
Influence of Milling on the Fatigue Lifetime of a Ti6Al4V Titanium Alloy

Abstract
:1. Introduction
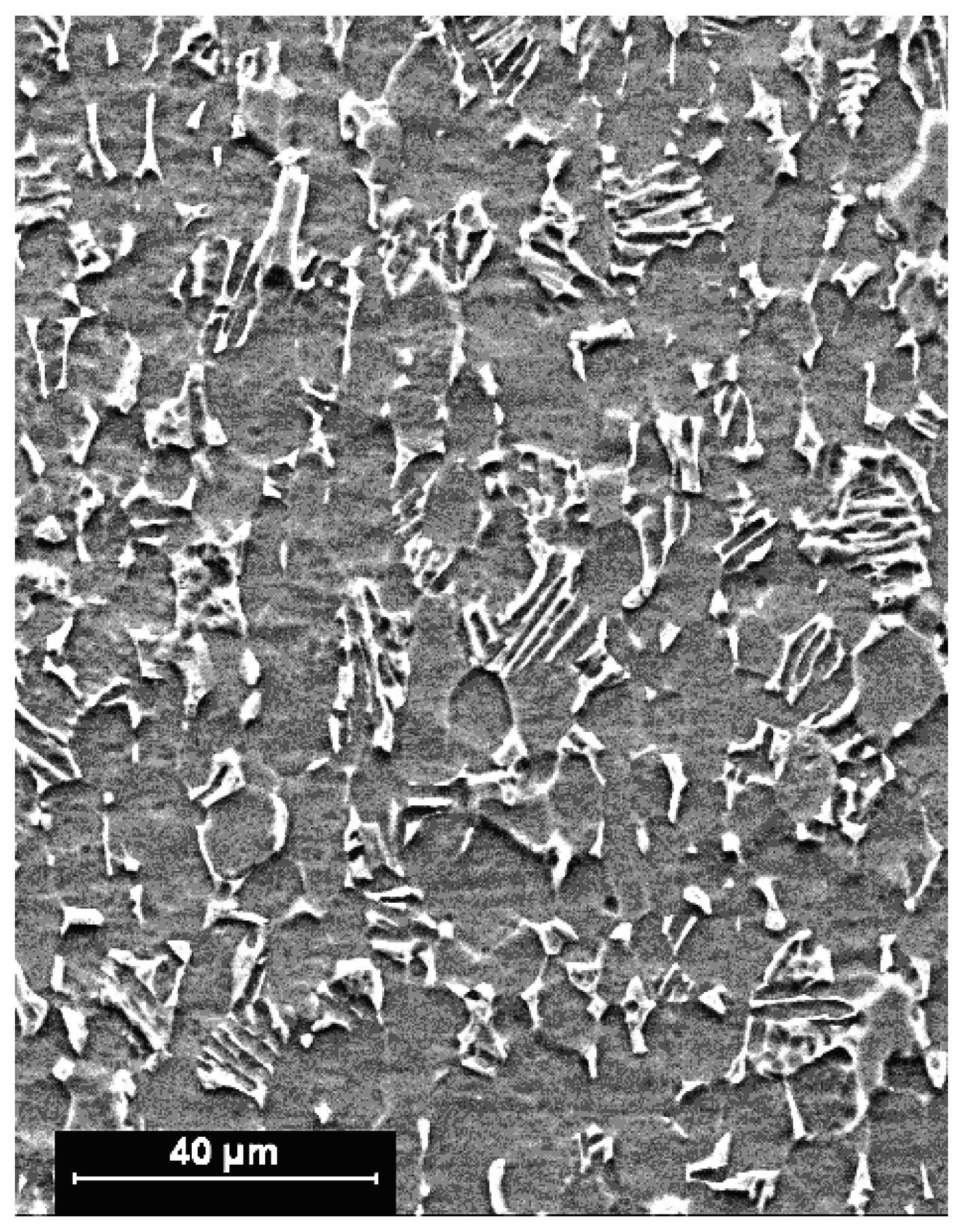
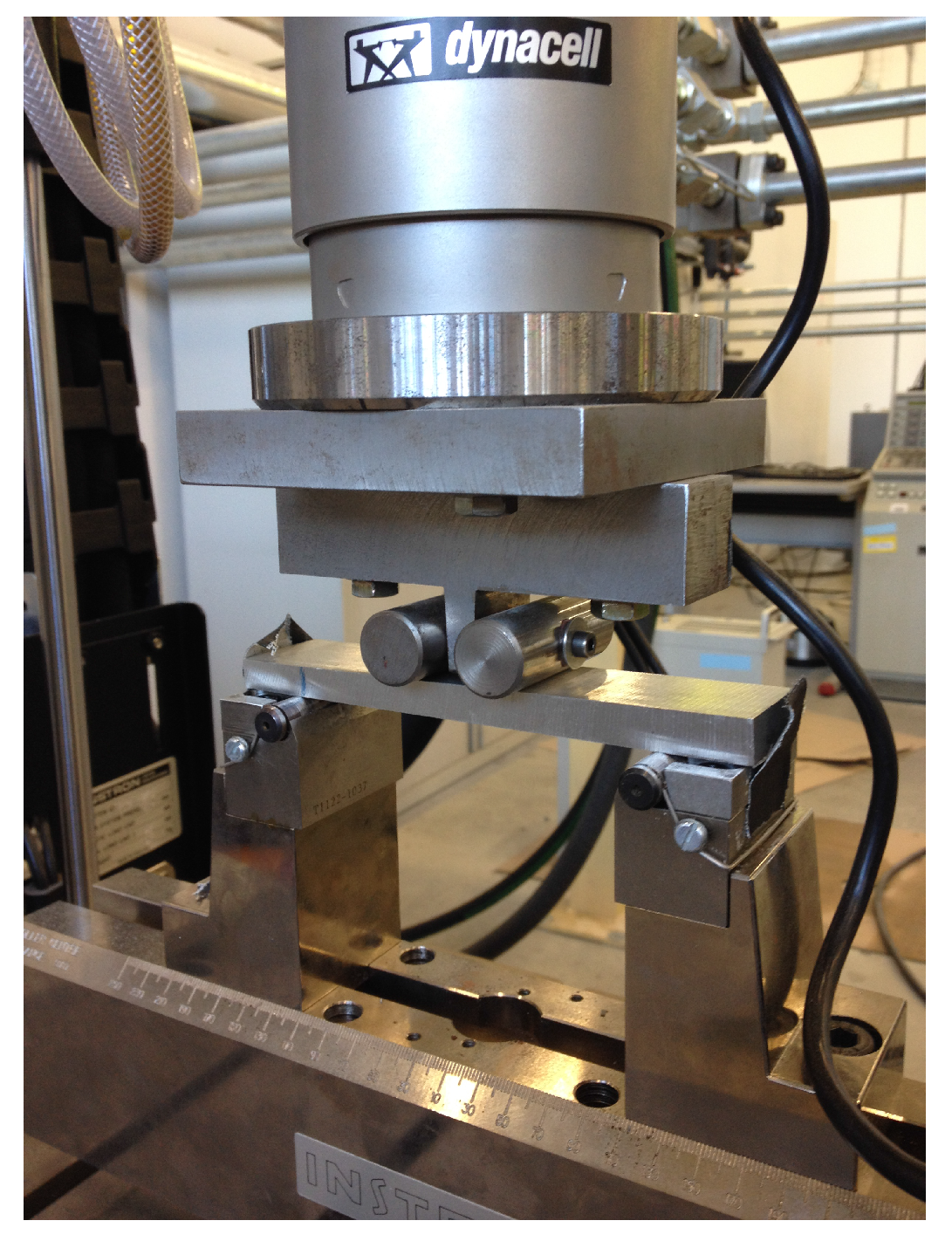
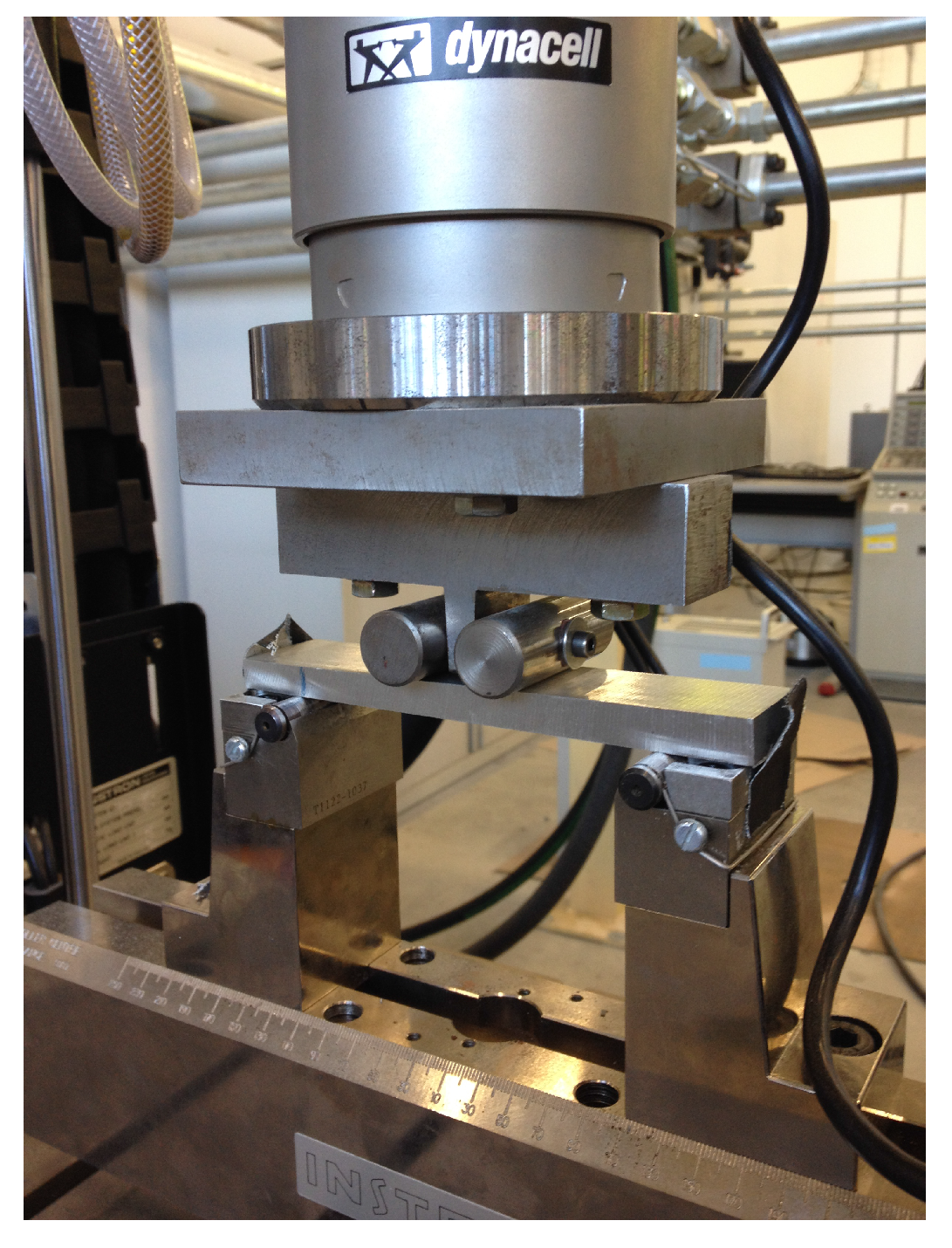
2. Material and Methods

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels |
|---|---|
| Cutting speed, V (m/min) | 32–100 |
| Feed rate, fz (mm/tooth) | 0.1–0.2 |
| Depth of cut in roughing, ap (mm) | 1–3 |
| Depth of cut in finishing, ap (mm) | 0–0.5 |
| Nose radius, R (mm) | 2.5–4 |
| Lubrication | Yes–No |

| Run N | Machining Parameters | |||||
|---|---|---|---|---|---|---|
| V | fz | apro | apfin | R | Lub | |
| (m/min) | (mm/tooth) | (mm) | (mm) | (mm) | ||
| 1 | 54 | 0.133 | 1.65 | 0.15 | 2.5 | N |
| 2 | 78 | 0.133 | 1.65 | 0.15 | 2.5 | Y |
| 3 | 54 | 0.133 | 1.65 | 0.35 | 4 | N |
| 4 | 78 | 0.133 | 1.65 | 0.35 | 4 | Y |
| 5 | 54 | 0.167 | 1.65 | 0.15 | 2.5 | N |
| 6 | 78 | 0.167 | 1.65 | 0.15 | 2.5 | Y |
| 7 | 54 | 0.167 | 1.65 | 0.35 | 4 | N |
| 8 | 78 | 0.167 | 1.65 | 0.35 | 4 | Y |
| 9 | 66 | 0.15 | 2 | 0.25 | 2.5 | Y |
| 10 | 66 | 0.15 | 2 | 0.25 | 4 | N |
| 11 | 66 | 0.1 | 2 | 0.25 | 2.5 | Y |
| 12 | 66 | 0.2 | 2 | 0.25 | 4 | N |
| 13 | 66 | 0.15 | 1 | 0.25 | 4 | N |
| 14 | 66 | 0.15 | 3 | 0.25 | 2.5 | Y |
| 15 | 66 | 0.15 | 2 | 0 | 4 | N |
| 16 | 66 | 0.15 | 2 | 0.5 | 2.5 | Y |
| 17 | 32 | 0.15 | 2 | 0.25 | 2.5 | Y |
| 18 | 100 | 0.15 | 2 | 0.25 | 4 | N |
| 19 | 66 | 0.15 | 2 | 0.25 | 2.5 | Y |
| 20 | 66 | 0.15 | 2 | 0.25 | 4 | N |

| Measures | RS (MPa) |
|---|---|
| 1 | −261 |
| 2 | −266 |
| 3 | −264 |
| Average | −263.6 |
| Specimen N° | Response | ||||
|---|---|---|---|---|---|
| Ra | Rt | Rz | RS | LC | |
| (μm) | (μm) | (μm) | (MPa) | () | |
| 1 | 0.25 | 2.09 | 1.64 | −264 | 1.819 |
| 3 | 0.56 | 3.9 | 3.13 | −261 | 1.991 |
| 4 | 0.39 | 3.15 | 2.41 | −292 | 1.794 |
| 12 | 0.44 | 2.9 | 2.5 | −114 | 1.406 |
| 17 | 0.43 | 3.37 | 2.8 | −215 | 1.282 |
| 18 | 0.6 | 3.76 | 3.31 | 0 | 1.747 |
3. Results and Discussion
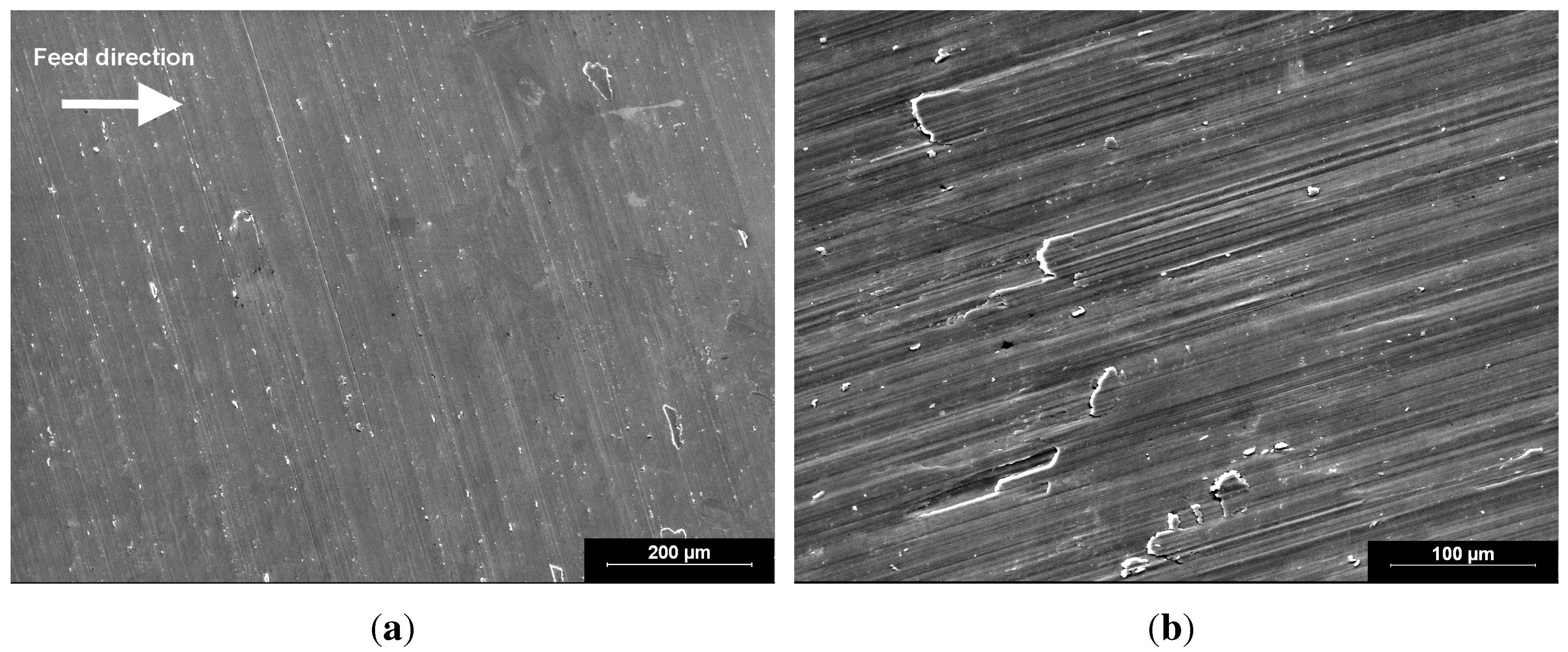
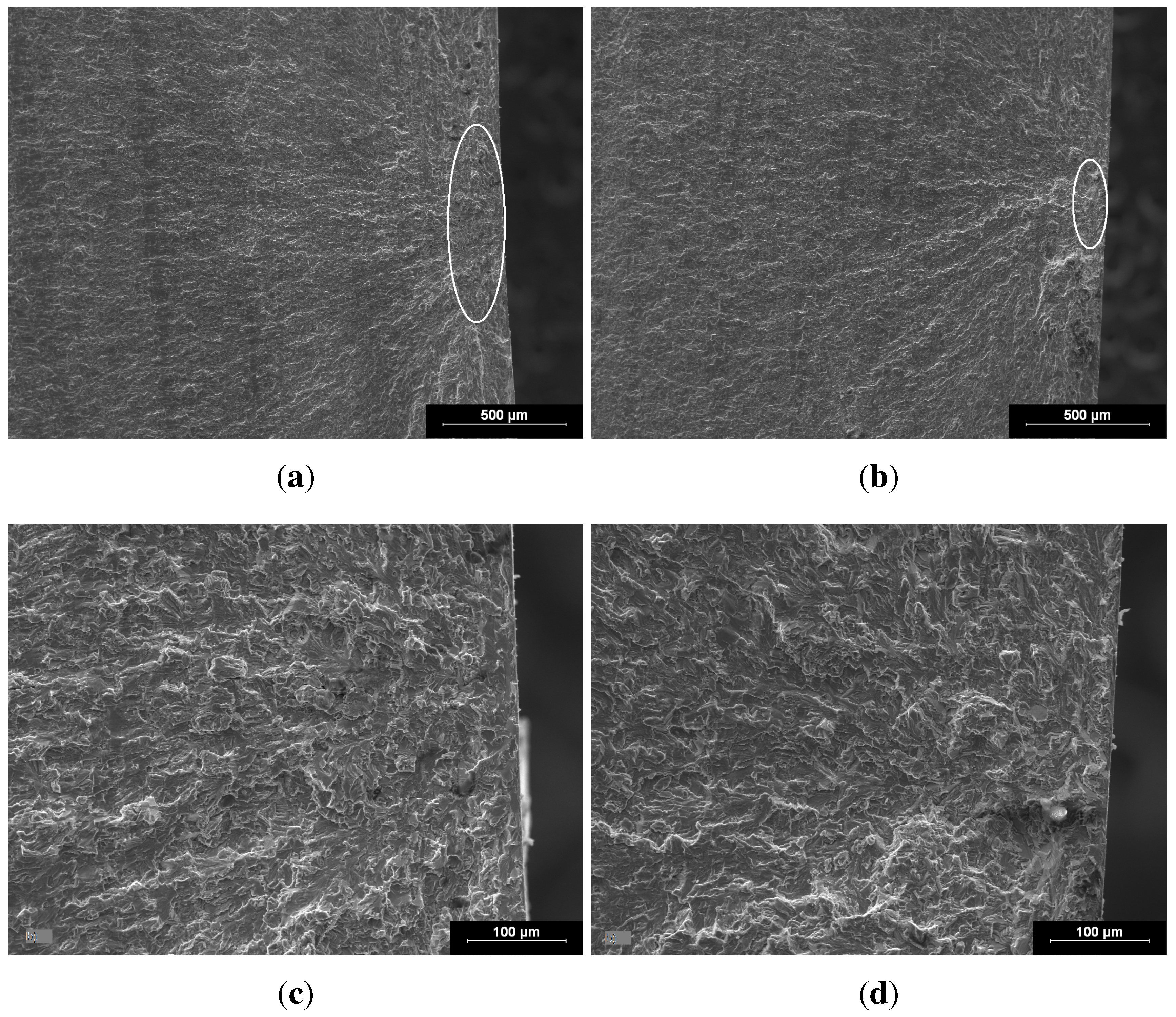
3.1. Machining/Surface Integrity

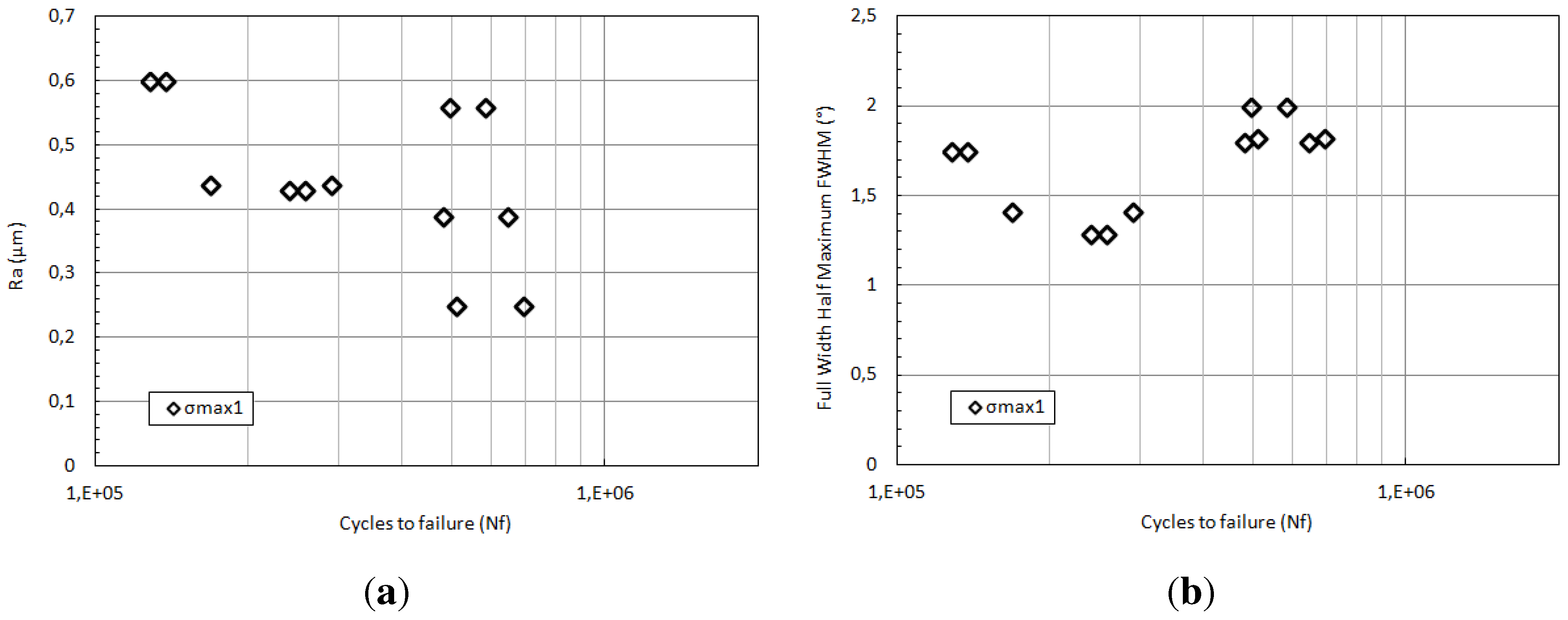
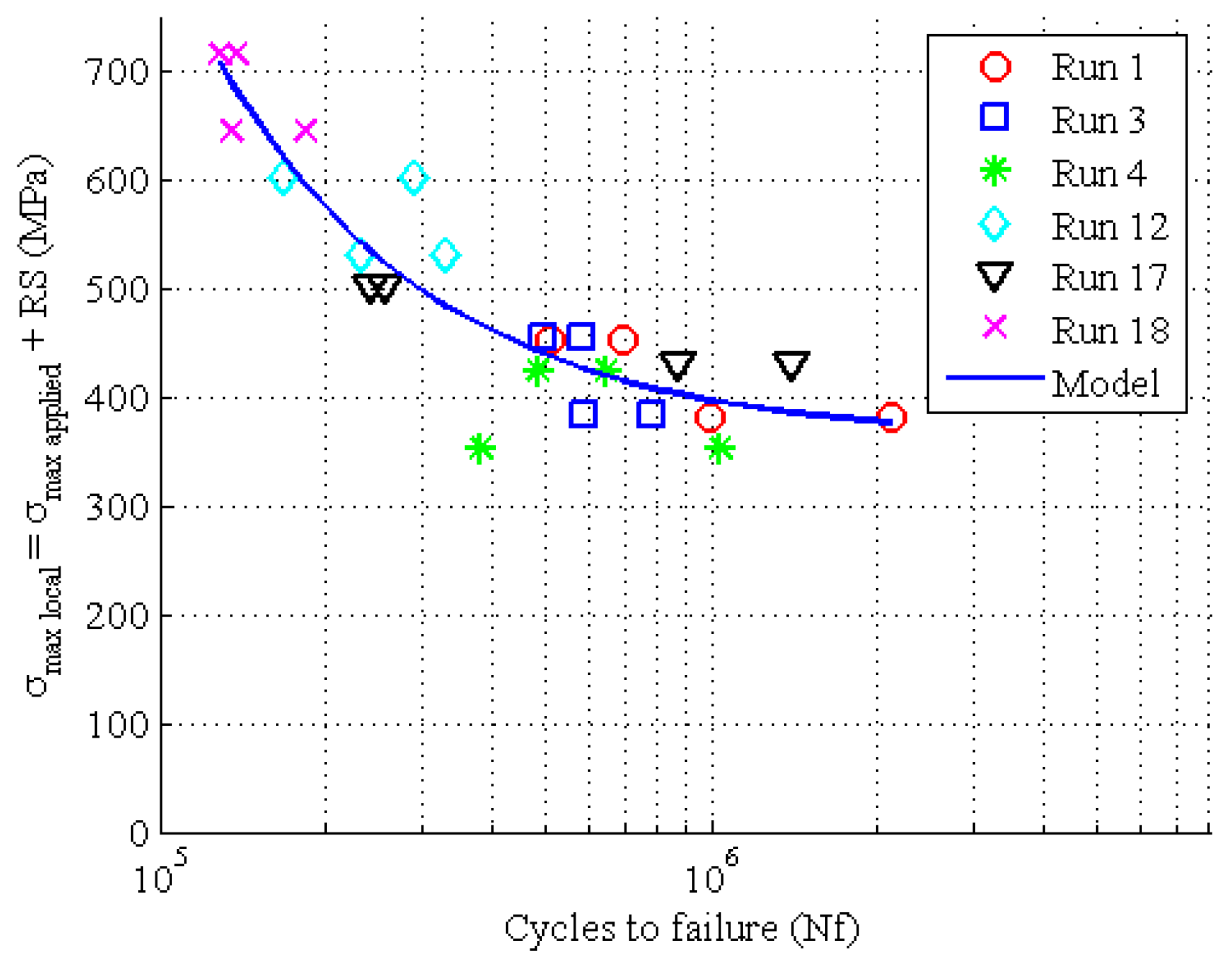
3.2. Surface Integrity/Fatigue Life



3.3. Machining/Fatigue Life
| Procedure | Machining Parameters | Response | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| V | fz | apro | apfin | R | Ra | Rt | Rz | RS | ||
| (m/min) | (mm/tooth) | (mm) | (mm) | (mm) | (μm) | (μm) | (μm) | (MPa) | ||
| Ref | Ro | 50 | 0.1 | 3 | / | 6.2 | 1.06 | 5.9 | 5.22 | −159 |
| Fin | 60 | 0.1 | / | 0.5 | 6.2 | |||||
| Optim1 | 32 | 0.1 | / | 3.5 | 2.5 | 1.14 | 6.52 | 5.51 | −297.5 | |
| Optim2 | 32 | 0.1 | / | 3.5 | 6.2 | 0.8 | 4.75 | 4.2 | −242.5 | |

4. Conclusions
Author Contributions
Conflicts of Interest
References
- Ezugwu, E. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Novovic, D.; Dewes, R.C.; Aspinwall, D.K.; Voice, W.; Bowen, P. The effect of machined topography and integrity on fatigue life. Int. J. Mach. Tools Manuf. 2004, 44, 125–134. [Google Scholar] [CrossRef]
- Alam, A.M. Influence de Gammes de Tournage sur l’état de Surface et la Fatigue en Endurance limitée D’un Acier de Construction. Ph.D. Thesis, University Paul Sabatier de Toulouse, 1998. [Google Scholar]
- Suraratchai, M. Influence de l’état de Surface sur la Tenue en Fatigue de L’alliage D’aluminium 7010. Ph.D. Thesis, University Toulouse III - Paul Sabatier, 2006. [Google Scholar]
- Geng, G.S.; Xu, J.H. Surface Integrity and Fatigue Property of a High Speed Milled Titanium Alloy. Adv. Mater. Res. 2008, 53–54, 305–310. [Google Scholar] [CrossRef]
- Sasahara, H. The effect on fatigue life of residual stress and surface hardness resulting from different cutting conditions of 0.45%C steel. Int. J. Mach. Tools Manuf. 2005, 45, 131–136. [Google Scholar] [CrossRef]
- Javidi, A.; Rieger, U.; Eichlseder, W. The effect of machining on the surface integrity and fatigue life. Int. J. Fatigue 2008, 30, 2050–2055. [Google Scholar] [CrossRef]
- Ghanem, F.; Fredj, N.B.; Sidhom, H.; Braham, C. Influence du mode de fraisage sur l’intégrité de surface et la tenue en fatigue des pieces usinées. In 22eme journes de Printemps - Fatigue et procédés de Fabrication, ed. S. F. D. M. E. MATERIAUX. CETIM; 2003. [Google Scholar]
- Li, W.; Guo, Y.B.; Barkey, M.E.; Jordon, J.B. Effect Tool Wear During End Milling on the Surface Integrity and Fatigue Life of Inconel 718. Procedia CIRP 2014, 14, 546–551. [Google Scholar] [CrossRef]
- Yao, C.F.; Wu, D.X.; Jin, Q.C.; Huang, X.C.; Ren, J.X.; Zhang, D.H. Influence of high-speed milling parameter on 3D surface topography and fatigue behavior of TB6 titanium alloy. Trans. Nonferrous Metals Soc. China 2013, 23, 650–660. [Google Scholar] [CrossRef]
- Bentley, S.A.; Mantle, A.L.; Aspinwall, D.K. The effect of machining on the fatigue strength of a gamma titanium aluminide intertmetallic alloy. Intermetallics 1999, 7, 967–969. [Google Scholar] [CrossRef]
- Moussaoui, K.; Mousseigne, M.; Senatore, J.; Chieragatti, R.; Monies, F. Influence of milling on surface integrity of Ti6Al4V-study of the metallurgical characteristics: Microstructure and microhardness. Int. J. Adv. Manuf. Technol. 2013, 67, 1477–1489. [Google Scholar] [CrossRef]
- Velasquez, J.D.P. Etude des copeaux et de l’intégrité de surface en usinage a grande vitesse de l’alliage de titane TA6V. Ph.D. Thesis, University Paul Verlaine, Metz, 2007. [Google Scholar]
- Castex, L.; Lebrun, J.L.; Maeder, G.; Sprauel, J.M. Détermination des Contraintes Résiduelles par Diffraction des Rayons X; Number 22 in Publications Scientifiques et Techniques—Ecole Nationale Supérieure D’arts et Métiers; ENSAM: Paris, France, 1981. [Google Scholar]
- Hoffmeister, J.; Schulze, V.; Hessert, R.; Koenig, G. Residual stresses under quasi-static and cyclic loading in shot peened Inconel 718. Int. J. Mater. Res. 2012, 103, 66–72. [Google Scholar] [CrossRef]
- Madariaga, A.; Esnaola, J.A.; Fernandez, E.; Arrazola, P.J.; Garay, A.; Morel, F. Analysis of residual stress and work-hardened profiles on Inconel 718 when face turning with large-nose radius tools. Int. J. Adv. Manuf. Technol. 2014, 71, 1587–1598. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Da Silva, R.B.; Cakir, O. Surface integrity of finished turned Ti-6Al-4V alloy with PCD tools using conventional and high pressure coolant supplies. Int. J. Mach. Tools Manuf. 2007, 47, 884–891. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti-6Al-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y. A comprehensive experimental study on surface integrity by end milling Ti-6Al-4V. J. Mater. Process. Technol. 2009, 209, 4036–4042. [Google Scholar] [CrossRef]
- Brosse, A.; Hamdi, H.; Bergheau, J.M. A numerical study of phase transformation during grinding. Int. J. Mach. Mach. Mater. 2009, 4, 148–157. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Surface integrity of dry machined titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 325–332. [Google Scholar] [CrossRef]
- Hughes, J.I.; Sharman, A.R.C.; Ridgway, K. The Effect of Cutting Tool Material and Edge Geometry on Tool Life and Workpiece Surface Integrity. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2006, 220, 93–107. [Google Scholar] [CrossRef]
- Smith, S.; Melkote, S.N.; Lara-Curzio, E.; Watkins, T.R.; Allard, L.; Riester, L. Effect of surface integrity of hard turned AISI 52100 steel on fatigue performance. Mater. Sci. Eng. A 2007, 459, 337–346. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moussaoui, K.; Mousseigne, M.; Senatore, J.; Chieragatti, R.; Lamesle, P. Influence of Milling on the Fatigue Lifetime of a Ti6Al4V Titanium Alloy. Metals 2015, 5, 1148-1162. https://doi.org/10.3390/met5031148
Moussaoui K, Mousseigne M, Senatore J, Chieragatti R, Lamesle P. Influence of Milling on the Fatigue Lifetime of a Ti6Al4V Titanium Alloy. Metals. 2015; 5(3):1148-1162. https://doi.org/10.3390/met5031148
Chicago/Turabian StyleMoussaoui, Kamel, Michel Mousseigne, Johanna Senatore, Remy Chieragatti, and Pascal Lamesle. 2015. "Influence of Milling on the Fatigue Lifetime of a Ti6Al4V Titanium Alloy" Metals 5, no. 3: 1148-1162. https://doi.org/10.3390/met5031148