Analysis of Coke Oven Gas Injection from Dome in COREX Melter Gasifier for Adjusting Dome Temperature


Abstract
:1. Introduction
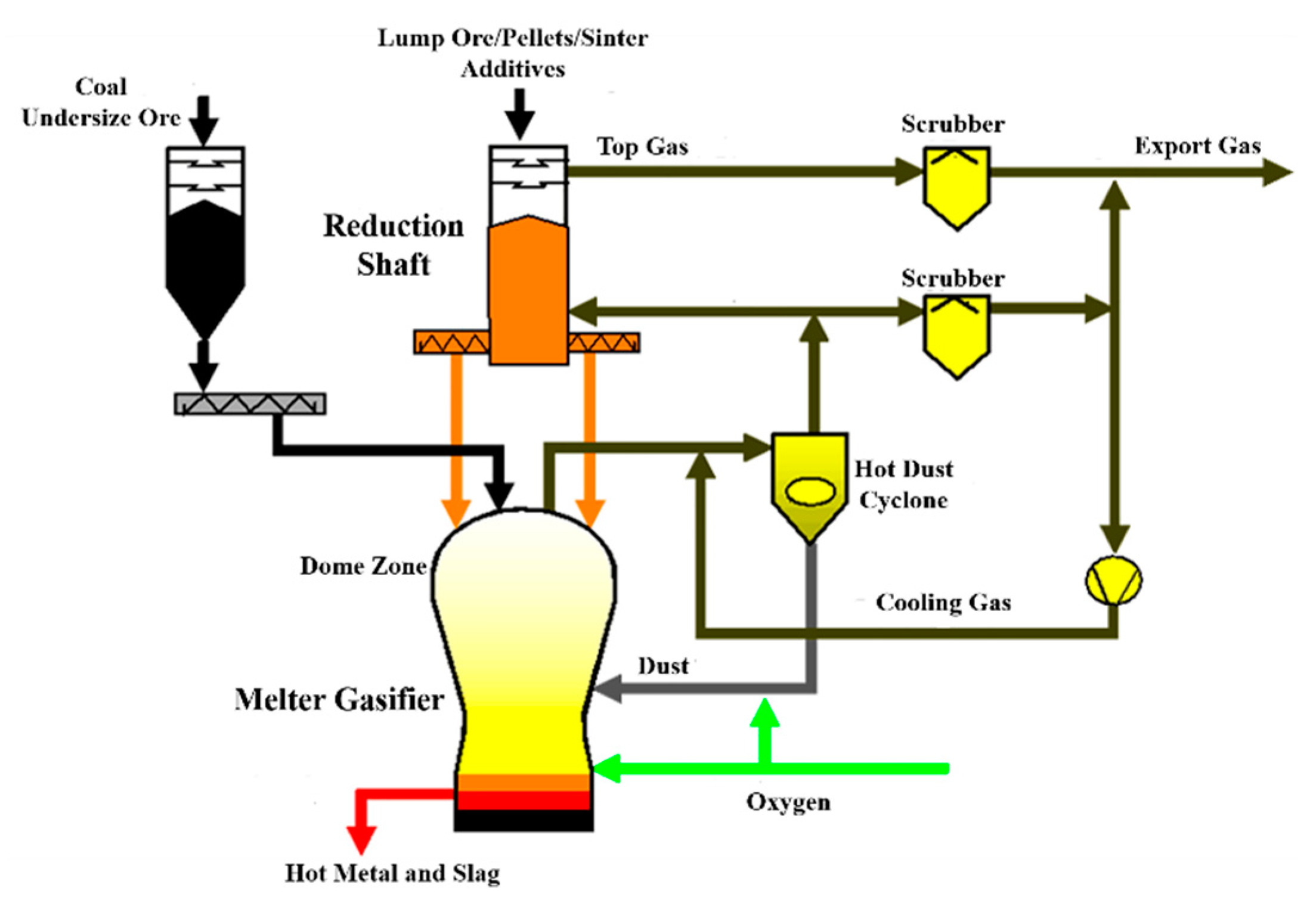
2. Static Model and Computation Method
3. Results and Discussion
3.1. Basic Results
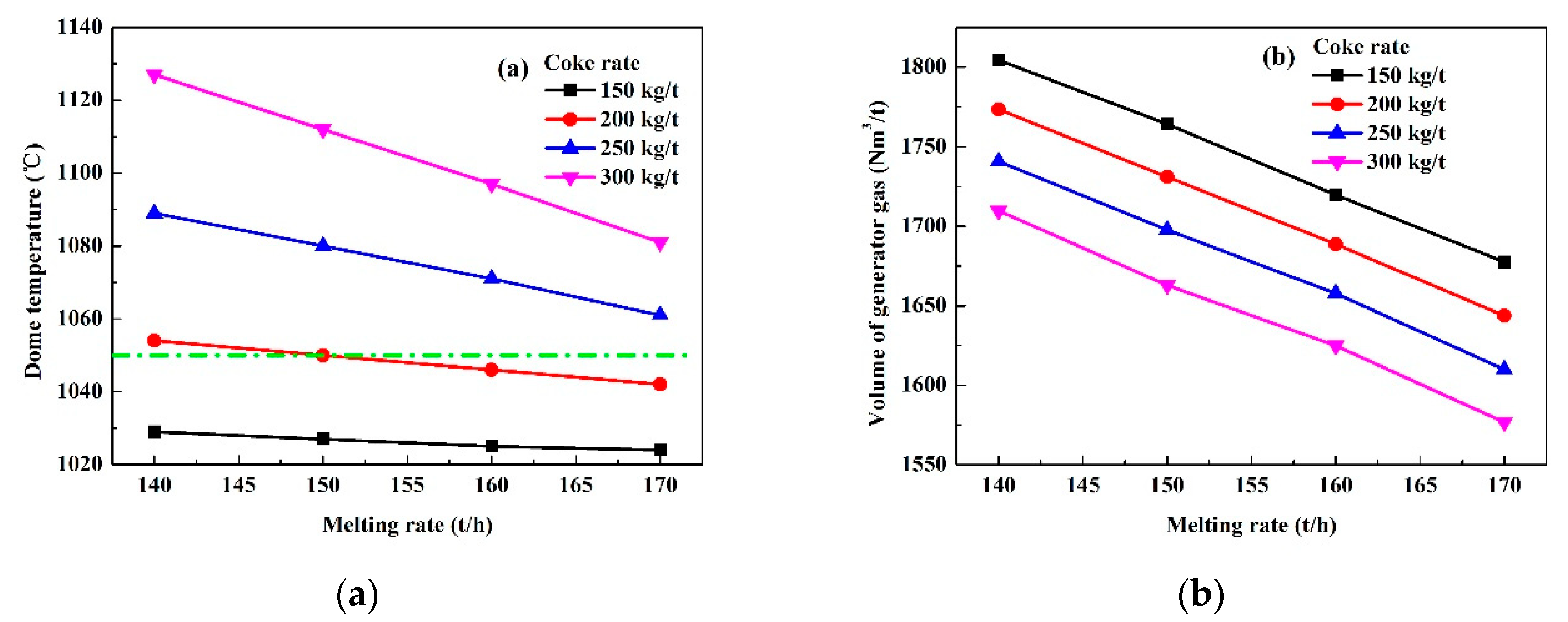
3.2. Effect of Melting Rate and Coke Rate
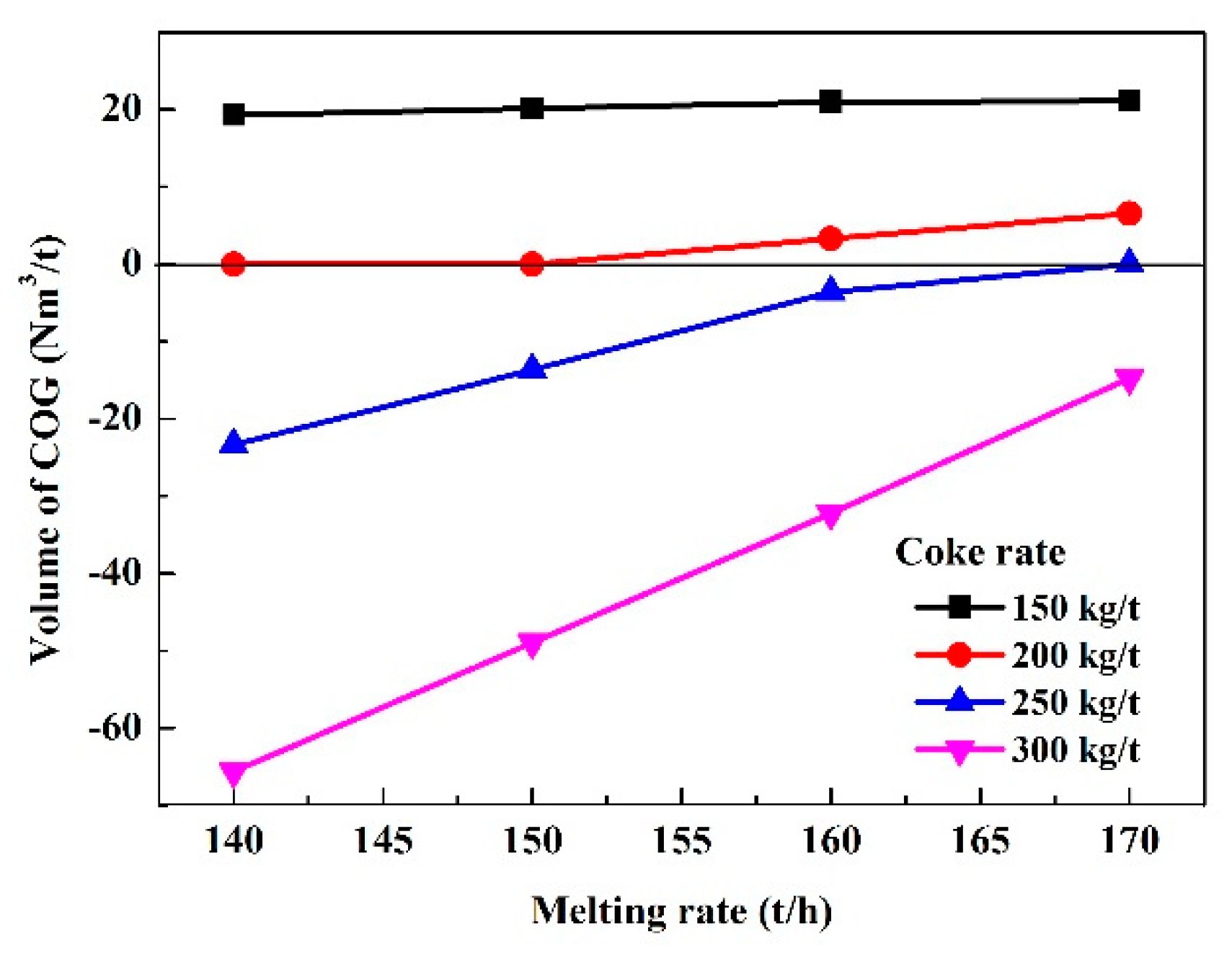
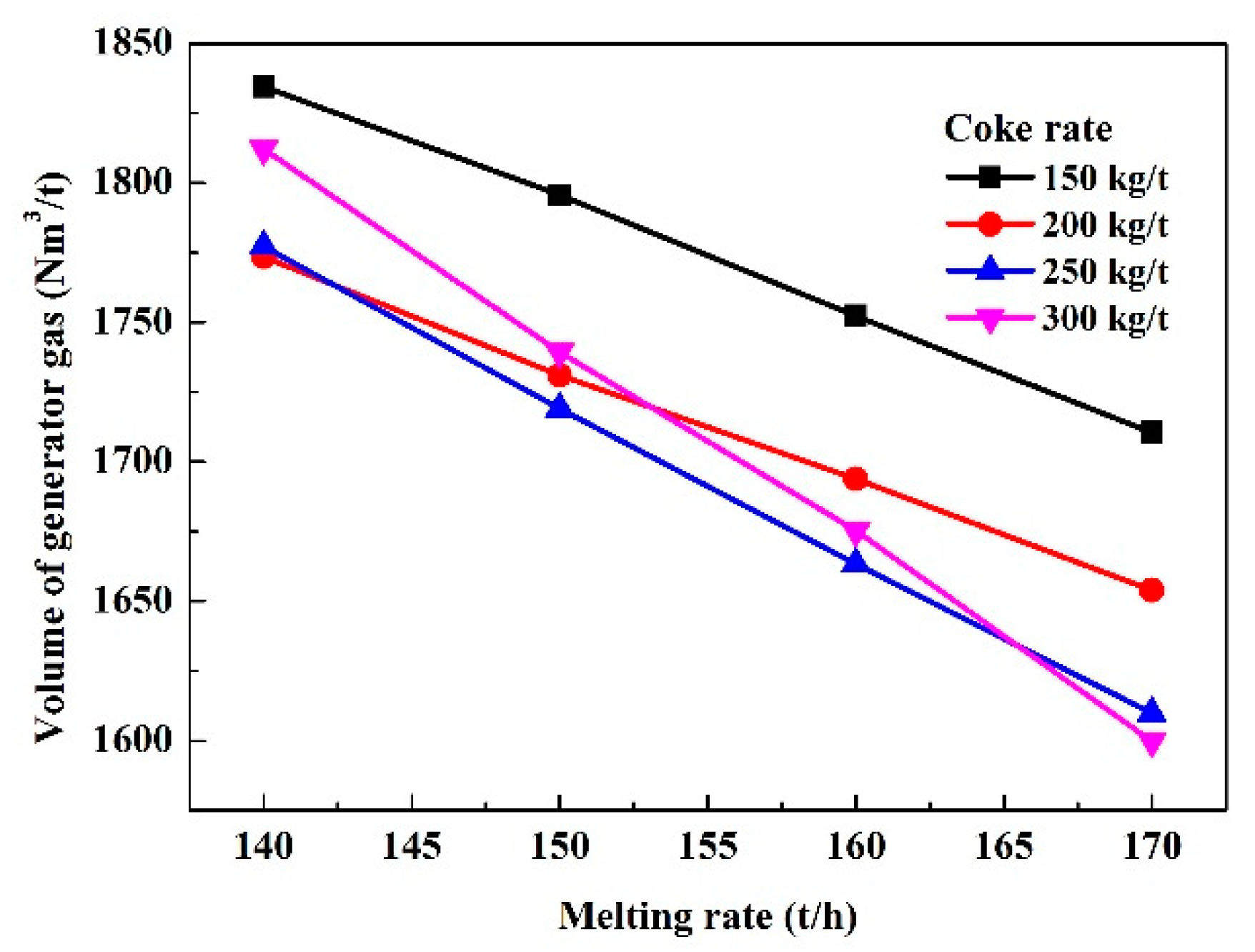
3.3. COG Injection for Adjusting the Dome Temperature
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Anameric, B.; Kawatra, S.K. Direct iron smelting reduction processes. Miner. Process. Extr. Metall. Rev. 2008, 30, 1–51. [Google Scholar] [CrossRef]
- Wang, N.; Xie, X.M.; Zou, Z.S.; Guo, L.; Xu, W.R.; Zhou, Y.S. Analysis of material and energy consumption of COREX C3000. Steel Res. Int. 2008, 79, 547–552. [Google Scholar] [CrossRef]
- Qu, Y.X.; Zou, Z.S.; Xiao, Y.P. A comprehensive static model for COREX process. ISIJ Int. 2012, 52, 2186–2193. [Google Scholar] [CrossRef]
- Guo, Y.L.; Xu, W.R.; Zhu, J.M.; Zhang, J.Y. The burden structure and its consumption in the melter gasifier of the COREX process. Metall. Mater. Trans. 2013, 44, 1078–1085. [Google Scholar] [CrossRef]
- Kumar, P.P.; Gupta, P.K.; Ranjan, M. Operating experiences with Corex and blast furnace at JSW Steel Ltd. Ironmak. Steelmak. 2008, 35, 260–263. [Google Scholar] [CrossRef]
- Yang, C.B.; Zou, Q.F. Improvement in Primarily COREX Technology of Bayi Steel. Xingjiang Iron Steel 2014, 33–35. (In Chinese) [Google Scholar]
- Wang, F.; Wu, Q.; Zhu, Z.Z.; Shi, G.J.; Bai, D.Y. Differences between Xinjiang and inland coking coals. Clean Coal Technol. 2018, 24, 80–84. [Google Scholar]
- Wang, Z.P. Preliminary discussion on coal quality and utilization direction for Xinjiang coal. Coal Qual. Technol. 2009, 1, 6–9. [Google Scholar]
- Wu, R.Q. Analysis of coke rate of blast furnace in Bayi Steel. Xingjiang Iron Steel 2008, 8–12. [Google Scholar]
- Yang, S.P.; Yang, D.L.; Feng, Y.B.; Sun, G. Bell-less charging system of blast furnace at Bayi Steel. China Metall. 2006, 10–12. (In Chinese) [Google Scholar]
- Diemer, P.; Killich, H.J.; Knop, K. Potentials for utilisation of coke oven gas in integrated iron and steel works. Stahl und Eisen 2004, 124, 21–30. [Google Scholar]
- Andahazy, D.; Slaby, S.; Löffler, G.; Winter, F.; Feilmayr, C.; Burgler, T. Governing processes of gas and oil injection into the blast furnace. ISIJ Int. 2006, 46, 496–502. [Google Scholar] [CrossRef]
- Qi, Y.H.; Yan, D.L.; Gao, J.J.; Zhang, J.C.; Li, K.M. Study on industrial test of the Oxygen blast furnace. Iron Steel 2011, 46, 6–8. [Google Scholar]
- Zhang, W.; Wang, Z.Y.; Zhang, L.G.; Wang, X.L.; Ding, W. Analysis on comprehensive injection technology for blast furnace in Ansteel. Ansteel Technol. 2014, 8–12. (In Chinese) [Google Scholar]
- Razzaq, R.; Li, C.S.; Zhang, S.J. Coke oven gas: Availability, properties, purification, and utilization in China. Fuel 2013, 113, 287–299. [Google Scholar] [CrossRef]
- Wu, S.L.; Zhang, Z.K.; Kou, M.Y.; Shen, W.; Du, K.P. Characteristics and analyses of COG injection from tuyere in COREX melter gasifier. Ironmak. Steelmak. 2017, 45, 1–7. [Google Scholar] [CrossRef]
- Pal, S.; Lahiri, A.K. Mathematical model of COREX melter gasifier: Part I. steady-state model. Metall. Mater. Trans. 2003, 34, 103–114. [Google Scholar] [CrossRef]
- Liu, X.L.; Pan, G.; Wang, G.; Wen, Z. Mathematical model of lump coal falling in the freeboard zone of the COREX melter gasifier. Energy Fuels 2011, 25, 5729–5735. [Google Scholar] [CrossRef]
- Lee, S.C.; Shin, M.K.; Joo, S.; Yoon, J.K. The effects of operational parameters on the transport phenomena in COREX melter–gasifier. ISIJ Int. 2000, 40, 1073–1079. [Google Scholar] [CrossRef]
- Sun, J.; Wu, S.L.; Kou, M.Y.; Shen, W.; Du, K.P. Influence of operation parameters on dome temperature of COREX melter gasifier. ISIJ Int. 2014, 54, 43–48. [Google Scholar] [CrossRef]
- Du, K.P.; Wu, S.L.; Zhang, Z.K.; Chang, F.; Liu, X.L. Analysis on Inherent characteristics and behavior of recycling dust in freeboard of COREX melter gasifier. ISIJ Int. 2014, 54, 2737–2745. [Google Scholar] [CrossRef]
- Wang, H.Y.; Zhang, J.L.; Wang, G.W.; Zhao, D.; Guo, J.; Song, T.F. Research on the combustion characteristics and kinetic analysis of the recycling dust for a COREX furnace. Energies 2017, 10, 255. [Google Scholar] [CrossRef]
- Sun, Y.; Di, Z.X.; Li, H.F.; Luo, Z.G.; Zou, Z.S. Numerical simulation of temperature in the freeboard of COREX melting gasifier. Adv. Mater. Res. 2011, 285, 1165–1169. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Melting Rate (t/h) | Coke Rate (kg/t) | Coal Rate (kg/t) | Fuel Rate (kg/t) |
|---|---|---|---|
| 140 | 202.02 | 810.08 | 1012.10 |
| 150 | 197.60 | 792.40 | 990.00 |
| 160 | 193.19 | 774.71 | 967.90 |
| 170 | 188.78 | 757.02 | 945.80 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, H.; Wu, S.; Kou, M.; Yao, S.; Shen, Y. Analysis of Coke Oven Gas Injection from Dome in COREX Melter Gasifier for Adjusting Dome Temperature. Metals 2018, 8, 921. https://doi.org/10.3390/met8110921
Zhou H, Wu S, Kou M, Yao S, Shen Y. Analysis of Coke Oven Gas Injection from Dome in COREX Melter Gasifier for Adjusting Dome Temperature. Metals. 2018; 8(11):921. https://doi.org/10.3390/met8110921
Chicago/Turabian StyleZhou, Heng, Shengli Wu, Mingyin Kou, Shun Yao, and Yansong Shen. 2018. "Analysis of Coke Oven Gas Injection from Dome in COREX Melter Gasifier for Adjusting Dome Temperature" Metals 8, no. 11: 921. https://doi.org/10.3390/met8110921
APA StyleZhou, H., Wu, S., Kou, M., Yao, S., & Shen, Y. (2018). Analysis of Coke Oven Gas Injection from Dome in COREX Melter Gasifier for Adjusting Dome Temperature. Metals, 8(11), 921. https://doi.org/10.3390/met8110921