Prediction of the Geometrical Accuracy of the Machined Surface of the Tool Steel EN X30WCrV9-3 after Electrical Discharge Machining with CuZn37 Wire Electrode



Abstract
:1. Introduction
2. Materials and Methods
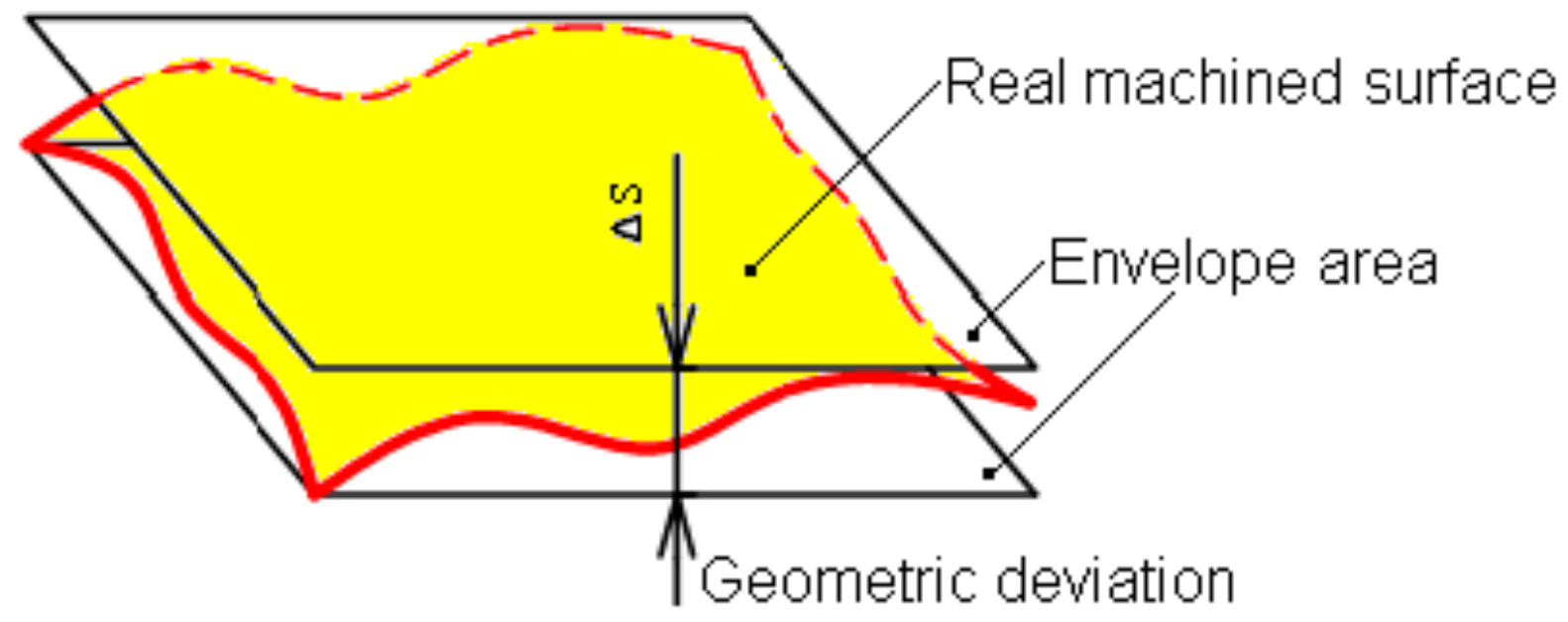
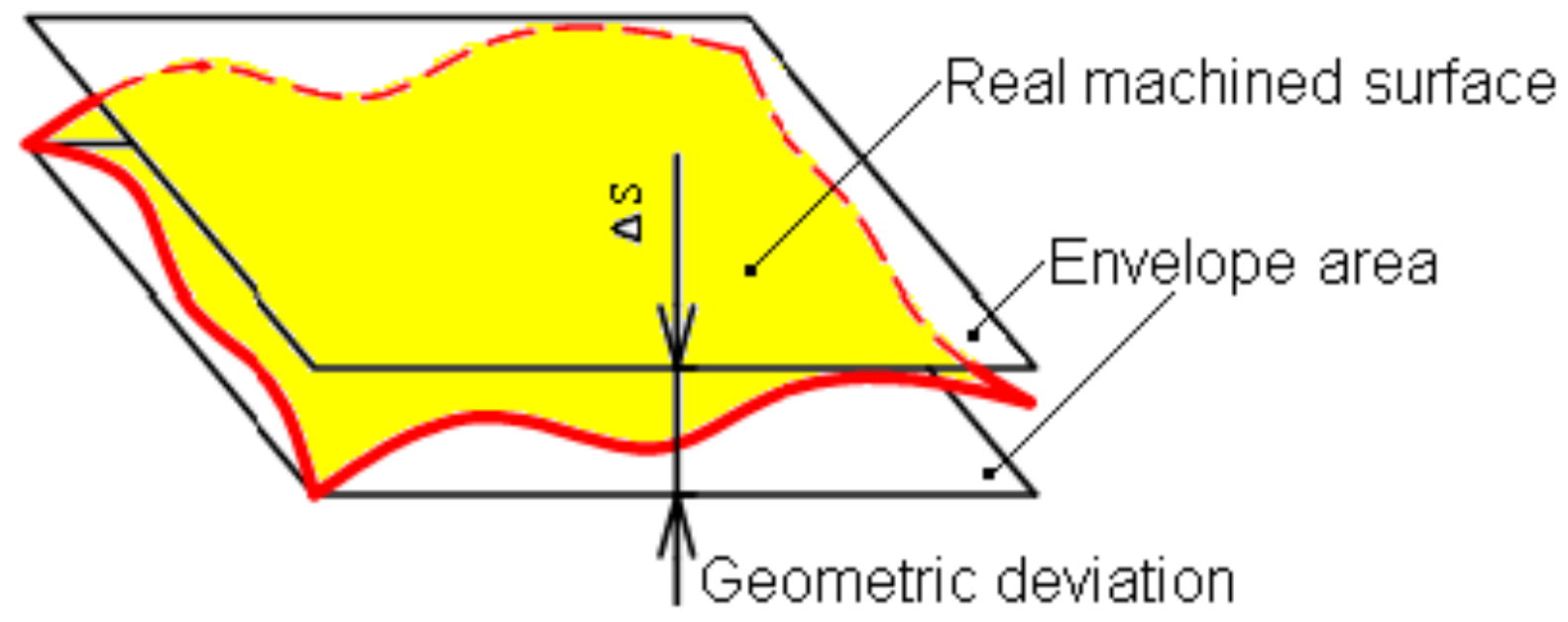
2.1. General Characteristics of Geometric Deviations of Machined Surfaces
2.2. Identification of Geometric Deviations of the Shape of the Machined Surface after WEDM
- δDEF—is the deviation caused mainly by the deformations and the inaccuracy of the individual parts of the CNC electrical discharge machine. Since this is a force-less machining, this WEDM error is not very significant. Its size is approximately 3 μm;
- δHT—is the deviation that occurs due to the heating of the wire electrode and machined material during electroerosion. This deviation should be considered mainly at the power machining of larger workpiece cross-sections with the use of a wire electrode of larger diameters, or at low cooling capacity of the working space by the dielectric fluid;
- δEM—is the deviation that arises from flaws in the production of the wire electrode. Its size is within the range of about 2 μm;
- δER—is the deviation that occurs during the WEDM. It can be compensated by the proper combination of settings of MTP and process parameters.
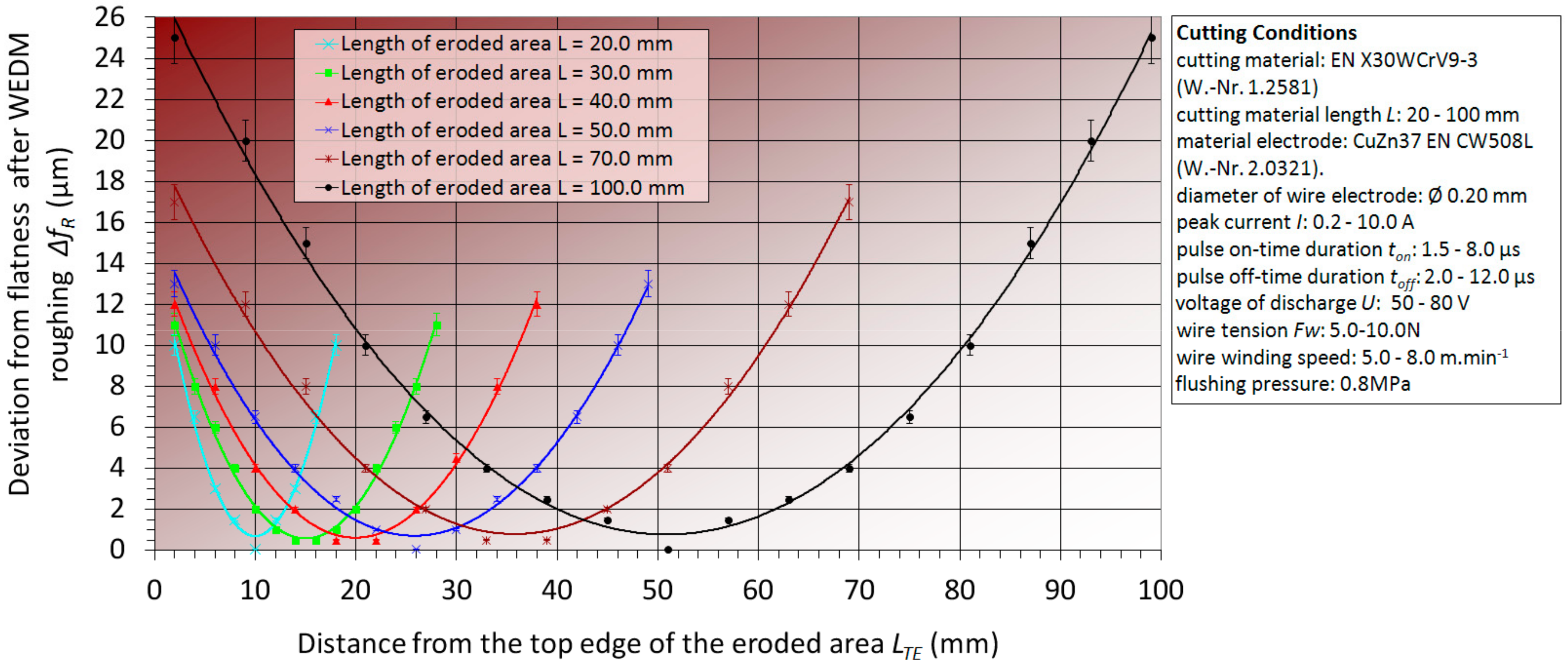
2.3. Conditions of Experiments
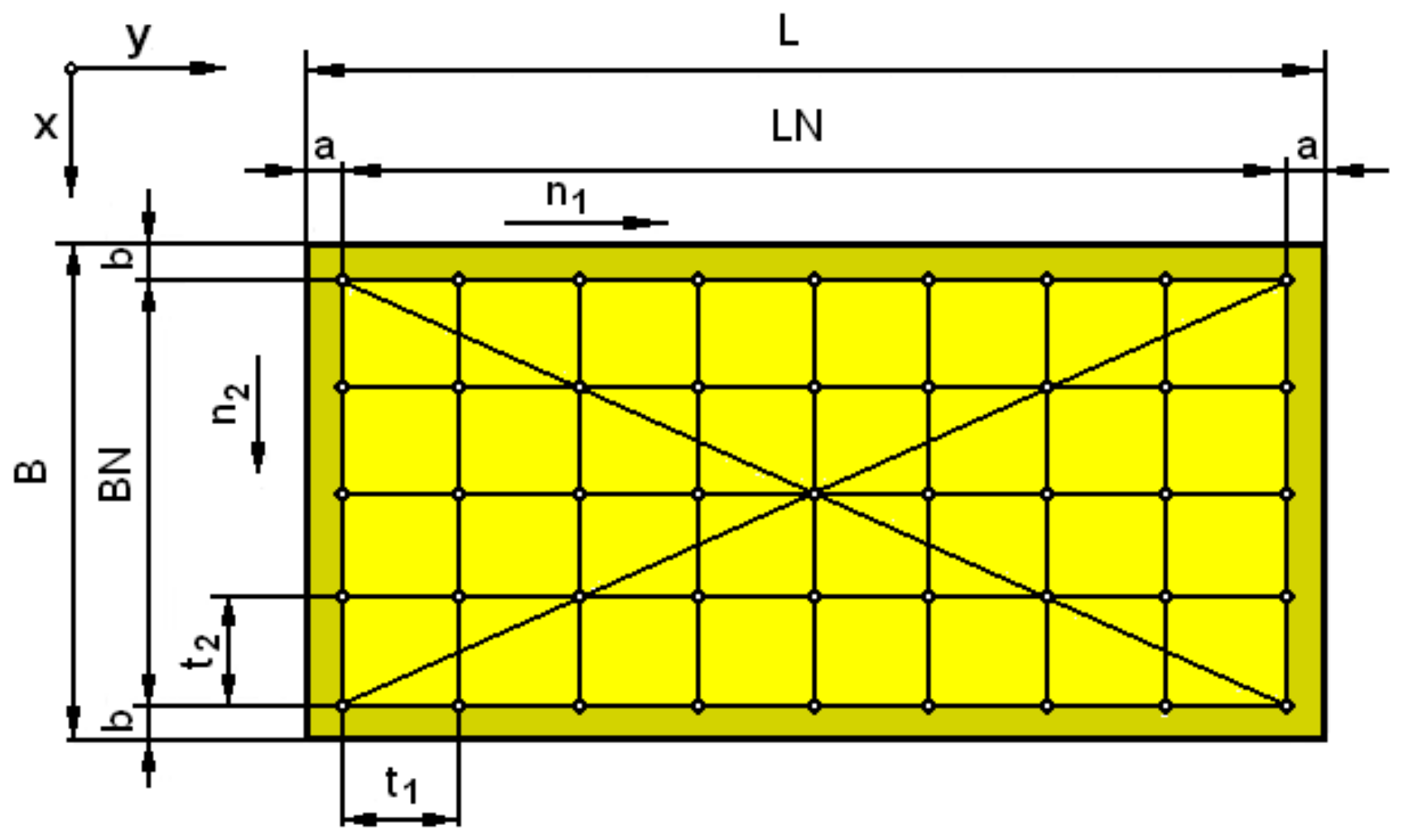
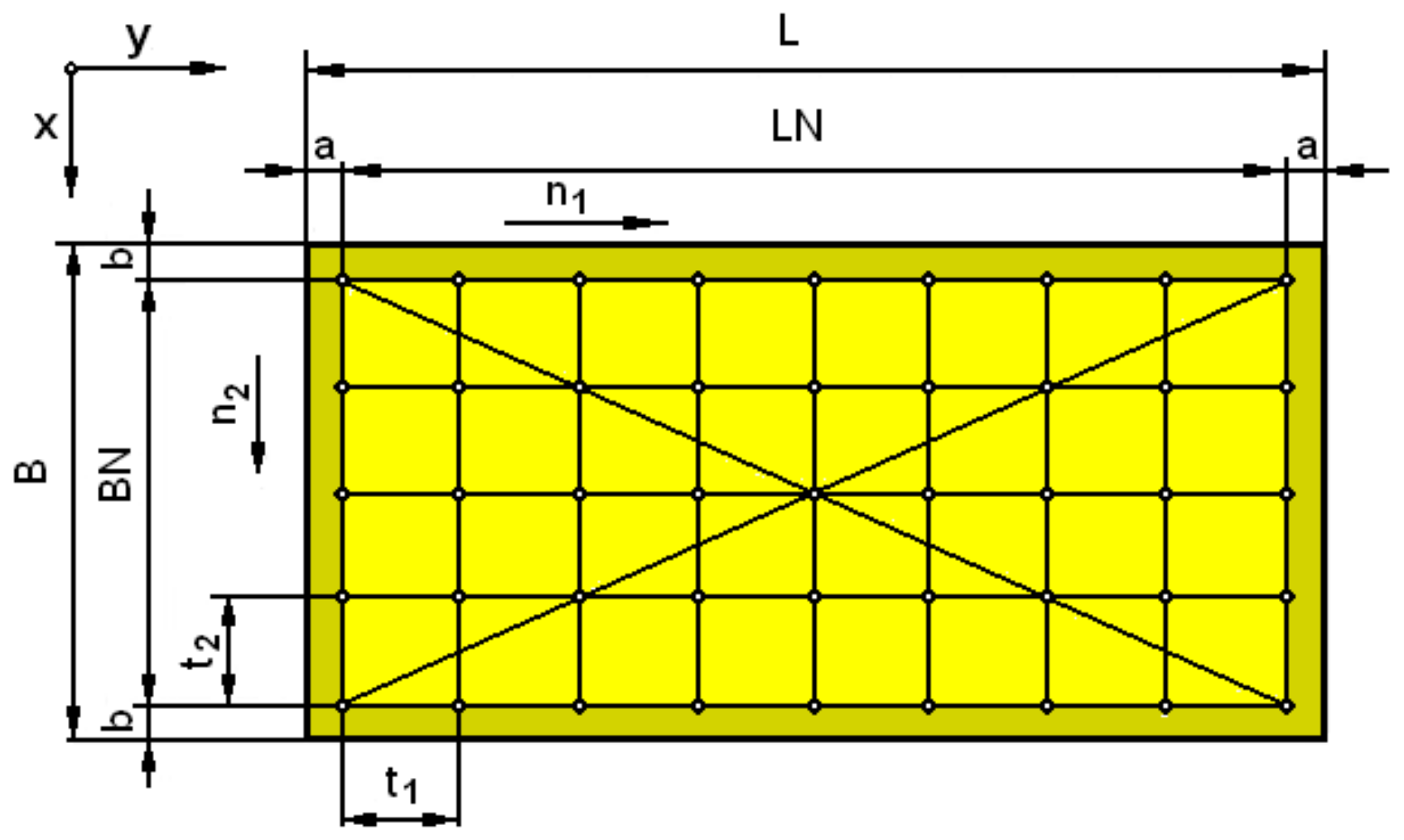
2.4. Determination of Flatness Deviations of Eroded Area of Tool Steel EN X30WCrV9-3 after WEDM with Wire Electrode of 2.0 mm Diameter
- BN—width of the measured area,
- LN—length of measured area,
- t1—distance of the measured points in the longitudinal direction,
- t2—distance of the measured points in the transverse direction,
- n1—number of measured points in the longitudinal direction,
- n2—number of measured points in the transverse direction.
3. Results and Discussion
Practical Recommendations for Optimizing of the Size of Maximum Deviation Δfmax of the Eroded Surface
4. Conclusions
- ∎
- based on the preliminary analysis of the geometrical accuracy of the eroded surface, particular types of geometrical accuracy deficiencies that were encountered in the WEDM of tool steels with the CuZn37 wire electrode were identified;
- ∎
- the possible causes of the geometric inaccuracy of the eroded surface of tool steel EN X30WCrV9-3 with CuZn37 wire electrode of 0.20 mm diameter were determined;
- ∎
- MTP and process parameters that significantly affect the geometrical accuracy of the eroded tool steel surface after WEDM in terms of maximum flatness deviation Δfmax were defined;
- ∎
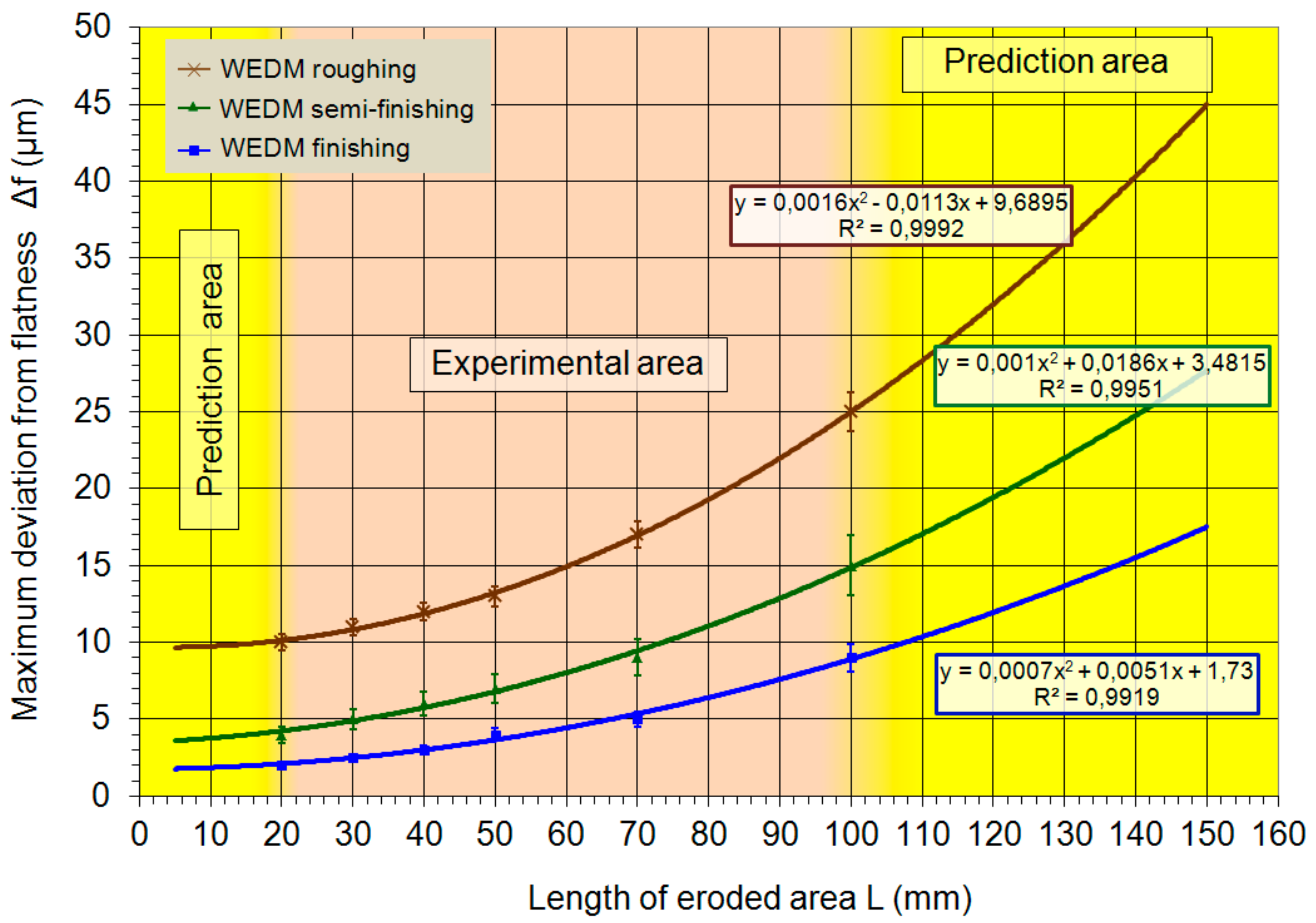
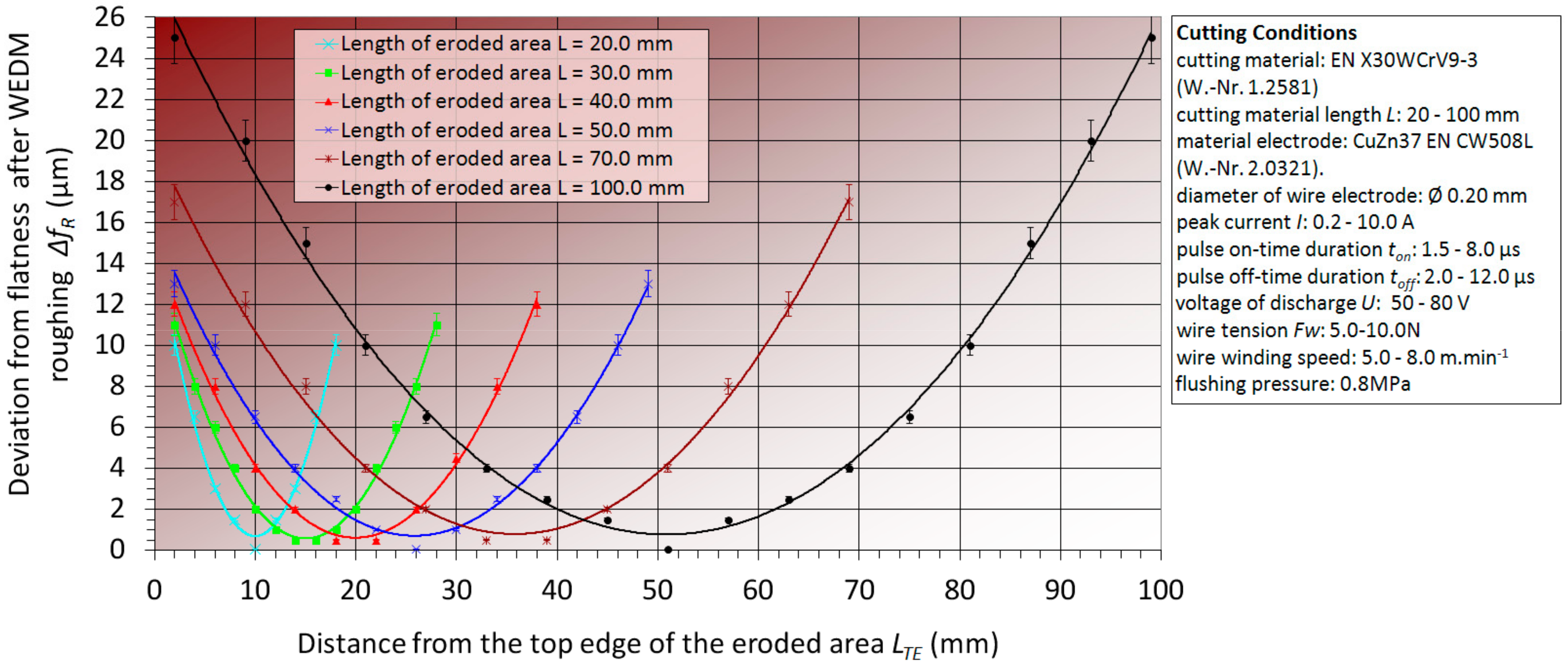
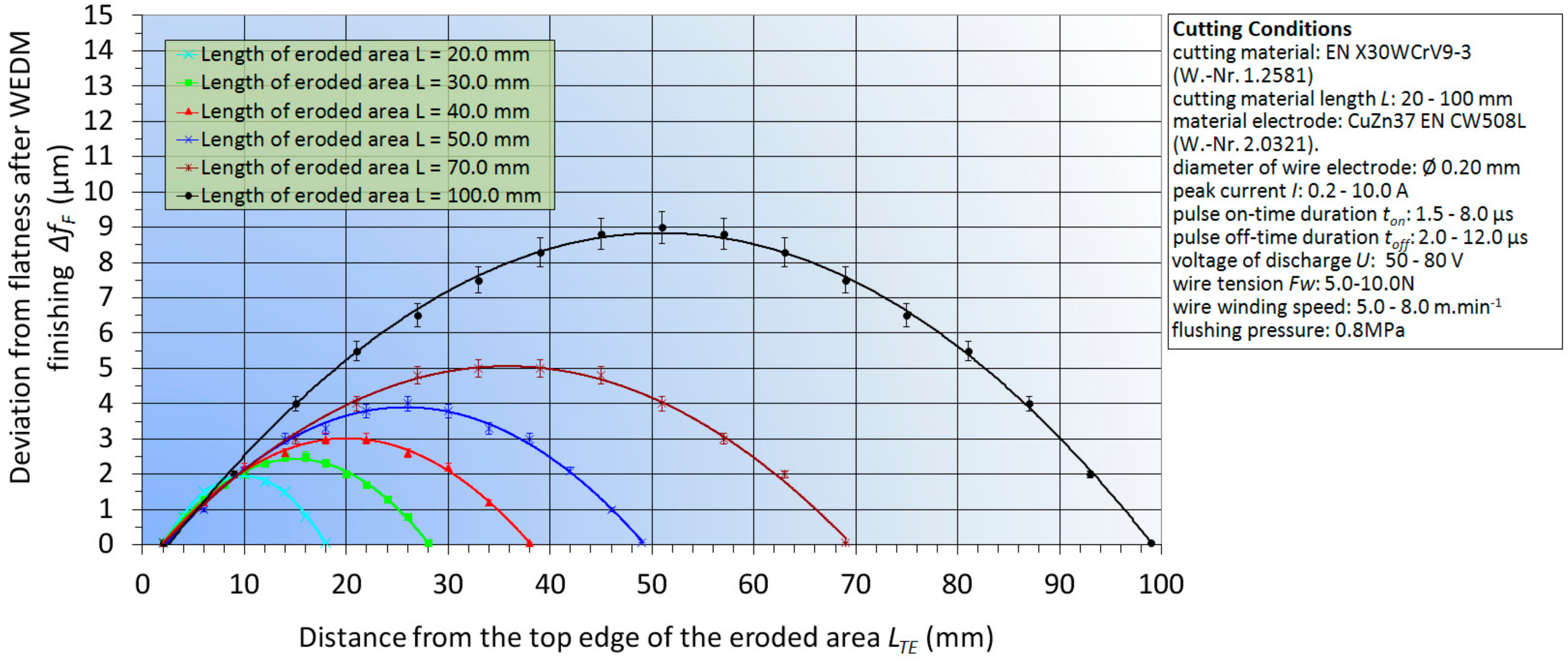
- experimentally, significant deviations were observed in the shape of the curvature but also in the maximum flatness deviation Δfmax of the eroded surface between the WEDM roughing, semi-finishing and finishing operations. The maximum value of the flatness deviation Δfmax = 25.0 μm of eroded surface of tool steel EN X30WCrV9-3 was recorded at WEDM roughing. Conversely, the lowest parameter value Δfmax = 2.0 μm was recorded at WEDM finishing;
- ∎
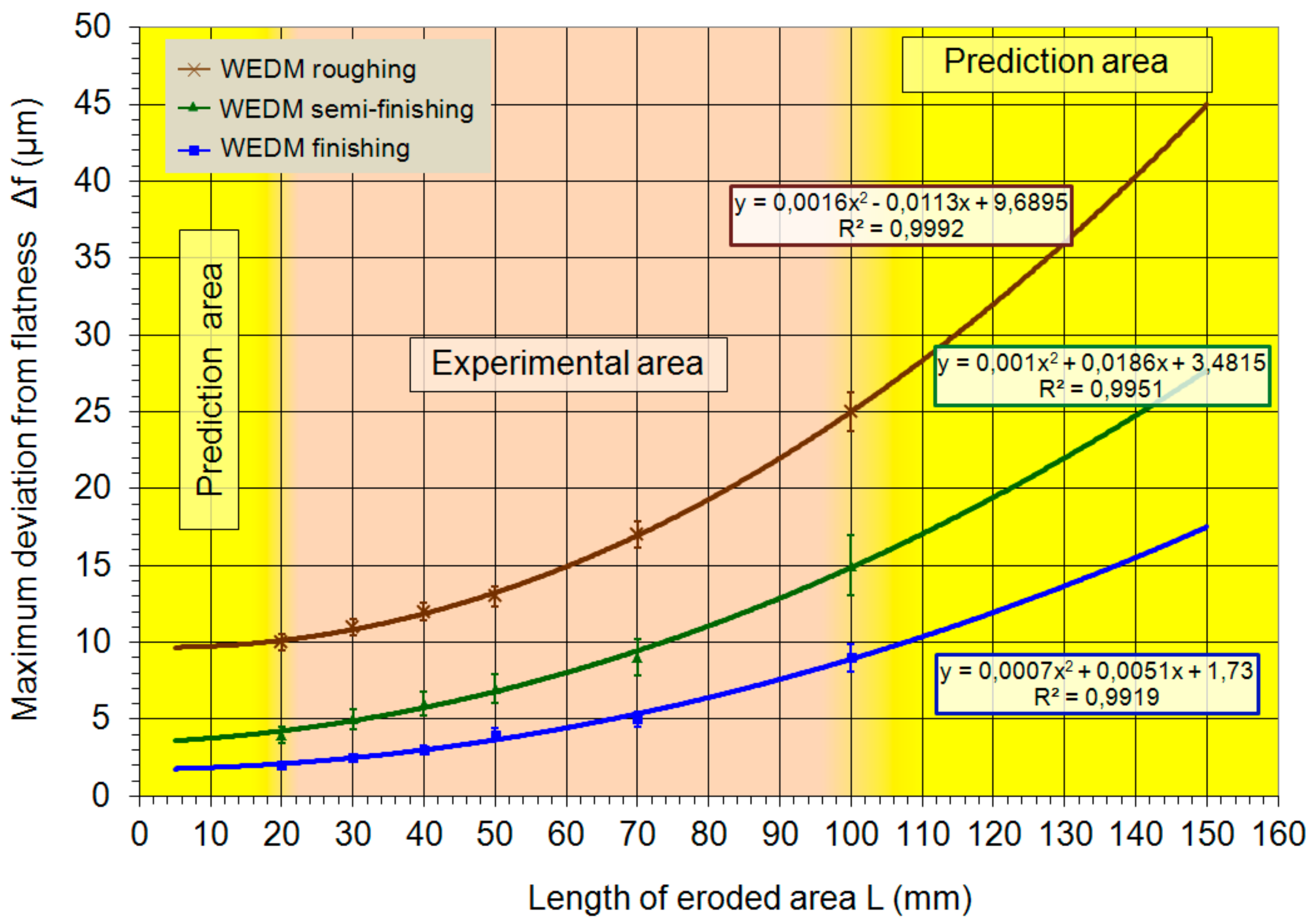
- differences of measured values of the maximum flatness deviation Δfmax of the eroded surface in individual WEDM operations, in its dependence on the change of the total length of the eroded surface L were also found. Maximum flatness deviation at WEDM ranged for roughing from 10.0 μm–25.0 μm, for semi-finishing from 4.0–15.0 μm, for finishing from 2.0–9.0 μm. The lower values apply for length L = 20.0 mm, the higher for L = 100.0 mm;
- ∎
- values of the maximum flatness deviation Δfmax of the eroded area were predicted for individual WEDM operations, depending on the change of the total length of the eroded surface L in the range from 5.0–20.0 mm and in the range from 100.0–150.0 mm. The lowest parameter value Δfmax = 1.8 μm was predicted for WEDM finishing with eroded surface length L = 5.0 mm. Conversely, the highest parameter value Δfmax = 45.0 μm was predicted for WEDM roughing with eroded surface length L = 150.0 mm;
- ∎
- research of the maximum flatness deviation of the eroded surface of tool steel EN X30WCrV9-3 after WEDM with CuZn37 wire electrode of 0.20 mm diameter, was oriented with regard to the practical use of the acquired experimental results for the theory, as well as technical practice;
- ∎
- achieved results and the proposed recommendations for practice allow to meet much narrower specification of the demands placed on the quality of the eroded surface in terms of geometrical accuracy after WEDM with CuZn37 wire electrode.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gupta, K.; Jain, N.K. Manufacturing of high quality miniature gears by wire electric discharge machining. In Chapter 40 in DAAAM International Scientific Book; DAAAM International: Vienna, Austria, 2013; pp. 679–696. [Google Scholar]
- Garg, M.P.; Jain, A.; Bhushan, G. An Investigation into Dimensional Deviation Induced by Wire Electric Discharge Machining of High temperature Titanium alloy. J. Eng. Technol. 2012, 2, 104–112. [Google Scholar] [CrossRef]
- Kanlayasiri, K.; Jattakul, P. Simultaneous optimization of dimensional accuracy and surface roughness for finishing cut of wire-EDMed K460 tool steel. Precis. Eng. 2013, 37, 556–561. [Google Scholar] [CrossRef]
- Puri, A.B.; Bhattacharyya, B. An analysis and optimization of the geometrical in accuracy due to wire lag phenomenon in WEDM. Int. J. Mach. Tools Manuf. 2003, 43, 151–159. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Rodil, J.L.; Herrero, A.; Lopez de Lacalle, L.N.; Lamikiz, A. On the influence of cutting speed limitation on the accuracy of wire-EDM corner-cutting. J. Mater. Process. Technol. 2007, 182, 574–579. [Google Scholar] [CrossRef]
- Puri, A.B.; Bhattacharyya, B. Modelling and analysis of the wire-tool vibration in wire-cut EDM. J. Mater. Process. Technol. 2003, 141, 295–301. [Google Scholar] [CrossRef]
- Huang, J.T.; Liao, Y.S.; Hsue, W.J. Determination of finish-cutting operation number and machining-parameters setting in wire electrical discharge machining. J. Mater. Process. Technol. 1999, 87, 69–81. [Google Scholar] [CrossRef]
- Dodun, O.; Gonçalves-Coelho, A.M.; Slătineanu, L.; Nagîţ, G. Using wire electrical discharge machining for improved corner cutting accuracy of thin parts. Int. J. Adv. Manuf. Technol. 2009, 41, 858–864. [Google Scholar] [CrossRef]
- Lin, C.T.; Chung, I.F.; Huang, S.Y. Improvement of machining accuracy by fuzzy logic at corner parts for wire-EDM. Fuzzy Set. Syst. 2001, 122, 499–511. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, Y.; Zhang, Z.; Li, H.; Ming, W.; Zhang, G. An analysis and optimization of the geometrical inaccuracy in WEDM rough corner cutting. Int. J. Adv. Manuf. Technol. 2014, 74, 917–929. [Google Scholar] [CrossRef]
- Shahane, S.; Pande, S.S. Development of a thermo-physical model for multi-spark wire EDM process. Procedia Manuf. 2016, 5, 205–219. [Google Scholar] [CrossRef]
- Kapoor, J.; Singh, S.; Khamba, J.S. Effect of cryogenic treated brass wire electrode on material removal rate in wire electrical discharge machining. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2012, 226, 2750–2758. [Google Scholar] [CrossRef]
- Singh, H. Experimental study of distribution of energy during EDM process for utilization in thermal models. Int. J. Heat Mass Tranf. 2012, 55, 5053–5064. [Google Scholar] [CrossRef]
- Sugimura, K.; Iwamoto, K.; Izumida, H. New High-Speed Precision Steel Core EDM Wire with New Alloy Coating (SUMISPARK Gamma). Sei Tech. Rev. 2015, 81, 77–83. [Google Scholar]
- Kumara, V.; Jangrab, K.K.; Kumarc, V. An experimental study on trim cutting operation using metal powder mixed dielectric in WEDM of Nimonic-90. Int. J. Ind. Eng. Comput. 2016, 7, 135–146. [Google Scholar] [CrossRef]
- Antar, M.T.; Soo, S.L.; Aspinwall, D.K.; Jones, D.; Perez, R. Productivity and workpiece surface integrity when WEDM aerospace alloys using coated wires. Procedia Eng. 2011, 19, 3–8. [Google Scholar] [CrossRef]
- Yan, M.; Huang, P. Accuracy improvement of wire-EDM by real-time wire tension control. Int. J. Mach. Tools Manuf. 2004, 44, 807–814. [Google Scholar] [CrossRef]
- Krenický, T.; Marcin, J.; Švec, P. Magnetic properties of FeCoNbB nanocrystalline alloys heat treated under longitudinal magnetic field. Czechoslovak J. Phys. 2004, 54, 185–188. [Google Scholar] [CrossRef]
- Dubják, J.; Piteľ, J.; Tóthová, M. Diagnostics of aluminum alloys melting temperature in high pressure casting. Key Eng. Mater. 2016, 669, 110–117. [Google Scholar] [CrossRef]
- Che Haron, C.H. Investigation on the influence of machining parameters when machining tool steel using EDM. J. Mater. Process. Technol. 2001, 1, 84–87. [Google Scholar] [CrossRef]
- Fuzhu, H.; Jie, Z.; Isago, S. Corner error simulation of rough cutting in wire EDM. Precis. Eng. 2007, 31, 331–336. [Google Scholar]
- Lin, P.D.; Liao, T.T. An effective-wire-radius compensation scheme for enhancing the precision of wire-cut electrical discharge machines. Int. J. Adv. Manuf. Technol. 2009, 40, 324–331. [Google Scholar] [CrossRef]
- Straka, Ľ.; Hašová, S. Assessing the influence of technological parameters on the surface quality of steel MS1 after WEDM. MM Sci. J. 2016, 11, 1194–1200. [Google Scholar] [CrossRef]
- Hašová, S.; Straka, Ľ. Design and verification of software for simulation of selected quality indicators of machined surface after WEDM. Acad. J. Manuf. Eng. 2016, 14, 13–20. [Google Scholar]
- Abu Zeid, O.A. On the effect of electro-discharge machining parameters on the fatigue life of AISI D6 tool steel. J. Mater. Process. Technol. 1997, 68, 27–32. [Google Scholar] [CrossRef]
- Saha, S.K.; Chaudhary, S.K. Experimental investigation and empirical modeling of the dry electrical discharge machining process. Int. J. Mach. Tools Manuf. 2009, 49, 297–308. [Google Scholar] [CrossRef]
- Stephen, P.; Radzevich, P.S.; Kreheľ, R. Application priority mathematical model of operating parameters in advanced manufacturing technology. Int. J. Adv. Manuf. Technol. 2011, 56, 835–840. [Google Scholar]
- Tóthová, M.; Balara, M.; Dubják, J. Simulation model of cascade control of the heating system. Int. J. Eng. Res. Afr. 2015, 18, 20–27. [Google Scholar] [CrossRef]
- Duplák, J.; Hatala, M.; Michalik, P. Durability analysis for selected cutting tools in machining process of steel 16mov6-3. Appl. Mech. Mater. 2013, 308, 133–139. [Google Scholar] [CrossRef]
- Mičietová, A.; Neslušan, M.; Čilliková, M. Influence of surface geometry and structure after non-conventional methods of parting on the following milling operations. Manuf. Technol. 2013, 13, 199–204. [Google Scholar]
- Kreheľ, R.; Pollák, M. The contactless measuring of the dimensional attrition of the cutting tool and roughness of machined surface. Int. J. Adv. Manuf. Technol. 2016, 86, 437–449. [Google Scholar] [CrossRef]
- Baron, P.; Zajac, J.; Pollák, M. The correlation of parameters measured on rotary machine after reparation of disrepair state. MM Sci. J. 2016, 11, 1244–1248. [Google Scholar] [CrossRef]
- Marafona, J.; Wykes, C. A new method of optimizing material removal rate using EDM with copper–tungsten electrodes. Int. J. Mach. Tools Manuf. 2000, 40, 153–164. [Google Scholar] [CrossRef]
- Mathew, S.; Varma, P.R.D.; Kurian, P.S. Study on the influence of process parameters on surface roughness and MRR of AISI 420 stainless steel machined by EDM. Int. J. Eng. Trends Technol. 2014, 2, 54–58. [Google Scholar] [CrossRef]
- Kiyak, M.; Cakir, O. Examination of machining parameters on surface roughness in EDM of tool steel. J. Mater. Process. Technol. 2007, 1–3, 141–144. [Google Scholar] [CrossRef]
- Panda, A.; Duplák, J.; Hatala, M.; Krenický, T.; Vrábel, P. Research on the durability of selected cutting materials in the process of turning carbon steel. MM Sci. J. 2016, 11, 1086–1089. [Google Scholar] [CrossRef]
- Straka, Ľ. Analysis of Wire-Cut Electrical Discharge Machined Surface; LAP Lambert Academic Publishing: Saarbrücken, Germany, 2014; p. 98. [Google Scholar]
- Monka, P.P.; Monková, K.; Balara, M.; Hloch, S.; Rehor, J.; Andrej, A.; Šomšák, M. Design and experimental study of turning tools with linear cutting edges and comparison to commercial tools. Int. J. Adv. Manuf. Technol. 2016, 85, 2325–2343. [Google Scholar] [CrossRef]
- Neslušan, M.; Turek, S.; Brychta, J.; Čep, R.; Tabaček, M. Experimental Methods in Splinter Machining; EDIS, University of Žilina: Žilina, Slovakia, 2007; p. 343. [Google Scholar]
- Michalik, P.; Zajac, J.; Hatala, M.; Duplák, J.; Mitaľ, D. Comparison of programming production of thin walled parts using different CAM systems. MM Sci. J. 2016, 10, 1056–1059. [Google Scholar] [CrossRef]
- Olejárová, Š.; Krenický, T. Monitoring the condition of the spindle of the milling machine using vibration. MM Sci. J. 2016, 11, 1227–1231. [Google Scholar] [CrossRef]
- Panda, A.; Prislupčák, M.; Pandová, I. Progressive technology diagnostic and factors affecting to machinability. Appl. Mech. Mater. 2014, 616, 183–190. [Google Scholar] [CrossRef]
- Straka, Ľ.; Čorný, I.; Pitel, J.; Hašová, S. Statistical Approach to Optimize the Process Parameters of HAZ of Tool Steel EN X32CrMoV12-28 after Die-Sinking EDM with SF-Cu Electrode. Metals 2017, 7, 35. [Google Scholar] [CrossRef]
- Straka, Ľ.; Hašová, S. Study of tool electrode wear in EDM process. Key Eng. Mater. 2016, 669, 302–310. [Google Scholar] [CrossRef]
- STN EN ISO 12781-2:2011-08 (01 4408) Geometrical Product Specifications (GPS). Available online: https://www.evs.ee/preview/iso-12781-2-2011-en.pdf (accessed on 25 August 2017).
- Rimár, M.; Fedák, M.; Kulikov, A.; Šmeringai, P. Dependence of hardness of continues die-casting products on Fe content. MM Sci. J. 2016, 11, 1201–1204. [Google Scholar] [CrossRef]
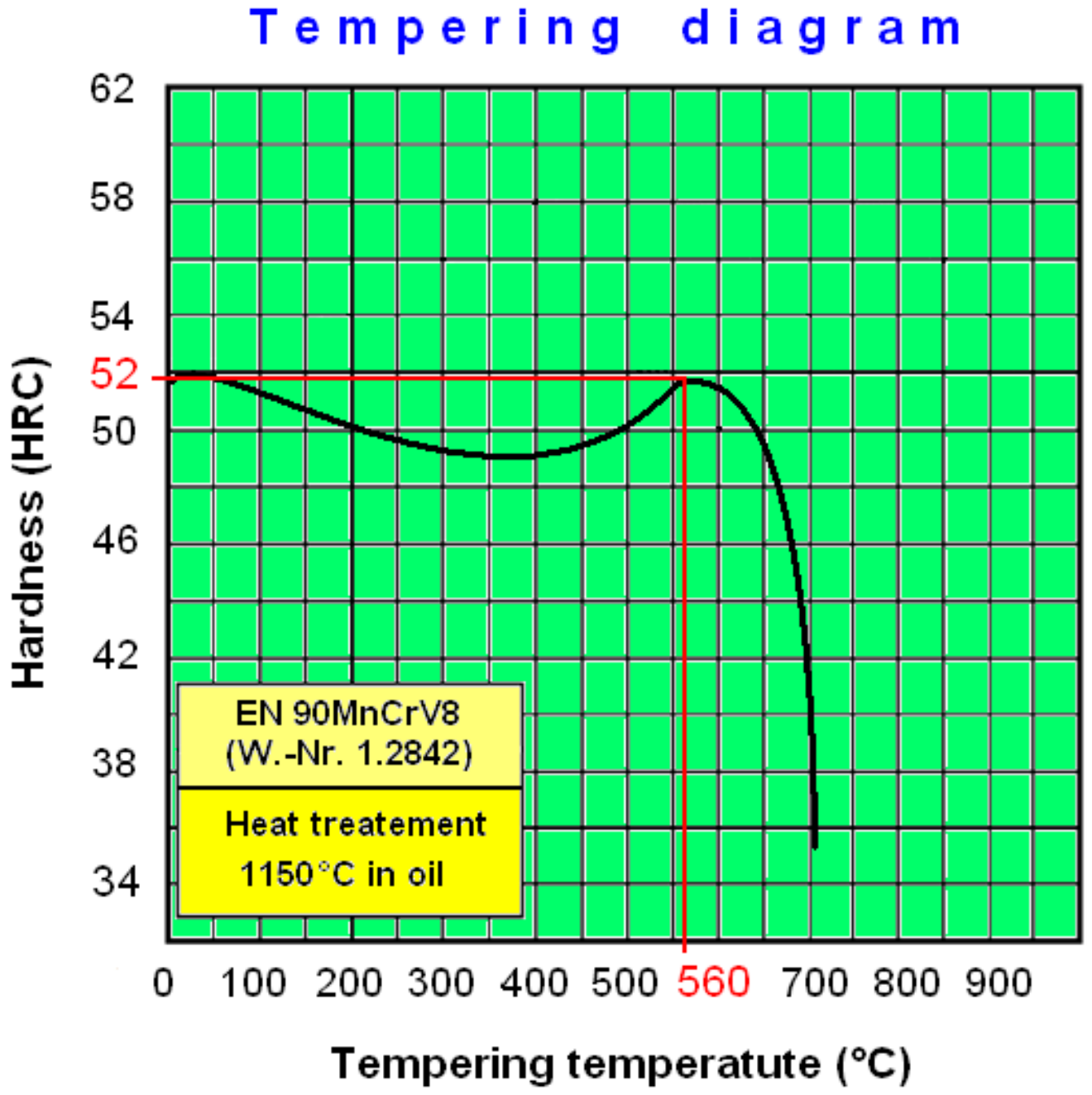
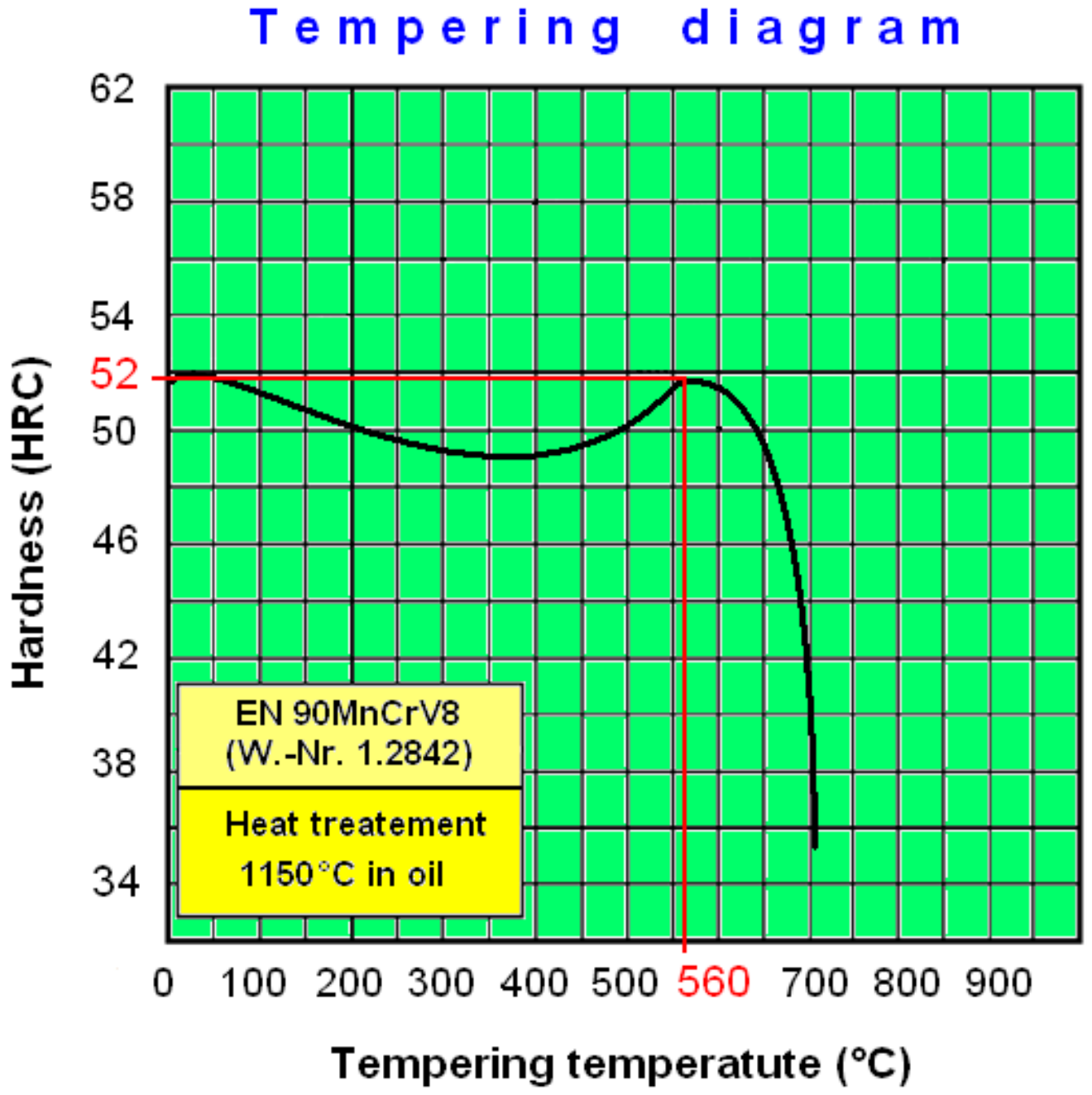
- Chemical Composition and Tempering Diagram of Tool Steel EN X30WCrV9-3. Available online: http://www.jkz.cz/cs/produkty/nastrojove-oceli/pro-prace-za-tepla/w-nr-12581/ (accessed on 20 October 2017).
- Mechanical and Physical Properties of Tool Steel EN X30WCrV9-3 (W.-Nr. 1.2581). Available online: http://www.bolzano.cz/assets/files/TP/Nastrojove_oceli/MOP_X30WCrV9-3.pdf (accessed on 20 October 2017).
- Straka, Ľ.; Čorný, I. Heat Treating of Chrome Tool Steel before Electroerosion Cutting with Brass Electrode. Acta Metall. Slovaca 2009, 15, 180–186. [Google Scholar]
- Straka, Ľ.; Hašová, S. Prediction of the heat-affected zone of tool steel EN X37CrMoV5–1 after die-sinking electrical discharge machining. Proc. Inst. Mech. Part B J. Eng. Manuf. 2016, 9, 1–12. [Google Scholar] [CrossRef]
- Straka, Ľ.; Čorný, I.; Piteľ, J. Properties evaluation of thin microhardened surface layer of tool steel after wire EDM. Metals 2016, 6, 95. [Google Scholar] [CrossRef]
- Han, X.L.; Wu, D.Y.; Min, X.L.; Wang, X.; Liao, B.; Xiao, F.R. Influence of Post-Weld Heat Treatment on the Microstructure, Microhardness, and Toughness of a Weld Metal for Hot Bend. Metals 2016, 6, 75. [Google Scholar] [CrossRef]
- Ťavodová, M. Research state heat affected zone of the material after wire EDM. Acta Fac. Tech. 2014, 19, 145–152. [Google Scholar]
- Sodick Technical Specifications. Available online: http://www.sodick.org/products/precision-wire-edm.html (accessed on 25 August 2017).
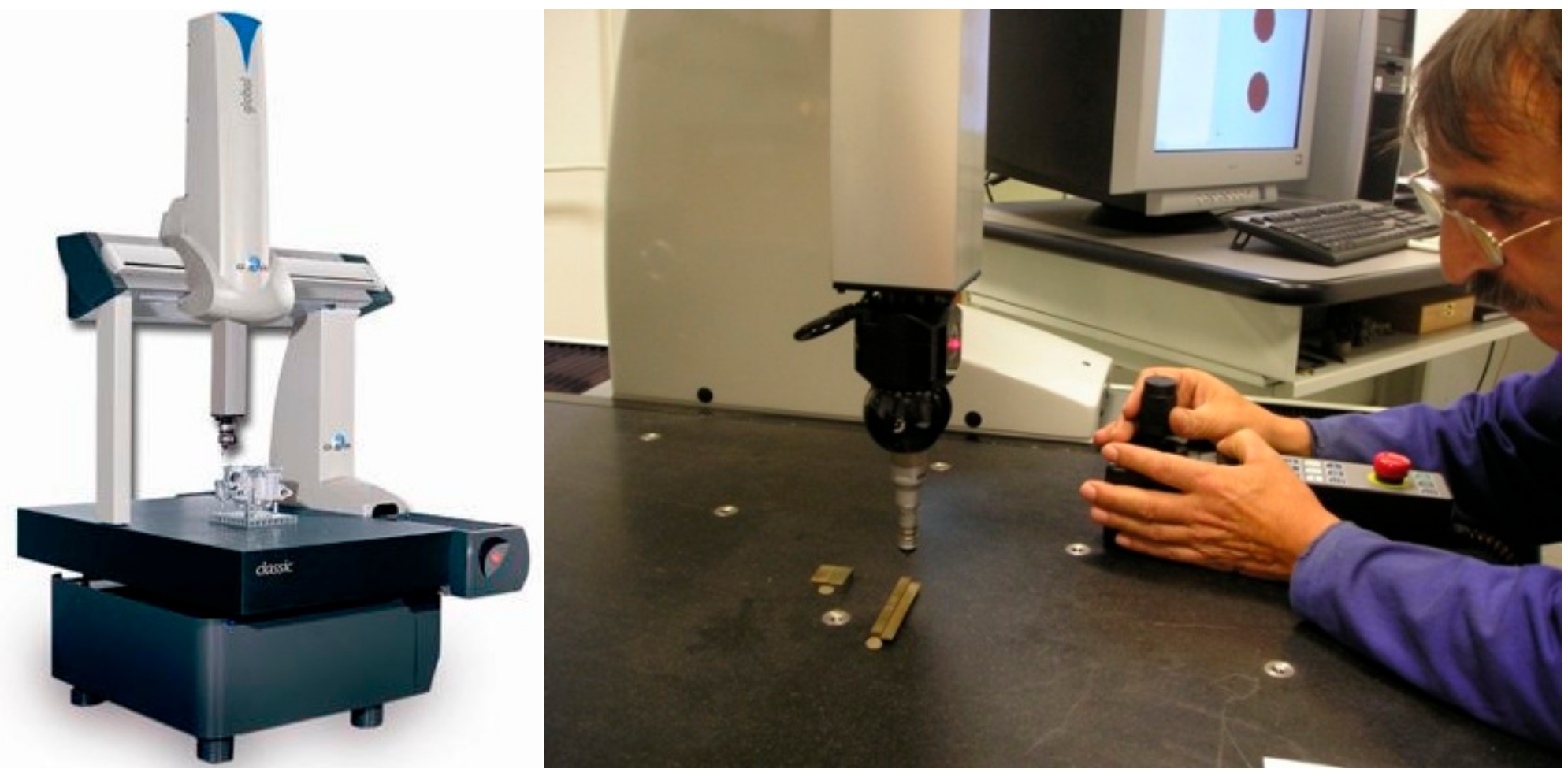
- DAE Global Classic. Available online: http://www.hexagonmetrology.fr/eng/GLOBAL-Classic_119.htm (accessed on 25 August 2017).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Causes of Geometric Deviations of the Shape of the Machined Surface after WEDM | ||
|---|---|---|
| Related to the Machine | Related to the Tool | Related to the Workpiece |
|
|
|
| WEDM Mode | Range of Geometrical Accuracy of Machined Surface |
|---|---|
| high-performance machining mode (roughing) | ±10.0 to ±50.0 μm |
| standard machining mode (semi-finishing) | ±5.0 to ±20.0 μm |
| precise machining mode (finishing) | ±2.0 to ±10.0 μm |
| electrical discharge polishing mode | ±1.0 to ±5.0 μm |
| Chemical Composition of Tool Steel EN X30WCrV9-3 (W.-Nr. 1.2581) | |||||||
| C | Mn | Si | Cr | W | V | Pmax | Smax |
| 0.25–0.35% | 0.2–0.4% | 0.15–0.3% | 2.5–2.8% | 8.0–9.0% | 0.3–0.4% | 0.35% | 0.35% |
| Selected Mechanical and Physical Properties of Tool Steel EN X30WCrV9-3 (W.-Nr.1.2581) | |||||||
| Tensile strength, Rm (MPa) (in natural state) | Yield strength, Rp0,2 (MPa) (in natural state) | Thermal conductivity W/(m.K) (at 20 °C) | Specific heat capacity J/(kg·K) | Specific electric resistance Ω.mm2/m | Electrical conductivity Siemens.m/mm2 | Modulus of elasticity E GPa | Achievable hardness after refining HRC |
| 780 | 670 | 27 | 460 | 0.52 | 1.95 | 190–210 | 52 |
| Coated Wire Electrode EN CW508L (W.-Nr. 2. 0321) | |||||||
|---|---|---|---|---|---|---|---|
| Mechanical properties | Tensile Strength Rm [MPa] | Yield Strength Rp0.2 [MPa] | Proof Stress [MPa] | Hardness HV | Elastic modulus E [GPa] | Elongation A50 [%] | Grain [mm] |
| 300–550 | ≤130 | 110–500 | 55–180 | 105 | 38–3 | 0.015–0.07 | |
| Physical properties | Electrical conduction [%IACS] | Electrical resistivity [μΩ·m] | Melting point range [°C] | Thermal conduction λ[W·m−1·K−1] | Density ρ[kg·m−³] | Specific heat capacity cp 20 °C [J·kg−1·K−1] | Coefficient of thermal expansion α 20 °C [10−6·K−1] |
| ≥26 | 0.066 | 902–920 | 116 | 8450 | 380 | 21 | |
| Chemical composition | Cu | Al | Fe | Ni | Pb | Sn | Zn |
| 62–64% | <0.05% | <0.1% | <0.3% | <0.1% | <0.1% | balance | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Straka, Ľ.; Čorný, I.; Piteľ, J. Prediction of the Geometrical Accuracy of the Machined Surface of the Tool Steel EN X30WCrV9-3 after Electrical Discharge Machining with CuZn37 Wire Electrode. Metals 2017, 7, 462. https://doi.org/10.3390/met7110462
Straka Ľ, Čorný I, Piteľ J. Prediction of the Geometrical Accuracy of the Machined Surface of the Tool Steel EN X30WCrV9-3 after Electrical Discharge Machining with CuZn37 Wire Electrode. Metals. 2017; 7(11):462. https://doi.org/10.3390/met7110462
Chicago/Turabian StyleStraka, Ľuboslav, Ivan Čorný, and Ján Piteľ. 2017. "Prediction of the Geometrical Accuracy of the Machined Surface of the Tool Steel EN X30WCrV9-3 after Electrical Discharge Machining with CuZn37 Wire Electrode" Metals 7, no. 11: 462. https://doi.org/10.3390/met7110462
APA StyleStraka, Ľ., Čorný, I., & Piteľ, J. (2017). Prediction of the Geometrical Accuracy of the Machined Surface of the Tool Steel EN X30WCrV9-3 after Electrical Discharge Machining with CuZn37 Wire Electrode. Metals, 7(11), 462. https://doi.org/10.3390/met7110462