Effect of Rolling Temperature on the Microstructure and Mechanical Properties of Mg-2Zn-0.4Y Alloy Subjected to Large Strain Rolling

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, X.J.; Xu, D.K.; Wu, R.Z.; Chen, X.B.; Peng, Q.M.; Jin, L.; Xin, Y.C.; Zhang, Z.Q.; Liu, Y.; Chen, X.H.; et al. What is going on in magnesium alloys? J. Mater. Sci. Technol. 2018, 34, 245–247. [Google Scholar] [CrossRef]
- Mirza, F.A.; Chen, D.L.; Li, D.J.; Zeng, X.Q. Effect of rare earth elements on deformation behavior of an extruded Mg–10Gd–3Y–0.5Zr alloy during compression. Mater. Des. 2013, 46, 411–418. [Google Scholar] [CrossRef]
- Stanford, N.; Callaghan, M.D.; de Jong, B. The effect of rare earth elements on the behavior of magnesium-based alloys: Part 1—Hot deformation behavior. Mater. Sci. Eng. A 2013, 565, 459–468. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Inal, K.A.; El Kadiri, H. A review on the effect of rare-earth elements on texture evolution during processing of magnesium alloys. J. Mater. Sci. 2017, 52, 1–29. [Google Scholar] [CrossRef]
- Minárik, P.; Veselý, J.; Král, R.; Bohlen, J.; Kubásek, J.; Janeček, M.; Stráská, J. Exceptional mechanical properties of ultra-fine grain Mg-4Y-3RE alloy processed by ECAP. Mater. Sci. Eng. A 2017, 708, 193–198. [Google Scholar] [CrossRef]
- Izumi, S.; Yamasaki, M.; Kawamura, Y. Relation between corrosion behavior and microstructure of Mg–Zn–Y alloys prepared by rapid solidification at various cooling rates. Corros. Sci. 2009, 51, 395–402. [Google Scholar] [CrossRef]
- Lee, J.Y.; Kim, D.H.; Lim, H.K.; Kim, D.H. Effects of Zn/Y ratio on microstructure and mechanical properties of Mg-Zn-Y alloys. Mater. Lett. 2005, 59, 3801–3805. [Google Scholar] [CrossRef]
- Yi, S.; Park, E.S.; Ok, J.B.; Kim, W.T.; Kim, D.H. (Icosahedral phase+α-Mg) two phase microstructures in the Mg–Zn–Y ternary system. Mater. Sci. Eng. A 2001, 300, 312–315. [Google Scholar] [CrossRef]
- Bae, D.H.; Kim, S.H.; Kim, D.H.; Kim, W.T. Deformation behavior of Mg–Zn–Y alloys reinforced by icosahedral quasicrystalline particles. Acta Mater. 2002, 50, 2343–2356. [Google Scholar] [CrossRef]
- Shao, X.H.; Yang, Z.Q.; Ma, X.L. Strengthening and toughening mechanisms in Mg–Zn–Y alloy with a long period stacking ordered structure. Acta Mater. 2010, 58, 4760–4771. [Google Scholar] [CrossRef]
- Tekumalla, S.; Seetharaman, S.; Almajid, A.; Gupta, M. Mechanical properties of magnesium-rare earth alloy systems: A review. Metals 2015, 5, 1–39. [Google Scholar] [CrossRef]
- Lu, C.; Piven, K.; Qi, Q.; Zhang, J.; Hug, G.; Jankowiak, A. Substitution behavior of Si atoms in the Ti2AlC ceramics. Acta Mater. 2018, 144, 543–551. [Google Scholar] [CrossRef]
- Wang, Y.; Xia, Y.H.; Yang, Z.W.; Wang, D.P. Interfacial microstructure and mechanical properties of TC4/Ti3SiC2 contact-reactive brazed joints using a cu interlayer. Ceram. Int. 2018, 44, 22154–22164. [Google Scholar] [CrossRef]
- Moneghini, M.; De Zordi, N.; Solinas, D.; MacChiavelli, S.; Princivalle, F. Characterization of solid dispersions of itraconazole and vitamin E TPGS prepared by microwave technology. Future Med. Chem. 2010, 2, 237–246. [Google Scholar] [CrossRef] [PubMed]
- Panna, W.; Wyszomirski, P.; Kohut, P. Application of hot-stage microscopy to evaluating sample morphology changes on heating. J. Therm. Anal. Calorim. 2016, 125, 1053–1059. [Google Scholar] [CrossRef]
- Luo, J.; Yan, H.; Chen, R.S.; Han, E.H. Microstructure, texture and mechanical properties of Mg-2.0Zn-0.3Gd alloy sheets fabricated by large strain hot rolling. Mater. Sci. Forum 2014, 788, 23–27. [Google Scholar] [CrossRef]
- del Valle, J.A.; Pérez-Prado, M.T.; Ruano, O.A. Texture evolution during large-strain hot rolling of the Mg AZ61 alloy. Mater. Sci. Eng. A 2003, 355, 68–78. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; del Valle, J.A.; Contreras, J.M.; Ruano, O.A. Microstructural evolution during large strain hot rolling of an AM60 mg alloy. Scr. Mater. 2004, 50, 661–665. [Google Scholar] [CrossRef]
- Eddahbi, M.; del Valle, J.A.; Pérez-Prado, M.T.; Ruano, O.A. Comparison of the microstructure and thermal stability of an AZ31 alloy processed by ECAP and large strain hot rolling. Mater. Sci. Eng. A 2005, 410–411, 308–311. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.; Yang, X.; Jiang, L.; Chai, S.; Pan, F. Influence of rolling speed on microstructure and mechanical properties of AZ31 Mg alloy rolled by large strain hot rolling. Mater. Sci. Eng. A 2014, 607, 383–389. [Google Scholar] [CrossRef]
- Ding, Y.; Le, Q.; Zhang, Z.; Cui, J. Effect of rolling speed on microstructure and mechanical properties of as-cast AZ31B alloy under different reduction schedules. J. Mater. Process. Technol. 2016, 233, 161–173. [Google Scholar] [CrossRef]
- ASTM E112-13, Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Sola, R.; Giovanardi, R.; Parigi, G.; Veronesi, P. A novel method for fracture toughness evaluation of tool steels with post-tempering cryogenic treatment. Metals 2017, 7, 75. [Google Scholar] [CrossRef]
- Sola, R.; Veronesi, P.; Giovanardi, R.; Forti, A.; Parigi, G. Effect of heat treatment before cryogenic cooling on the properties of AISI M2 steel. Metall. Ital. 2017, 109, 5–16. [Google Scholar]
- Muraoka, A.; Utsunomiya, H.; Matsumoto, R.; Sakai, T. Improvement in rolling workability of Fe3Al by high-speed rolling. J. Phys. Conf. Ser. 2012, 379, 012044. [Google Scholar] [CrossRef]
- Su, J.; Sanjari, M.; Kabir, A.S.H.; Jung, I.H.; Jonas, J.J.; Yue, S.; Utsunomiya, H. Characteristics of magnesium AZ31 alloys subjected to high speed rolling. Mater. Sci. Eng. A 2015, 636, 582–592. [Google Scholar] [CrossRef]
- Dudamell, N.V.; Ulacia, I.; Gálvez, F.; Yi, S.; Bohlen, J.; Letzig, D.; Hurtado, I.; Pérez-Prado, M.T. Twinning and grain subdivision during dynamic deformation of a Mg AZ31 sheet alloy at room temperature. Acta Mater. 2011, 59, 6949–6962. [Google Scholar] [CrossRef] [Green Version]
- Sun, P.L.; Kao, P.W.; Chang, C.P. High angle boundary formation by grain subdivision in equal channel angular extrusion. Scr. Mater. 2004, 51, 565–570. [Google Scholar] [CrossRef]
- Xu, S.W.; Kamado, S.; Matsumoto, N.; Honma, T.; Kojima, Y. Recrystallization mechanism of as-cast AZ91 magnesium alloy during hot compressive deformation. Mater. Sci. Eng. A 2009, 527, 52–60. [Google Scholar] [CrossRef]
- Zhu, S.Q.; Yan, H.G.; Chen, J.H.; Wu, Y.Z.; Liu, J.Z.; Tian, J. Effect of twinning and dynamic recrystallization on the high strain rate rolling process. Scr. Mater. 2010, 63, 985–988. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Zn | Y | Mn | Fe | Mg |
|---|---|---|---|---|---|
| Mg-2Zn-0.4Y | 1.94 | 0.32 | 0.0021 | 0.0059 | Balance |
| Rolling Process | Temperature/°C | Reduction/% | |||||
|---|---|---|---|---|---|---|---|
| 1st Pass | 2nd Pass | 3rd Pass | 4th Pass | 5th Pass | 6th Pass | ||
| 1st | 250 | 15 | 15 | 17 | 13 | 33 | 44 |
| 300 | 15 | 15 | 17 | 13 | 33 | 44 | |
| 350 | 15 | 15 | 17 | 13 | 33 | 44 | |
| 400 | 15 | 15 | 17 | 13 | 33 | 44 | |
| 2nd | 300 | 25 | 27 | 32 | 33 | ||
| 3rd | 350 | 25 | 27 | 32 | 33 | ||
| Reduction | 15% | 23% | 30% | 37% |
|---|---|---|---|---|
| ΔTp | 23.1 | 39.6 | 56.3 | 75.5 |
| ΔTf | 1.8 | 3.7 | 6.0 | 8.9 |
| ΔTR | 36.6 | 42.5 | 47.3 | 52.0 |
| ΔT | −11.7 | 0.8 | 15.0 | 32.4 |
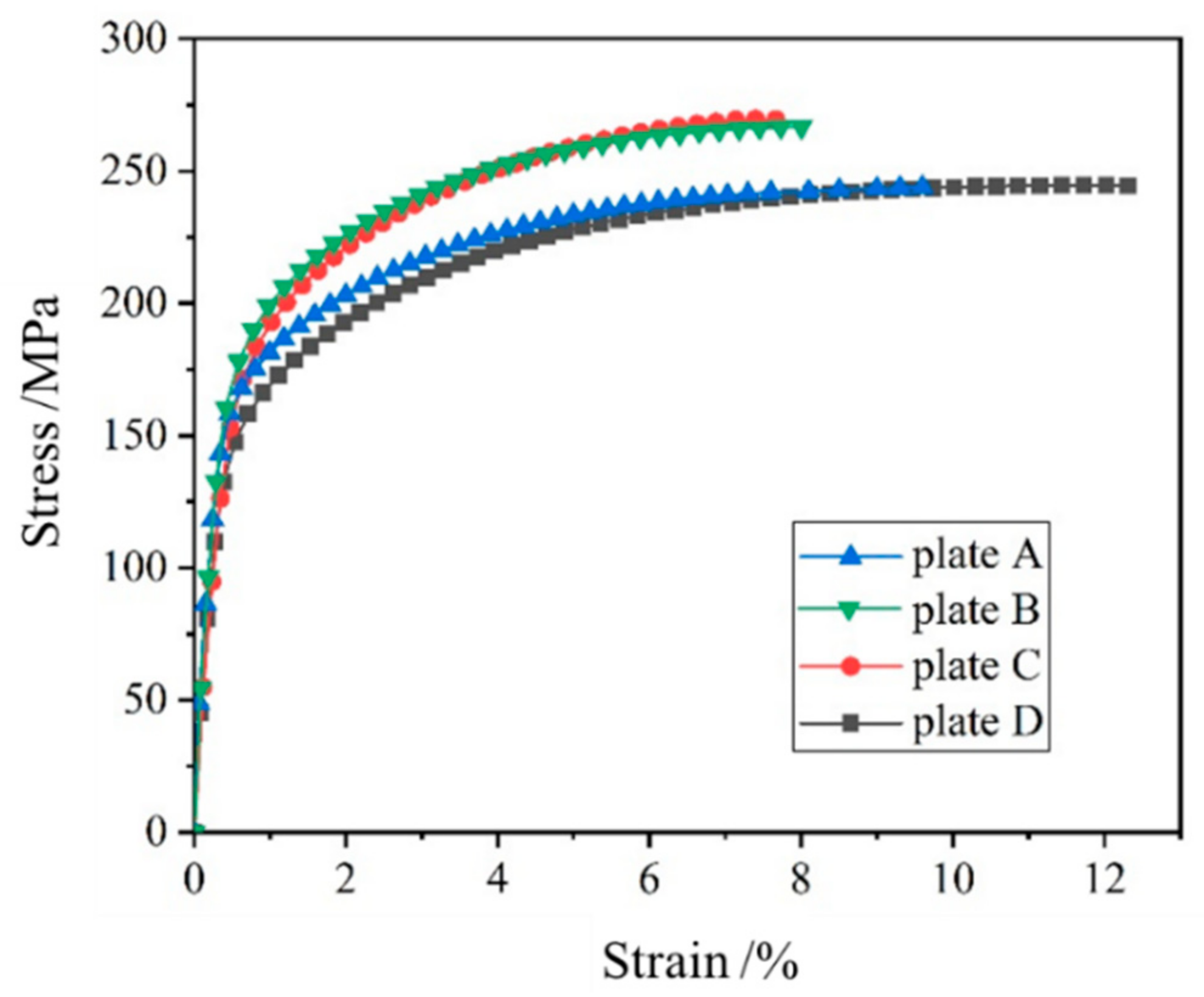
| Material | Yield Strength/MPa | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| plate A | 158.1 | 244.3 | 9.6 |
| plate B | 175.9 | 266.7 | 8.0 |
| plate C | 162.8 | 269.4 | 7.7 |
| plate D | 143.5 | 243.9 | 12.3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, T.; Zhou, X.; Li, Y.; Zhang, Z.; Le, Q. Effect of Rolling Temperature on the Microstructure and Mechanical Properties of Mg-2Zn-0.4Y Alloy Subjected to Large Strain Rolling. Metals 2018, 8, 937. https://doi.org/10.3390/met8110937
Wang T, Zhou X, Li Y, Zhang Z, Le Q. Effect of Rolling Temperature on the Microstructure and Mechanical Properties of Mg-2Zn-0.4Y Alloy Subjected to Large Strain Rolling. Metals. 2018; 8(11):937. https://doi.org/10.3390/met8110937
Chicago/Turabian StyleWang, Tong, Xiong Zhou, Yafang Li, Zhiqiang Zhang, and Qichi Le. 2018. "Effect of Rolling Temperature on the Microstructure and Mechanical Properties of Mg-2Zn-0.4Y Alloy Subjected to Large Strain Rolling" Metals 8, no. 11: 937. https://doi.org/10.3390/met8110937