Anisotropy of the Microstructure and Tensile Properties in Ti-5Al-5Mo-5V-1Cr-1Fe near β Titanium Alloy during Hot Rolling and Heat Treatment


Abstract
:1. Introduction
2. Experimental Details
3. Results
3.1. Anisotropy of Tensile Properties
3.2. Anisotropy of Microstructure
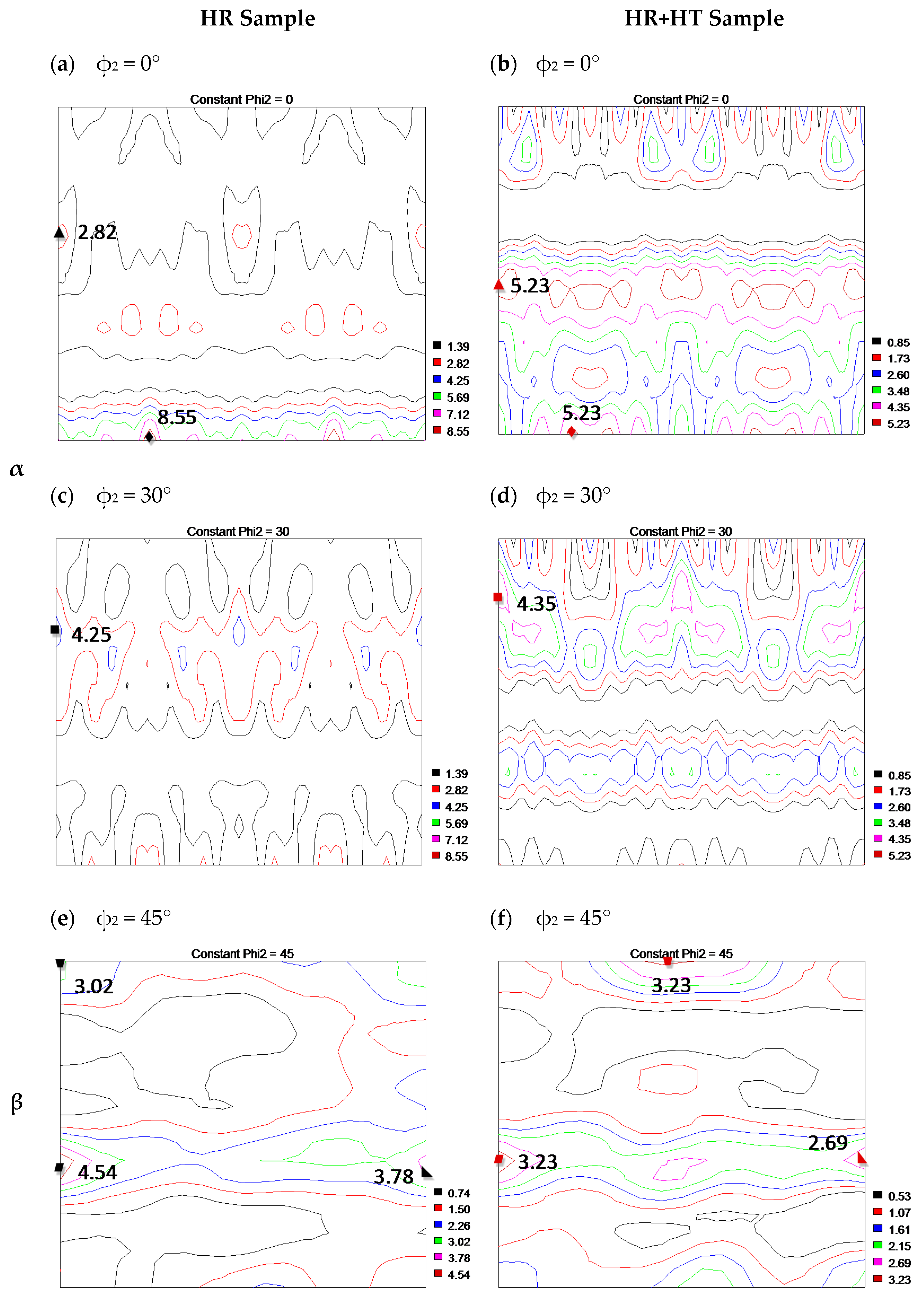
3.3. Texture Characterization
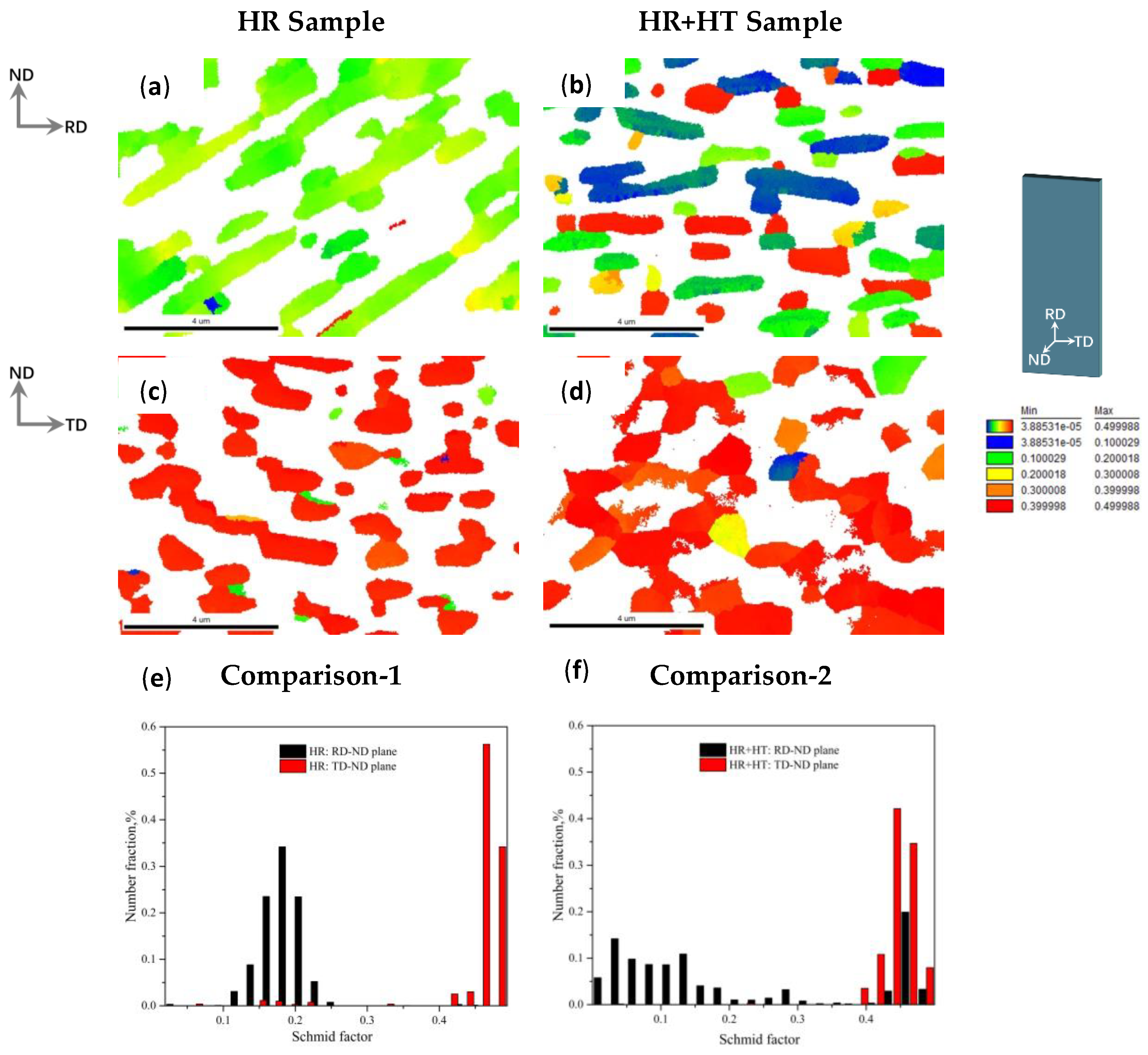
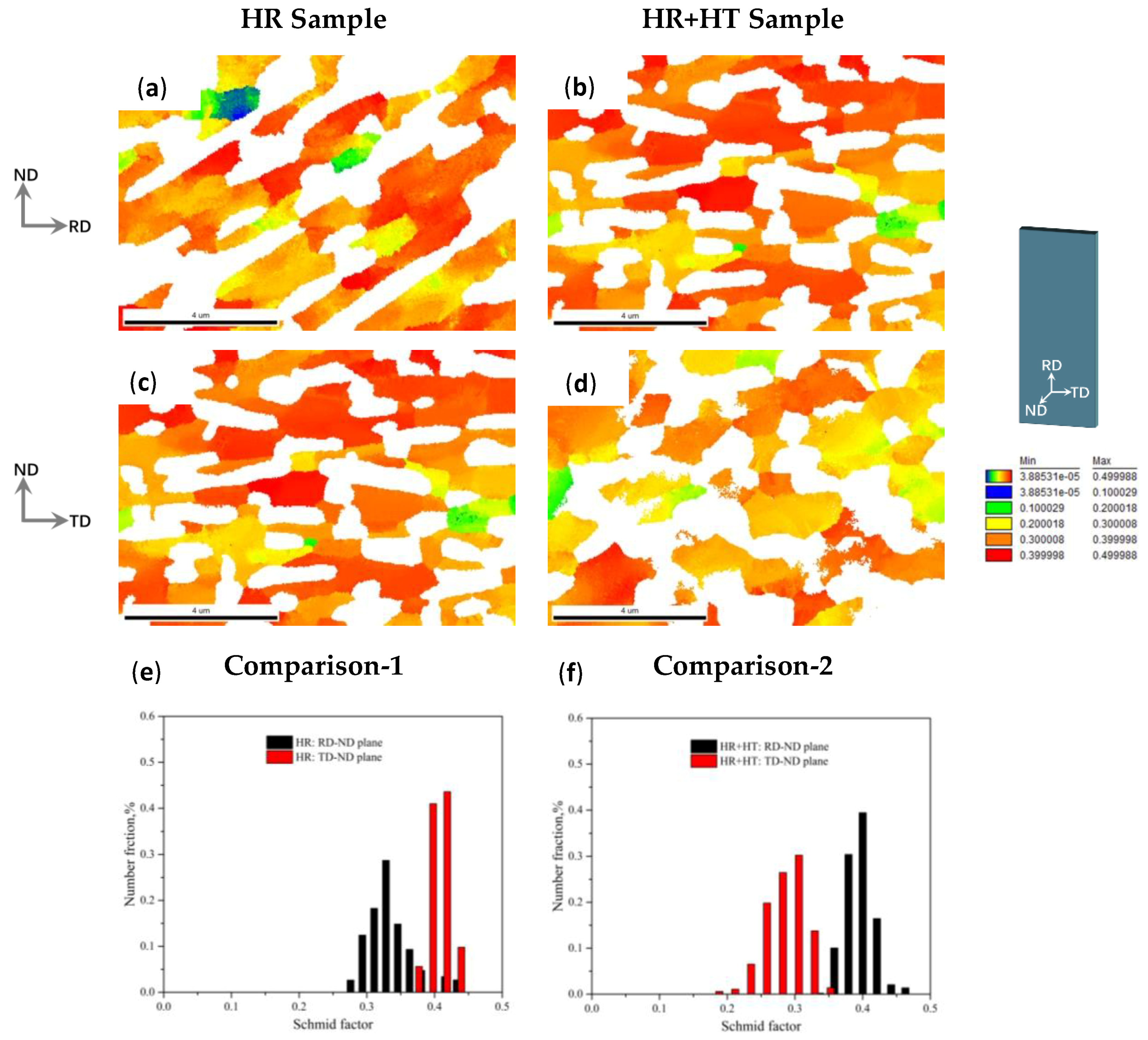
3.4. Schmid Factor Distributions
3.5. Fracture Behavior
4. Discussion
4.1. Effect of α Morphology on the Anisotropy of Ductility
4.2. Effect of α Texture on the Anisotropy of Strength
5. Conclusions
- (1)
- The hot-rolled Ti-55511 shows the obvious anisotropic tensile properties: average UTS/elongation of 1056 MPa/11.8% for RD specimens and 1076 MPa/6.7% for TD specimens. After subsequent HT, the discrepancy of tensile properties between RD and TD decreases.
- (2)
- The anisotropic elongation of HR sample is related to the α morphology. After HR, acicular α grains are parallel to RD. RD specimens show the transgranular propagation of microcracks passing through acicular morphology of α phase, while TD specimens show the intergranular propagation of microcrack passing by equiaxed morphology of α phase, which further leads to the ductile fracture and the higher elongation of RD specimens.
- (3)
- The anisotropic strength of HR sample depends on the relationship among texture type of α phase, slip system, and loading direction. The special texture of α phase with maximum intensity located in TD leads to the easy activation of basal slip system in RD and that of prismatic slip system in TD, and then causes the lower strength of RD specimens than TD specimens.
- (4)
- After HT, the increased α size results in the transgranular propagation of microcrack in both RD and TD specimens, thus decreasing the anisotropy of elongation between RD and TD. And the decreased anisotropy of strength can be explained by the decreased texture intensity of α phase.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Attar, H.; Haghighi, S.E.; Kent, D.; Dargusch, M.S. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tool Manufact. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Li, C.; Zhang, X.Y.; Zhou, K.C.; Peng, C.Q. Relationship between lamellar α evolution and flow behavior during isothermal deformation of Ti–5Al–5Mo–5V–1Cr–1Fe near β titanium alloy. Mater. Sci. Eng. A 2012, 558, 668–674. [Google Scholar] [CrossRef]
- Lv, Y.P.; Li, S.J.; Zhang, X.Y.; Li, Z.Y.; Zhou, K.C. Modeling and Finite Element Analysis for the Dynamic Recrystallization Behavior of Ti-5Al-5Mo-5V-3Cr-1Zr Near β Titanium Alloy During Hot Deformation. High Temp. Mater. Process. 2018, 37, 445–454. [Google Scholar] [CrossRef]
- Fan, J.K.; Li, J.S.; Kou, H.C.; Hua, K.; Tang, B. The interrelationship of fracture toughness and microstructure in a new β titanium alloy Ti-7Mo-3Nb-3Cr-3Al. Mater. Charact. 2014, 96, 93–99. [Google Scholar] [CrossRef]
- Dong, R.F.; Li, J.S.; Zhou, H.C.; Tang, B.; Hua, K.; Liu, S.B. Characteristics of a hot-rolled near β titanium alloy Ti-7333. Mater. Charact. 2017, 129, 135–142. [Google Scholar] [CrossRef]
- Sun, J.F.; Zhang, Z.W.; Zhang, M.L.; Jiang, F.C.; Ding, M.H. Microstructure evolution and their effects on the mechanical properties of TB8 titanium alloy. J. Alloy. Compd. 2016, 663, 769–774. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Nayan, N.; Kumar, P.; Narayanan, P.R.; Sharma, S.C.; George, K.M. Microstructure–texture–mechanical properties relationship in multi-pass warm rolled Ti–6Al–4V Alloy. Mater. Sci. Eng. A 2014, 589, 174–181. [Google Scholar] [CrossRef]
- Chen, Y.; Li, J.S.; Tang, B.; Kou, H.C.; Xue, X.Y.; Cui, Y.W. Texture evolution and dynamic recrystallization in a beta titanium alloy during hot-rolling process. J. Alloy. Compd. 2015, 618, 146–152. [Google Scholar] [CrossRef]
- Du, Z.X.; Xiao, S.L.; Shen, Y.P.; Liu, J.S.; Liu, J.; Xu, L.J.; Kong, F.T.; Chen, Y.Y. Effect of hot rolling and heat treatment on microstructure and tensile properties of high strength beta titanium alloy sheets. Mater. Sci. Eng. A 2015, 631, 67–74. [Google Scholar] [CrossRef]
- Ari-Gur, P.; Semiatin, S.L. Evolution of microstructure, macrotexture and microtexture during hot rolling of Ti-6Al-4V. Mater. Sci. Eng. A 1998, 257, 118–127. [Google Scholar] [CrossRef]
- Ye, X.X.; Yang, Y.Y.; Song, G.L.; Tang, G.Y. Enhancement of ductility, weakening of anisotropy behavior and local recrystallization in cold-rolled Ti-6Al-4V alloy strips by high-density electropulsing treatment. Appl. Phys. A 2014, 117, 2251–2262. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Zheng, H.J.; Zhang, Z.Q.; Gao, P.F.; Zhan, M. Pre-processing related recrystallization behavior in β annealing of a near-β Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy. Mater. Charact. 2018, 137, 151–161. [Google Scholar] [CrossRef]
- Chen, F.W.; Xu, G.L.; Zhang, X.Y.; Zhou, K.C. Isothermal kinetics of β↔α transformation in Ti-55531 alloy influenced by phase composition and microstructure. Mater. Des. 2017, 130, 302–316. [Google Scholar] [CrossRef]
- Nakai, M.; Niinomi, M.; Hieda, J.; Cho, K.; Nagasawa, Y.; Konno, T.; Ito, Y.; Itsumi, Y.; Oyama, H. Reduction in anisotropy of mechanical properties of coilable (α+β)-type titanium alloy thin sheet through simple heat treatment for use in next-generation aircraft applications. Mater. Sci. Eng. A 2014, 594, 103–110. [Google Scholar] [CrossRef]
- Roth, A.; Lebyodkin, M.A.; Lebedkina, T.A.; Lecomte, J.S.; Richeton, T.; Amouzou, K.E.K. Mechanism of anisotropy of mechanical properties of α-titanium. Mater. Sci. Eng. A 2014, 596, 236–243. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Sabat, R.K.; Panda, S.; Mishra, S.C.; Suwas, S. Texture and microstructure evolution of pure zinc during rolling at liquid nitrogen temperature and subsequent annealing. Mater. Charact. 2017, 123, 218–226. [Google Scholar] [CrossRef]
- Wagner, F.; Bozzolo, N.; Landuyt, O.V.; Grosdidier, T. Evolution of recrystallisation texture and microstructure in low alloyed titanium sheets. Acta Mater. 2002, 50, 1245–1259. [Google Scholar] [CrossRef]
- Won, J.W.; Park, C.H.; Hong, S.G.; Lee, C.S. Deformation anisotropy and associated mechanisms in rolling textured high purity titanium. J. Alloy. Compd. 2015, 651, 245–254. [Google Scholar] [CrossRef]
- Li, W.Y.; Chen, Z.Y.; Liu, J.R.; Wang, Q.J.; Sui, G.X. Effect of texture on anisotropy at 600 °C in a near-α titanium alloy Ti60 plate. Mater. Sci. Eng. A 2017, 688, 322–329. [Google Scholar] [CrossRef]
- Nyakana, S.L.; Fanning, J.C.; Boyer, R.R. Quick reference guide for β titanium alloys in the 00s. J. Mater. Eng. Perform. 2005, 14, 799–811. [Google Scholar] [CrossRef]
- Wang, T.; Guo, H.Z.; Wang, Y.W.; Peng, X.N.; Zhao, Y.; Yao, Z.K. The effect of microstructure on tensile properties, deformation mechanisms and fracture models of TG6 high temperature titanium alloy. Mater. Sci. Eng. A 2011, 528, 2370–2379. [Google Scholar] [CrossRef]
- Sauer, C.; Luetjering, G. Thermo-mechanical processing of high strength β-titanium alloys and effects on microstructure and properties. J. Mater. Proc. Technol. 2001, 117, 311–317. [Google Scholar] [CrossRef]
- Won, J.W.; Choi, S.W.; Yeom, J.T.; Hyun, Y.T.; Lee, C.S.; Park, S.H. Anisotropic twinning and slip behaviors and their relative activities in rolled alpha-phase titanium. Mater. Sci. Eng. A 2017, 698, 54–62. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Bieler, T.R. Effect of texture and slip mode on the anisotropy of plastic flow and flow softening during hot working of Ti-6Al-4V. Metall. Mater. Trans. A 2001, 32, 1787–1799. [Google Scholar] [CrossRef]
- Chen, W.; Chen, C.; Zi, X.H.; Cheng, X.F.; Zhang, X.Y.; Lin, Y.C. Controlling the microstructure and mechanical properties of a metastable β titanium alloy by selective laser melting. Mater. Sci. Eng. A 2018, 726, 240–250. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Condition | Direction | Average UTS (MPa) | Average Elongation (%) |
|---|---|---|---|
| 750 °C rolling | RD | 1056 | 11.8 |
| 750 °C rolling | TD | 1102 | 6.7 |
| 750 °C rolling + 750 °C aging | RD | 1017 | 13.1 |
| 750 °C rolling + 750 °C aging | TD | 1042 | 10.3 |
| Sample | Phase | Main Texture Component |
|---|---|---|
| HR | α | {-12-10}<10-11>[f(g) = 8.55], {-12-15}<10-10>[f(g) = 2.82], {01-14}<2-1-10>[f(g) = 4.25] |
| HR | β | {111}<1-10>[f(g) = 4.54], {111}<11-2>[f(g) = 3.78], {001}<1-10>[f(g) = 3.02] |
| HR+HT | α | {-12-10}<10-11>[f(g) = 5.23], {-12-13}<10-10>[f(g) = 5.23], {01-16}<2-1-10>[f(g) = 4.35] |
| HR+HT | β | {111}<1-10>[f(g) = 3.23], {111}<11-2>[f(g) = 2.69], {001}<0-10>[f(g) = 3.23] |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Mei, Y.; Lv, Y.; Chen, C.; Zhou, K. Anisotropy of the Microstructure and Tensile Properties in Ti-5Al-5Mo-5V-1Cr-1Fe near β Titanium Alloy during Hot Rolling and Heat Treatment. Metals 2018, 8, 904. https://doi.org/10.3390/met8110904
Zhang X, Mei Y, Lv Y, Chen C, Zhou K. Anisotropy of the Microstructure and Tensile Properties in Ti-5Al-5Mo-5V-1Cr-1Fe near β Titanium Alloy during Hot Rolling and Heat Treatment. Metals. 2018; 8(11):904. https://doi.org/10.3390/met8110904
Chicago/Turabian StyleZhang, Xiaoyong, Yaping Mei, Yaping Lv, Chao Chen, and Kechao Zhou. 2018. "Anisotropy of the Microstructure and Tensile Properties in Ti-5Al-5Mo-5V-1Cr-1Fe near β Titanium Alloy during Hot Rolling and Heat Treatment" Metals 8, no. 11: 904. https://doi.org/10.3390/met8110904
APA StyleZhang, X., Mei, Y., Lv, Y., Chen, C., & Zhou, K. (2018). Anisotropy of the Microstructure and Tensile Properties in Ti-5Al-5Mo-5V-1Cr-1Fe near β Titanium Alloy during Hot Rolling and Heat Treatment. Metals, 8(11), 904. https://doi.org/10.3390/met8110904