Optimizing Gear Performance by Alloy Modification of Carburizing Steels


Abstract
:1. Introduction
- Chemical composition/hardenability;
- Homogeneity/microscopic and macroscopic cleanness;
- Mechanical properties (tensile strength, fatigue strength and toughness);
- Wear resistance, contact fatigue strength, bending strength and vibration resistance;
- High and uniform dimensional stability [2].
2. Optimization Strategy for Carburizing Steels
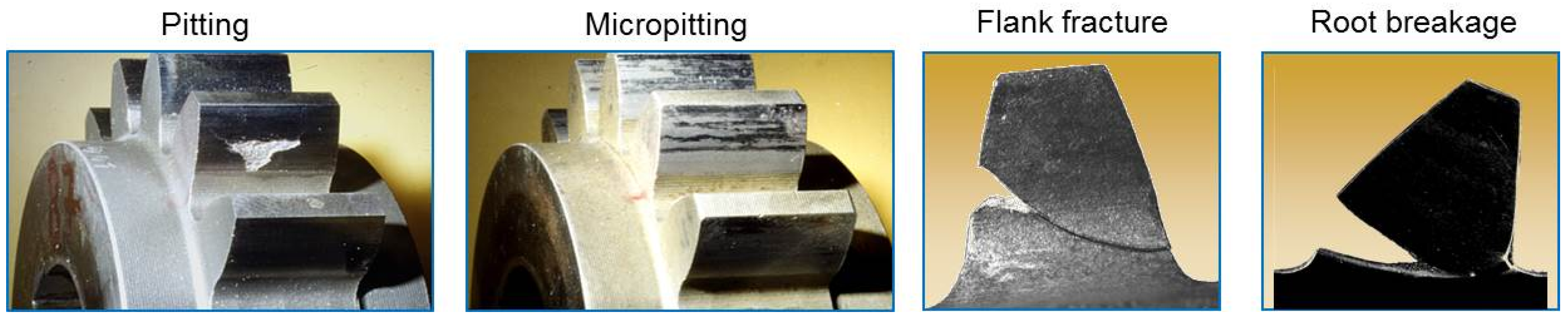
2.1. Gear Fatigue Failure Modes and Failure Mechanism
2.2. Requirements on Material Properties for Large Gear Sizes
- Surface hardness: a minimum surface hardness of 660 HV or 58 HRC (Rockwell-C hardness) is required according to existing standards in order to achieve allowable stress numbers for pitting and bending of quality levels MQ and ME; higher surface hardness values do not increase fatigue resistance, but make machinability more difficult; in contrast, wear resistance of the surface typically increases with increased surface hardness;
- Core tensile strength and toughness: increased core hardness is known to especially influence the tooth root bending strength; higher core toughness allows higher core hardness for optimized strength; furthermore, increased core strength and toughness are assumed to reduce the risk of tooth flank fracture damages; gear steels with improved hardenability are required to achieve the desired properties for large gears;
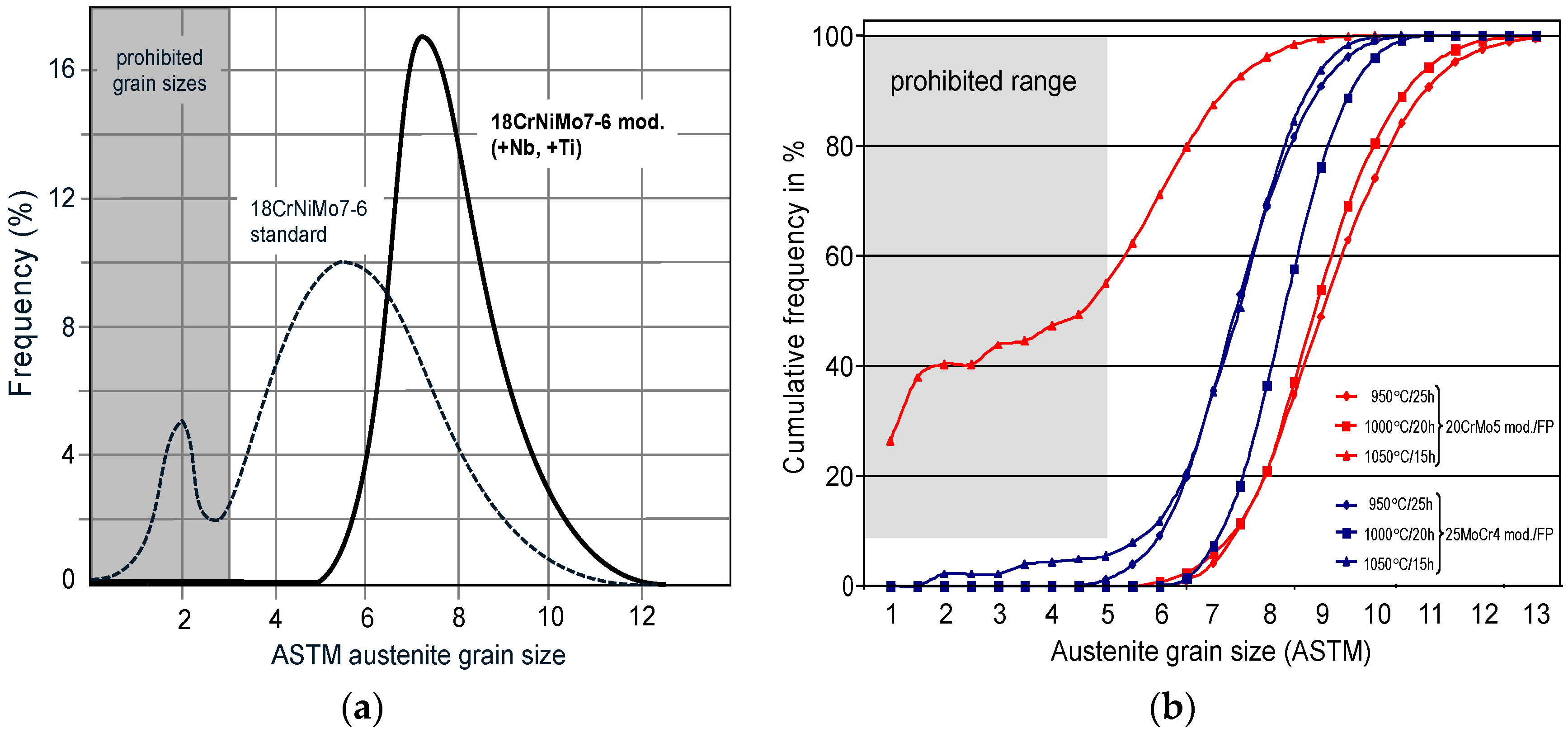
- Microstructure and grain size: fine acicular martensite in the case, as well as fine acicular martensite and bainite in the core are required for optimized load carrying capacity; fine grain size, particularly ASTM 8 and finer, is known to positively impact gear flank and tooth root load carrying capacity; adequate alloying elements are required to ensure grain size stability and fine microstructure even at long process times of carburization;
- Residual austenite: a certain amount of retained austenite in the case is, due to its ductility, assumed to be beneficial for micropitting load capacity and may also contribute to an improved pitting strength; a higher amount of residual austenite may reduce case hardness and bending strength; up to 25% finely-dispersed retained austenite is allowable according to existing gear standards;
- Cleanness: non-metallic inclusions are known to act as local stress raisers; depending on inclusion size and its chemical composition, the gear load carrying capacity, especially the risk of a crack initiation below the surface, may be diminished; as the highly stressed material volume increases with the gear size, the probability of critical inclusions located in critical material sections is increased; consequently, high demands on the cleanness of the gear material especially for large gears result;
- Area reduction ratio, material homogeneity and intergranular oxidation depth: these are further parameters that gain special importance for large gears; requirements according to existing gear standards have to be fulfilled even for larger gear sizes; intergranular oxidation can act as a fatigue fracture initiation site and may reduce the fatigue strength of the tooth;
- Hardenability: improved hardenability of the gear material is a basic requirement to achieve several of the above described properties for large gears.
- Improving hardenability;
- Increasing core tensile strength and toughness;
- Increasing fatigue strength in both the case and core;
- Reducing quench distortion and thus negative acting tensile residual stresses;
- Improving microstructural stability to withstand elevated temperatures during manufacturing and service.
- Minimize intergranular oxidation → reduce Si, Mn and Cr [10];
- Prevent MnS inclusions → reduce S, limit Mn;
- Prevent TiN inclusions → control Ti/N wt % ratio close to three;
- Improve hardenability → increase Mo;
- Improve toughness → increase Ni and Mo;
- Refine and homogenize grain size → balance Nb, Ti, Al and N microalloying addition;
- Strengthen grain boundaries → reduce P and S, add Mo and Nb.
3. Controlling Grain Size in Carburizing Steels
4. Increasing Hardenability and Tempering Resistance
5. Modification and Testing of Carburizing Steels
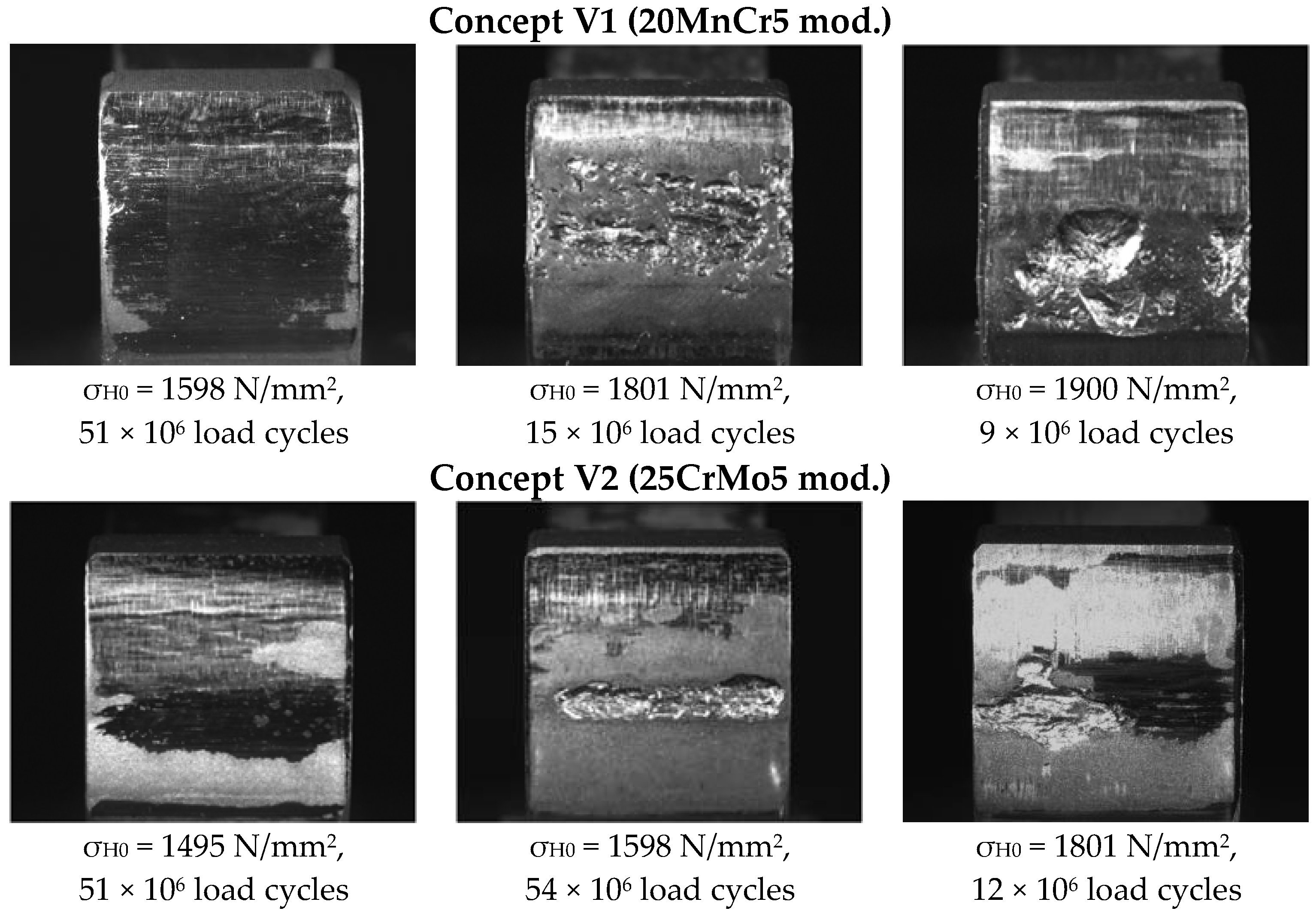
- Tooth breakage occurred;
- The flank area damaged by pitting exceeded about 4% of the working flank area of a single tooth or about 2% of the total working flank area;
- The mean profile deviation due to micropitting exceeded the limiting value of 15 μm to 20 μm.
6. Conclusions
- Molybdenum significantly increases the tempering resistance, thus opening an opportunity of performing secondary heat treatments after case carburizing. The increased tempering resistance also makes gears less vulnerable against hot running in case of lubrication problems during operation.
- It is also known that molybdenum enhances the large angle grain boundary cohesion, thus obstructing intergranular crack propagation and hence retarding macroscopic damage.
- Contrary to manganese, molybdenum does not have a strong segregation tendency, and it does not form inclusions. Furthermore, its use does not increase the sensitivity for intergranular oxidation, as is the case for manganese and chromium.
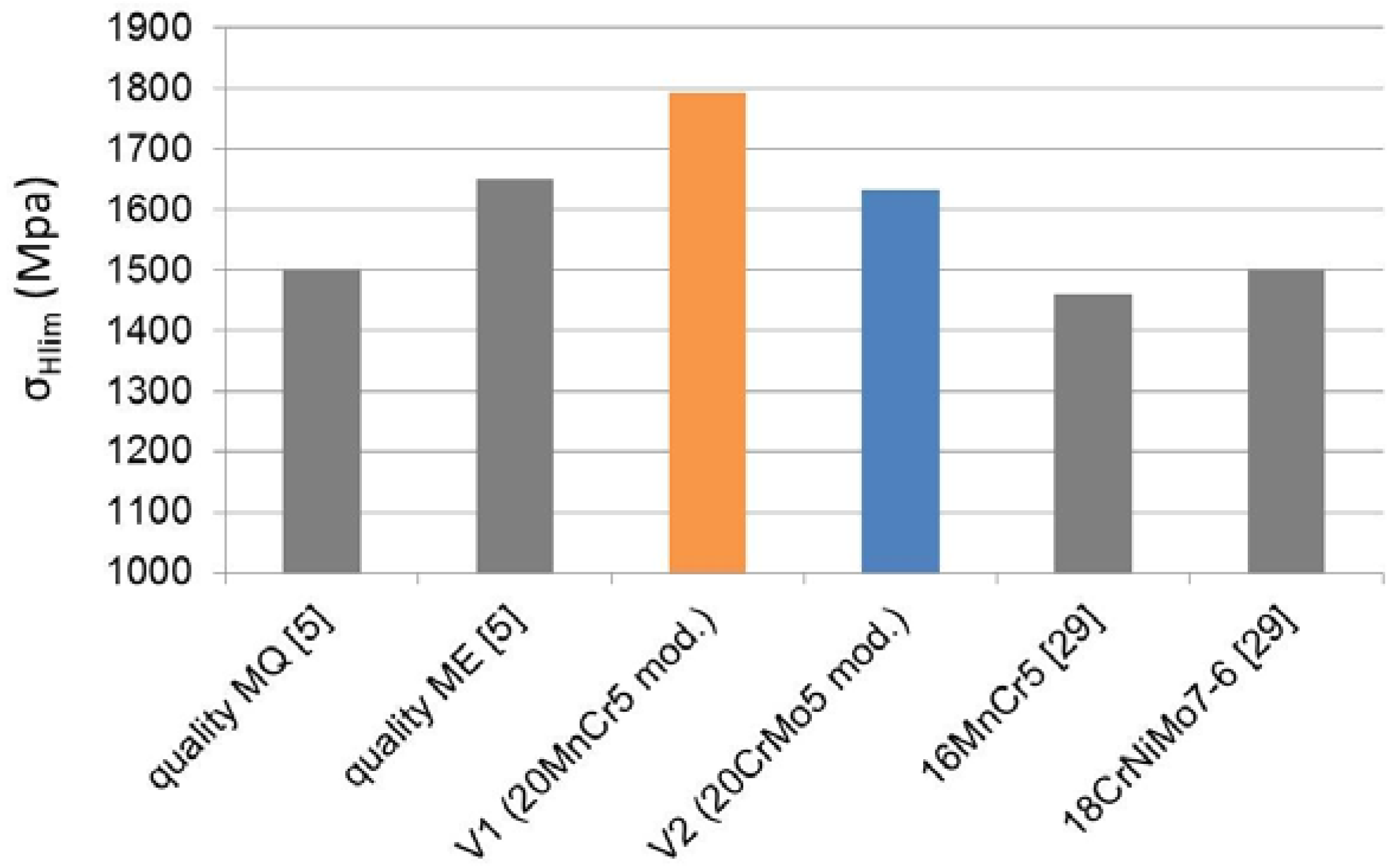
- The present investigation has demonstrated that modifying standard alloys with the moderate addition of molybdenum (0.5–0.7 wt %) can lead to significantly better performance in gear running tests than state-of-the-art alloys including several steels highly alloyed with nickel.
- Niobium carbide nano-precipitates obstruct prior austenite grain coarsening during case carburizing and simultaneously reduce grain size scattering. A finer and more homogeneous grain structure results in improved toughness, higher fatigue resistance and less distortion after heat treatment.
- Niobium further increases the tempering resistance provided by molybdenum due to a metallurgical synergy based on solute drag and particle pinning.
- Prior austenite grain refinement of martensitic steels, as well as nano-carbide precipitates of niobium results in an increased resistance against hydrogen embrittlement.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hippenstiel, F.; Johann, K.-P.; Caspari, R. Tailor Made Carburizing Steels for Use in Power Generation Plants. In Proceedings of the International European Conference on Heat Treatment, Strasbourg, France, June 2009. [Google Scholar]
- Spitzer, H.; Bleck, W.; Flesch, R. Einsatzstähle—Normung und Entwicklungstendenzen, ATTT/AWT-Tagung Einsatzhärtung; Tagungsband; Hanser: München, Germany, 1998; pp. 11–20. [Google Scholar]
- N.N. DIN EN 10084:2008. Carburizing Steels; Beuth Verlag: Berlin, Germany, 2008.
- N.N. ISO 683-11: Edition 1987. Heat-Treatable Steels, Alloy Steels and Free-Cutting Steels, Part 11: Wrought Case-Hardening Steels; Beuth Verlag: Berlin, Germany, 1981.
- N.N. DIN 3990 1-5: Edition 1987:12. Calculation of Load Capacity of Cylindrical Gears; Endurance Limits and Material Qualities; Beuth Verlag: Berlin, Germany, 1987.
- N.N. ISO 6336 1-5: Edition 2006/2003. Calculation of Load Capacity of Spur and Helical Gears—Strength and Quality of Materials; Beuth Verlag: Berlin, Germany, 2003.
- Tobie, T.; Höhn, B.-R.; Stahl, K. Tooth flank breakage—Influences on subsurface initiated fatigue failures of case hardened gears. In Proceedings of the ASME 2013 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, IDETC/CIE 2013, DETC2013-12183, Portland, OR, USA, 4–7 August 2013. [Google Scholar]
- Tobie, Th. Zur Grübchen - und Zahnfußtragfähigkeit einsatzgehärteter Zahnräder. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2001. [Google Scholar]
- Steutzger, M. Größeneinfluß auf die Zahnfußfestigkeit, Forschungsvereinigung Antriebstechnik e.V., Frankfurt am Main, Forschungsvorhaben Nr. 162, Heft 529. 1997. [Google Scholar]
- Uno, M.; Hirai, M.; Nakasato, F. Effect of Alloying Elements on the Properties of Cr-free Carburizing Steels. Sumitomo Search 1989, 39, 33–44. [Google Scholar]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of Microstructure Refinement on the Strength and Toughness of Low Alloy Martensitic Steel. J. Mater. Sci. Technol. 2007, 23, 659–664. [Google Scholar]
- Morito, S.; Saito, H.; Ogawa, T.; Furuhara, T.; Maki, T. Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 2005, 45, 91–94. [Google Scholar] [CrossRef]
- Huchtemann, B.; Schüler, V. Beitrag zur Beeinflussung der Austenitkorngröße von Edelbaustahlen. HTM 1993, 48, 124–132. [Google Scholar]
- Kubota, M.; Ochi, T. Development of Anti-Coarsening Steel for Carburizing. Mater. Sci. Forum 2007, 539–543, 4855–4860. [Google Scholar] [CrossRef]
- Leap, M.J.; Brown, E.L. Effects of composition and, processing on development of grain coarsening resistance in cold forged and carburised steel. Mater. Sci. Technol. 2002, 18, 945–958. [Google Scholar] [CrossRef]
- Kimura, T.; Kurebayashi, Y. Niobium in Microalloyed Engineering Steels, Wire Rods and Case Carburized Products. In Proceedings of the 2001 International Symposium on Niobium, TMS 2001, Orlando, FL, USA, 2–5 December 2001; pp. 801–820. [Google Scholar]
- Hippenstiel, F. Tailored Solutions in Microalloyed Engineering Steels for the Power Transmission Industry. Mater. Sci. Forum 2007, 539–543, 4131–4136. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The Influence of Niobium Microalloying on Austenite Grain Coarsening Behavior of Ti-modified SAE 8620 Steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The Effects of Heating Rate on Austenite Grain Growth in a Ti-modified SAE 8620 Steel with Controlled Niobium Additions. ISIJ Int. 2007, 47, 1034–1041. [Google Scholar] [CrossRef]
- Klenke, K.; Kohlmann, R.; Reinhold, P.; Schweinebraten, W. Improved Performance by High Temperature Carburizing Shown by the Example of VW4521 + Nb, Proceedings Steels in Cars and Truck 2008; Verlag Stahleisen Düsseldorf: Düsseldorf, Germany, 2008; pp. 173–183. [Google Scholar]
- Hong-Seok, Y.; Bhadeshia, H.K.D.H. Austenite Grain Size andthe Martensite–Start Temperature. Scr. Mater. 2009, 60, 493–495. [Google Scholar]
- Randak, A.; Eberbach, R. Einfluß der Austenitkorngröße auf einige Eigenschaften des Stahls 16MnCr5. HTM Härterei-Technische Mitteilungen 1969, 24 Heft 3, 201–209. [Google Scholar]
- Dehner, E.; Weber, F. Experience with Large high-Speed Load Gears. GearTechnology 2007, July, 42–52. [Google Scholar]
- Togashi, F.; Nishizawa, T. Effect of Alloying Elements on the Mobility of Ferrite/Austenite Interface. J. Jpn. Inst. Met. 1976, 40, 12–21. [Google Scholar] [CrossRef]
- Tanaka, T.; Enami, T. Metallurgical Variables Involved in Controlled Rolling of High Tensile Steels and Its Application. Tetsu-to-Hagané 1972, 58, 1775–1790. [Google Scholar] [CrossRef]
- Pavlina, E.J.; Speer, J.G.; Van Tyne, C.J. Equilibrium solubility products of molybdenum carbide and tungsten carbide in iron. Scr. Mater. 2012, 66, 243–246. [Google Scholar] [CrossRef]
- Lakshmanan, V.K.; Kirkaldy, J.S. Solubility Product for Niobium Carbide in Austenite. Metall. Trans. A 1984, 15, 541–553. [Google Scholar] [CrossRef]
- Koyama, S.; Ishii, T.; Narita, K. Effects of Mn, Si, Cr, and Ni on the Solution and Precipitation of Niobium Carbide in Iron Austenite. J. Jpn. Inst. Met. 1971, 35, 1089–1094. [Google Scholar] [CrossRef]
- N.N. ISO 14635 Part 1: Gears—FZG Test Procedures—Part 1: FZG Test Method A/8,3/90 for Relative Scuffing Load-Carrying Capacity of Oil; International Organization for Standardization: Geneva, Switzerland, 2000.
- Weigand, U. Werkstoff- und Wärmebehandlungseinflüsse auf die Zahnfußtragfähigkeit. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 1999. [Google Scholar]
- Niemann, G.; Winter, H. Maschinenelemente, Band II: Getriebe Allgemein, Zahnradgetriebe—Grundlagen, Stirnradgetriebe; Springer: Berlin, Germany, 1989. [Google Scholar]
- Bretl, N.; Schurer, S.; Tobie, T.; Stahl, K.; Höhn, B.-R. Resistenza a flessione—Al piede dei denti di ingranaggi cementati. Organi di Trasmissione 2014, 3, 28–32. [Google Scholar]
- Höhn, B.-R.; Stahl, K.; Schudy, J.; Tobie, Th.; Zornek, B. FZG Rig-Based Testing of Flank Load-Carrying Capacity Internal Gears. GearTechnology 2012, June/July, 60–69. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | Standard | Alloy Addition in wt % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Mo | Ni | Region | |||
| 20MnCr5 | EN 10084 (1.7147) | min. | 0.17 | - | 1.10 | - | - | 1.00 | - | - | Western Europe |
| max. | 0.22 | 0.40 | 1.40 | 0.035 | 0.035 | 1.30 | |||||
| 18CrNiMo7-6 | EN 10084 (1.6587) | min. | 0.15 | - | 0.50 | - | - | 1.50 | 0.25 | 1.40 | |
| max. | 0.21 | 0.40 | 0.90 | 0.025 | 0.035 | 1.80 | 0.35 | 1.70 | |||
| 15CrNi6 | EN 10084 (1.5919) | min. | 0.14 | - | 0.40 | - | - | 1.40 | - | 1.40 | France, Germany |
| max. | 0.19 | 0.40 | 0.60 | 0.035 | 0.035 | 1.70 | 1.70 | ||||
| 17NiCrMo6-5 | EN 10084 (1.6566) | min. | 0.14 | - | 0.60 | - | - | 0.80 | 0.15 | 1.20 | Italy, France |
| max. | 0.20 | 0.40 | 0.90 | 0.025 | 0.035 | 1.10 | 0.25 | 1.50 | |||
| SAE 8620 | SAE J1249 | min. | 0.18 | 0.15 | 0.70 | - | - | 0.40 | 0.15 | 0.40 | North America |
| max. | 0.23 | 0.35 | 0.90 | 0.030 | 0.040 | 0.60 | 0.25 | 0.70 | |||
| SAE 9310 | SAE J1249 | min. | 0.08 | 0.15 | 0.45 | - | - | 1.00 | 0.08 | 3.00 | |
| max. | 0.13 | 0.35 | 0.65 | 0.025 | 0.040 | 1.40 | 0.15 | 3.50 | |||
| 20CrMnTi | GB T 3077-1999 | min. | 0.17 | 0.17 | 0.80 | - | - | 1.00 | 0.00 | - | China |
| max. | 0.23 | 0.37 | 1.10 | 0.035 | 0.035 | 1.30 | 0.15 | 0.30 | |||
| 20CrMnMo | GB T 3077-1999 | min. | 0.17 | 0.17 | 0.90 | - | - | 1.10 | 0.20 | - | |
| max. | 0.23 | 0.37 | 1.20 | 0.025 | 0.035 | 1.40 | 0.30 | 0.30 | |||
| SCM420 | JIS | min. | 0.18 | 0.15 | 0.60 | - | - | 0.90 | 0.15 | - | Japan |
| max. | 0.23 | 0.35 | 0.85 | 0.030 | 0.030 | 1.20 | 0.30 | ||||
| Steel Grade | C | Si | Mn | Cr | Mo | Ni | Nb |
|---|---|---|---|---|---|---|---|
| Concept V1 | 0.26 | 0.12 | 1.46 | 1.23 | 0.54 | 0.91 | 0.03 |
| Concept V2 | 0.21 | 0.25 | 1.17 | 1.15 | 0.21 | 0.22 | 0.04 |
| Property | Concept V1 | Concept V2 | 18CrNiMo7-6 |
|---|---|---|---|
| Tensile strength, Rm (MPa) | 1758 | 1182 | 1182 |
| Impact energy, Av (J) | 47 | 55 | 80 |
| Rotating fatigue limit (MPa) | 722 | 491 | 510 |
| Hardness at 11 mm depth (HRC) | 51 | 44 | 41 |
| Hardness at 25 mm depth (HRC) | 50 | 36 | 36 |
| Treatment after Carburizing at 1030 °C | Concept V1 (20MnCr5 mod.) | Concept V2 (20CrMo5 mod.) | ||||
|---|---|---|---|---|---|---|
| Surface (HV1) | Core (HV10) | CHD550HV1 (mm) | Surface (HV1) | Core (HV10) | CHD550HV1 (mm) | |
| As quenched | 769 | 544 | 2.04 | 786 | 408 | 1.28 |
| −70 °C/2 h + 200 °C/2 h | 717 | 505 | 1.53 | - | - | - |
| 200 °C/2 h | - | - | - | 672 | 430 | 1.20 |
| Plasma nitriding 400 °C | 994 | 432 | 0.8 | 707 | 416 | 0.25 |
| Plasma nitriding 440 °C | 1009 | 422 | 0.35 | 570 | 395 | 0.1 |
| Criterion | Concept V1 | Concept V2 |
|---|---|---|
| Nominal endurance tooth root bending stress for 50% failure probability (MPa) | 1368 | 1072 |
| Gradient of determined S-N curve at limited fatigue life (50% failure probability) | 28.1 | 8.8 |
| Number of load cycles at inflection point (50% failure probability) | 2,048,078 | 436,884 |
| Allowable bending stress σFE (MPa) | 1134 | 885 |
| Nominal bending stress σFlim (MPa) | 567 | 442 |
| Cracking behavior in low-cycle fatigue range | Fractures with crack initiation at the surface | Fractures with crack initiation at the surface |
| Cracking behavior in high-cycle fatigue range | Fractures with crack initiation at the surface | Fractures with crack initiation below the surface |
| Criterion | Concept V1 | Concept V2 |
|---|---|---|
| Nominal endurance strength for 50% failure probability (MPa) | 1699 | 1547 |
| Allowable contact stress (MPa) | 1793 | 1633 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tobie, T.; Hippenstiel, F.; Mohrbacher, H. Optimizing Gear Performance by Alloy Modification of Carburizing Steels. Metals 2017, 7, 415. https://doi.org/10.3390/met7100415
Tobie T, Hippenstiel F, Mohrbacher H. Optimizing Gear Performance by Alloy Modification of Carburizing Steels. Metals. 2017; 7(10):415. https://doi.org/10.3390/met7100415
Chicago/Turabian StyleTobie, Thomas, Frank Hippenstiel, and Hardy Mohrbacher. 2017. "Optimizing Gear Performance by Alloy Modification of Carburizing Steels" Metals 7, no. 10: 415. https://doi.org/10.3390/met7100415
APA StyleTobie, T., Hippenstiel, F., & Mohrbacher, H. (2017). Optimizing Gear Performance by Alloy Modification of Carburizing Steels. Metals, 7(10), 415. https://doi.org/10.3390/met7100415