The Annealing Twins of Fe-20Mn-4Al-0.3C Austenitic Steels during Symmetric and Asymmetric Hot Rolling


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials and Experiments
2.2. Characterisation
3. Experimental Results and Discussion
3.1. The Annealing Twins in SHR Process
3.2. The Annealing Twins in ASHR Process
3.3. The Annealing Twins Density
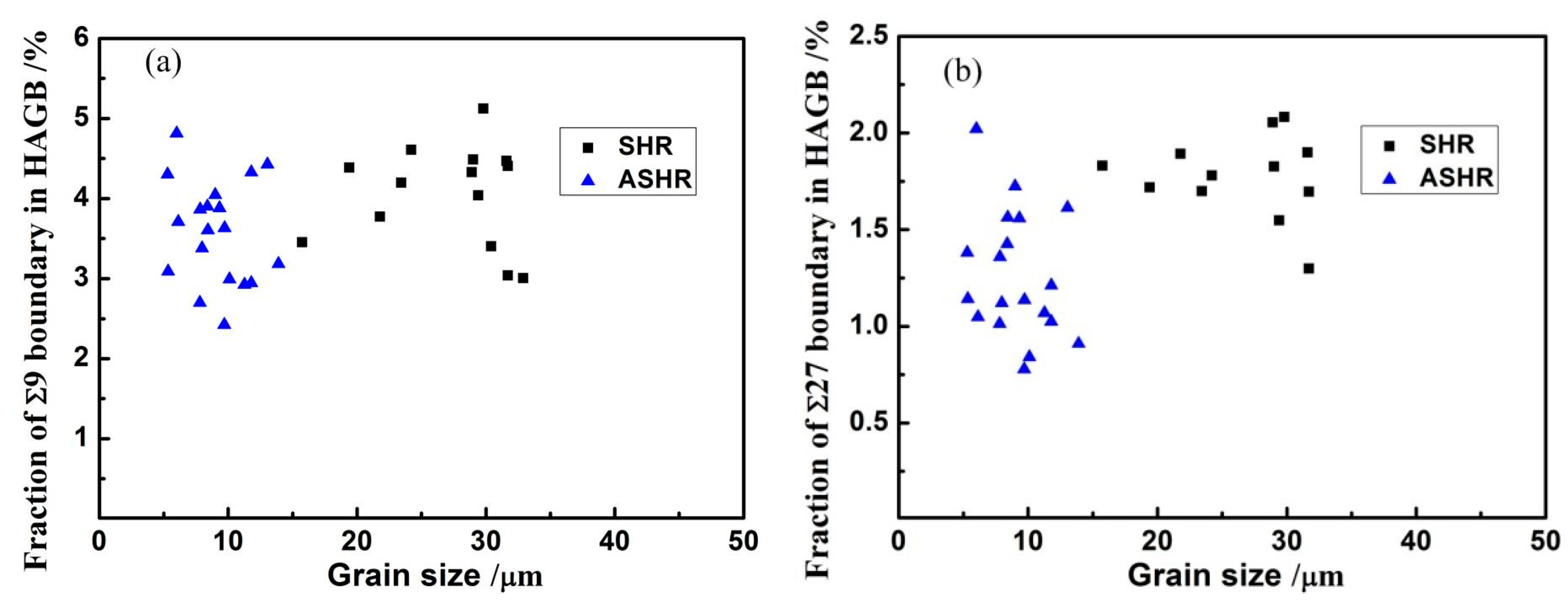
3.4. Σ3, Σ9 and Σ27 Boundary
3.5. Growth of Recrystallized Grains and Annealing Twin Nucleation
3.6. Vickers Micro Hardness and Tensile Properties
4. Conclusions
- (1)
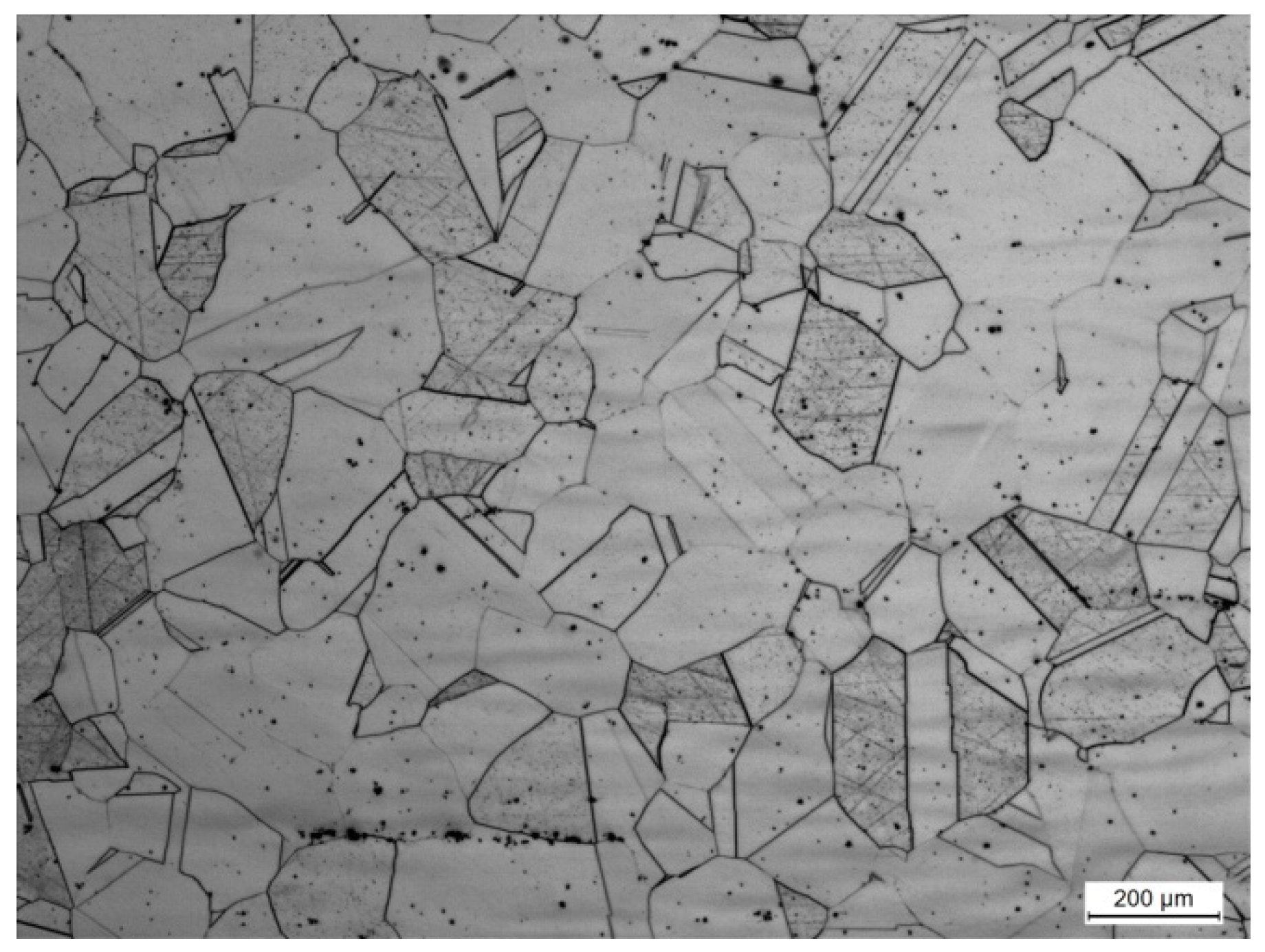
- The average grain size is 26 (±9.6) μm and 11 (±7.0) μm for the tested steel in the SHR and ASHR processes. The density of high angle grain boundary (HAGB) and annealing twin boundary increase with the decrease in grain size. The annealing twin is obviously higher in ASHR than in the SHR process.
- (2)
- The linear relation model between the logarithm of twin boundary density as a function of the logarithm of the grain size is established. The annealing twins formed on the (111) surface perpendicular to the migration direction of grain boundary favors further grow along this direction, resulting in a higher proportion of annealing twins in ASHR compared to that in the SHR process.
- (3)
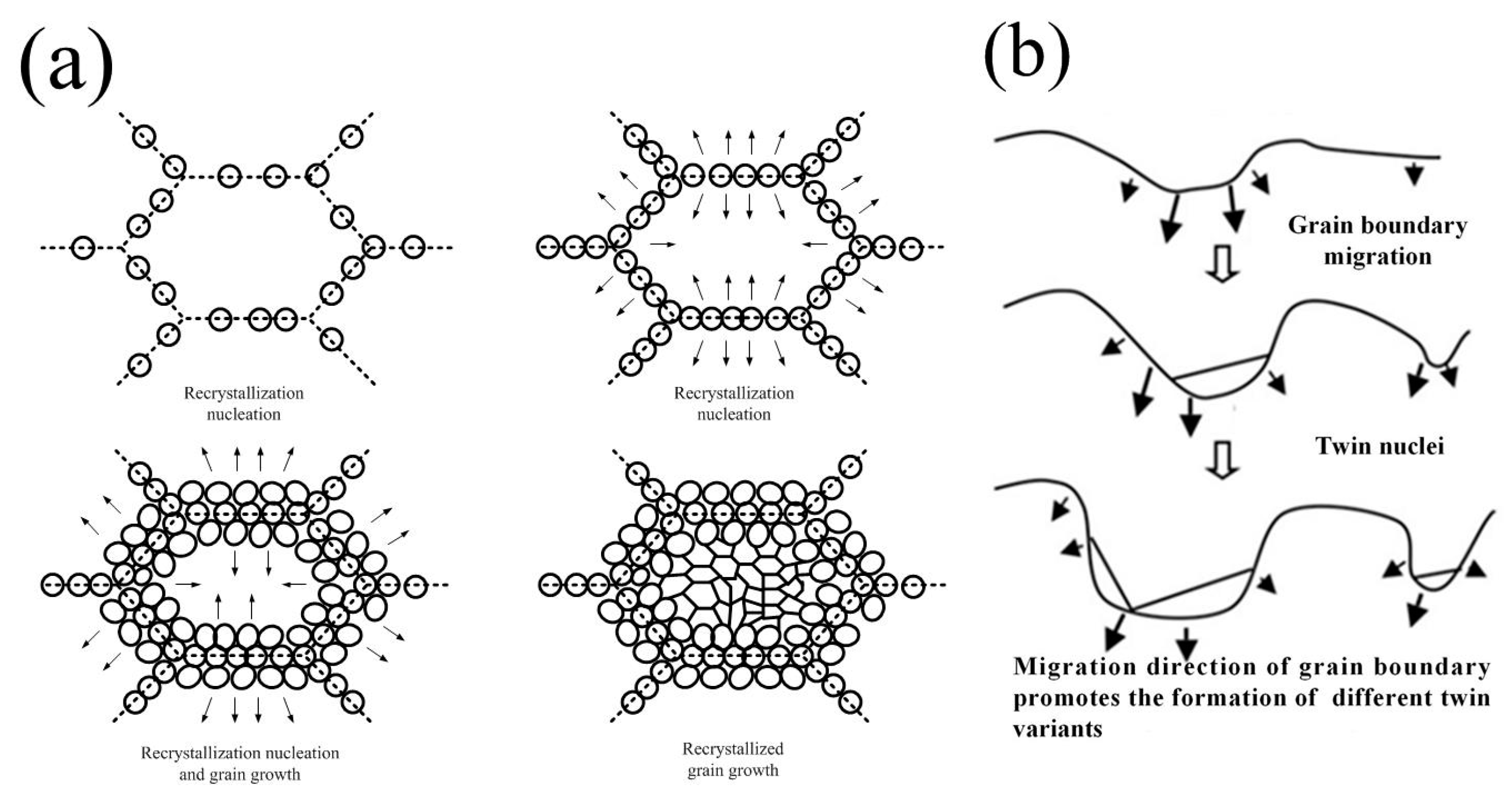
- The CSL boundary proportion increases with local grain boundary continuing bugling as well as the migration direction of bugling grain boundary constantly changes. A substantial migration of grain boundary is helpful to the generation of different orientation annealing twin variants.
- (4)
- The tensile property of the tested steel is improved due to the severe shear stress increasing the nucleation rate of recrystallization and high density of annealing twins during the ASHR process. Hence, the effect of improvement by ASHR on tensile properties of austenitic steels is significant.
Author Contributions
Funding
Conflicts of Interest
References
- Fullman, R.L.; Fisher, J.C. Formation of annealing twins during grain growth. J. Appl. Phys. 1951, 22, 1350–1355. [Google Scholar] [CrossRef]
- Grube, W.L.; Rouze, S.R. The origin, growth and annihilation of annealing twins in austenite. Can. Metall. Q. 1963, 2, 31–52. [Google Scholar] [CrossRef]
- Gleiter, H. The formation of annealing twins. Acta Metall. 1969, 17, 1421–1428. [Google Scholar] [CrossRef]
- Meyers, M.A.; Murr, L.E. A model for the formation of annealing twins in F.C.C. metals and alloys. Acta Metall. 1978, 26, 951–962. [Google Scholar] [CrossRef]
- Lin, B.; Jin, Y.; Hefferanc, C.M.; Li, S.F.; Lind, J.; Suter, R.M.; Bernacki, M.; Bozzolo, N.; Rollett, A.D.; Rohrer, G.S. Observation of annealing twin nucleation at triple lines in nickel during grain growth. Acta Mater. 2015, 99, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Field, D.P.; Bradford, L.T.; Nowell, M.M.; Lillo, T.M. The role of annealing twins during recrystallization of Cu. Acta Mater. 2007, 55, 4233–4241. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Rollett, A.D.; Rohrer, G.S.; Bernacki, M.; Bozzolo, N. Thermo-mechanical factors influencing annealing twin development in nickel during recrystallization. J. Mater. Sci. 2015, 50, 5191–5203. [Google Scholar] [CrossRef]
- Dash, S.; Brown, N. An investigation of the origin and growth of annealing twins. Acta Metall. 1963, 11, 1067–1075. [Google Scholar] [CrossRef]
- Pande, C.S.; Imam, M.A.; Rath, B.B. Study of annealing twins in FCC metals and alloys. Metall. Trans. A 1990, 21, 2891–2896. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Bernacki, M.; Rohrer, G.S.; Rollett, A.D.; Bozzoloa, N. Annealing twin development during recrystallization and grain growth in pure nickel. Mater. Sci. Eng. A 2014, 597, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Mahajan, S.; Pande, C.S.; Imam, M.A.; Rath, B.B. Formation of annealing twins in F.C.C. crystals. Acta Mater. 1997, 45, 2633–2638. [Google Scholar] [CrossRef]
- Kumar, M.; Schwartz, A.J.; King, W.E. Microstructural evolution during grain boundary engineering of low to medium stacking fault energy fcc materials. Acta Mater. 2002, 50, 2599–2612. [Google Scholar] [CrossRef]
- Randle, V. Mechanism of twinning-induced grain boundary engineering in low stacking-fault energy materials. Acta Mater. 1999, 47, 4187–4196. [Google Scholar] [CrossRef]
- Randle, V. Twinning-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar] [CrossRef]
- Wang, W.; Lartigue-Korinek, S.; Brisset, F.; Helbert, A.L.; Bourgon, J.; Baudin, T. Formation of annealing twins during primary recrystallization of two low stacking fault energy Ni-based alloys. J. Mater. Sci. 2015, 50, 2167–2177. [Google Scholar] [CrossRef]
- Randle, V. Role of grain boundary plane in grain boundary engineering. Mater. Sci. Technol. 2010, 26, 774–780. [Google Scholar] [CrossRef]
- Li, C.; Ma, B.; Song, Y.; Zheng, J.; Wang, J. Grain refinement of non-magnetic austenitic steels during asymmetrical hot rolling process. J. Mater. Sci. Technol. 2017, 33, 1572–1576. [Google Scholar] [CrossRef]





© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Ma, B.; Song, Y.; Li, K.; Dong, J. The Annealing Twins of Fe-20Mn-4Al-0.3C Austenitic Steels during Symmetric and Asymmetric Hot Rolling. Metals 2018, 8, 882. https://doi.org/10.3390/met8110882
Li C, Ma B, Song Y, Li K, Dong J. The Annealing Twins of Fe-20Mn-4Al-0.3C Austenitic Steels during Symmetric and Asymmetric Hot Rolling. Metals. 2018; 8(11):882. https://doi.org/10.3390/met8110882
Chicago/Turabian StyleLi, Changsheng, Biao Ma, Yanlei Song, Kun Li, and Jingbo Dong. 2018. "The Annealing Twins of Fe-20Mn-4Al-0.3C Austenitic Steels during Symmetric and Asymmetric Hot Rolling" Metals 8, no. 11: 882. https://doi.org/10.3390/met8110882