
Mechanical Behavior of Ultrafine Gradient Grain Structures Produced via Ambient and Cryogenic Surface Mechanical Attrition Treatment in Iron

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
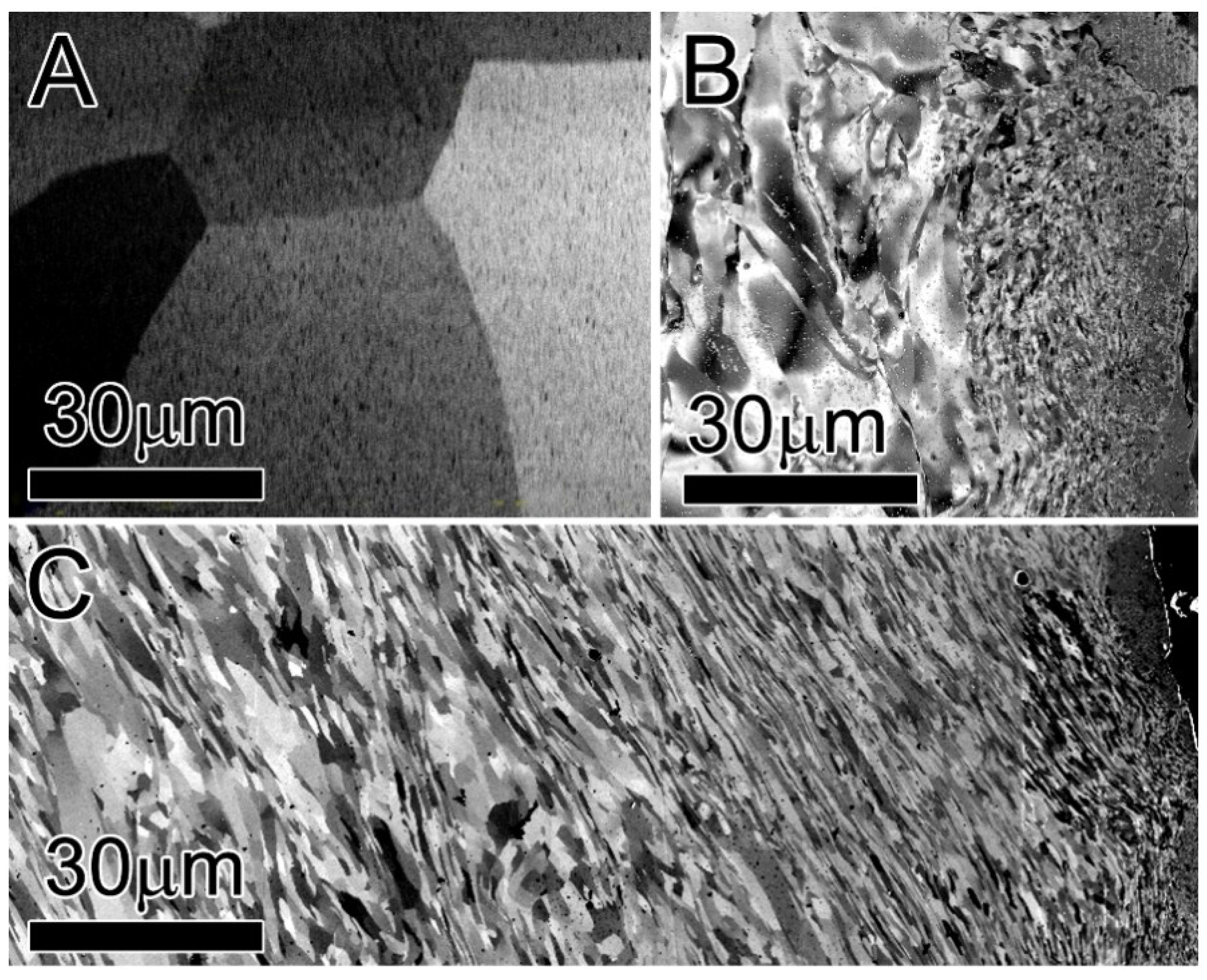
3.1. Microstructure
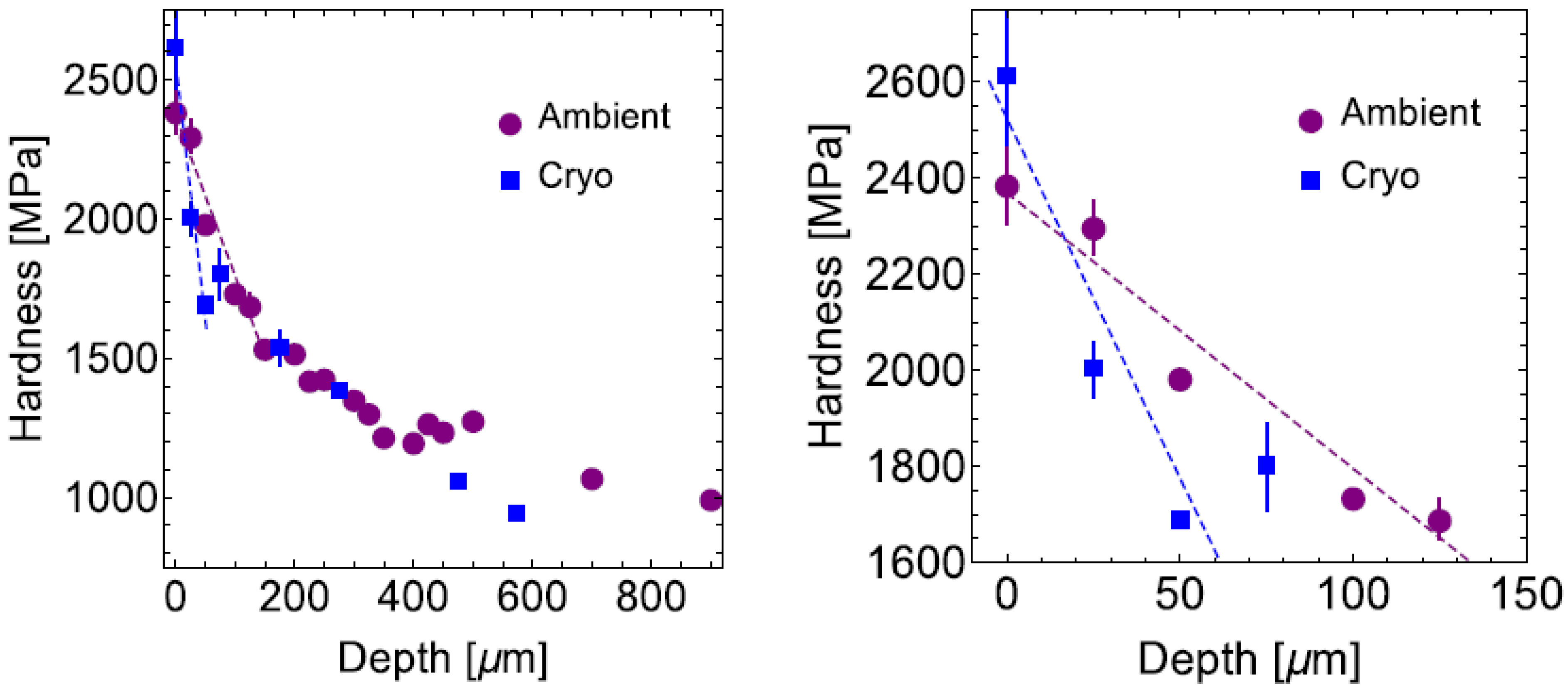
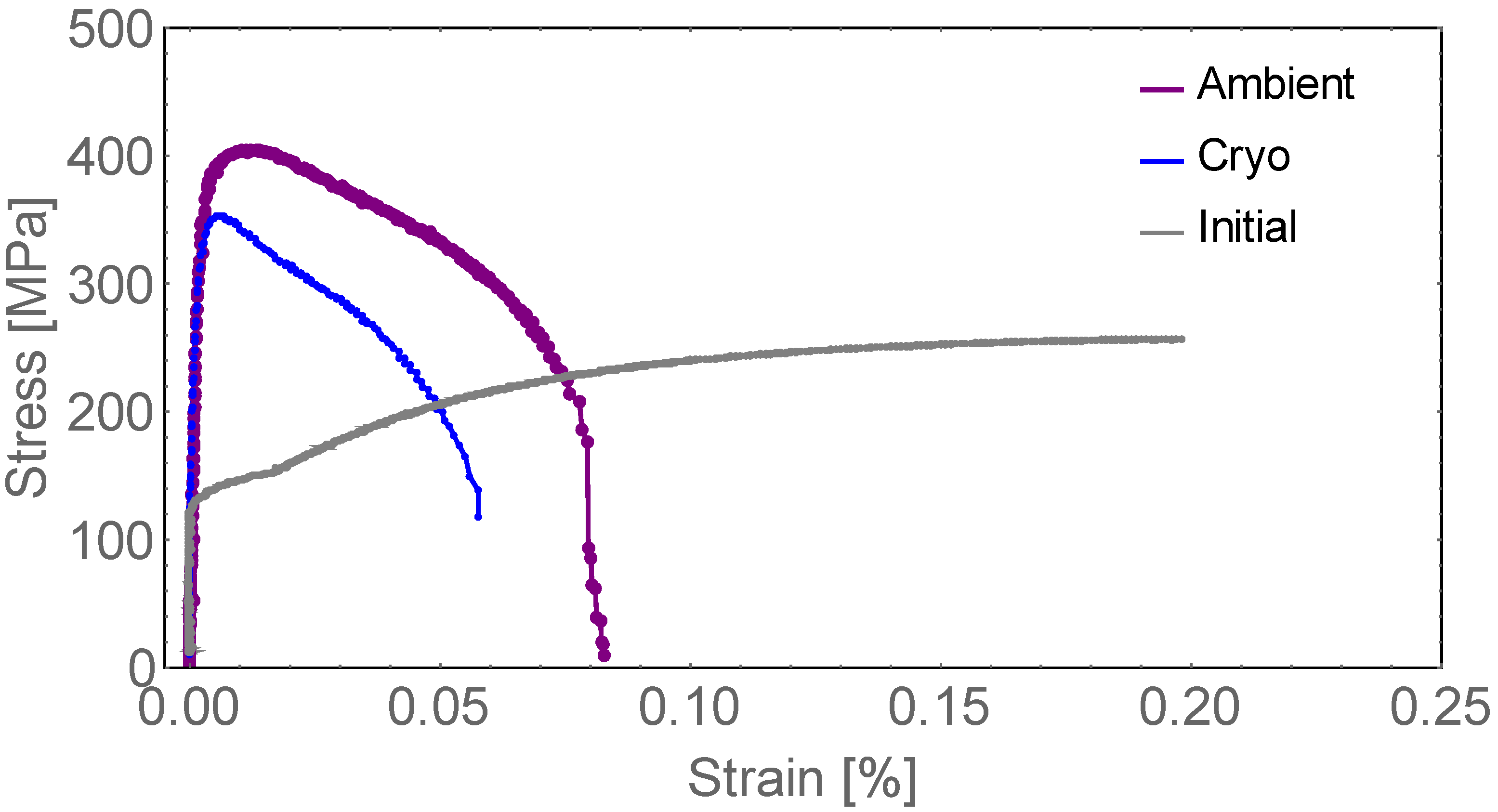
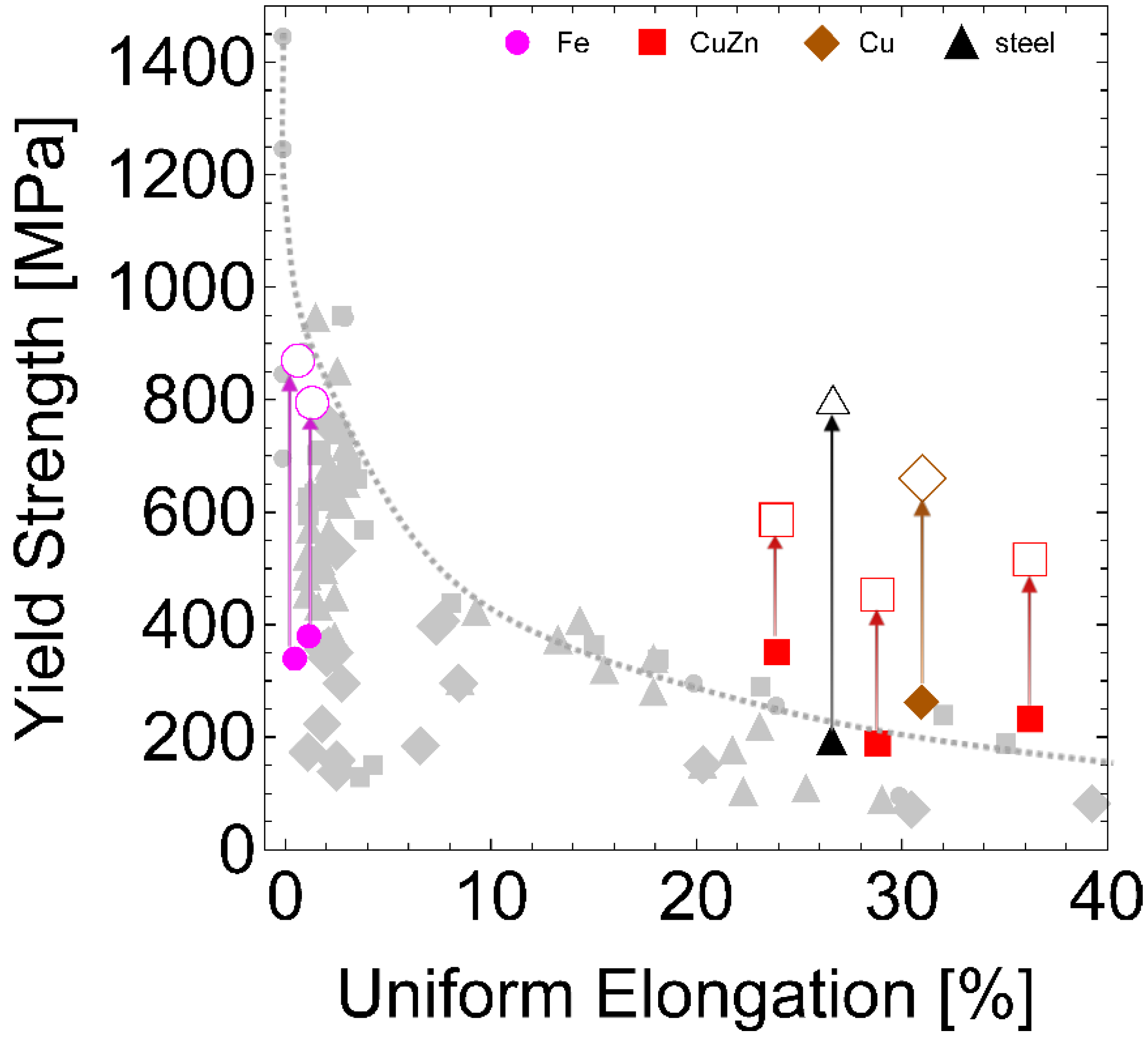
3.2. Mechanical Properties



4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef] [PubMed]
- Srinivasarao, B.; Oh-ishi, K.; Ohkubo, T.; Hono, K. Bimodally grained high-strength Fe fabricated by mechanical alloying and spark plasma sintering. Acta Mater. 2009, 57, 3277–3286. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef] [PubMed]
- You, Z.S.; Lu, L.; Lu, K. Tensile behavior of columnar grained Cu with preferentially oriented nanoscale twins. Acta Mater. 2011, 59, 6927–6937. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [PubMed]
- Balusamy, T.; Sankara Narayanan, T.S.N.; Ravichandran, K.; Park, I.S.; Lee, M.H. Influence of surface mechanical attrition treatment (SMAT) on the corrosion behaviour of aisi 304 stainless steel. Corros. Sci. 2013, 74, 332–344. [Google Scholar] [CrossRef]
- Fabijanic, D.; Taylor, A.; Ralston, K.D.; Zhang, M.X.; Birbilis, N. Influence of surface mechanical attrition treatment attrition media on the surface contamination and corrosion of magnesium. Corrosion 2012, 69, 527–535. [Google Scholar] [CrossRef]
- Huang, R.; Han, Y. The effect of smat-induced grain refinement and dislocations on the corrosion behavior of Ti–25Nb–3Mo–3Zr–2Sn alloy. Mater. Sci. Eng C 2013, 33, 2353–2359. [Google Scholar] [CrossRef] [PubMed]
- op't Hoog, C.; Birbilis, N.; Estrin, Y. Corrosion of pure Mg as a function of grain size and processing route. Adv. Eng. Mater. 2008, 10, 579–582. [Google Scholar] [CrossRef]
- Dai, K.; Shaw, L. Comparison between shot peening and surface nanocrystallization and hardening processes. Mater. Sci. Eng. A 2007, 463, 46–53. [Google Scholar] [CrossRef]
- Ortiz, A.L.; Tian, J.-W.; Shaw, L.L.; Liaw, P.K. Experimental study of the microstructure and stress state of shot peened and surface mechanical attrition treated nickel alloys. Scr. Mater. 2010, 62, 129–132. [Google Scholar] [CrossRef]
- Shaw, L.L.; Tian, J.-W.; Ortiz, A.L.; Dai, K.; Villegas, J.C.; Liaw, P.K.; Ren, R.; Klarstrom, D.L. A direct comparison in the fatigue resistance enhanced by surface severe plastic deformation and shot peening in a C-2000 superalloy. Mater. Sci. Eng. A 2010, 527, 986–994. [Google Scholar] [CrossRef]
- Villegas, J.C.; Shaw, L.L.; Dai, K.; Yuan, W.; Tian, J.; Liaw, P.K.; Klarstrom, D.L. Enhanced fatigue resistance of a nickel-based hastelloy induced by a surface nanocrystallization and hardening process. Philos. Mag. Lett. 2005, 85, 427–438. [Google Scholar] [CrossRef]
- Roland, T.; Retraint, D.; Lu, K.; Lu, J. Fatigue life improvement through surface nanostructuring of stainless steel by means of surface mechanical attrition treatment. Scr. Mater. 2006, 54, 1949–1954. [Google Scholar] [CrossRef]
- Efe, M.; El-Atwani, O.; Guo, Y.; Klenosky, D.R. Microstructure refinement of tungsten by surface deformation for irradiation damage resistance. Scr. Mater. 2014, 70, 31–34. [Google Scholar] [CrossRef]
- Darling, K.A.; Tschopp, M.A.; Roberts, A.J.; Ligda, J.P.; Kecskes, L.J. Enhancing grain refinement in polycrystalline materials using surface mechanical attrition treatment at cryogenic temperatures. Scr. Mater. 2013, 69, 461–464. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Y.; Tao, N.; Lu, K. Effect of the zener–hollomon parameter on the microstructures and mechanical properties of Cu subjected to plastic deformation. Acta Mater. 2009, 57, 761–772. [Google Scholar] [CrossRef]
- Pu, Z.; Song, G.L.; Yang, S.; Outeiro, J.C.; Dillon, O.W., Jr.; Puleo, D.A.; Jawahir, I.S. Grain refined and basal textured surface produced by burnishing for improved corrosion performance of AZ31B Mg alloy. Corros. Sci. 2012, 57, 192–201. [Google Scholar] [CrossRef]
- Han, B.; Mohamed, F.; Lavernia, E. Mechanical properties of iron processed by severe plastic deformation. Metall. Mater. Trans. A 2003, 34, 71–83. [Google Scholar] [CrossRef]
- Wei, Q. Strain rate effects in the ultrafine grain and nanocrystalline regimes-influence on some constitutive responses. J. Mater. Sci. 2007, 42, 1709–1727. [Google Scholar] [CrossRef]
- Vorhauer, A.; Pippan, R. On the onset of a steady state in body-centered cubic iron during severe plastic deformation at low homologous temperatures. Metall. Mater. Trans. A 2008, 39, 417–429. [Google Scholar] [CrossRef]
- Malow, T.R.; Koch, C.C. Mechanical properties, ductility, and grain size of nanocrystalline iron produced by mechanical attrition. Metall. Mat. Trans. A 1998, 29, 2285–2295. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375–377, 38–45. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, P.; Chen, L.; Yuan, F.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.T.; Tao, N.R.; Lu, K. Architectured surface layer with a gradient nanotwinned structure in a Fe–Mn austenitic steel. Scr. Mater. 2013, 68, 22–27. [Google Scholar] [CrossRef]
- Jia, D.; Ramesh, K.T.; Ma, E. Effects of nanocrystalline and ultrafine grain sizes on constitutive behavior and shear bands in iron. Acta Mater. 2003, 51, 3495–3509. [Google Scholar] [CrossRef]
- Bolaños, J.A.M.; Cobos, O.F.H.; Marrero, J.M.C. Strain hardening behavior of armco iron processed by ECAP. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012143. [Google Scholar] [CrossRef]
- Ding, Y.; Jiang, J.; Shan, A. Plastic instability and strain rate sensitivity of ultrafine-grained iron. J. Alloys Compd. 2009, 487, 517–521. [Google Scholar] [CrossRef]
- Takaki, S.; Kawasaki, K.; Futamura, Y.; Tsuchiyama, T. Deformation behavior of ultrafine grained iron. Mater. Sci. Forum 2006, 503–504, 317–322. [Google Scholar] [CrossRef]
- Legros, M.; Elliott, B.R.; Rittner, M.N.; Weertman, J.R.; Hemker, K.J. Microsample tensile testing of nanocrystalline metals. Philos. Mag. A 2000, 80, 1017–1026. [Google Scholar] [CrossRef]
- Ma, E. Instabilities and ductility of nanocrystalline and ultrafine-grained metals. Scr. Mater. 2003, 49, 663–668. [Google Scholar] [CrossRef]
- Cai, B.; Ma, X.; Moering, J.; Zhou, H.; Yang, X.; Zhu, X. Enhanced mechanical properties in Cu–Zn alloys with a gradient structure by surface mechanical attrition treatment at cryogenic temperature. Mater. Sci. Eng. A 2015, 626, 144–149. [Google Scholar] [CrossRef]
- Cheng, S.; Milligan, W.W.; Wang, X.L.; Choo, H.; Liaw, P.K. Compressive and tensile deformation behavior of consolidated Fe. Mater. Sci. Eng. A 2008, 493, 226–231. [Google Scholar] [CrossRef]
- Wang, Y.M.; Wang, K.; Pan, D.; Lu, K.; Hemker, K.J.; Ma, E. Microsample tensile testing of nanocrystalline copper. Scr. Mater. 2003, 48, 1581–1586. [Google Scholar] [CrossRef]
- Nieman, G.W.; Weertman, J.R.; Siegel, R.W. Mechanical behavior of nanocrystalline metals. Nanostructured Mater. 1992, 1, 185–190. [Google Scholar] [CrossRef]
- Gertsman, V.Y.; Valiev, R.Z.; Akhmadeev, N.A.; Mishin, O.V. Deformation behavior of ultrafine-grained materials. Mater. Sci. Forum 1996, 225–227, 739–744. [Google Scholar] [CrossRef]
- Sanders, P.G.; Eastman, J.A.; Weertman, J.R. Elastic and tensile behavior of nanocrystalline copper and palladium. Acta Mater. 1997, 45, 4019–4025. [Google Scholar] [CrossRef]
- Lu, L.; Wang, L.B.; Ding, B.Z.; Lu, K. High-tensile ductility in nanocrystalline copper. J. Mater. Res. 2000, 15, 270–273. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Kozlov, E.V.; Ivanov, Y.F.; Lian, J.; Nazarov, A.A.; Baudelet, B. Deformation behaviour of ultra-fine-grained copper. Acta Metall. Mater. 1994, 42, 2467–2475. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murdoch, H.A.; Darling, K.A.; Roberts, A.J.; Kecskes, L. Mechanical Behavior of Ultrafine Gradient Grain Structures Produced via Ambient and Cryogenic Surface Mechanical Attrition Treatment in Iron. Metals 2015, 5, 976-985. https://doi.org/10.3390/met5020976
Murdoch HA, Darling KA, Roberts AJ, Kecskes L. Mechanical Behavior of Ultrafine Gradient Grain Structures Produced via Ambient and Cryogenic Surface Mechanical Attrition Treatment in Iron. Metals. 2015; 5(2):976-985. https://doi.org/10.3390/met5020976
Chicago/Turabian StyleMurdoch, Heather A., Kristopher A. Darling, Anthony J. Roberts, and Laszlo Kecskes. 2015. "Mechanical Behavior of Ultrafine Gradient Grain Structures Produced via Ambient and Cryogenic Surface Mechanical Attrition Treatment in Iron" Metals 5, no. 2: 976-985. https://doi.org/10.3390/met5020976
APA StyleMurdoch, H. A., Darling, K. A., Roberts, A. J., & Kecskes, L. (2015). Mechanical Behavior of Ultrafine Gradient Grain Structures Produced via Ambient and Cryogenic Surface Mechanical Attrition Treatment in Iron. Metals, 5(2), 976-985. https://doi.org/10.3390/met5020976