Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties



Abstract
:1. Introduction
2. Experimental Methods
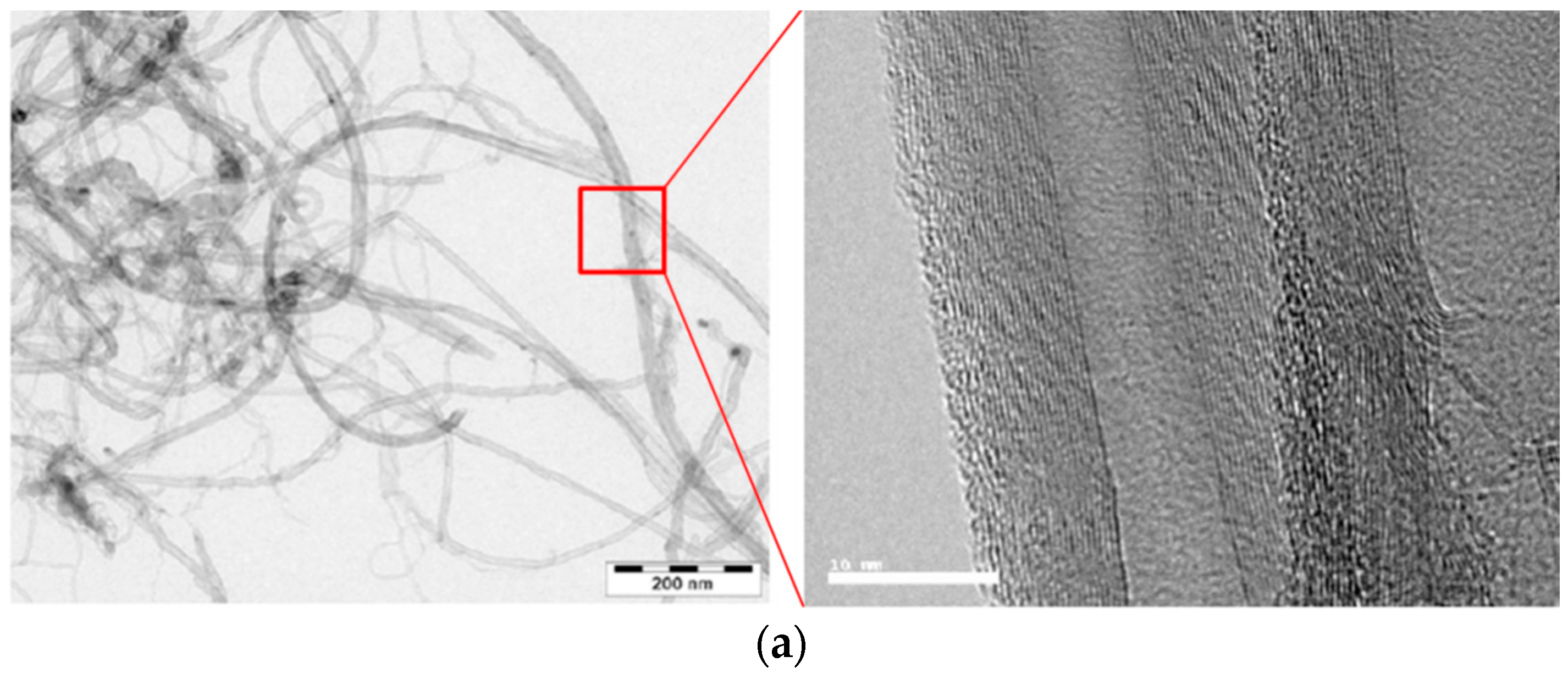
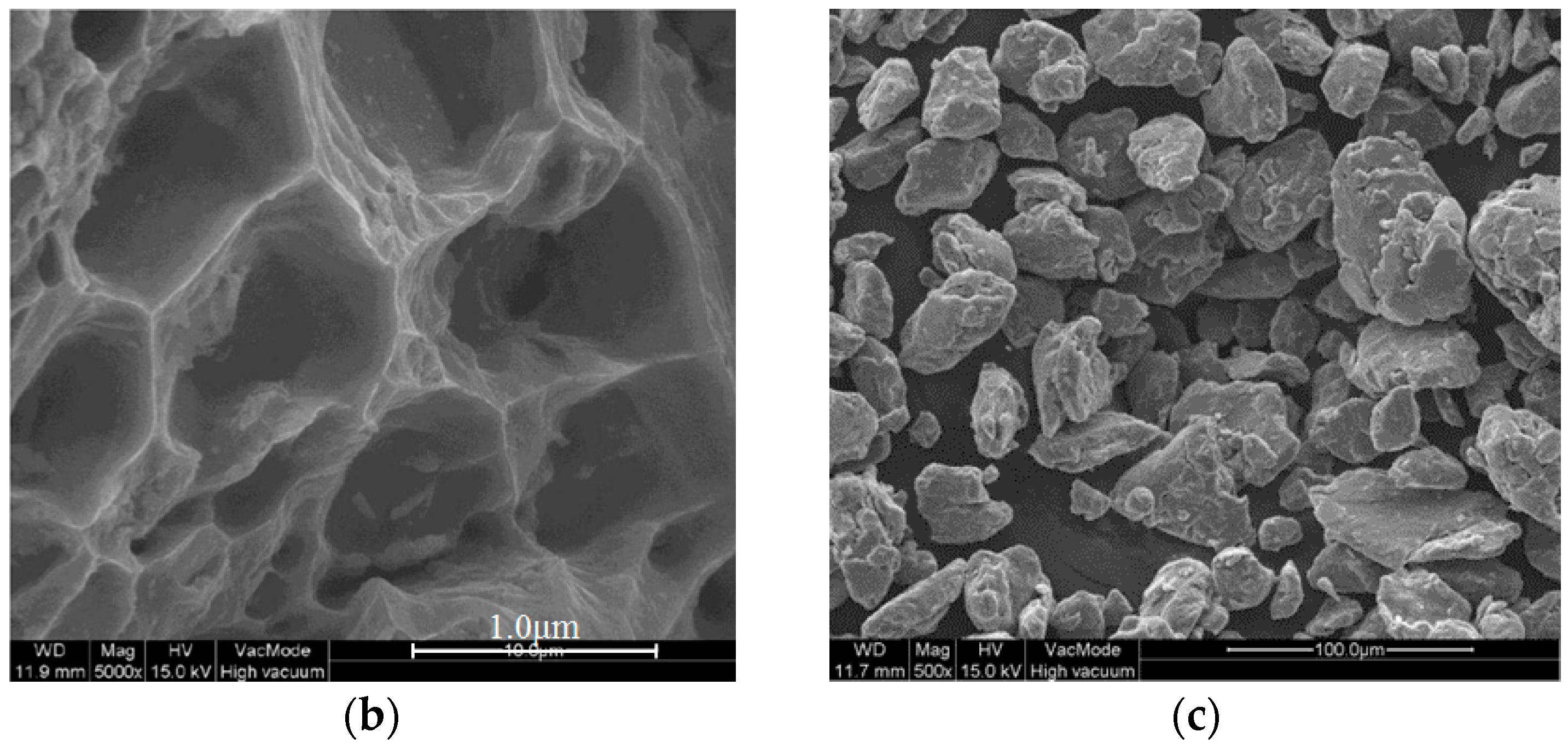
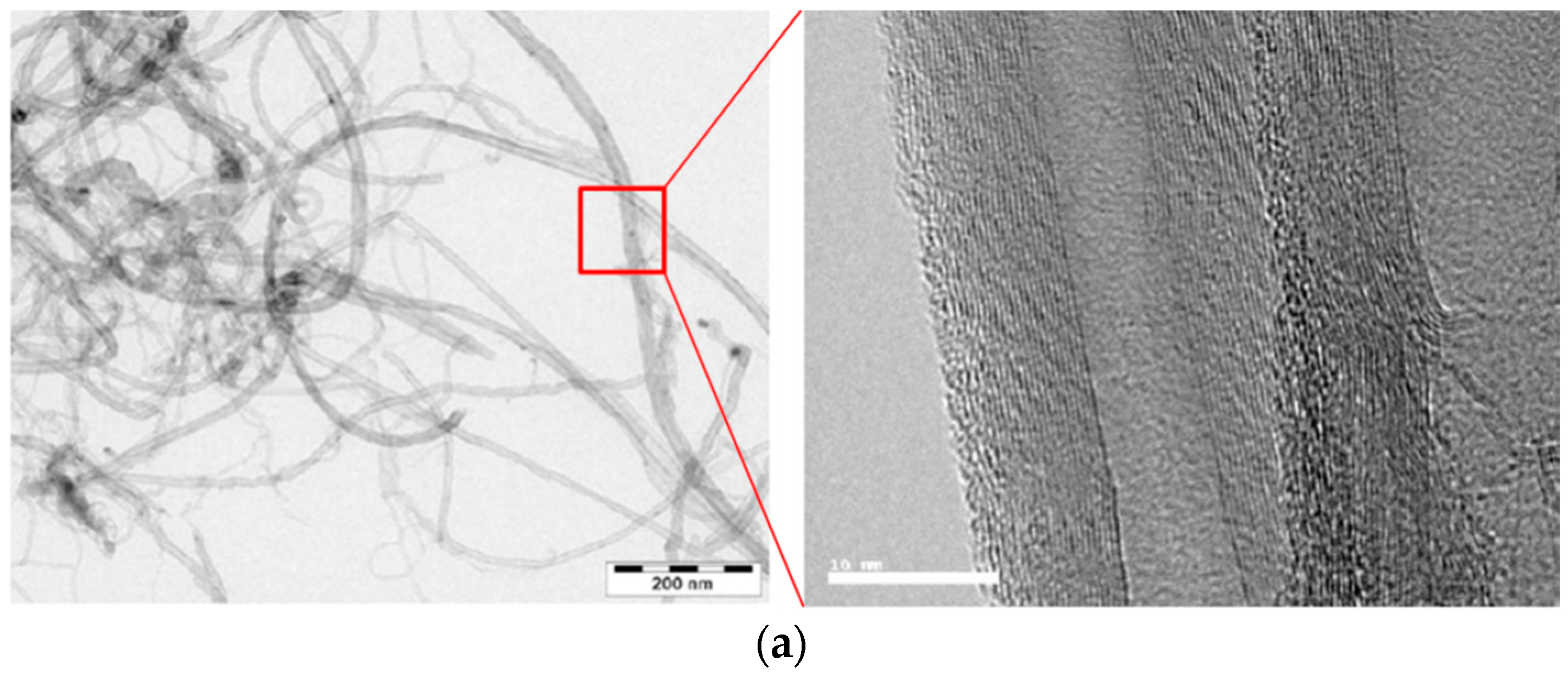
2.1. Materials
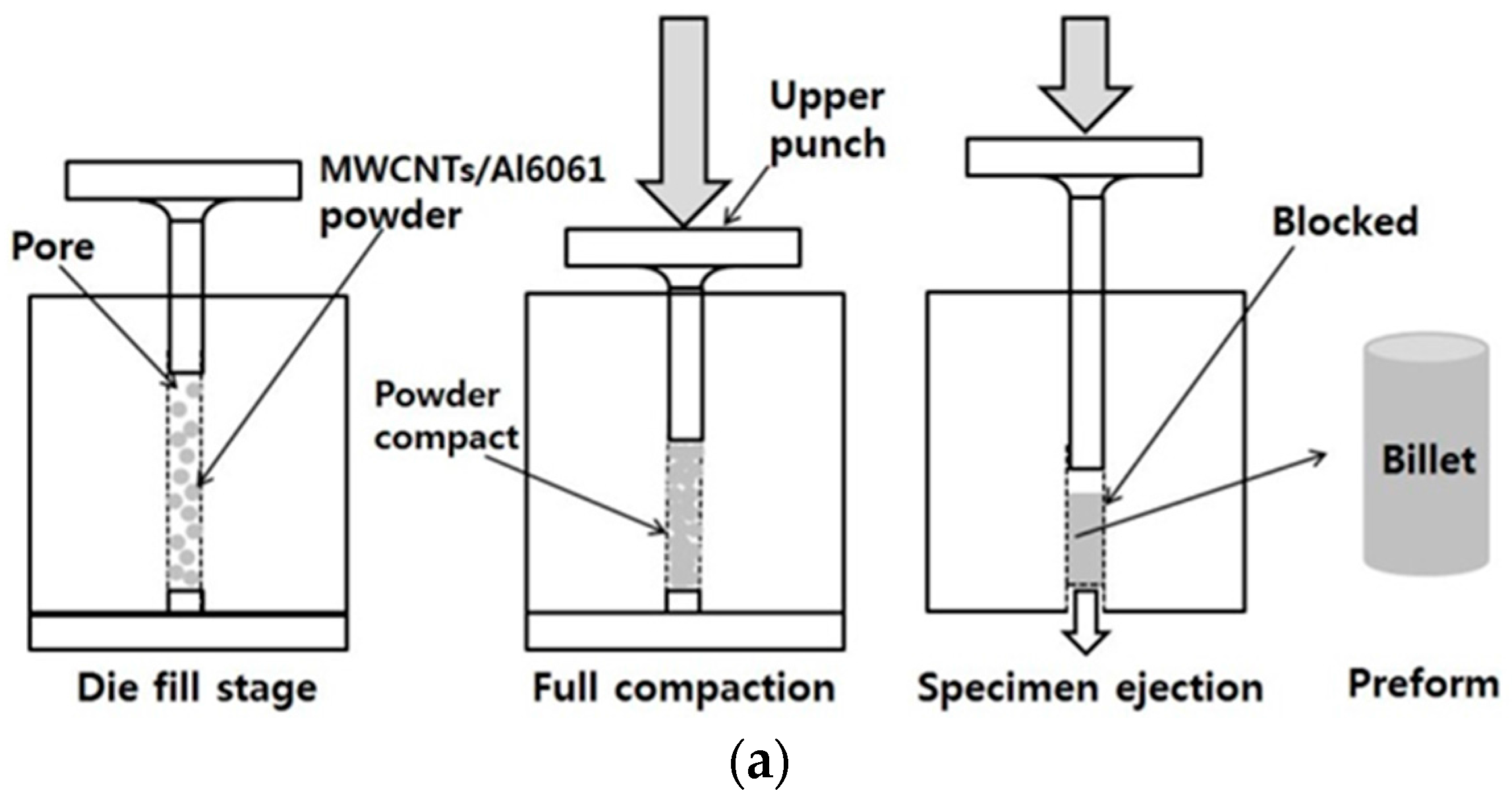
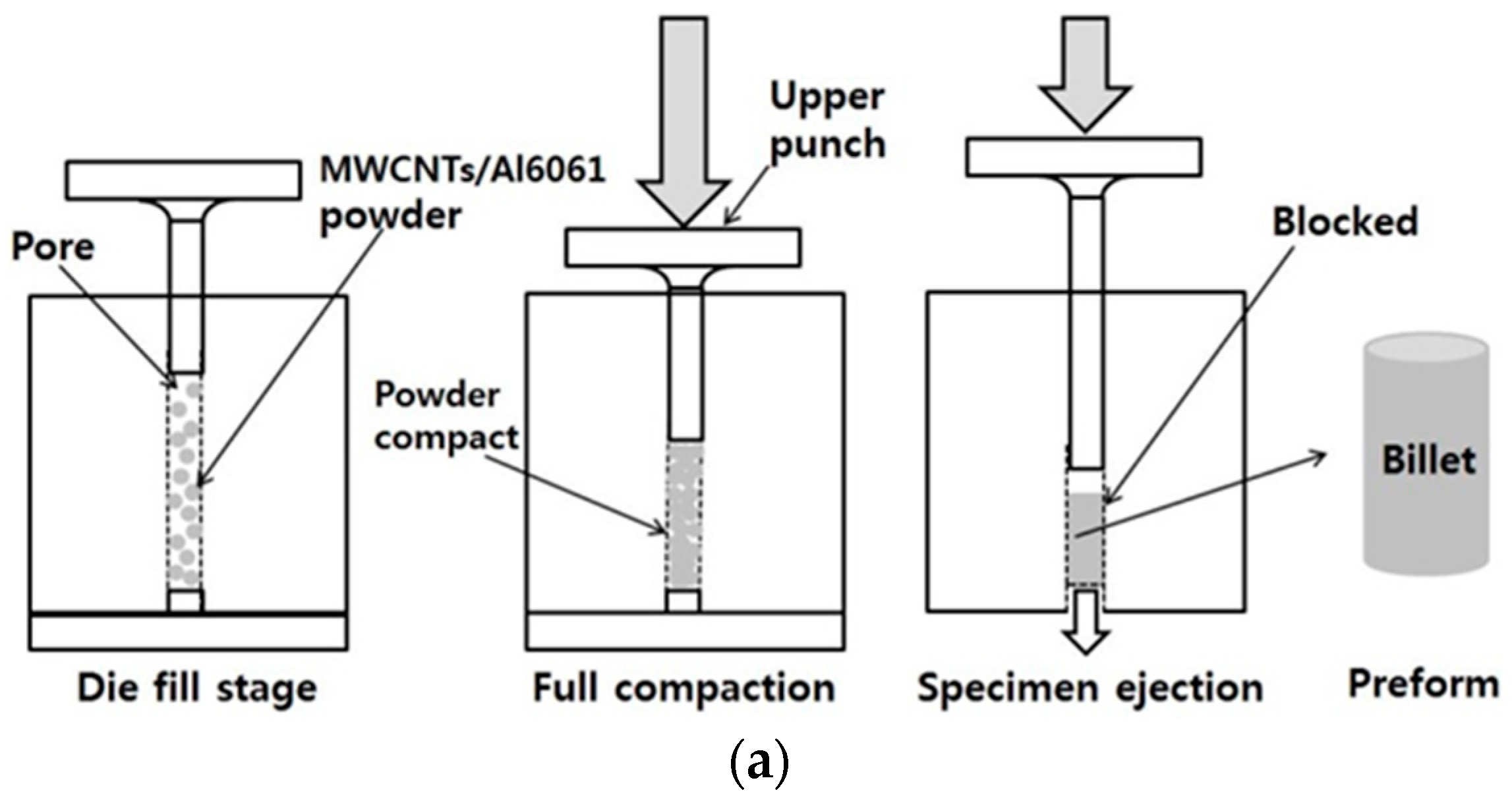
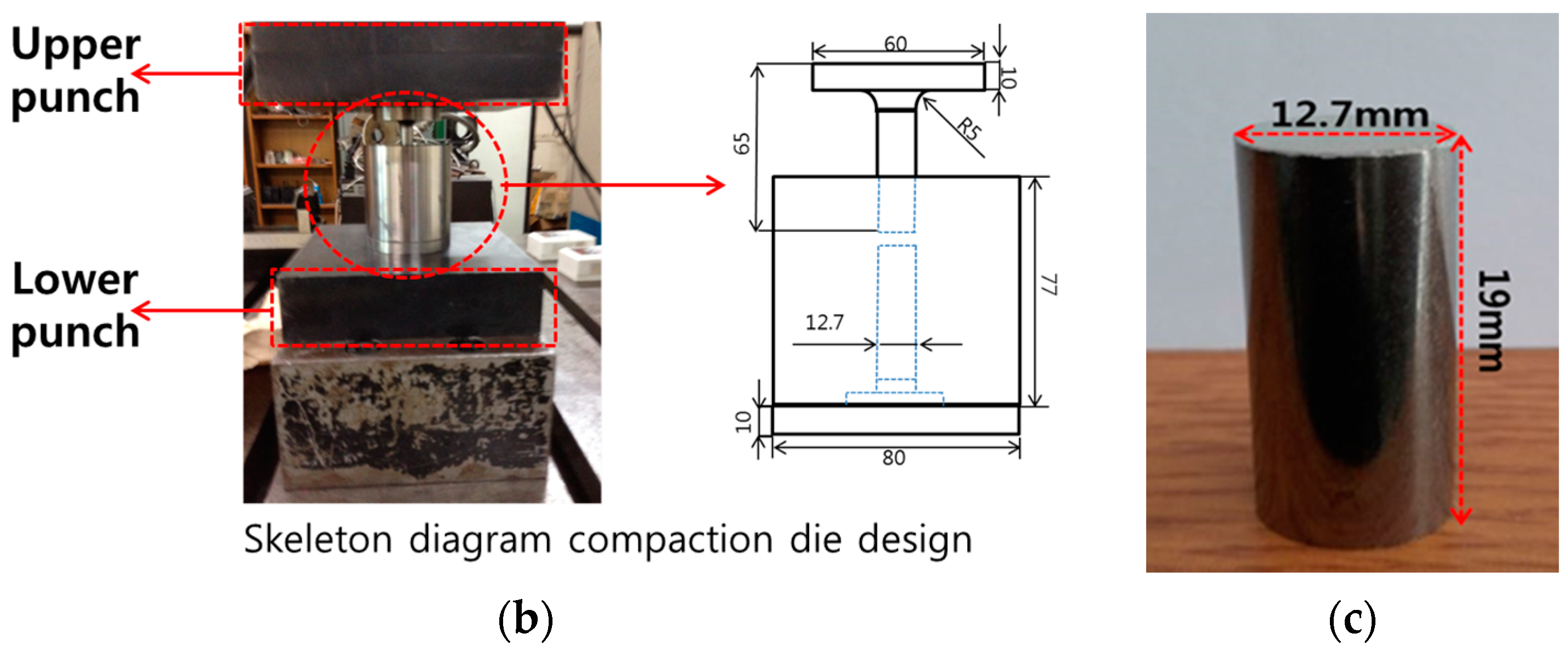
2.2. Cold-Compaction at Room Temperature
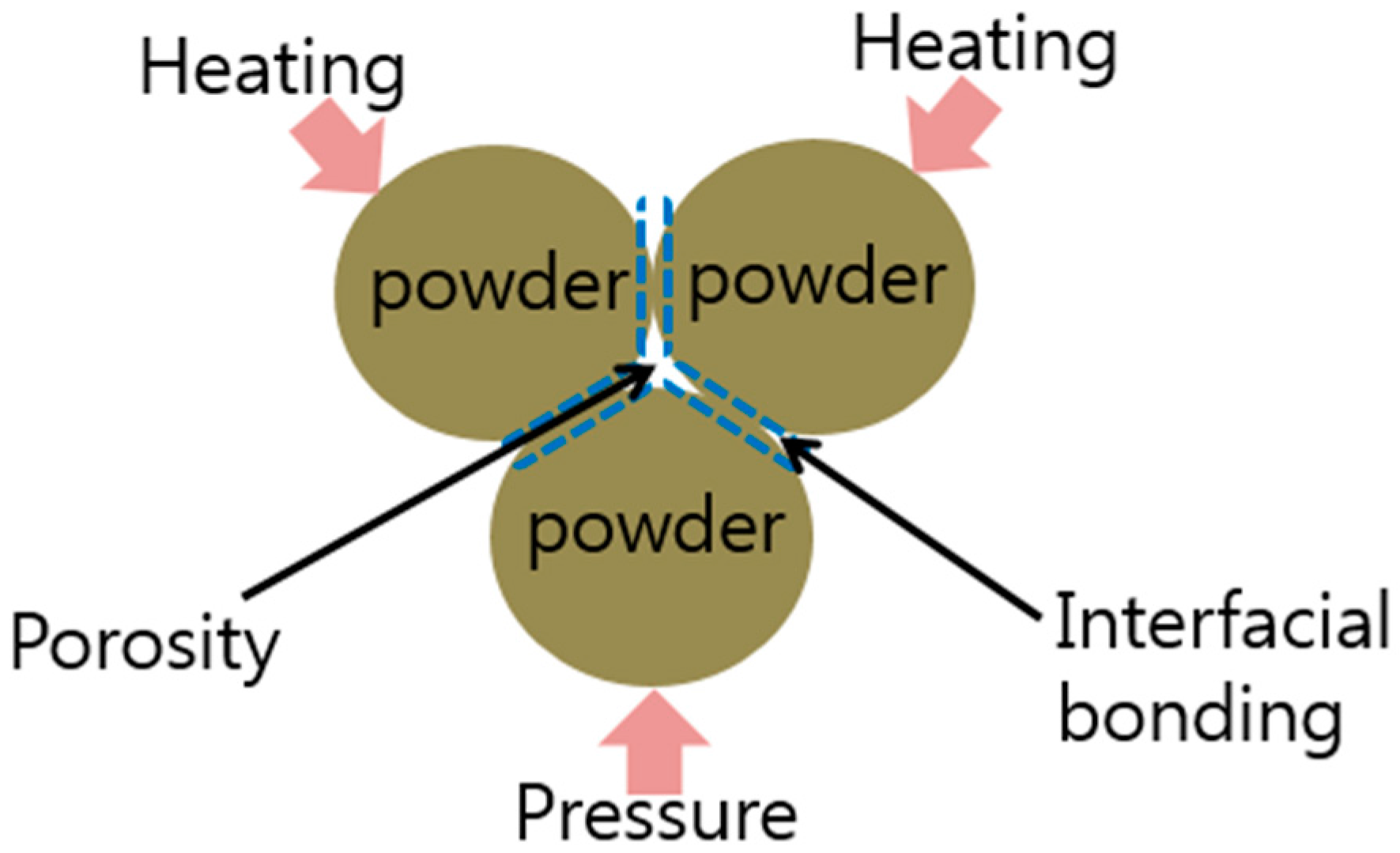
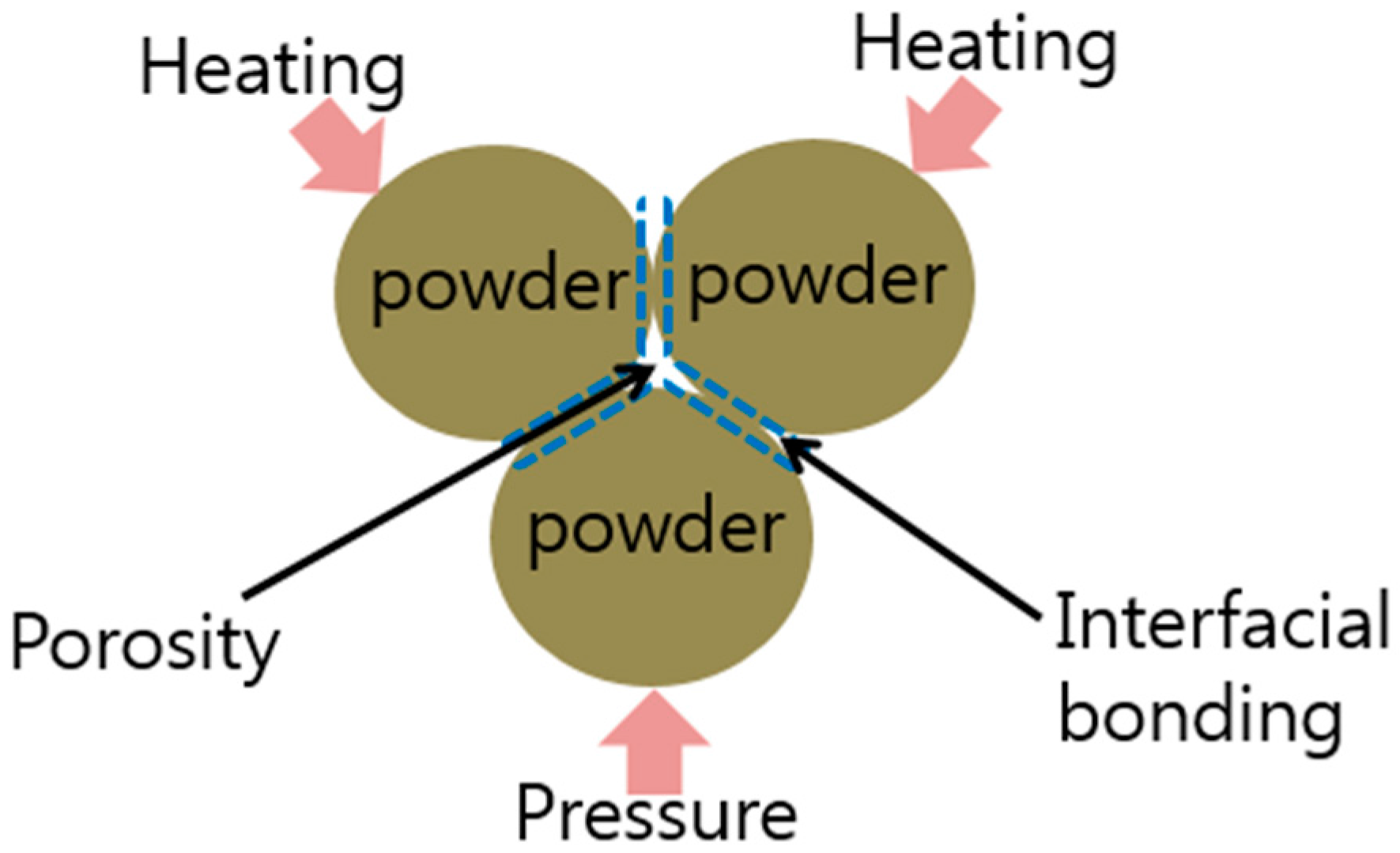
2.3. Sintering
2.4. Open-Die Forging
3. Experimental Results and Discussion
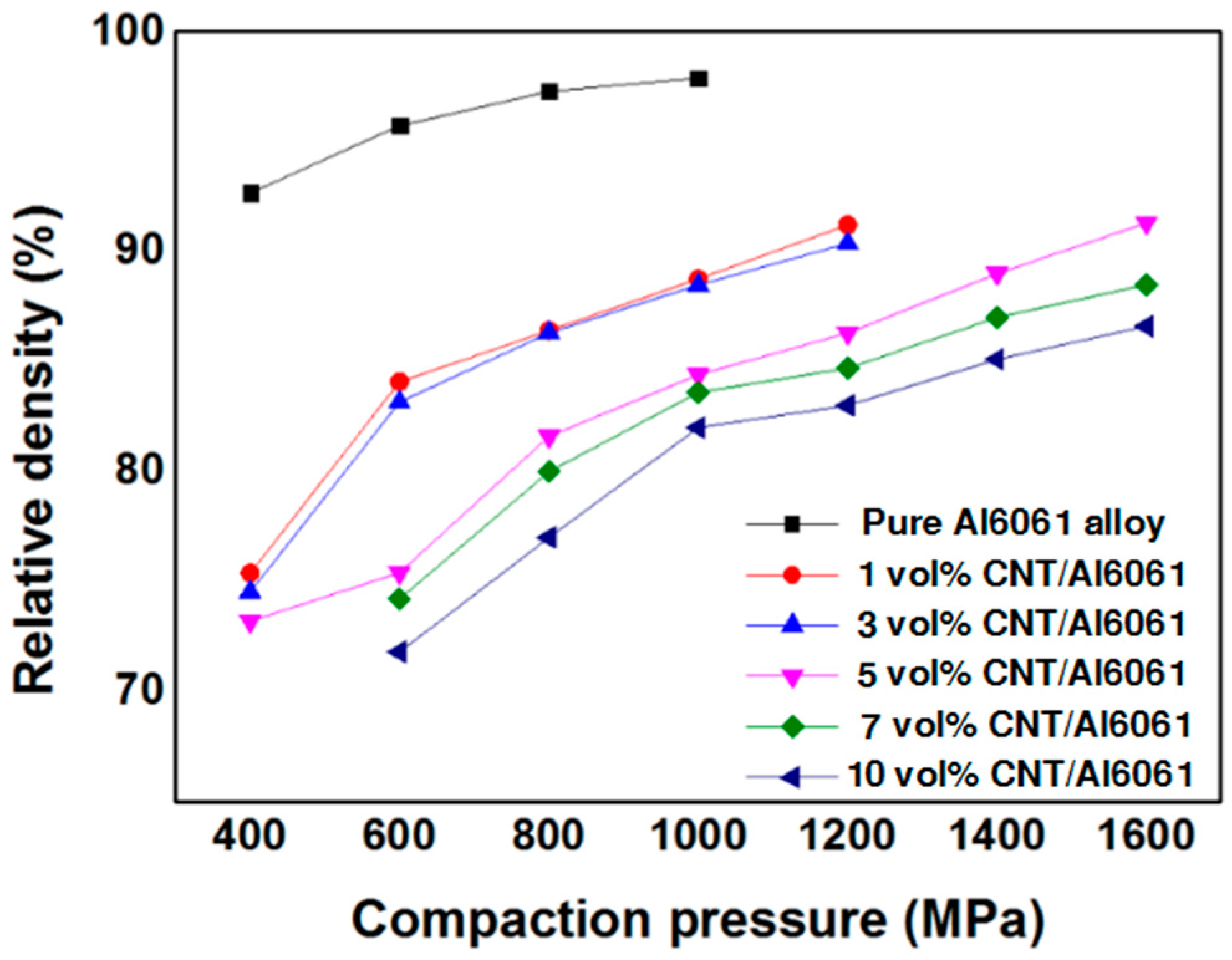
3.1. Compaction Characteristics
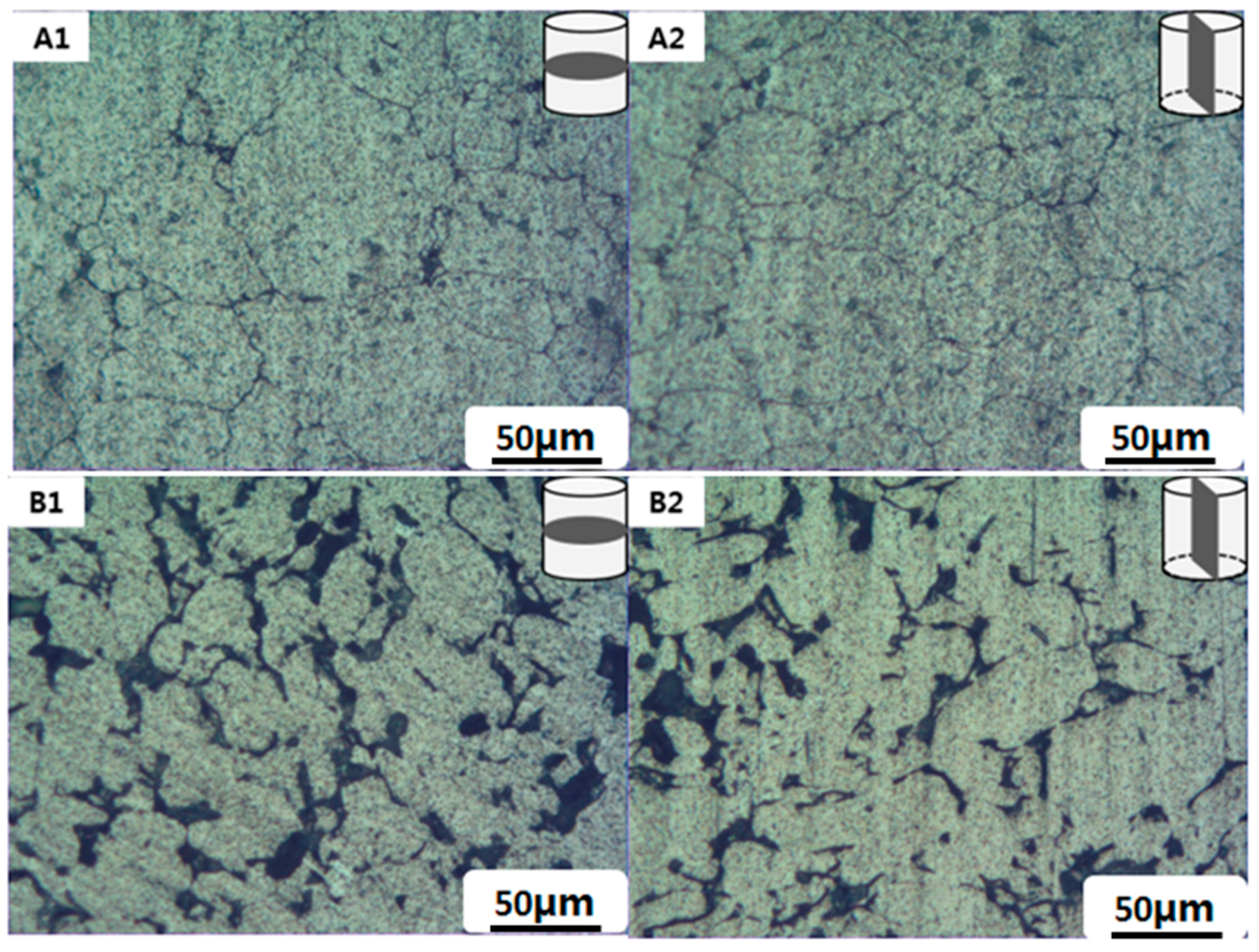
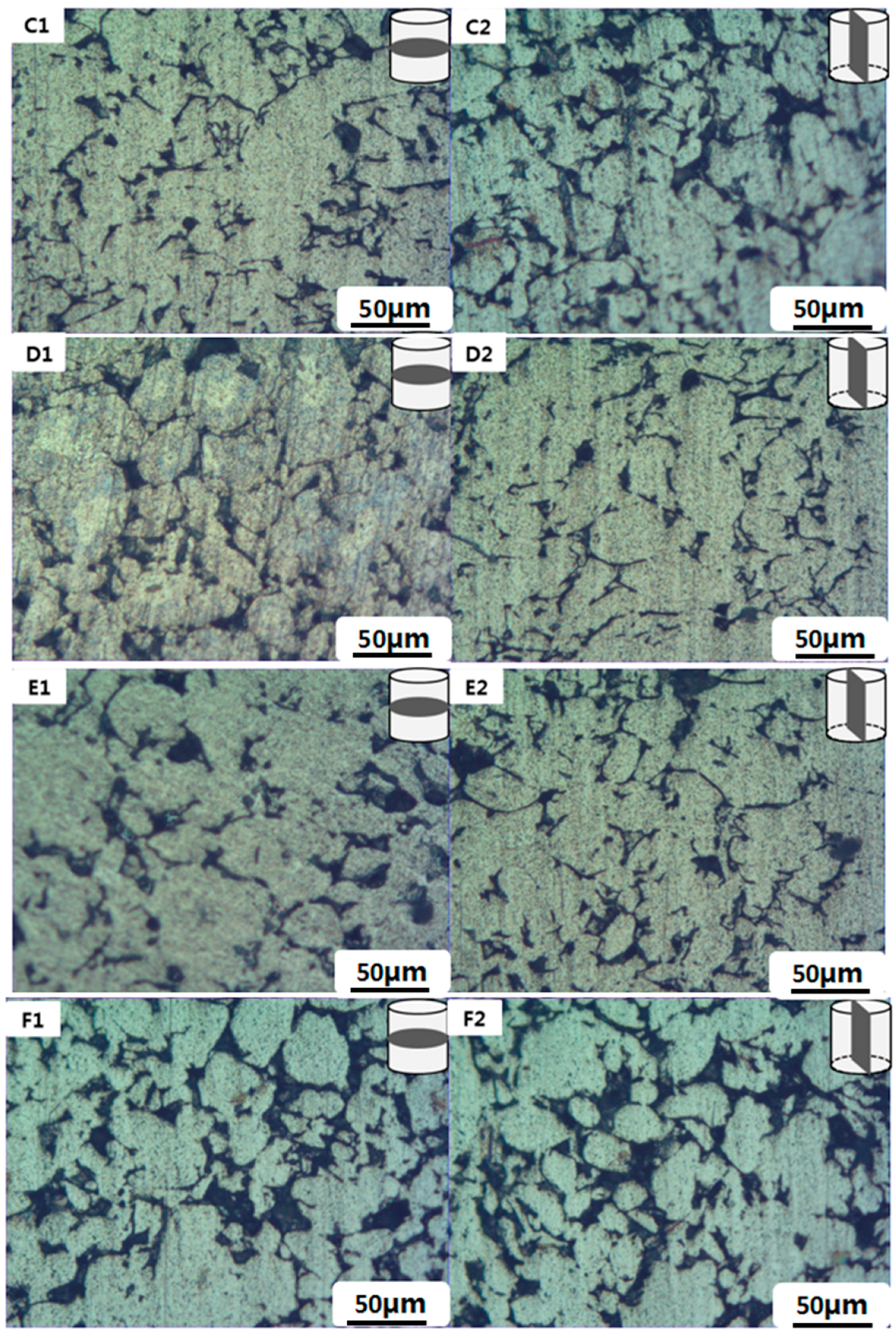
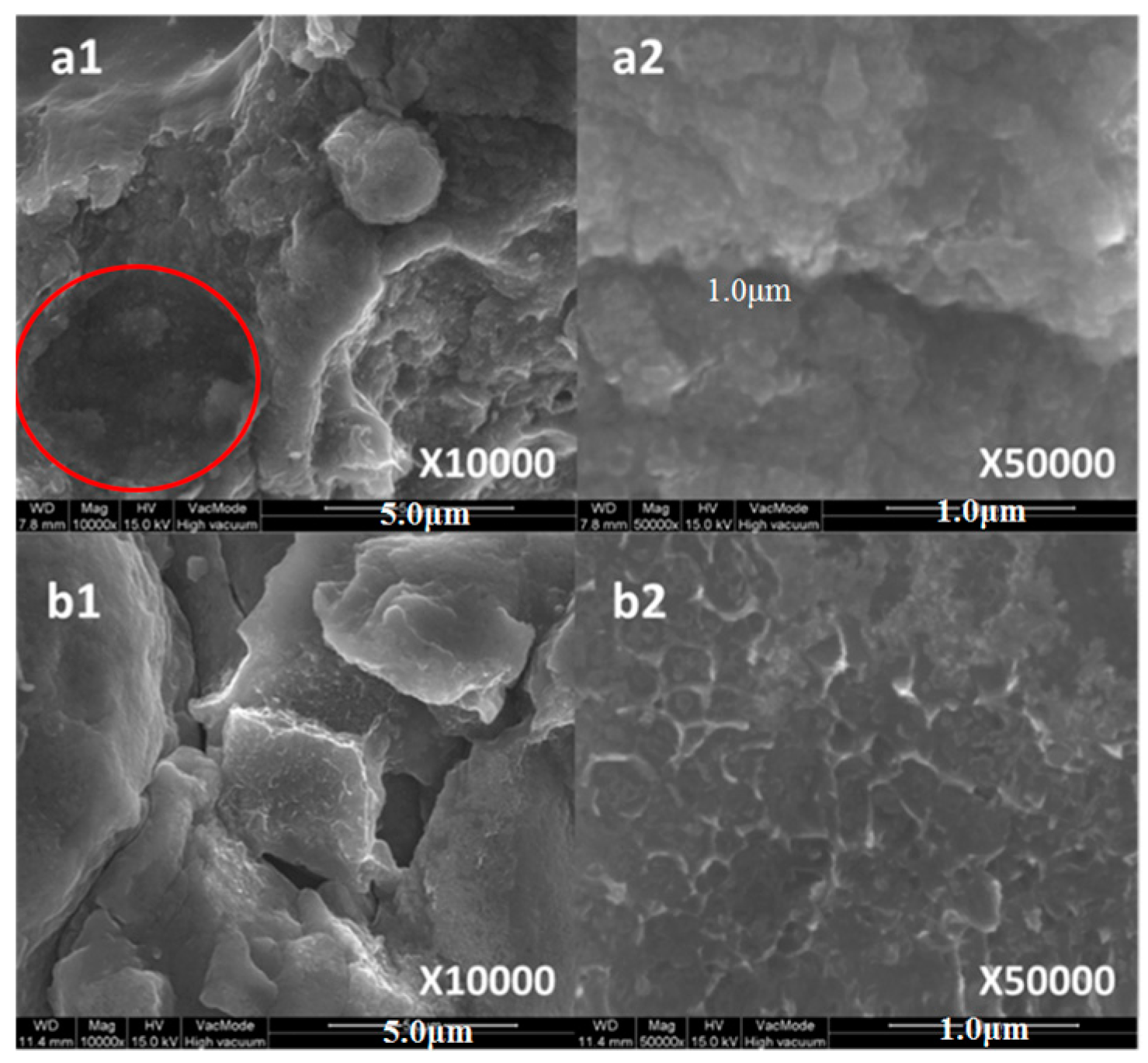
3.2. Mechanical Properties after Sintering
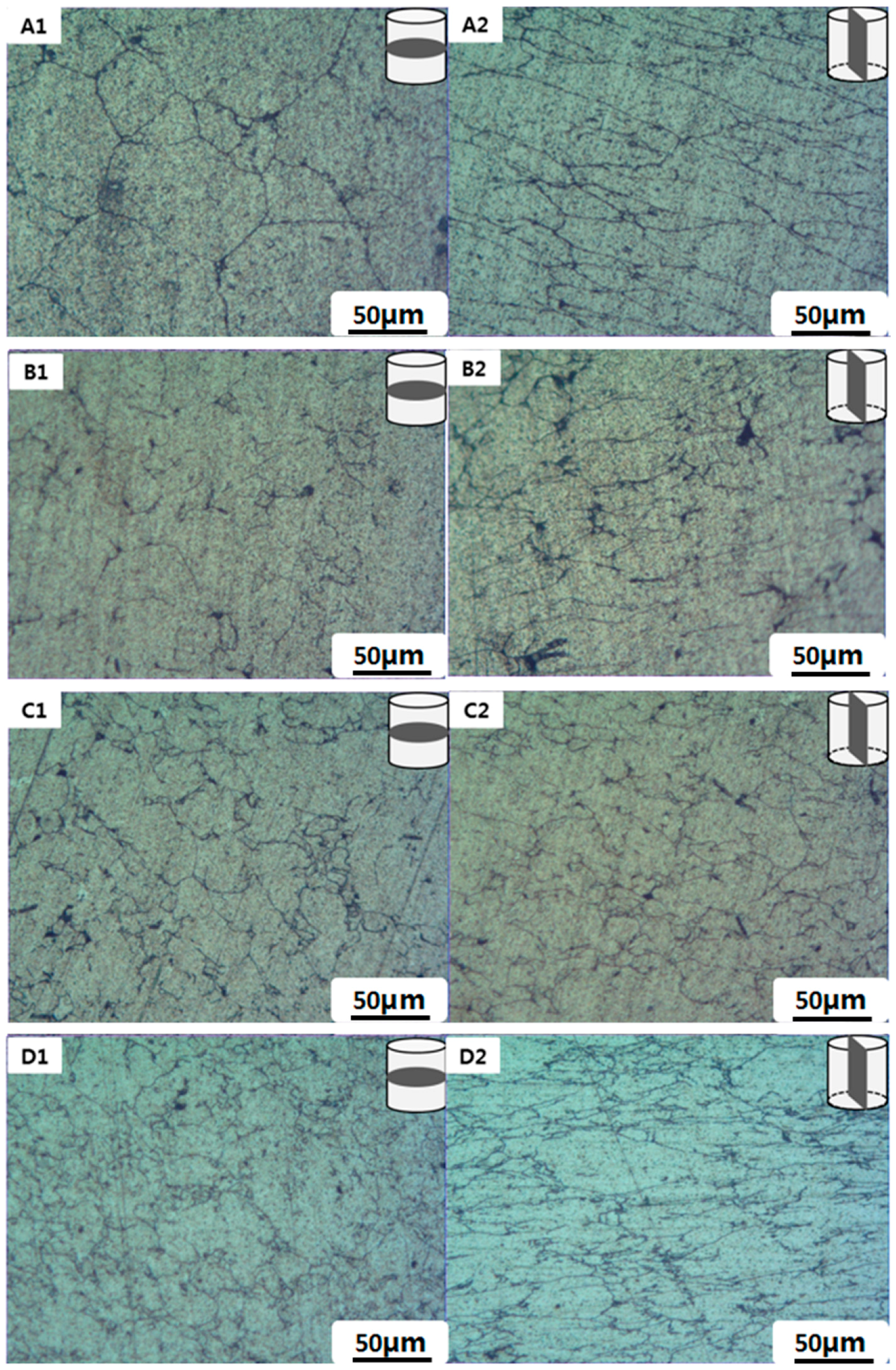
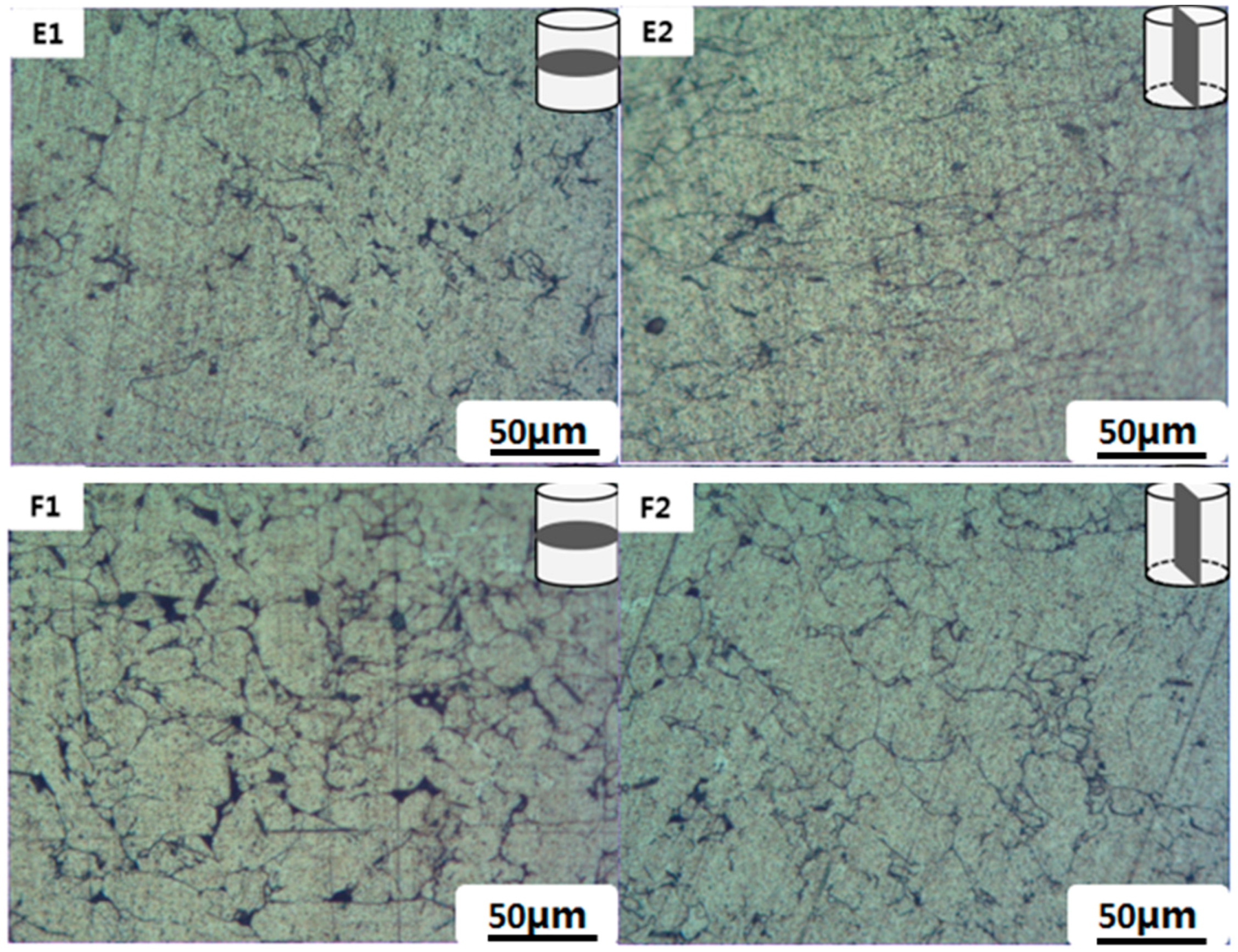
3.3. Open-Die Forging
4. Conclusions
- (1)
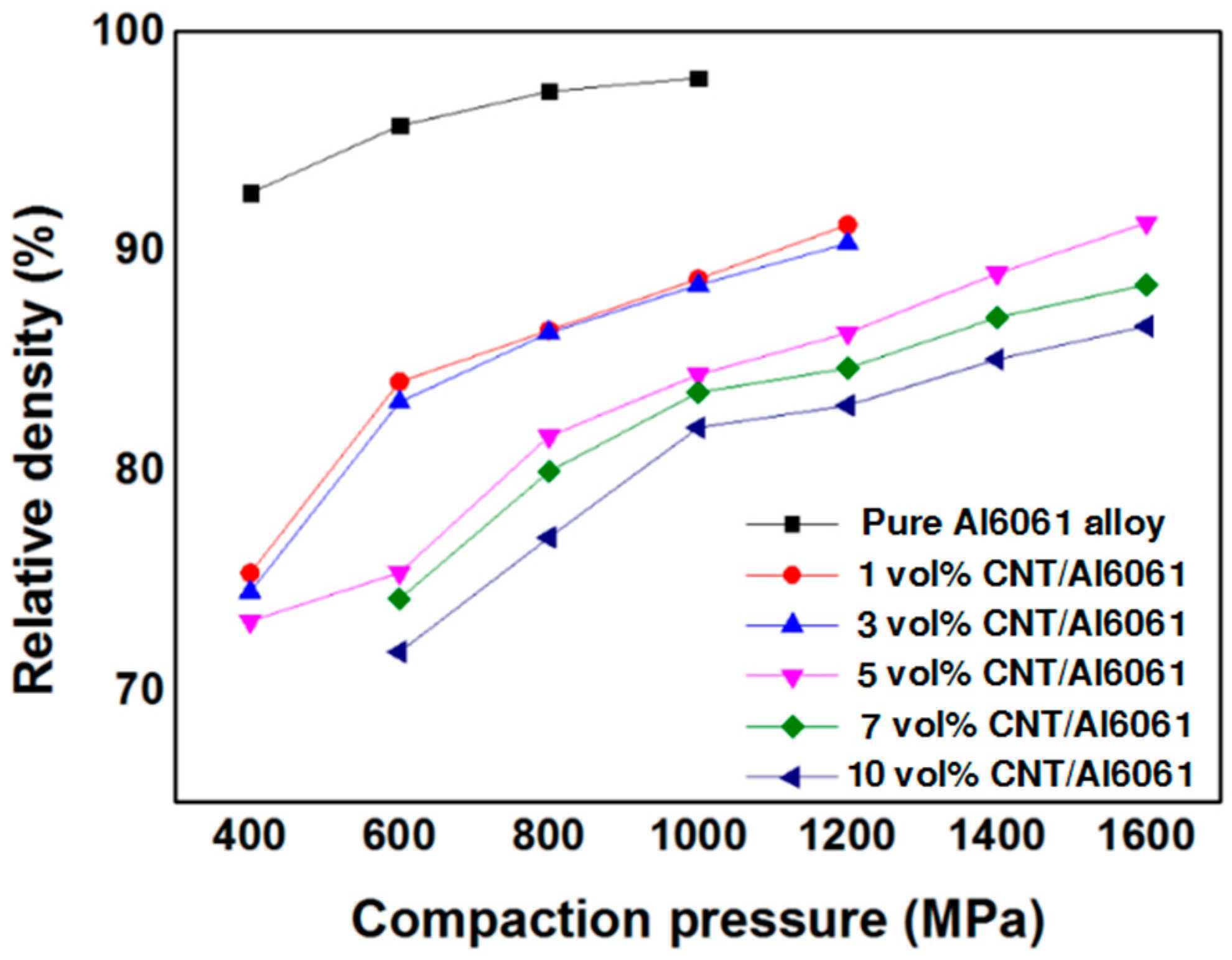
- When MWCNT composite powder was processed with cold compaction, the compacting pressure exceeded what was required for Al6061 alloy. The required forming pressure also increased as MWCNT content increased. Specifically, the required minimum compacting pressure exceeded 600 MPa when the composite powder with 10 vol % CNTs/Al6061 was subjected to compaction at room temperature.
- (2)
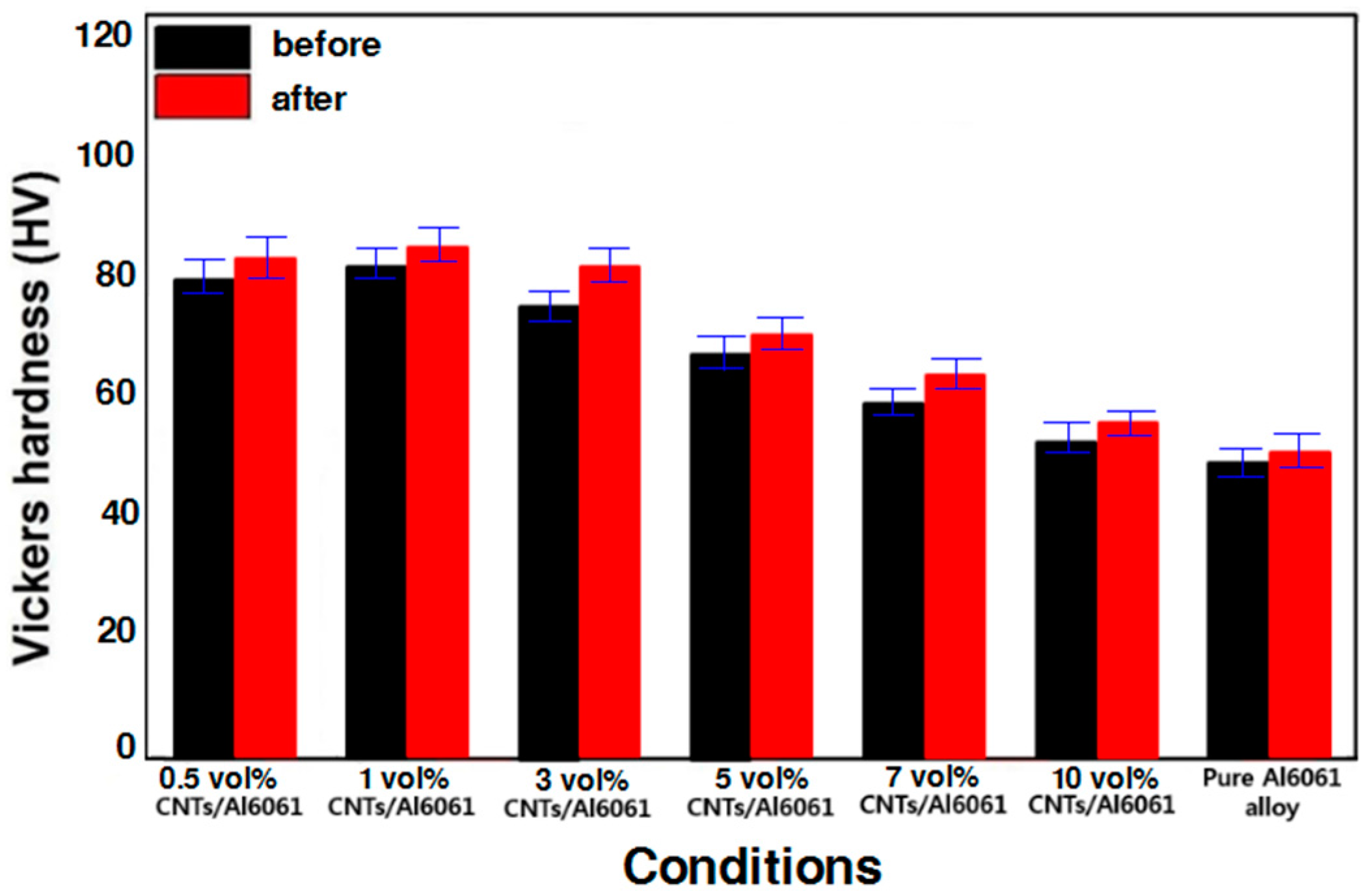
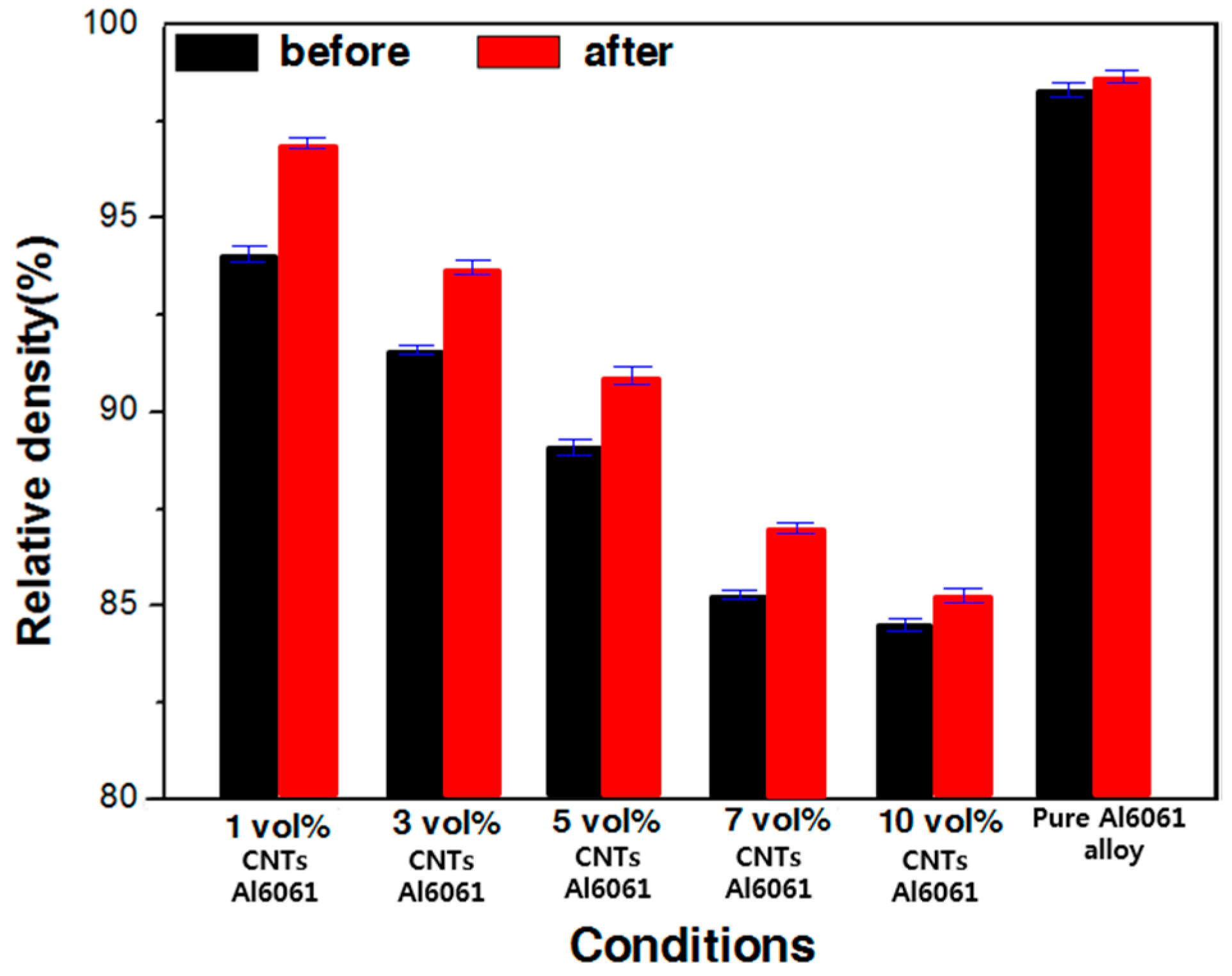
- The relative density and hardness of MWCNTs composite material could be improved through the sintering process.
- (3)
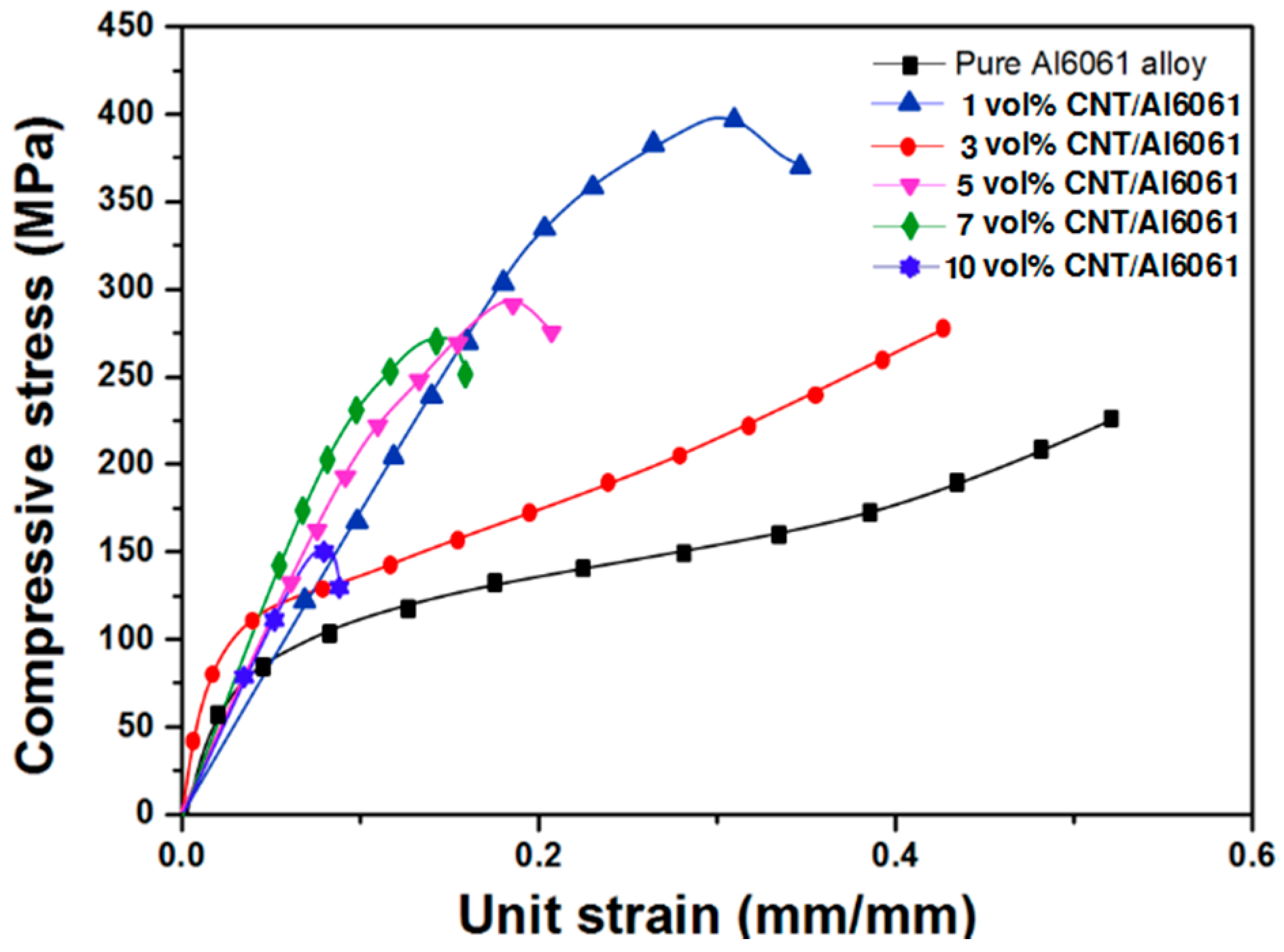
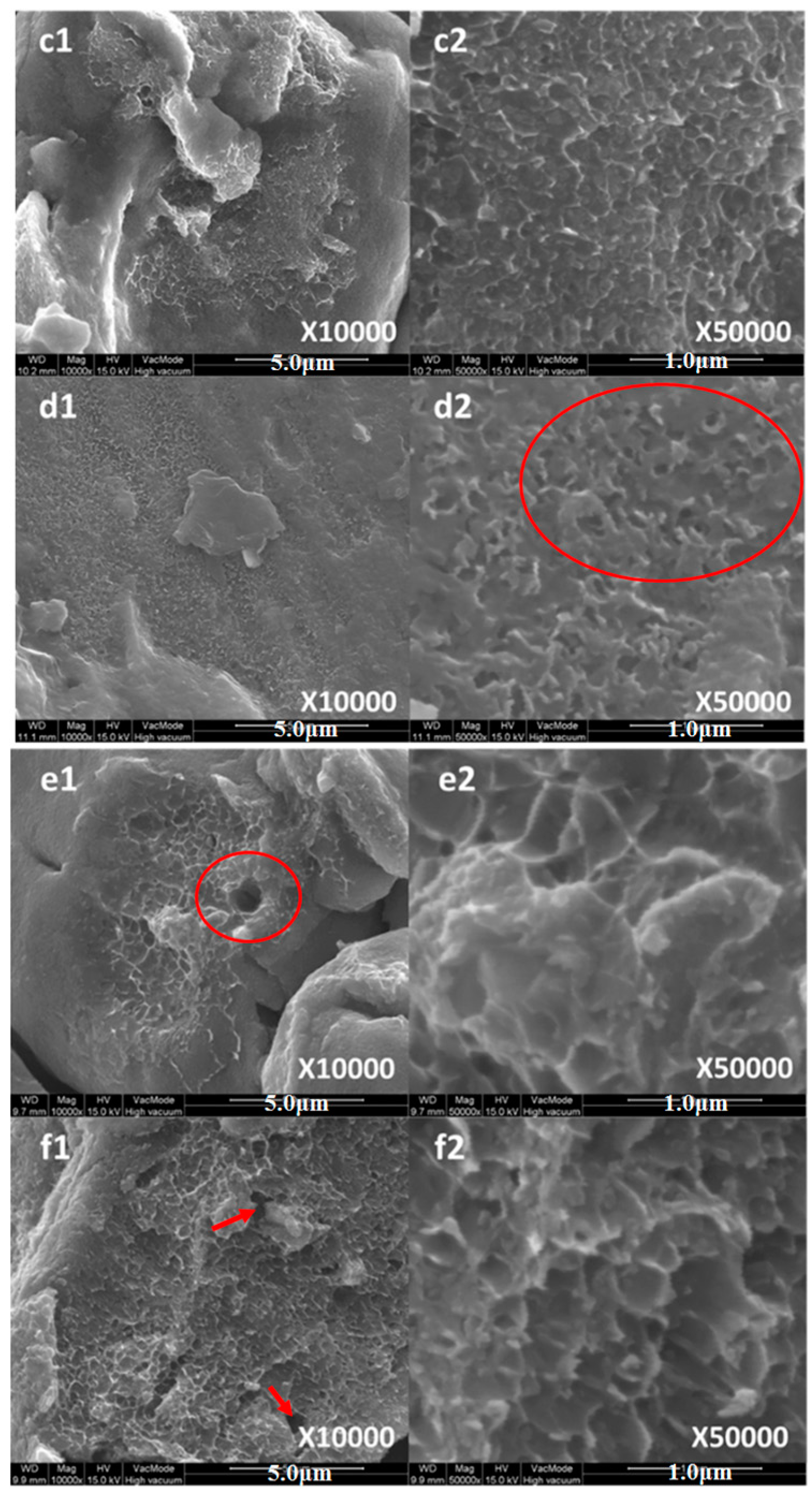
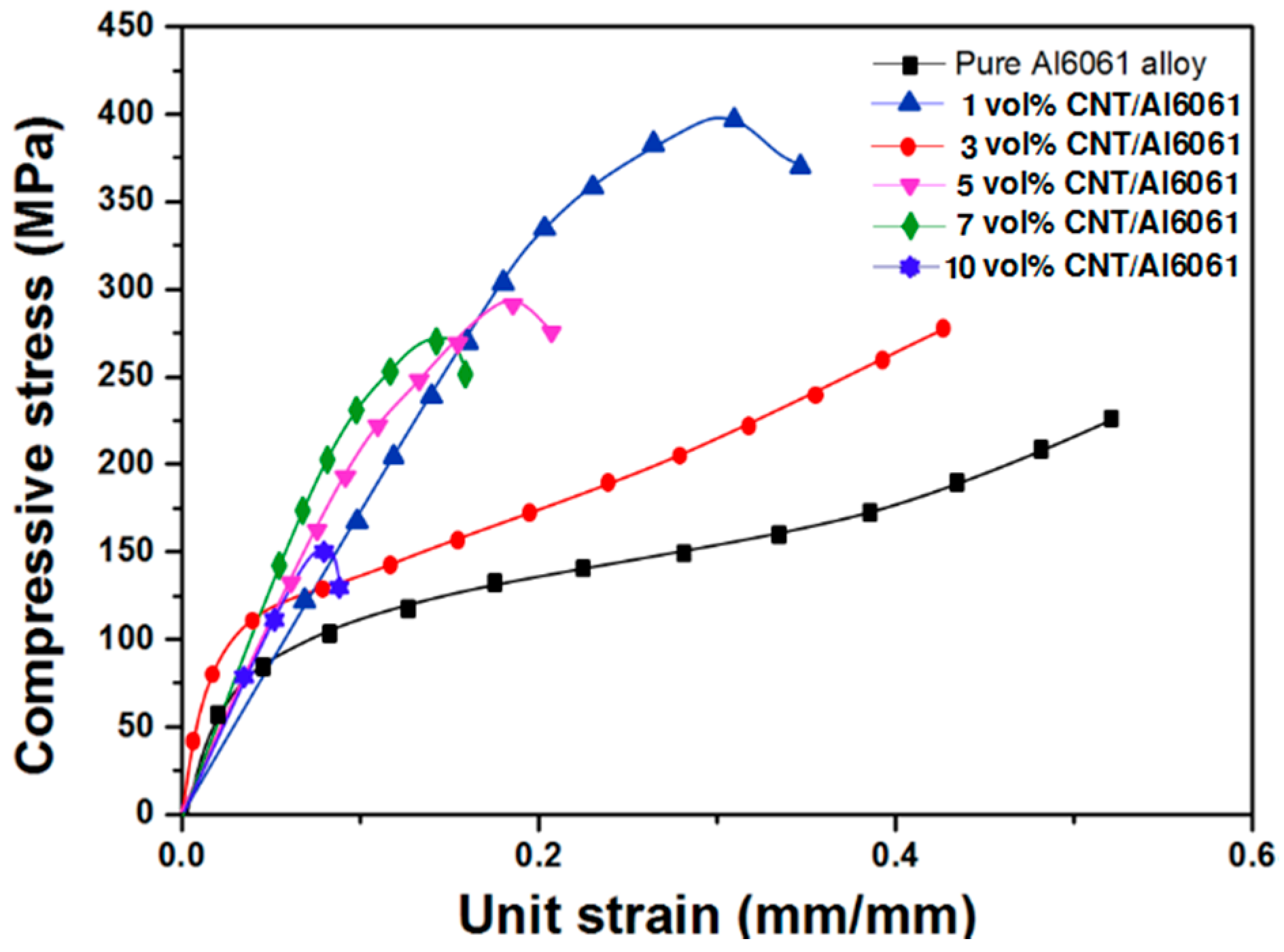
- As MWCNT content increased, strain at the fracture point prominently decreased. In particular, the elongation was 0.45 when the MWCNT content was 1 vol %. Conversely, the compressive stress was extremely low (150 MPa) when the MWCNT content was 10 vol %, leading to abrupt decreases in the elongation of the material and sudden increases in brittleness, consequently impairing the formability of the composite.
- (4)
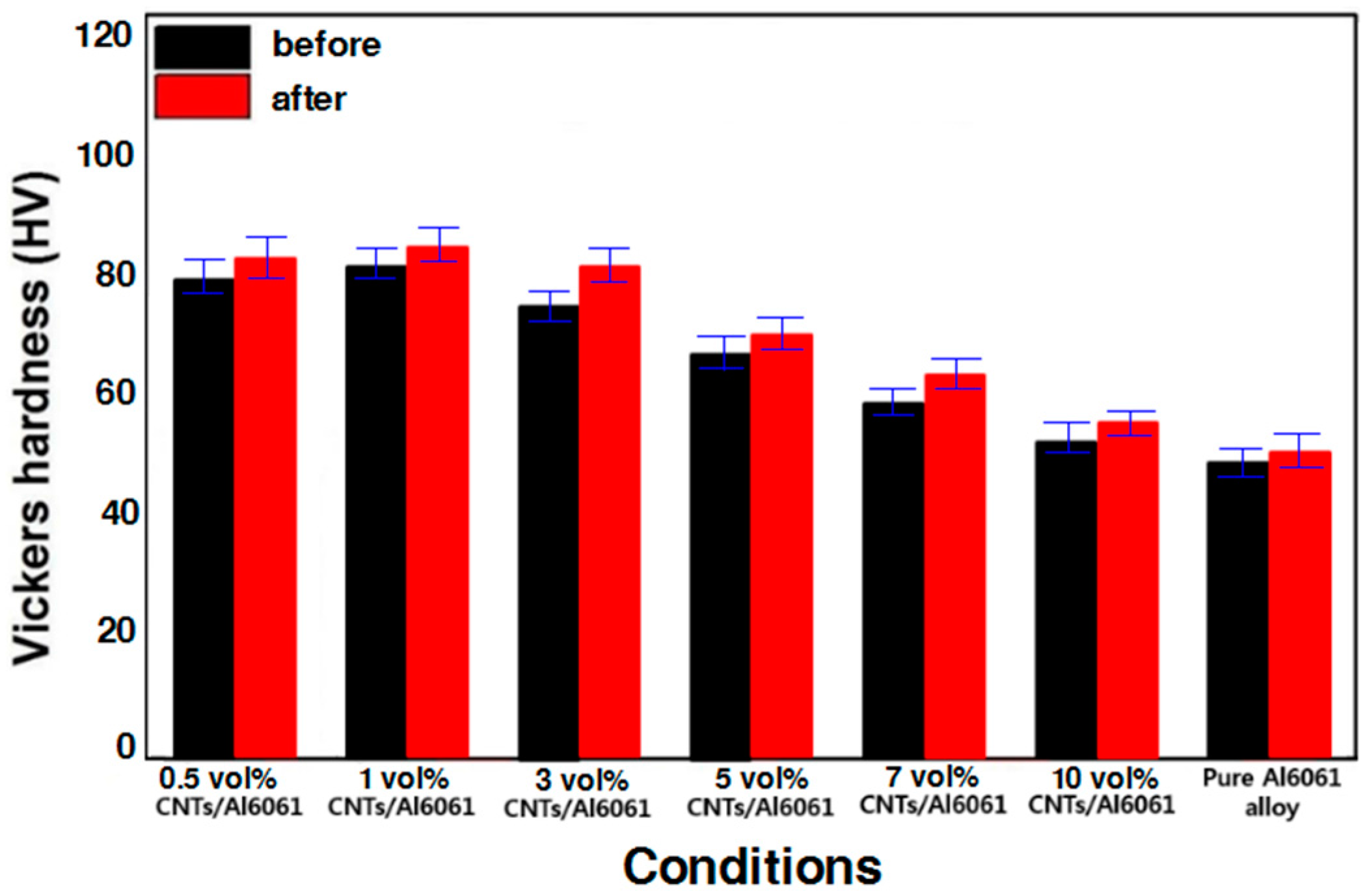
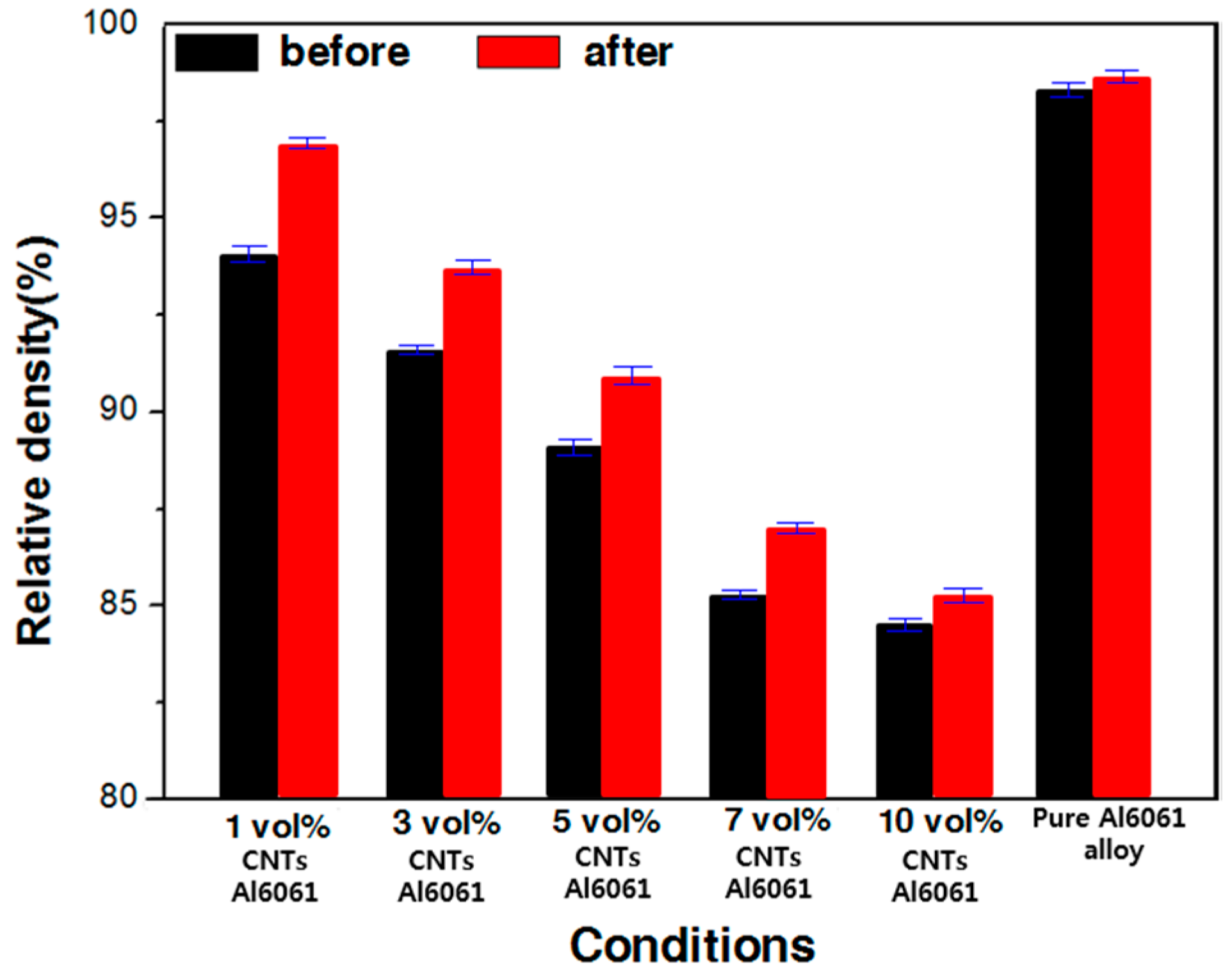
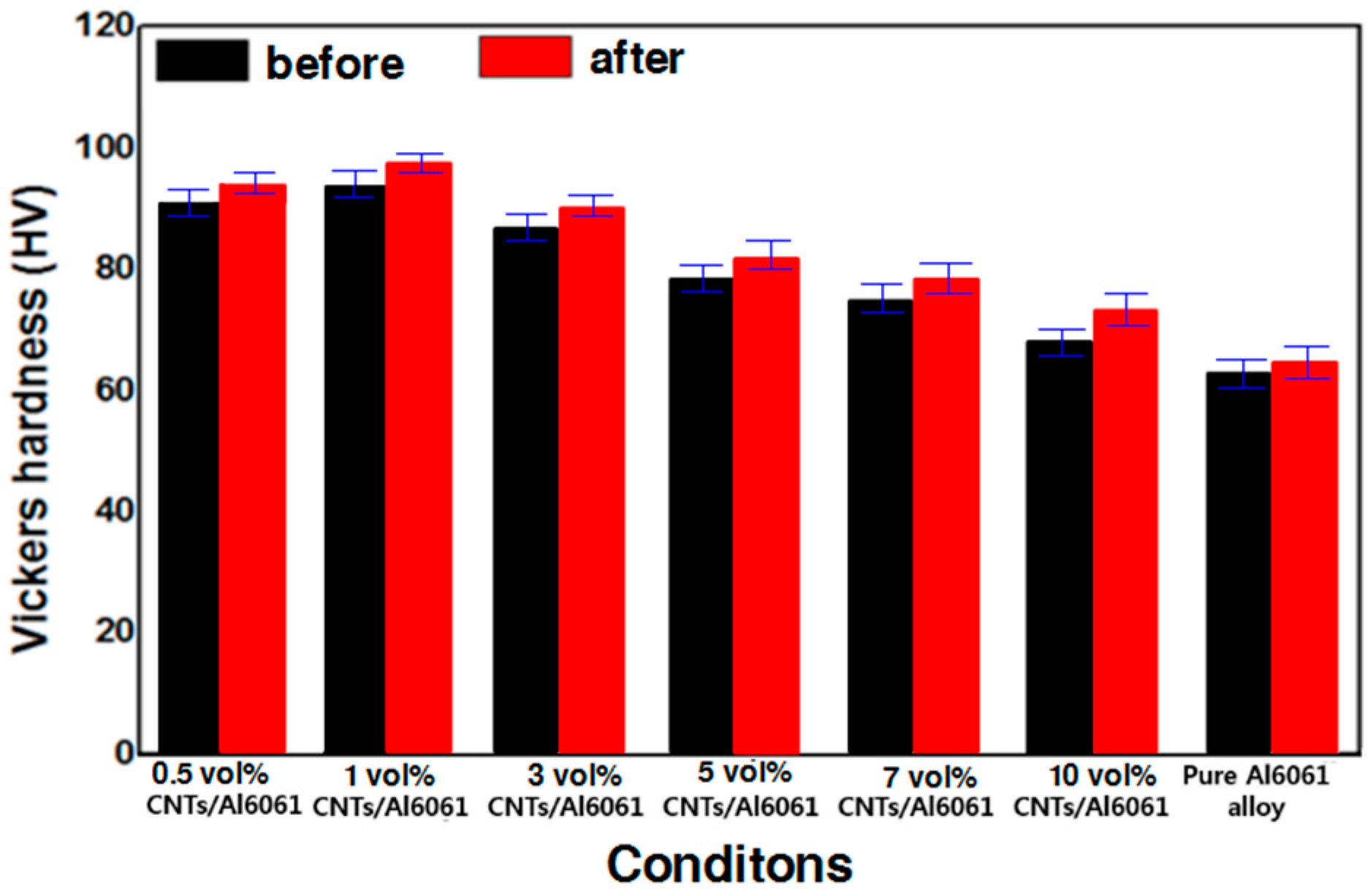
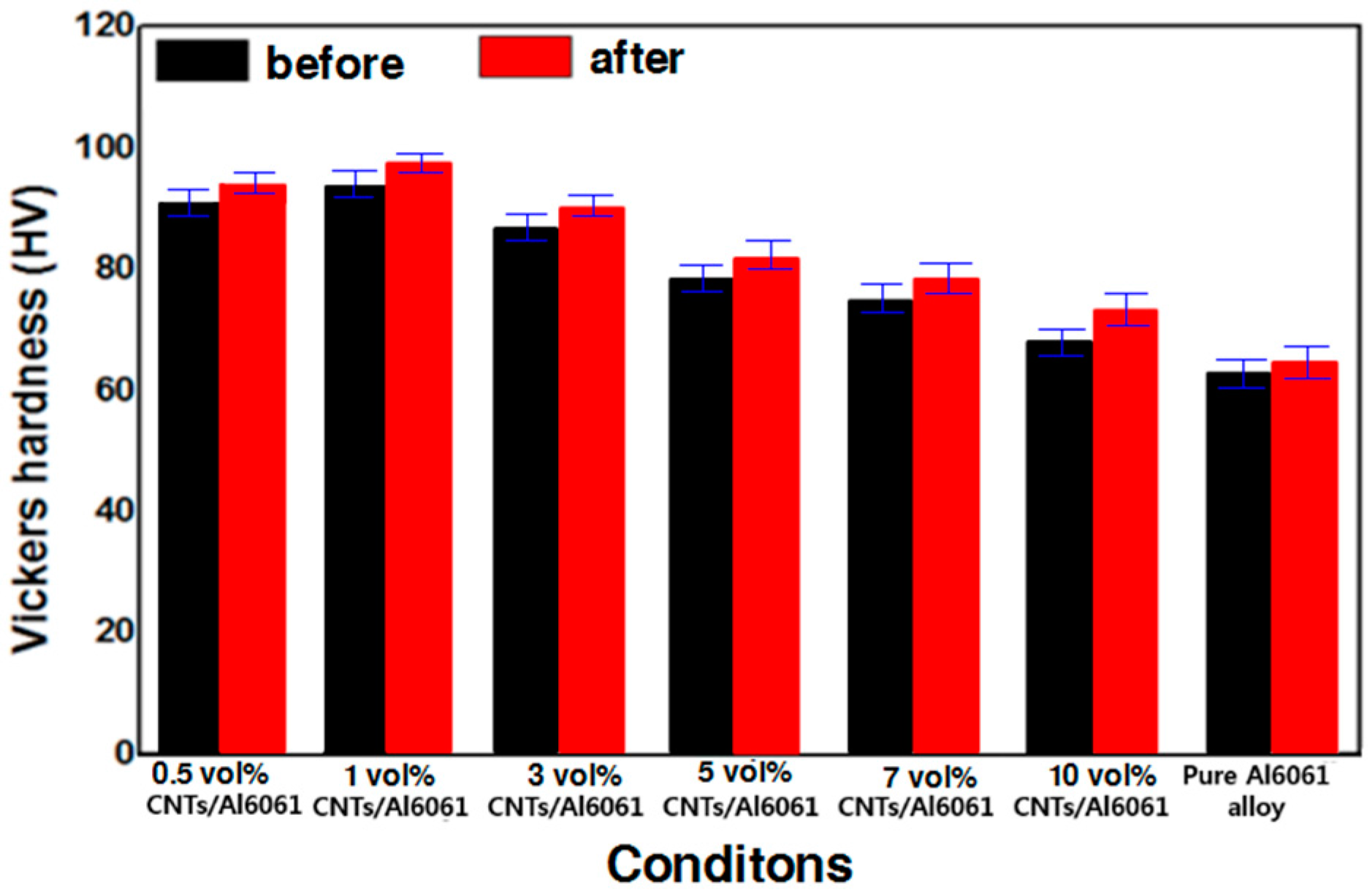
- The relative density and hardness of the composite increased after open-die forging, but the increments in relative density and hardness gradually decreased with increases in the MWCNT content.
- (5)
- The carbon composition of the MWCNTs composite experienced a significant increase when the MWCNT content exceeded 5 vol %, which resulted in higher material brittleness.
Acknowledgments
Author Contributions
Conflicts of Interest
References and Notes
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Krishnan, A.; Dujardin, E.; Ebbesen, T.W.; Yianilos, P.N.; Treacy, M.M.J. Young’s modulus of single-walled nanotubes. Phys. Rev. B 1998, 58, 14013–14019. [Google Scholar] [CrossRef]
- Yu, M.F.; Files, B.S.; Arepalli, S.; Ruoff, R.S. Tensile loading of ropes of single wall carbon nanotubes and their mechanical properties. Phys. Rev. Lett. 2000, 84, 5552–5555. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.F.; Oleg, L.; Dyer, M.J.; Katerina, M.; Kelly, T.F.; Ruoff, R.S. Strength and breaking mechanism of multiwalled carbon nanotubes under tensile load. Science 2000, 287, 637–640. [Google Scholar] [CrossRef] [PubMed]
- Perez-Bustamante, R.P.; Estrada-Guel, I.; Amézaga-Madrid, P.; Miki-Yoshida, M.; Herrera-Ramirez, J.M.; Martinez-Sanchez, R. Microstructural characterization of Al-MWCNT composites produced by mechanical milling and hot extrusion. J. Alloys Compd. 2010, 495, 399–402. [Google Scholar] [CrossRef]
- Kown, H.S.; Leparoux, M. Hot extruded carbon nanotube reinforced aluminum matrix composite materials. Nanotechnology 2012, 239, 415701–415710. [Google Scholar] [CrossRef] [PubMed]
- Kuzumaki, T.; Miyazawa, K.; lchinose, H. Processing of Carbon Nanotube Reinforced Aluminum Composite. Mater. Res. 1998, 13, 2445–2449. [Google Scholar] [CrossRef]
- ASTM B925-08, Standard practices for production and preparation of powder metallurgy (PM) Test Specimens, American Society for Testing and Materials, West Conshohocken, PA, USA.
- ASTM B331-95, Standard test method for compressibility of metal powders in uniaxial compaction, American Society for Testing and Materials, West Conshohocken, PA, USA.
- ASTM B962-13, Standard test methods for density of compacted or sintered powder metallurgy (PM) products using Archimedes’ principle, American Society for Testing and Materials, West Conshohocken, PA, USA.
- Wu, Y.F.; Kim, G.Y. Carbon nanotube reinforced aluminum composite fabricated by semi-solid powder process. J. Mater. Process. Technol. 2011, 211, 1341–1347. [Google Scholar] [CrossRef]
- Lee, C.H.; Kang, C.G. Fabrication and upsetting of Al6061 aluminum metal matrix composite with carbon nanotube reinforcement. Asian J. Chem. 2014, 26, 5720–5724. [Google Scholar]
- ASTM D695-10, Standard test method for compressive properties of rigid plastics, American Society for Testing and Materials, West Conshohocken, PA, USA.
- Showaiter, N.; Youseffi, M. Compaction, sintering and mechanical properties of elemental 6061 Al power with and without sintering aids. Mater. Des. 2008, 28, 752–762. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/cm3) | Mean Diameter (μm) | Tensile Strength (GPa) | Young’s Modulus (GPa) |
|---|---|---|---|---|
| MWCNTs | ~1.8 | 0.02 | 100 | 1200 |
| Al6061 | 2.70 | 5–30 | 0.12 | 63 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, H.Y.; Jiang, L.R.; Kang, C.G.; Jin, C.K. Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties. Metals 2017, 7, 437. https://doi.org/10.3390/met7100437
Seo HY, Jiang LR, Kang CG, Jin CK. Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties. Metals. 2017; 7(10):437. https://doi.org/10.3390/met7100437
Chicago/Turabian StyleSeo, Hyung Yoon, Long Rui Jiang, Chung Gil Kang, and Chul Kyu Jin. 2017. "Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties" Metals 7, no. 10: 437. https://doi.org/10.3390/met7100437
APA StyleSeo, H. Y., Jiang, L. R., Kang, C. G., & Jin, C. K. (2017). Effect of Compression Process of MWCNT-Reinforced Al6061 Powder on Densification Characteristics and Its Mechanical Properties. Metals, 7(10), 437. https://doi.org/10.3390/met7100437