2.1. Ni-Based Amorphous/Glassy Reinforcements
Lee
et al. fabricated amorphous/glass reinforced Al-composite for the first time, by reinforcing 20 vol% of Ni-Nb-Ta amorphous alloy (in the form of ribbons) in Al-matrix (Al-356 alloy) using the melt infiltration technique [
4]. In this study, the Al-6.5Si-0.25Mg (wt%) alloy was selected as matrix material and the excellent castability of the selected alloy ensured fabrication of defect-free composites by the infiltration process. Here, the Ni-Nb-Ta based Ni
39.2Nb
20.6Ta
40.2 (wt%) alloy with excellent thermal stability against crystallization (crystallization onset temperature = 721 °C, which is higher than the liquidus temperature of the A356 alloy = 613 °C) was carefully chosen as the reinforcing material, so as to retain the amorphous structure of the reinforcement. In the first stage, amorphous ribbons (thickness: ~30 µm, width: ~1 mm) of the above mentioned Ni-Nb-Ta alloy were fabricated using the melt spinning process and then cold-pressed (pressure: 16 MPa) into cylindrical preforms (diameter: 9 mm and height: 15 mm) for composite making. In the next stage, the melt infiltration process involved the heating and pressure infiltration of the molten A356 alloy into the prepared amorphous preform. Upon successful synthesis, the structural, thermal, and mechanical properties of the bulk composites were investigated. The results of optical microscopic analysis (
Figure 1a) showed the absence of any macro scale defects and showed a homogenous distribution of amorphous reinforcement. Also, no new additional phases were reported in this study which was attributed to the thermal and structural stability of the amorphous reinforcement. Using X-ray diffraction analysis, the crystallographic properties of the composite samples were studied in comparison to that of the amorphous ribbon and the base Al-alloy. The reported X-ray diffractograms are shown in
Figure 1b. They show the retention of the amorphous structure of the Ni-Nb-Ta alloy even after the infiltration process which confirmed the suitability of the infiltration process to fabricate light metal matrix composites containing amorphous particles of high thermal stability. Mechanical property measurements were carried out under indentation and compression loads and the reported properties (
Table 1) revealed an increment in strength by amorphous reinforcement addition.
Figure 1.
(
a) Optical micrographs of Ni-Nb-Ta metallic glass ribbon reinforced A356 alloy based composite; (
b) X-ray diffractograms of Ni-Nb-Ta metallic glass ribbon reinforced Al-matrix composite in comparison with the melt spun Ni-Nb-Ta amorphous alloy and as-cast A356 alloy (reprinted from Lee
et al. 2004 [
4], with permission from
© Elsevier).
Table 1.
Properties of bulk metallic glass (BMG) reinforced Al-MMCs.
| Matrix | Reinforcement | Amount | Processing Condition | Hardness (Hv) | Compressive Yield Strength (MPa) | Ultimate Compressive Strength (MPa) | Strain at Fracture (%) | Reference |
|---|
| Al 356 | Ni-Nb-Ta | 20 vol% | Melt infiltration | - | 163 | 320 | 16 | [4] |
| Pure Al | Ni70Nb30 | 30 wt% | Powder Metallurgy (Compaction + Sintering) | - | 111 | 146 | - | [5] |
| Pure Al | Ni70Nb30 | 30 wt% | Mechanical Alloying + Sintering | - | 94 | - | - | [6] |
| Mechanical Alloying + Hot Press | - | 106 | - | - |
| Mechanical Alloying + Hot Extrusion | - | 134 | - | - |
| Pure Al | Ni60Nb40 | 5 vol% | Mechanical Alloying + Cold Compaction Microwave Sintering + Hot Extrusion | 74.5 | 114 | 300 ** | >50 ** | [7] |
| (50) * | (60) * | (16.8) * |
| 15 vol% | 103.3 | 125 | 333 ** | >50 ** |
| (75) * | (85) * | (18.0) * |
| 25 vol% | 125.2 | 155 | 375 ** | >50 ** |
| (102) * | (120) * | (9.5) * |
| Pure Al | Zr-Ti-Nb-Cu-Ni-Al | 40 vol% | Mechanical Alloying + | - | - | 200 | - | [8] |
| Hot Extrusion |
| 60 vol% | - | - | 250 | - |
| Al 520 | Cu54Zr36Ti10 | 15 vol% | Mechanical Alloying + High Frequency Induction Sintering | - | 580 | 840 | 14 | [9] |
| Al 6061 | Fe-Co based | 15 vol% | Powder Metallurgy + High Frequency Induction Sintering | - | 167 | 570 | 13 | [10] |
| Al 2024 | Fe-Nb-Ge-P-C-B | 7.2 vol% | Powder Metallurgy + Hot Extrusion | - | 403 | 660 | 12 | [11] |
| Al 2024 | Fe49.9Co35.1Nb7.7B4.5Si2.8 | 10 vol% | Gas Atomization + Hot Pressing + Hot Extrusion | - | (179) * | (297) * | (7) * | [12] |
| 20 vol% | (200) * | (320) * | (6.7) * |
| 30 vol% | (225) * | (340) * | (5.1) * |
| 40 vol% | (229) * | (363) * | (4.7) * |
| Al | Mg65Cu20Zn5Y10 | 10 vol% | Ball Milling + Hot Pressing | - | 203 | 247 | 25 | [13] |
| 30 vol% | 221 | 323 | 5.8 |
Following the work of Lee
et al. [
4], Yu
et al. [
5] fabricated Ni
70Nb
30 metallic glass particle-reinforced Al-metal matrix composite using the powder metallurgy route by sintering below the melting temperature of Al. In this work, the Ni
70Nb
30 glass particles were prepared by ball milling pure Ni and Nb elemental powders for 20 h. As it is known that most of the metallic glasses have a crystallization temperature lower than the melting point of Al alloys (~933 K), the selection of sintering temperature and time plays an important role in the solid state powder metallurgy processing of bulk metallic glass (BMG) particle reinforced light metal matrix composites. In this study, to avoid the crystallization of amorphous reinforcement, the Al-30 wt% Ni
70Nb
30 glass particles reinforced composite was compacted at room temperature and sintered at 773 K for 2 h. Microstructural features showed the retention of the amorphous state of the glassy particles after sintering, with no interfacial products. Investigation on the mechanical properties showed an increase in compressive yield and ultimate tensile strengths when compared to pure Al, in addition to a 69% increase in the Young’s modulus value. Eckert
et al. [
6] also used Ni
60Nb
40 (at%) amorphous powder reinforcement. The amorphous Ni
60Nb
40 powder (30 wt%) prepared by mechanical alloying was reinforced in pure Al by mixing, sintering, hot pressing, and hot extrusion. Sintering was performed at ~823 K which is below the recrystallization temperature of Ni
60Nb
40 amorphous powder. Results of X-ray diffraction analysis conducted on the composite specimen confirmed the retention of the amorphous structure of Ni
60Nb
40 (at%) reinforcement and only the crystalline peaks of Al were present. The results of indentation and compression tests (
Table 1) revealed superior mechanical properties (in all conditions), which was attributed to the inherent superior strength of the Ni
60Nb
40 (at%) amorphous alloy (strength ~2GPa and hardness ~800 Hv).
Recently, Jayalakshmi
et al. [
7] prepared Al-matrix composites containing different amounts of Ni
60Nb
40 (at%) amorphous reinforcement using rapid microwave sintering assisted powder metallurgy technique. The amorphous Ni
60Nb
40 alloy reinforcement required for the study was initially prepared by ball milling the elemental Ni and Nb metal powder in a planetary ball milling machine for 87 h. The ball milling parameters include milling speed of 200 rpm, and ball to powder ratio of 3:1. In the next stage, the required amount (5, 15, 25 vol%) of the prepared amorphous reinforcement was blended with pure Al powder in a planetary ball milling machine (without balls) for 1 h at 200 rpm. The blended composite powder mixture was then cold compacted into a cylindrical billet of diameter 36 mm and height 50 mm. The compacted billets were then sintered using the microwave sintering approach which employed the combined action of microwave and a microwave couple external heating source to rapidly heat the composite materials (to 823 K, which is less than the crystallization temperature of Ni
60Nb
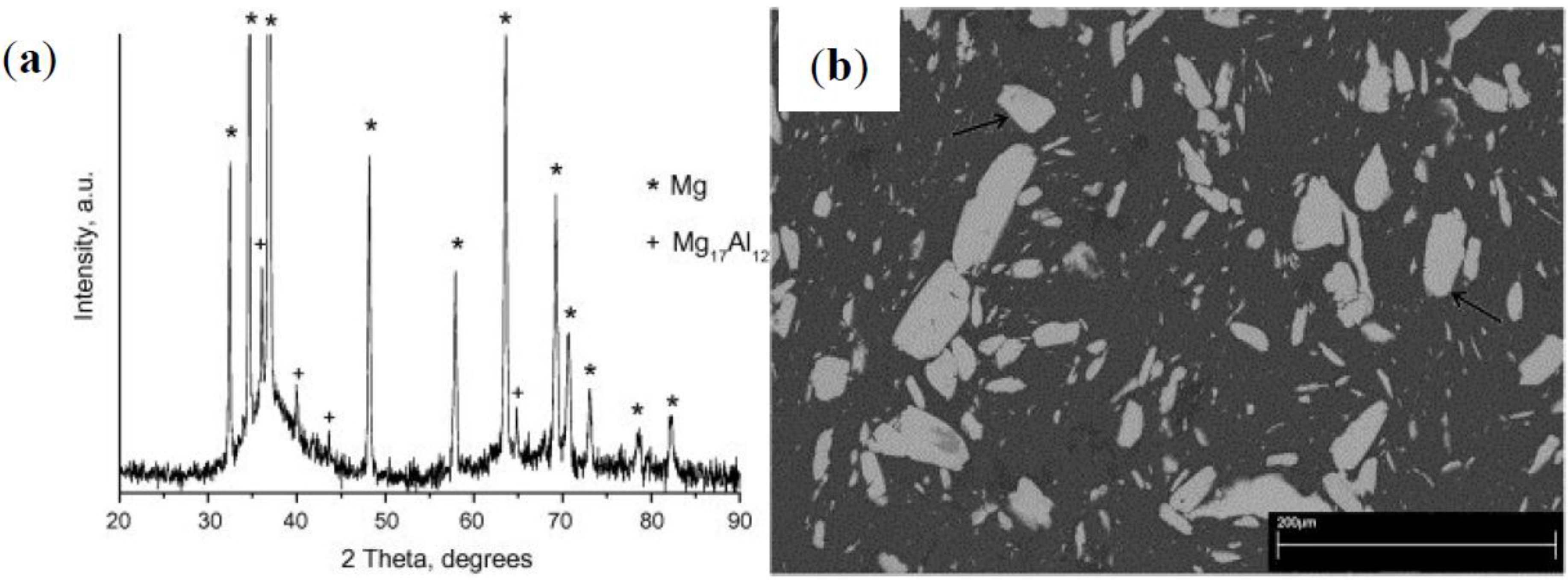
40 amorphous alloy) in a short period of time (12 min). The sintered billets were then soaked at 673 K for 1 h and hot extruded at 623 K into cylindrical rods of diameter 8 mm on which the structural and mechanical property characterization were performed. The results of structural characterization (SEM microscopy and X-ray analyses) revealed the retention of the amorphous structure and the uniform distribution of the reinforcement without any interfacial reaction products (
Figure 2). Structural dilatation and change in the aspect ratio of reinforcement in 25 vol% amorphous particle reinforced composite was also observed. The observed features were attributed to the local stress variations and the temperature gradients within the composite arising
in-situ during hot extrusion, due to reduced inter-particle spacing.
Figure 2.
Results of microstructural (
a–
d) analyses conducted on Al-matrix composites reinforced with Ni
60Nb
40 metallic glass powder, Results of X-ray diffraction analyses (
e) conducted on Al-matrix composites reinforced with Ni
60Nb
40 metallic glass powder (reprinted from Jayalakshmi
et al. 2014 [
7], with permission from
© Elsevier).
Electrical resistivity measurements were also conducted on pure Al and its composite samples. The results showed higher resistivity values for composites due to the disordered structure of the amorphous phase. However, these values were found to be less than that of the amorphous Ni-Nb alloys. The reported mechanical properties under indentation, tension, and compression loads are listed in
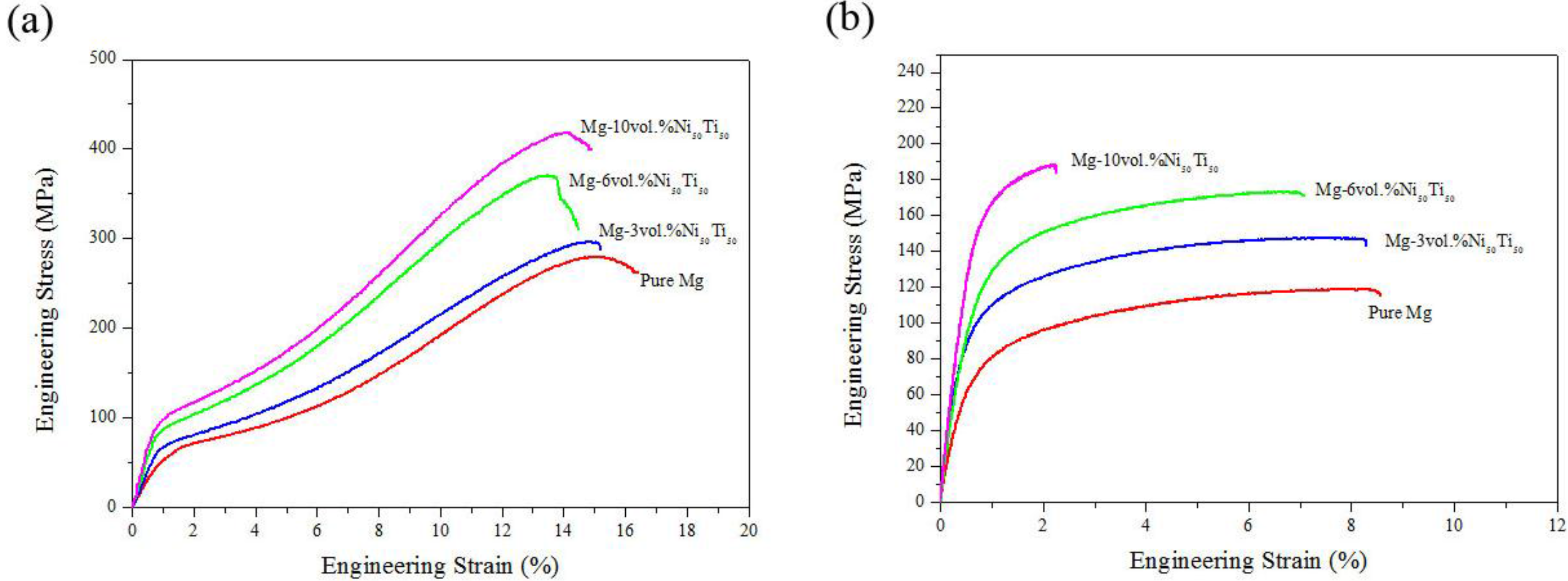
Table 1. When compared to pure Al, the micro-hardness value of 25 vol% composite was increased by ~130%. Compression test results showed ~45%–100% enhancement in compression yield strength without fracture. The reported flow curves are shown in
Figure 3. Further, it is also worth mentioning that the long extrusions obtained in this study were sufficient to investigate the tensile properties (gauge length 25 mm, diameter: 5 mm) and the report on the tensile behavior of amorphous alloy/glass-reinforced composites was the first of its kind. It showed that the increment in strengths (both yield strength and ultimate strength) did not follow an increasing trend with reinforcement volume fraction. It showed that a minimum critical volume fraction of reinforcement was required for strength enhancement. A maximum increase in strength by ~60% was obtained in 25 vol% composite. Unlike compression test, the tensile test results showed ductility reduction (however not drastic as ceramic particle reinforced Al-MMCs) due to amorphous particle reinforcement addition.
The microscopic analysis of tension test failed samples (
Figure 4) showed prominent ductile features and good interfacial bonding between the matrix and reinforcement. Particle breakage was also reported in 25 vol% composite.
Figure 3.
Stress-strain curves of Al-Ni
60Nb
40 composites under (
a) compression and (
b) tension loads (reprinted from Jayalakshmi
et al. 2014 [
7], with permission from
© Elsevier).
Figure 4.
(
a,
b) Low magnification and (
c,
d) high magnification fractographs of Al-Ni
60Nb
40 composites fractured under tensile loads. White arrows indicate better interfacial bonding between particle and matrix with no particle debonding in (
a &
b), small sized particles remaining intact marked as ‘A’ in (
b &
c), high aspect ratio particles undergoing multiple cracking and fracture in (
c) and vein patterns caused by strain localization in amorphous particles in (
d) (reprinted from Jayalakshmi
et al. 2014 [
7], with permission from
© Elsevier).
2.2. Zr-Based Amorphous/Glassy Reinforcements
Scudino
et al. [
8] reported the synthesis, structure and compressive behavior of Zr-based metallic glass particle reinforced Al-matrix composites. The Zr
57Ti
8Nb
2.5Cu
13.9Ni
11.1Al
7.5 (at%) BMG reinforcement required for the study was prepared by ball-milling the elemental Zr, Ti, Nb, Cu, Ni, and Al powder for 120 h under argon atmosphere, with a ball to powder ratio of 13:1 and milling speed of 150 rpm. For making the composites, 40 and 60 vol% of the prepared amorphous powder was mixed with pure Al powder and the powder mixture was consolidated by hot pressing followed by hot extrusion. An extrusion ratio of 6:1 was employed and the extrusion was performed under argon atmosphere at a temperature 673 K, which is slightly lower than the crystallization temperature range (716–757 K) of the metallic glass reinforcement. The structural properties of the developed Al/Zr-BMG composites were investigated using X-ray diffraction and electron microscopy. The results of X-ray diffraction studies indicated the presence of only pure Al-crystalline peaks and the retention of the reinforcements’ amorphous structure which confirmed that the crystallization of amorphous reinforcement was completely avoided during the hot pressing and extrusion. The SEM micrographs (
Figure 5) showed no porosity and uniform distribution of the reinforcement particles. Particle clustering was also seen in the high volume fraction of amorphous reinforcement addition.
Figure 5.
Scanning electron microscopy (SEM) micrographs of (
a) 40 vol% and (
b) 60 vol% Zr-based glassy particles reinforced Al-matrix composites. White lines in (
b) represent the continuous network of particles, (reprinted from Scudino
et al. 2009 [
8], with permission from
© Elsevier).
The results of compressive properties reported in comparison to that of the melt spun Zr
57Ti
8Nb
2.5Cu
13.9Ni
11.1Al
7.5 ribbon and pure Al showed that the composite reinforced with 60% reinforcement exhibited superior strength (however less than the amorphous Zr-based ribbon) and work softening behavior. The microscopic features of the fractured samples investigated using scanning electron microscopy (SEM) (
Figure 6) showed cracks in the reinforcing particles which occurred parallel to the compression direction. However, the Al matrix underwent large plastic deformation and displayed dimple rupture, which are both indicative of ductile fracture.
Figure 6.
Fractographs of Zr-based metallic glass reinforced Al composites. (
a) Low magnification image with loading direction indicated by arrow; (
b) particle breakage (reprinted from Scudino
et al. 2009 [
8], with permission from
© Elsevier).
2.4. Fe-Based Amorphous/Glassy Reinforcements
Fujii
et al. [
10] fabricated Fe-based (Fe
72B
14.4Si
9.6Nb
4) metallic glass particle reinforced Al-based composite materials using the friction stir processing method. The selection of the Fe-based metallic glass particle as reinforcement in this study was based on the fact that the glass transition temperature is relatively higher than the welding temperature (673–723 K) of the Al alloys. For the base matrix material, pure Al plates (1050-H24) with dimension 300 × 70 × 5 mm
3 were used. Structural and mechanical property measurements were performed and the results revealed coarsening of Al-grains due to the dispersion of Fe-based BMG particles. Further, it was also reported that dispersion of Fe-BMG particles had little effect on the hardness, although the results of hardness measurements showed improvement. This was attributed to the formation of Al
13Fe
4 precipitates in the stir zone due to the reaction between pure Al and Fe based metallic glass.
Aljerf
et al. [
14] prepared [(Fe
0.5Co
0.5)
75B
20Si
5]
96Nb
4 amorphous alloy reinforced Al6061 alloy composites using the high frequency induction sintering assisted powder metallurgy method. In this study, Fe-Co based amorphous alloy ribbons of the above mentioned composition were first ball-milled with Al-alloy and the Al/Fe-BMG composite mixture was then densified using induction sintering at 828 K. Similar to earlier studies, DSC and X-ray diffraction analyses were used to comprehend the crystallographic nature of the amorphous reinforcement and the results confirmed the retention of the amorphous structure in the composites (
Figure 8). The flow curves under compression (
Figure 9) clearly highlight the enhancement in strength properties due to amorphous reinforcement addition. The reported mechanical properties are listed in
Table 1.
Figure 8.
(
a) DSC thermograms and (
b) X ray diffractograms of Al matrix composite reinforced with Fe-based metallic glass compared to Al 6061 alloy and the Fe-based metallic glass powder (reprinted from Aljerf
et al. 2012 [
14], with permission from
© Elsevier).
Figure 9.
Compression flow curves of Al matrix composite reinforced with Fe-based metallic glass compared to as cast and heat treated Al 6061 alloy (reprinted from Aljerf
et al. 2012 [
14], with permission from
© Elsevier).
Zheng
et al. [
11] produced Fe-based BMG particle reinforced 2024 Al-alloy composite using the powder metallurgy method. The Al 2024 alloy matrix and the amorphous Fe
73Nb
5Ge
2P
10C
6B
4 reinforcement materials required, were initially prepared using gas and water atomization respectively. The prepared powders were then ball milled under an argon atmosphere to fabricate the composite powder. Milling parameters include ball to powder ratio of 10:1, sun-disk rotation speed of 280 rpm, planetary-disk rotation speed of 480 rpm, process control agent of stearic acid and argon protective atmosphere. The composite powder mixture was then consolidated and sintered at 823 K, 400 MPa in a 20 mm diameter stainless steel die using induction heating for 30 min. The sintered billet was hot extruded at 823 K at an extrusion ratio of 10:1. Structural characterization showed the distribution of refined amorphous particles and the nanostructure Al-2024 matrix with clear interface between the matrix and amorphous reinforcement (
Figure 10). Compression property measurements conducted on the composite samples showed enhanced yield and fracture strength resulting from the nanostructure of the Al-matrix and the uniform distribution of the amorphous reinforcement particles. In a recent study, Marko
et al. [
12] reinforced Al-2024 alloy with different volume fractions of gas atomized Fe
49.9Co
35.1Nb
7.7B
4.5Si
2.8 glassy particles using the powder metallurgy method by hot pressing (for 10 min at 673 K, 500 MPa) followed by hot extrusion at the same temperature. Given that the crystallization temperature of the glass reinforcement is ~873 K, the sintering temperature was far below the crystallization temperature and avoided crystallization of the glassy particles during sintering. This is yet another work that after ref. [
7] investigated the room temperature tensile properties which indicated a 27% and 20% increase in yield and ultimate strengths respectively (listed in
Table 1), when compared to the unreinforced alloy matrix. The ductility of the glass particle reinforced composite (range between 5% and 10%) was lower than that of the unreinforced alloy. Nevertheless, the glass particle reinforced composites have a definite advantage over the conventional ceramic reinforced composites, as the conventional composites usually have negligible/no ductility.
Figure 10.
SEM micrographs of Al 2024 alloy reinforced with Fe based metallic glass. (
a) Low magnification and (
b) high magnification; (
c) TEM image showing the interfacial characteristics (reprinted from Zheng
et al. 2014 [
11], with permission from
© Elsevier).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















