded magnesium by synchrotron radiation. Adv. X Ray Anal. 2003, 46, 151–156. [Google Scholar]
- Sastry, D.H.; Prasad, Y.V.R.K.; Vasu, K.I. On the stacking fault energies of some close-packed hexagonal metals. Scripta Metall. 1969, 3, 927–929. [Google Scholar] [CrossRef]
- Morris, J.R.; Scharff, J.; Ho, K.M.; Turner, D.E.; Ye, Y.Y.; Yoo, M.H. Prediction of a {1122} hcp stacking fault using a modified generalized stacking-fault calculation. Philos. Mag. A 1997, 76, 1065–1077. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Taylor, A. X-ray Metallography; John Wiley & Sons Inc: New York, NY, USA, London, UK, 1961; pp. 44–572. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P. Hot deformation mechanisms and microstructural control in high-temperature extruded AZ31 magnesium alloy. Adv. Eng. Mater. 2007, 9, 558–565. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Rao, K.P.; Prasad, Y.V.R.K.; Dzwonczyk, J.; Hort, N.; Kainer, K.U. Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture. Metals 2012, 2, 292-312. https://doi.org/10.3390/met2030292
Rao KP, Prasad YVRK, Dzwonczyk J, Hort N, Kainer KU. Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture. Metals. 2012; 2(3):292-312. https://doi.org/10.3390/met2030292
Chicago/Turabian StyleRao, Kamineni Pitcheswara, Yellapregada Venkata Rama Krishna Prasad, Joanna Dzwonczyk, Norbert Hort, and Karl Ulrich Kainer. 2012. "Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture" Metals 2, no. 3: 292-312. https://doi.org/10.3390/met2030292
APA StyleRao, K. P., Prasad, Y. V. R. K., Dzwonczyk, J., Hort, N., & Kainer, K. U. (2012). Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture. Metals, 2(3), 292-312. https://doi.org/10.3390/met2030292